International Research Journal of Engineering and Technology (IRJET)
e-ISSN: 2395-0056
Volume: 11 Issue: 05 | May 2024
p-ISSN: 2395-0072
www.irjet.net
A review paper on Optimization of cast iron casting for defect minimization by using Simulation and Analytical techniques Mr. Vagesh Ramanbhai Nai1, Dr. Vineet Kumar Goel2, Mr. Dharmang Patel3 , Mr Kaushal Rajkishor Shukla4 1 Research scholar of Bhagwan Mahavir college of engineering and technology 2Dean of engineering , Bhagwan Mahavir university
3HoD of mechanical engineering of Bhagwan Mahavir college of engineering and technology
4 Research scholar of AH TECHNOCAST PVT LTD
---------------------------------------------------------------------***--------------------------------------------------------------------Abstract - Nowadays manufacturing sector has entered a new era. Conventional and manual manufacturing system is replaced by modern manufacturing technology. Sand casting processes like green sand casting in general involve a large number of parameters that affect the various casting quality features of products. Some parameters are controllable and others are uncontrollable, they are essential responsible for variation in casting quality.
rejected. Rejected parts contributed to the wastage and loss of value to the foundry. For improve the cast metal yield, we need to optimize the gating system design, optimize mould filling, avoid shrinkage defects, voids, hot tears etc. casting simulation tools to very helpful to achieve above objectives. With advent of modern computing facilities, application of commercial software’s, packages such as casting simulation tools, enable the foundry industries to accomplish successful casting design.
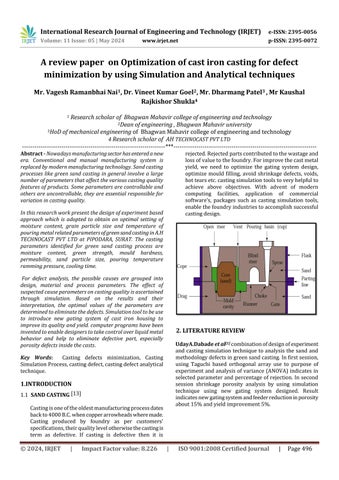
In this research work present the design of experiment based approach which is adopted to obtain an optimal setting of moisture content, grain particle size and temperature of pouring metal related parameters of green sand casting in A.H TECHNOCAST PVT LTD at PIPODARA, SURAT. The casting parameters identified for green sand casting process are moisture content, green strength, mould hardness, permeability, sand particle size, pouring temperature ramming pressure, cooling time. For defect analysis, the possible causes are grouped into design, material and process parameters. The effect of suspected cause parameters on casting quality is ascertained through simulation. Based on the results and their interpretation, the optimal values of the parameters are determined to eliminate the defects. Simulation tool to be use to introduce new gating system of cast iron housing to improve its quality and yield. computer programs have been invented to enable designers to take control over liquid metal behavior and help to eliminate defective part, especially porosity defects inside the casts.
2. LITERATURE REVIEW UdayA.Dabade et al[1] combination of design of experiment and casting simulation technique to analysis the sand and methodology defects in green sand casting. In first session, using Taguchi based orthogonal array use to purpose of experiment and analysis of variance (ANOVA) indicates in selected parameter and percentage of rejection. In second session shrinkage porosity analysis by using simulation technique using new gating system designed. Result indicates new gating system and feeder reduction in porosity about 15% and yield improvement 5%.
Key Words: Casting defects minimization, Casting Simulation Process, casting defect, casting defect analytical technique.
1.INTRODUCTION 1.1 SAND CASTING [13] Casting is one of the oldest manufacturing process dates back to 4000 B.C. when copper arrowheads where made. Casting produced by foundry as per customers’ specifications, their quality level otherwise the casting is term as defective. If casting is defective then it is
© 2024, IRJET
|
Impact Factor value: 8.226
|
ISO 9001:2008 Certified Journal
|
Page 496