UTILITY ASSET RISK MANAGEMENT With RCM as a Foundation
INDUSTRIAL ROTATING EQUIPMENT How to Optimize Its Performance
TROUBLESHOOTING Linear Motion Components
MAINTENANCE GOALS FOR 2019
ELECTRICAL MAINTENANCE
FEBRUARY 2019
Vol. 35, No. 1
Established 1985 www.mromagazine.com www.twitter.com/mromagazine
Mario Cywinski, Editor 226-931-4194 mcywinski@annexbusinessmedia.com
Contributors
Alexander Bakulev, Mark Cutler, Jim Elekonich, L. Tex Leugner, Douglas Martin, Doc Palmer, Peter Phillips, James Reyes-Picknell, Jesus R. Sifonte, Brooke Smith
Michael King, Publisher 416-510-5107 mking@annexbusinessmedia.com
Mark Ryan, Media Designer Barb Vowles, Account Co-ordinator 416-510-5103 bvowles@annexbusinessmedia.com
Tim Dimopoulos, Vice-President tdimopoulos@annexbusinessmedia.com
Mike Fredericks, President & CEO
Machinery and Equipment MRO is published by Annex Business Media, 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1; Tel. 416-442-5600, Fax 416-510-5140. Toll-free: 1-800-268-7742 in Canada, 1-800-387-0273 in the USA.
Printed in Canada
ISSN 0831-8603 (print); ISSN 1923-3698 (digital)
PUBLICATION MAIL AGREEMENT #40065710
CIRCULATION
email: blao@annexbizmedia.com
Tel: 416.442.5600 ext 3552 Fax: 416-510-6875 or 416-442-2191
Mail: 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1
Subscription rates.
Canada: 1 year $65, 2 years $110 United States: 1 year $110
Elsewhere: 1 year $126 Single copies $10 (Canada), $16.50 (U.S.), $21.50 (other). Add applicable taxes to all rates.
On occasion, our subscription list is made available to organizations whose products or services may be of interest to our readers. If you would prefer not to receive such information, please contact our circulation department in any of the four ways listed above.
The beginning of every year is a time when New Year’s resolutions are made with all the best intentions. But by the time February rolls around, most of those have fallen by the wayside.
While goals like having less sugar or going to the gym regularly are commendable, if you fail in those resolutions, things won’t drastically change.
However, making resolutions involving maintenance is a whole other can of worms. Setting maintenance goals for the coming year is important, but what’s even more important is the follow-through on making sure they’re the focus for the entire year.
Whether the intention is to decrease the amount of downtime per machine, replace old equipment, or improve training for employees, the follow-through is the key to improving operations.
We all set goals, but those who make sure they’re met are those who are most likely to succeed.
Further to that point, many companies send their employees to conferences, trade shows, and seminars that offer insight on how to improve their operations. However, if employees come back and never use any of the newfound insight or share it with others, then, apart from personal knowledge, the lack of follow-through is just wasted resources.
As the editor of MRO I’m privileged to be able to attend many industry events and interact with many industry professionals. I’ve found that it helps to be able to share companies’ best practices they’re using that can help to improve any company’s operations.
If you go to a meeting, conference, or show and are able to take one lesson back to your company that could improve its operations, then it was worthwhile to go in the first place.
Further to the point, MRO is planning to cover a variety of events in 2019 that are definitely worth a look. In April, the Reliable Plant 2019 Conference and Exhibition takes place in Cleveland; in June, Operational Excellence in Energy, Chemicals, and Resources holds court in Calgary; and in September, PEMAC MainTrain 2019 arrives in Edmonton.
Of course, this is just a small sampling of the shows going on in 2019. To view them all, go to our events page at www.mromagazine.com/events/.
Maintenance is an important task, and in a way it’s a never-ending one. Once you finish looking at one piece of equipment, it’s on to the next, and so on and so forth.
However, making the task as painless as possible is always the main goal, and to ensure everything has the least amount of downtime.
So, as 2019 is under way, set goals for the year, and make sure you follow through with them. MRO
Machinery
Mario Cywinski Editor
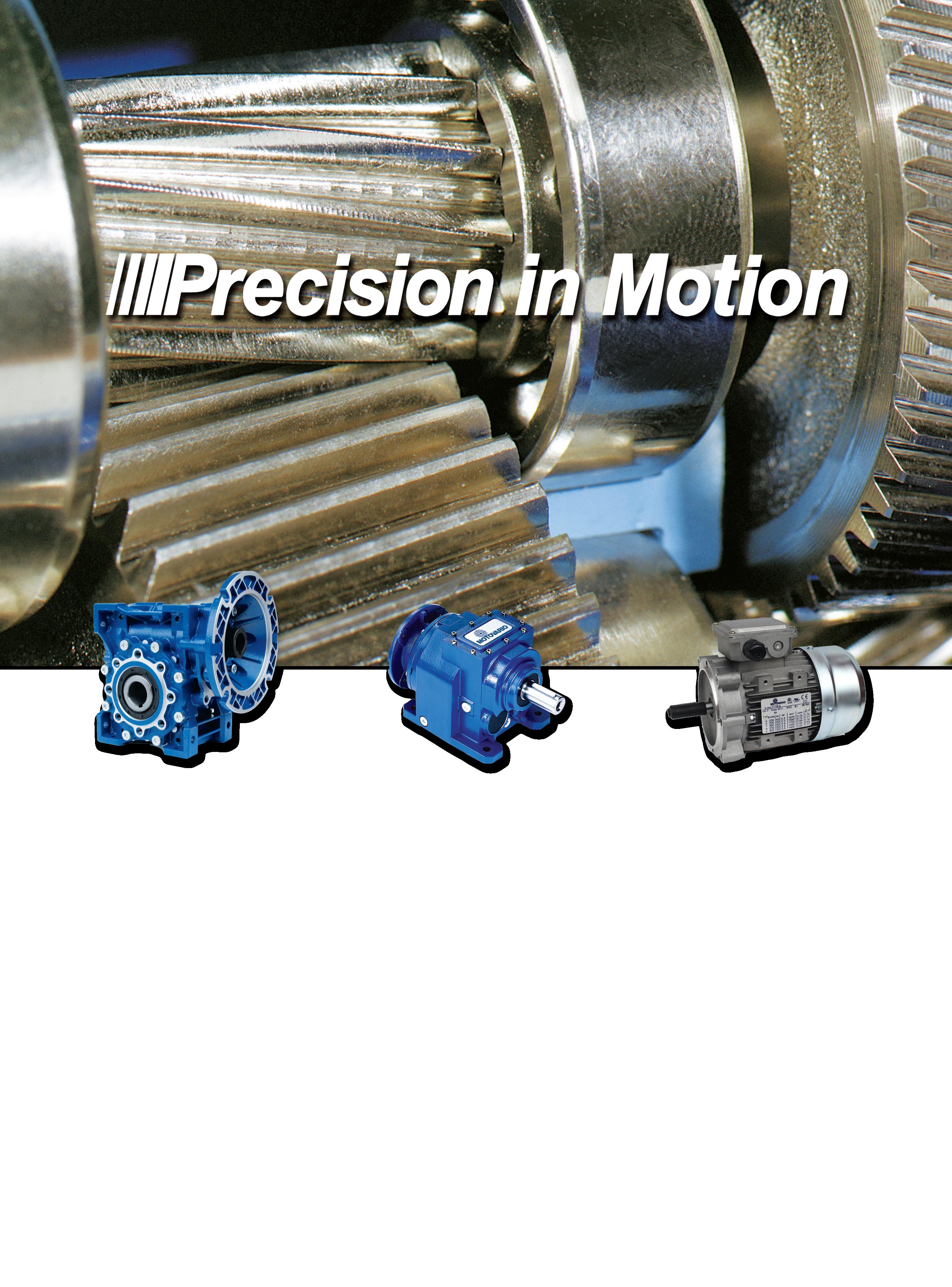
SKF TOOLS HELP KEEP YOUR MACHINES RUNNING
Improve your efficiency with solutions from SKF
» Bearing fitting kits TMFT Series
Poor fitting, usually using brute force, accounts for 16% of premature bearing failures. SKF’s TMFT Bearing Fitting Tool Kits are designed for quick and precise mounting of bearings, while minimising the risk of bearing damage.
goo.gl/WrkTMQ
» Shaft Alignment Tool TKSA Series
» SKF EasyPull mechanical puller TMMA series
The patented SKF EasyPull is one of the most user-friendly and safe tools on the market. The series is equipped with spring-operated arms and a solid design.
Avoid damaging the shaft with improper removal techniques, the TMMA series will assist you in the secure way to remove your bearings.
goo.gl/BL26Qo
The TKSA Series are easy to use laser alignment solutions for achieving accurate shaft alignments. With two wireless measurement units, large sized detectors and powerful lasers, the instrument performs in even the most challenging conditions.
By applying the right maintenance practices and using the correct tools in all stages of the bearing life cycle, you can considerably extend your bearing’s service life and thereby increase plant productivity and efficiency.
More at: goo.gl/o2cwdF
» SKF Portable Induction Heater TIH series
The TIH series combines high heating capacity with portability. Heat is used to expand the bearings inner ring before placing on the shaft, as the bearing cools a stronger interference fit is the result.
goo.gl/TOSupQ
» SKF SYSTEM 24 Single Point Automatic Lubrication
Continuously delivers precisely measured amounts of lubricant to desired points via a gasdriven pump. It is ideal for lubrication points difficult or unsafe to reach manually, or where there are a large number of lubrication points where manual greasing would be less effective.
goo.gl/1gpzZZ
Spare
Operational Excellence Takes Centre Stage
BY MARIO CYWINSKI
The Operational Excellence in Energy and Utilities conference and workshops took place recently at the Old Mill Inn in Toronto. Over 150 industry professionals attended the event, including representatives from Enbridge, HydroOne, Suncor, SaskPower, Hydro-Québec, Toronto Hydro, Ontario Power Generation, and Irving Oil.
A wide variety of topics were discussed at the event, focusing on the energy and utilities sectors. Highlights from day one included Understanding the Connection Between Culture, Safety, Environmental & Financial Performance; IoT and Artificial Intelligence: Reducing Downtime in Industrial Operations; Digitizing the Energy Economy, and more. Day two included Driving Operational Excellence to the Frontline; Organizational Effectiveness: Developing the Framework Needed to Reduce Risk and Improve Compliance; From Rock Concerts to Reactors: Using Innovation to Reduce Critical Path Time; to name a few.
Exhibitors were on hand to answer any questions attendees had in the exhibition room, which doubled as the networking/lunch space.
Each day offered a special session, with day one offering a Solution Insight Session, which allowed attendees to visit booths in the exhibition room and listen to a seven-minute presentation by each sponsor. Day two offered Interactive Discussion Groups with four different topics for attendees to choose from.
Operational Excellence in Energy, Chemicals, and Resources will take place in Calgary, June 4-6, 2019. For more information, visit: https://bit.ly/2Epiab1.
STLE Hosts Toronto Workshop
BY MARIO CYWINSKI
The Society of Tribologists and Lubrication Engineers (STLE) Toronto section recently held a workshop and panel discussion to speak about Reducing Tribological Losses and Failures. The workshop took place at Kinectrics Auditorium in Toronto.
The invited speakers at the workshop discussed various topics.
Presentations included Tribological Friction and Wear Loses – We Need to Do Better, presented by Ken J. Brown, STLE Fellow, Eco Fluid Center Ltd.; Lubrication Best Practices, presented by Bill Quesnel, President, WearCheck Canada Inc.; Exploring Additive Interactions in Complex Lubricant Formulations, presented by Cory MacLeod, Technical Service Manager, Lanxess Solutions US, Inc.; Hydraulic Efficiency Improvements, presented by Lynn Billings, Senior Technical Service
Advisor, Petro-Canada Lubricants Inc.; and Energy Efficiency in Ontario, presented by Kim Krieber, Business Advisor, Channel Partner Services, Independent Electricity System Operator.
“Our specific objective was to introduce the idea of reducing costs of asset damage and/ or energy loss by better lubrication,” said Jim Arner, STLE Toronto Section Chair, Pirr Tribology Solutions. “Second, the STLE wants to share our knowledge to help the industry.”
Upon completion of the presentations, a panel discussion of all the topics covered in the morning presentations allowed those in attendance to ask any of the speakers questions.
After a lunch break, attendees were able to partake in an optional tour of the Kinectrics facility (including TDT labs, chemistry lab, and EQ lab).
Photo credit: Mario Cywinski
Festo Opens Global Development Centre
Festo has opened a development centre for innovations in the global life sciences sector. The new Boston Technical Engineering Centre (TEC) will develop advanced products by partnering with medical and laboratory equipment manufacturers.
TEC Boston is focusing on developing components and systems for performing liquid handling functions such as pipetting, aspiration, and dispensing.
Festo is applying its expertise in factory and process automation to this growing field of laboratory automation. For example, it has launched the EHMD rotary gripper module, which can grip and rotate sample vials and open sample vials up to 15 millilitres in volume.
It also has developed the VTOE dispense head especially for handling liquids. It meets stringent requirements of sample analysis: high precision even with the smallest dosing volumes and a high degree of reliability and reproducibility.
Barrick-Randgold Merger Complete
The merger of Barrick Gold and Randgold Resources has created a new company which, began trading shares on the New York and Toronto Stock Exchanges. The new company is still known as Barrick, but its trading symbol on the NYSE will change to GOLD, the ticker formerly held by Randgold on NASDAQ. On the TSX, the ticker remains ABX.
Following the closing of the merger, Barrick’s board of directors was reconstituted with the following nine directors: John Thornton (executive chairman), Mark Bristow, María Ignacia Benítez, Gustavo Cisneros, Christopher Coleman, Michael Evans, Brian Greenspun, Brett Harvey (lead independent director), and Andrew Quinn.
In a joint letter to stakeholders, Thornton and Bristow said that with the best asset base and the strongest management team in the sector, Barrick was well placed to be the world’s most valued gold mining business.
“We will do so by optimizing our existing operations, pursuing new opportunities that meet strict investment criteria, and developing them with disciplined efficiency. In all that we do, we will be guided by a long-term strategy and clear implementation plans designed to deliver sustainable returns to our owners, and real benefits to our partners, host countries, and communities,” they said.
Business Briefs
News and views about companies, people, product lines and more.
• Eaton Vehicle Group’s Aftermarket division has reached a distribution agreement with Bezares SA, becoming North American master distributor for its mobile power hydraulic portfolio. Eaton will also provide post-sale service and support through the Roadranger field team.
Eaton and Bezares will work together for a smooth transition of customers to allow for continued sales and service of the Bezares portfolio. To ensure product availability for North American customers, Eaton is stocking inventory at the Eaton Logistics Center.
• Daido Corporation of America has partnered with PTM Industries, a stocking manufacturer’s representative company, located in Calgary and Toronto.
The companies hope the alignment will build a strong successful future for all parties, including Canadian customers. Stock is now available in Eastern and Western regions; therefore, customers will no longer have to wait on long lead times.
• Atlas Copco has acquired German Industrie Pumpen Vertriebs GmbH (IPV), a distributor of industrial pumps for Varisco brand.
IPV is based in Dresden, Germany, and its main market is the chemical industry.
It will become part of Atlas Copco’s Power and Flow division in the Power Technique business area and legally be part of the Atlas Copco German holding company Atlas Copco Holding GmbH.
• Julie Caron has been named as Quebec region Territory Manager at Total. Caron will be responsible for sales development of heavy-duty and industrial lubricant sales and solutions in the Montreal region.
She has over 15 years of experience in the industrial sales industry; she also has a psychology background. Caron has a record of serving her clients with value-added solutions to help their businesses.
• Rittal Systems Canada received a 2018 Electro-Federation Canada Marketing award. This was the fifth annual awards program.
Rittal was the winner in the Best Event and Trade Show Display Award for the mobile Rittal Expo Vehicle (REV). The REV is a mobile showroom of Rittal innovations: enclosures, climate control, power distribution, software and systems, and IT infrastructure. REV is the brainchild of Rittal Canada.
The award program recognizes the best overall marketing campaigns that achieve program objectives by using comprehensive marketing strategies. Entries are evaluated based on whether the campaign meets its objectives and whether best practices have been demonstrated.
• Blackstone Industrial Services expanded and will create Blackstone Repair Services, as it combines facilities,
teams and skill sets rolled into a newly envisioned offering for Blackstone.
It has turnkey repair for reciprocating compression, pumps, and power transmissions in Canada. Blackstone's investment completes the tactical offering of field service, parts, and repairs and aims to exceed customers' expectations in the lifecycle of rotating equipment maintenance.
• Barrick Gold Corporation announced management changes within its North America region.
Michael Brown, President, Barrick U.S.A., will retire on December 31, 2018. He has been with Barrick since 1994, and has played a key role in the growth and development of its U.S. operations for over two-and-a-half decades.
Catherine Raw, Chief Financial Officer at Barrick, will take over responsibility for Barrick’s U.S. operations on January 1, 2019, in the newly created position of Chief Operating Officer for North America.
• Steve Holmgren has been named as Field Service Advisor for Eastern Ontario at the Excellence in Manufacturing Consortium (EMC), effective January 2019.
Holmgren has a background in manufacturing and has been a member of EMC for many years. He is a senior human resources professional with experience in automotive and wire/cable manufacturing coupled with banking, high-tech, and education sectors experience.
In the coming months, Holmgren will be in touch with EMC members and community partners to ensure continuous support to all of the consortium regions across Eastern Ontario.
• J-CAT Enterprises, LLC has launched its business with the goal to stop lacerations and impalements, to workers and pedestrians, at both commercial and residential construction sites. Their patented safety products are engineered to cover and secure dangerously exposed post/column base brackets.
J-CAT Enterprises has partnered with AMA Plastics for large-scale production requirements and is looking for national and international distributors.
• Enerplus Corporation has appointed Karen Clarke-Whistler to its board of directors. In 2018, Clarke-Whistler retired as the Chief Environment Officer of TD Bank Group. She spent over 15 years working as an environmental consultant to a di-
verse base of clients in North and South America, Europe, and Africa.
Clarke-Whistler holds a master's degree in land resource science from the University of Guelph and a bachelor's degree in ecology from the University of Toronto.
Enerplus also announces the retirement of Glen Roane from its board of directors, effective May 9, 2019. Roane has been a member of the board of directors since June 2004.
• Technymon GBT, a manufacturer of sliding bearing products, named Bernd Fischer as Group CEO.
Fischer's responsibilities will include the oversight of business development and operations for Technymon Technology U.S.A. Inc., MBC Composite Bearings Mfg. Inc., Global Bearings Technologies Italy, Technymon Gleitlager Germany, Technymon Technology India, and Technymon Technology Brazil.
He will also be responsible for growing the company's HIMON brand; both in its established oil and gas market as well as technology oriented non-standard industrial business catering.
Fischer is an experienced veteran in the metal polymer industry, with over 25 years of international experience in the segment.
• Anton Jelic has been named as CFO by Polaris Infrastructure Inc. a Toronto-based company that deals with operation, acquisition, and development of renewable energy projects in Latin America.
Jelic has broad expertise in corporate finance, mergers and acquisitions and accounting, and will provide strategic input as Polaris continues on its growth strategy, including the recent expansion into Peru.
Jelic will be taking over for Shane Downey, who has been CFO since 2015 and has in recent weeks facilitated a seamless transition to Jelic.
• CellCube Energy Storage Systems Inc. announced the appointment of Stefan Schauss to the Board of Directors.
Schauss is President and CEO of CellCube's wholly owned subsidiary, Enerox GmbH. He is a
leader in the field of strategic sales, business development, and financial management of CellCube's Vanadium Redox Flow Batteries.
He has extensive global experience in the energy storage industry, with 10 years of experience in management roles of Gildemeister GmbH in Austria. During his energy storage industry career, he worked in roles for project development of large-scale energy storage and renewable projects. Prior to the energy industry, he worked in semiconductors in Silicon Valley companies. • First Energy Metals Ltd. plans to car-
ry out a drill program at its Phyllis Cobalt Property in Ontario. The program is aimed at testing the central Phyllis Cobalt Zone below surface to see the depth and size of the gabbroic intrusion and related cobalt-copper-nickel mineralization. First Energy Metals Ltd. has hired a drilling contractor, Ombabika Development Corporation, to drill one to two core holes down to a depth of up to 100 metres below surface.
First Energy Metals Ltd. has already been granted permits for drilling from the Ministry of Northern Development and Mines Ontario. MRO
• Real-time simultaneous multicoupling measurement • intelliSWEEP, vertiSWEEP and Live Trend analysis
TMMC PLANT RETOOLED
Toyota’s Woodstock plant continues to build RAV4.
BY MARIO CYWINSKI
In 2008, Toyota Motor Manufacturing Canada (TMMC) opened its West Plant in Woodstock, Ontario, to go along with its operations in Cambridge (North Plant and South Plant). Just as a little background, Toyota considers all its plants in Cambridge and Woodstock to be one operation under the TMMC banner.
Toyota highlights the Woodstock Plant as being one of its most technologically advanced plants globally; therefore, under normal circumstances Toyota does not offer tours of the plant to the public. However, as part of the launch of its RAV4, which is built at the plant, automotive journalists were given a detailed tour of how the vehicle is built in Woodstock.
The initial investment from Toyota in the Woodstock plant was almost $2 billion. Woodstock operations currently take up 1.8 million square feet, while Cambridge operations have a footprint of three million sq/ft Combined TMMC has 8,000 employees, who produce Toyota Corolla Sedan, Lexus RX 350 SUV,
Lexus RX 450h SUV, and the RAV4. Currently, TMMC is the largest Toyota production plant in North America and the second largest worldwide.
“Since Toyota’s Woodstock assembly plant fired up the production line in 2008, the team at Toyota Motor Manufacturing Canada has built millions of new RAV4s for North American drivers,” said Larry Hutchinson, President and CEO, Toyota Canada Inc. “Toyota remains committed to building our most popular vehicles in the markets where they’re driven – and in Canada, that means the RAV4.”
TMMC is not only the largest production plant for Toyota in North America, but it is also an award-winning plant. It has won JD Power & Associates Platinum Plant Quality Award, Gold Plant Quality Award, Silver Plant Quality Award, and Bronze Quality Award on multiple occasions. It has also been given awards as being a top employer in Canada.
“Our highly skilled and dedicated team members are what differentiates TMMC,” said Fred Volf, President, TMMC. “Because of our team members, we are known for innovation and for expertly managing advanced technology and manufacturing.”
As a result of the all-new 2019 RAV4 having undergone many changes from the previous model, the Woodstock plant had to undergo significant retooling. The maintenance team members had new machines and processes to learn to make sure that the line is running at all times.
“Our plant in Woodstock has been significantly retooled for the new 2019
RAV4,” said Derek Kidnie, General Manager, TMMC Woodstock. “This is exciting for the team members building the new vehicle and for our maintenance and engineering team members who help keep the line running. We all have new things to learn, and the stakes are high: The RAV4 is the best-selling non-pickup truck in North America, and this new model is attracting even more attention from customers and dealers.”
The RAV4 is now in its fifth generation and has seen wholesale changes for the 2019 model year, with an all-new front fascia, grille, side profile, rear fascia, as well as an all-new interior. The new model also sees an increase in size, with wheelbase increased by 30 millimetres, width increased by 10mm, front track by 35mm, and rear track by 45mm.
Under the hood, RAV4 has a 2.5 litre four-cylinder engine with 203 horsepower and 184 foot/pounds of torque mated to an eight speed automatic transmission. RAV4 will be available in frontwheel-drive (FWD) or all-wheel-drive (AWD) configurations, with XLE Plus, Trail, and Limited models only available with AWD.
The RAV4 is of utmost importance to Toyota as it is one of its best-selling vehicles. Before the 2019 model began to be built, TMMC built almost two million RAV4s over a 10-year period, while producing over eight million total vehicles since its opening in 1988. MRO
Mario Cywinski is Editor of Machinery and Equipment MRO magazine, a member of AJAC, and a judge for CTKC. He has more than 15 years’ automobile industry experience.
Photo credit: Mario Cywinski
Same switchgear. Di erent day.
The new Masterpact™ MTZ circuit breaker, with customizable control unit and multiple communications platforms, installs into previous-model Masterpact drawout circuit breaker cradles. Same connections. Same footprint.
By adding Masterpact MTZ to your power distribution system, you enable EcoStruxure Power, our IoT-based power management solution that enhances connectivity, real-time operational reliability, and smart analytics.
Masterpact MTZ integrates and installs into your existing system
Smartphone connectivity for wireless monitoring, operation, and event alerts
Easy customization with downloadable digital modules
Ultra-precise Class 1 power metering for energy e ciency
CONDITION MONITORING
Condition Monitoring is a term referring to the systematic process of data collection for evaluation of asset performance, reliability, and maintenance needs with the purpose of planning repair works in advance functional failures occur.
BY JESÚS R. SIFONTE
Its main purpose is potential failures finding. It requires the collection of good asset health data, which trending is studied. The primary advantage of condition monitoring (CM) is it incorporates health indicator monitoring activities performed while the machine is operating. Asset failures are predicted well in advance of their occurrence, allowing for planning repairs safely and economically for the plant.
Maintenance decisions are taken based on the actual asset condition avoiding unnecessary repairs leading to start-up failures. Catastrophic failures of critical assets presenting accelerated wear trends can be avoided by using C tasks and applying earlier planned shutdowns to avoid disasters.
CM includes predictive maintenance, process parameters monitoring, and non-destructive testing tasks. CM relies on measurement and trending of asset data for predicting failure at early stages. Most measurements are numerical in nature; descriptive parameters exist as well. Trending of failure pertinent parameters (either values or conditions) is the key for successful CM application. Therefore, absolute values are not as relevant as an increasing (or decreasing) trend in CM.
RCM and Condition Monitoring
RCM-R (reliability centred maintenance-reengineered) analysis produces decisions, which require use of CM tasks. When examining standard RCM decision diagrams, it is noted that C (on-condition) tasks are considered the first choice of failure consequence management policy, shown in Figure 1 (above), regardless of the failure cause consequence type.
The left column in Figure 1 shows the four possible failure consequence types (H-hidden, S-safety, P-production, M-maintenance) and the second column containing the first choice of consequence management policies has all C. C tasks are always considered first and chosen as long as they are technically feasible and worth doing. The following (third) columns show T (time-based) as the second task type priority for all policies. It is common to see about four to eight C-type tasks or more recommended for every T task in an RCM analysis report.
Condition Monitoring Data Collection and Integrity
CM is effective only if the monitored parameter can detect the intended specific failure mode, potential failure with sufficient time before functional failure occurrence. Lack of data collection standard procedures in conjunction with little technical knowledge of the task performer and the use of unreliable or wrong instruments lead to incorrect diagnostics causing bad decision-making. Data collection should be performed similarly every time. Effective CM procedures establish the asset operating parameters, the correct sensor positioning, and the unique instrument set-up that constitute standard data collection conditions.
Data Trending and Alarm Setting
Trending works once asset health parameter indicators and corresponding standard data collection conditions have been properly chosen and established. Reliability engineering math tools enable calculation of appropriate C task frequencies. Several variables such as
C task cost, PF interval, MTBF, failure costs, planned correction cost, etc., are considered for calculating precise C task intervals. When no RCM or reliability analysis data is available, C task frequencies may be set at equal or smaller than one-third of the PF intervals.
Normally, most CM programs gather a lot of measurement points periodically. Therefore, it is imperative that alarms be set up to filter out assets needing immediate attention. It is impossible for technicians or engineers to manually analyze every data point and make a diagnosis for all equipment being monitored. Alarms must be set up timely and correctly before undesirable failures occur. Many methods exist for deciding alarm levels, depending on the CM monitoring technique and task applied to detect potential failures for assets.
Alert and failure level alarms should be established whenever possible. Figure 2 shows an alert alarm dot representing a parameter value between the P and the F performance levels. No alarming is made at the potential failure performance level. An alert alarm is flagged when a performance level corresponding to either half or one-third of the PF time interval is reached. Failure alarm should be set up at the functional failure performance level so the asset should be stopped and repaired. Figure 2 shows that an alert alarm was set at a performance level of about 800 GPM for which about one-third of PF time is still available for a planned corrective action.
Predictive Maintenance Techniques
Predictive maintenance entails the use of specific technology and techniques for applying CM. Main technologies
Figure 1 – General Standard RCM Decision Diagram
used for predictive maintenance are:
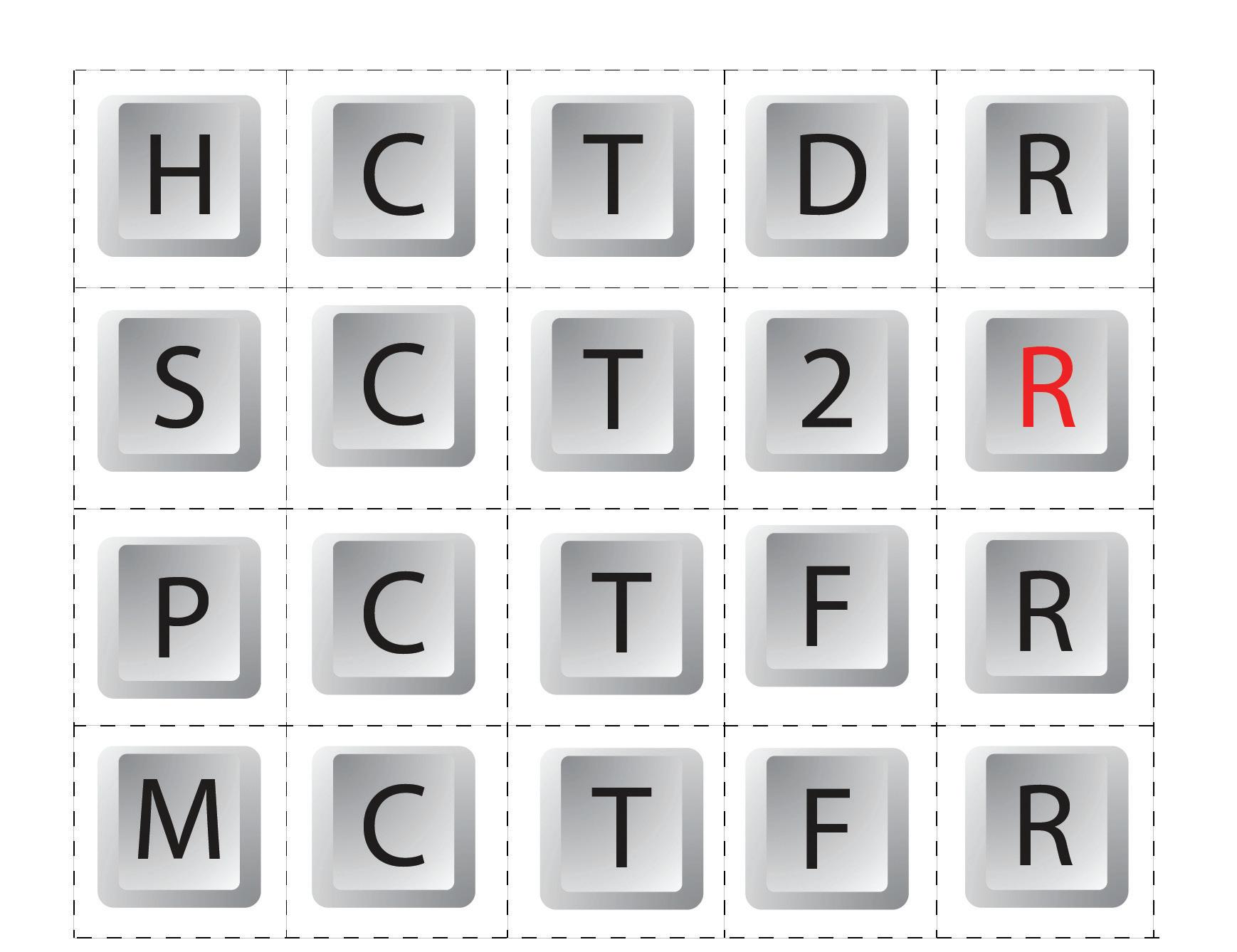
Vibration Analysis: Machine vibration analysis is the behaviour of rotating machinery for detecting faults based on monitoring and trending vibration signals produced by its components. All rotating machinery, in good or bad condition, will vibrate. A vibration analysis helps determine if machinery vibration is normal. It may detect faults early enough to plan repairs at a convenient time, avoiding costly plant shutdowns.
There are various types and levels of vibration analyses requiring varying degrees of expertise to apply correctly. Overall vibration analyses only require an overall vibration meter and little training, while spectral analyses need sophisticated and more expensive fast Fourier transform (FFT) analyzers, demanding a lot of expertise. Vibration time waveform is converted into a spectrum through the FFT process. Vibration spectrum is am
the identification of complex machinery vibration. Spectral vibration analysis can detect many faults at early stages in their development and without disrupting machine operation, making vibration analysis a valuable CBM technique.
The most common conditions diagnosed with spectral vibration analysis are:
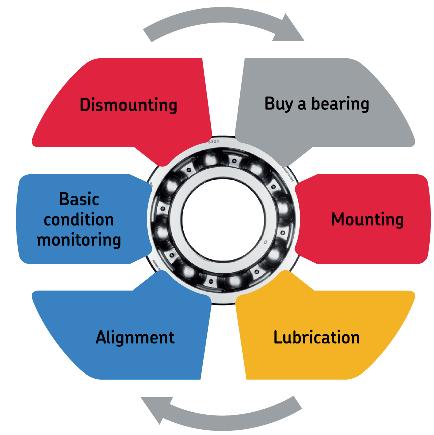
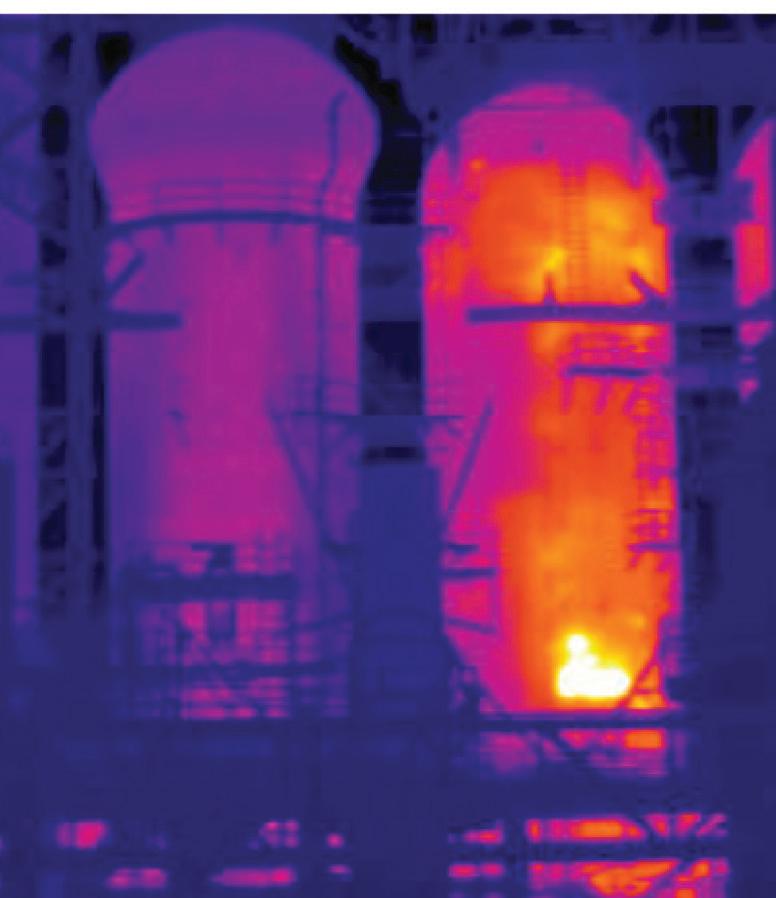
Infrared Thermography: This is the viewing, analyzing, and saving of infrared images with an infrared imaging device. Infrared instruments do not see temperature, and they do not measure temperature. Once the infrared device measures the radiated energy, its computer will calculate the temperature using the Stefan–Boltzmann relationship.
There are four main areas where infrared thermography is valuable in any PdM program, and each of them detects specific failure modes:
• Electrical equipment CBM
• Overtightened connections
• Oxidized or dirty connection
• Improper components or materials
• Poor workmanship
• Mechanical equipment CBM
• Bearing heating
• Coupling misalignment
• Gearbox overheating
• Rubbing shaft
• Process equipment CBM
• Oven refractory thickness estimation
• Blocked or restricted flow in pipes
• Failed valves and traps
• Fluid and sludge levels in tanks
• Facility CBM
• Missing insulation or damaged insulation
• Water ingress
• Air infiltration
• Air exfiltration
• Leakage in hot water heating systems
• Flat roof leaks
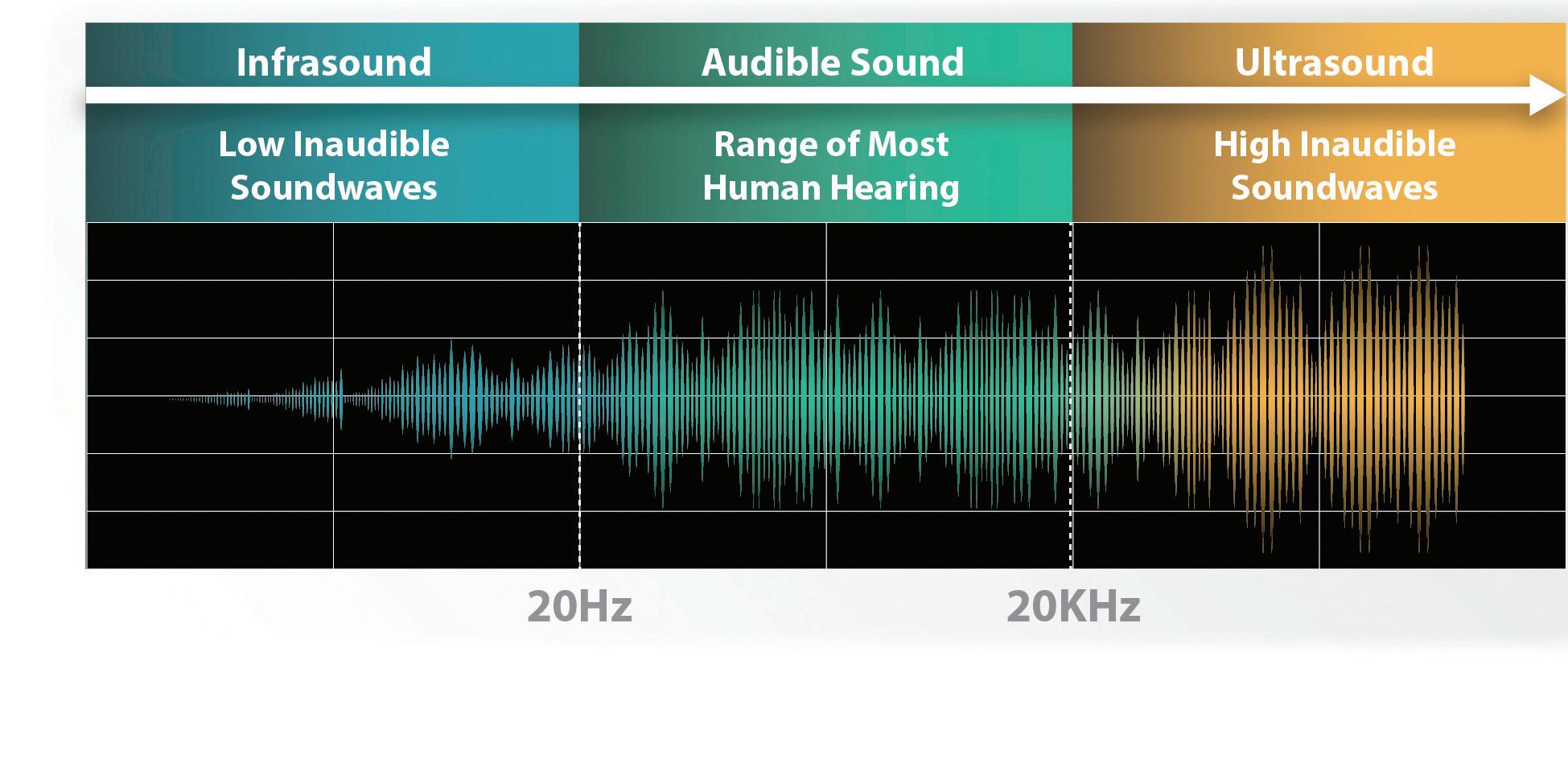
Ultrasound: This is any sound pressure wave with a repetition frequency higher than 20,000 Hz. Frequencies most suitable for asset health monitoring and reliability of machine systems lie between 30,000 and 40,000 Hz. Ultrasound detectors are used to quantify or measure high frequency sound through heterodyning. Ultrasound instruments enable humans to hear ultrasound.
Failure modes increasing friction, de -
veloping any kind of mechanical impact, and producing turbulence can be detected with ultrasound. Many common failure modes can be detected with the use of a variety of ultrasound instruments and techniques:
• Air leaks
• Valve internal leaks
• Defective steam traps
• Bearing wear
• Electrical arching
• Pump cavitation
• Reciprocating compressor defective valves
• Heat exchanger leaks
Oil Analysis: This measures lubricant health and condition. It is an excellent complement to other CBM tools such as vibration analysis and thermography. Oil analysis helps to predict early onset of machine wear, including failure modes that are not directly tied to lubrication; and it helps to ensure that the base oil and additives contained within the oil are still healthy and the lubricant is good for continued use. These failure modes can be detected with the use of a variety of oil analysis techniques:
• Wear of internal components of rotating equipment
• Oil contamination
• Moisture in lubricant
• Additives depletion
• Wrong lubricant selection
Process Parameters Monitoring
Assets used in industrial processes have defined operating contexts specified by users or owners. Monitoring process parameters entails measurement and trending quantitative or qualitative variables evidencing asset health. Pump flow, discharge pressure, and fluid temperature are common process parameters of a cooling water system. The system’s owner has established their performance level and monitoring them will ensure maintenance is applied
when needed to restore initial capabilities before failure.
Several commonly measured variables that affect chemical and physical processes are pressure, temperature, level ,and flow. Process monitoring often reveals failure symptoms that can be related to specific failure modes. Process parameter monitoring entails about 85 per cent of all CM tasks.
Non-destructive Testing
Non-destructive testing (NDT) is the use of a wide group of analysis techniques to evaluate the properties of a material, component, or system without causing damage. Usually, NDT techniques cannot be applied with the asset in operation. NDT is helpful for identifying failure mechanisms such as corrosion, erosion, rupture from bursting, and external forces in piping, vessels, tanks, boilers, and others.
Failures start as tiny flaws undetectable to the naked eye. A multitude of techniques are used to conduct NDT for flaw detection. There are various conventional NDT methods targeting specific failure modes:
• Visual testing
• Surface anomalies
• Magnetic particle
• Surface crack
• Liquid penetrant inspection
• Surface crack detection
• Radiography
• Internal flaws
• Pulse-echo ultrasonic testing (UT)
• Material thickness loss
• Corrosion
• Cracks
In addition to the conventional NDT methods, there are also several advanced tools and technologies, including UT crack detection and sizing, C-scan corrosion mapping and flaw detection, and time of flight diffraction. MRO
Jesus Sifonte is a thought leader, conference speaker, consultant, instructor, and coach on asset reliability and maintenance. He is creator of RCM-R, an optimized approach of the original RCM methodology, and co-author of Reliability Centered Maintenance – Reengineered (RCM-R): Practical Optimization of the RCM Process with RCM-R . He is co-founder of Conscious Reliability and president of PdMtech. He is an active member of PEMAC and collaborates on the leadership team of the GTA Chapter.
MAINTENANCE GOALS FOR 2019
Plant audits can help to create goals for maintenance for the coming year.
BY PETER PHILLIPS
It has been customary for me to challenge the readers of MRO to create some maintenance goals for themselves for the upcoming year.
Let me tell you how I arrived at this maintenance audit and how we are setting maintenance goals for 2019. I have been working almost exclusively with one company for the past two years implementing the maintenance module of SAP. Overall, there were 16 large manufacturing plants involved in North America.
On January 2, 2018, after many months of preparation and testing, we went live with six Canadian plants (the U.S. plants went live on July 1, 2018). With a successful Canadian launch, we have been using the past 12 months to iron out some minor issues and working hard to become familiar with the new software package. The ultimate goal was to become stable with the new program by the end of 2018. The company provided each plant with training, documentation, and extra resources where necessary to support the new maintenance tool.
This past fall an audit was developed to measure the plants progress and two days were spent at each plant to roll it out. The audit focused on four main areas. Key performance indicators (KPIs),
master data, spare part management, and work order flow. Each of the categories was broken down into specific areas with objective scoring criteria. In all, there are 65 questions in the audit with scoring ranging from zero to three. This was considered a baseline audit, and there was no pass or fail. It was a starting point for plants to identify areas for improvement.
0 Not Started
1 Partially Done - Not Fully Defined or Trained Out
2 Mostly Done - Not Consistent - Have System - Have Trained
3 Always Do - Consistent - At a World-class Level
The ultimate goal was for every plant to score a minimum of 90 per cent by the end of 2018. With this score, we would consider ourselves stable with the new program and 2019 would concentrate on implementing advanced functions of the SAP PM Module.
The first audit was conducted in September to determine the baseline score of each of the six Canadian plants. From
the results of the audit, every plant created a 100-day plan to address items with low scores. A 100-day plan is simply a list of detailed activities in the form of a Gantt chart, which tracks the specific actions for each item. Every item has a person(s) assigned and time lines are set for completion. Plants are asked to meet and review their plans weekly and update their progress.
From the chart (page 17) you can see that some plants were in a better position than others. Indeed, the plant with the score of 44.1 per cent had a long way to go to meet the 90 per cent goal.
From September until mid-December every plant participated in a weekly call with company management to update their progress. Special attention was paid to Plant 6, and additional resources were provided to help bolster its efforts. Meetings were held with Plant 6 maintenance staff to discuss the issues holding them back and decisions were made to move forward at a quicker pace.
During the third week of December, I conducted the year-end audit to determine the final scores of each plant. From the chart (page 17) you can see that no plant achieved a 90 per cent score, but some came very close. Plants improved their overall scores by five to 25 per cent.
Overall, some trends could be seen in the data, specifically in spare part management and work order flow. The focus now is for the plants to achieve 90 per cent before the end of the first quarter 2019.
The audit exercise has been very revealing, in how we operate within the maintenance department and has highlighted strengths and weaknesses. I would recommend maintenance departments at every company take the time and to use a tool like an audit to measure their performance.
As I mentioned, here are some goals companies can work on for the coming year.
1. KPIs – At a minimum measure yourself on MTBF, MTTR, and work order completion.
2. Master data – Ensure your master data follows a nomenclature that is easy to understand and can only be added to or changed by designated people.
3. Spare parts management – Ensure your storeroom is organized, labelled, and all parts have assigned vendors and prices.
4. Work order flow – Plan and schedule every tradesperson to at least 75 per cent of available hours. Monitor your work orders for completion. Man-hours are entered; parts and comments are added to every work order. PM tasks are detailed and every critical equipment component has an appropriate maintenance strategy to ensure its reliability.
I challenge the reader to participate in a 2019 audit and develop goals for your organization for the coming year. MRO
Peter Phillips is the owner of Trailwalk Holdings Ltd., a Nova Scotia-based maintenance consulting and training company. Peter has over 40 years of industrial maintenance experience. He travels throughout North America working with maintenance departments and speaking at conferences. Reach him at 902-798-3601 or by email at peter@trailwalk.ca.
CELEBRATE 20 YEARS OF EXCELLENCE AT RELIABLE PLANT
The Reliable Plant Conference & Exhibition has always provided attendees with technical excellence, cutting-edge technologies and proven solutions for maintenance and reliability. This 4-day event includes workshops, learning sessions and case studies as well as approximately 100 exhibitors in an expansive exhibit hall. Join us in Cleveland as we celebrate 20 years!
SHOULD I FRET ABOUT FRETTING CORROSION?
BY DOUGLAS MARTIN
Fretting corrosion is often seen on external bearing surfaces (bore, outer diameter surfaces, and side faces) and the degree of fretting corrosion can vary. As a user should I “fret” about “fretting corrosion”?
First, what is fretting corrosion? It is defined in ISO 15243: “fretting corrosion occurs in fit interfaces that are transmitting loads under oscillating contact surface micro movement. Surface asperities oxidize and are rubbed off and vice versa; a powdery rust (iron oxide) develops. The bearing surface becomes shiny or a discoloured blackish red.”
The first thing that this reveal is that there must be two factors: contact between two surfaces, and micro-movement between those two surfaces.
Assuming that we have a typical bearing arrangement in which the shaft is rotating, the load is radially directed and is stationary (as in not rotating). In this arrangement, typically, the inner ring of the bearing is tight fitted to the shaft and the outer ring is loose fit in the housing.
If the bearing is the float bearing, the outer ring side faces will not be in contact with spigots or fixing rings. If this bear-
ing is a fixed bearing, it will be in contact with fixing rings or spigots on the outer ring faces.
In inner ring side, faces are likely in contact with a shoulder on one side and a locknut and/or washer on the other.
By observing the contact (indicated by fretting corrosion) one can then understand the following:
• Which direction the load was applied to the bearing (both in the axial and radial direction).
• From this, one can identify a load in either in the expected direction or the unexpected direction.
• One can also identify if there is an unexpected rotating load.
• The degree of fit between the ring and its seat.
• Was it tight enough?
• Were there any pinch points?
“Light” Fretting Corrosion vs “Heavy” Fretting Corrosion
“Light” fretting corrosion looks like a black stain on the surfaces that were in contact. From observing its span across the contact surface and the arc that it covers, conclusions can be drawn as to the degree of fit that was achieved (vs. load magnitude), quality of contact that transmitted, load, and load zone of the bearing.
“Heavy” fretting corrosion is heavy black and sometimes red. It is troublesome as it can indicate excessive movement between surfaces. This is most often seen on the outer ring surfaces, mostly the OD surface, but also the side faces that are taking axial load.
When we see heavy fretting corrosion on a bearing OD surface, it suggests that there was some force driving motion between the bearing and the bearing seat in the housing. This driving force is most often a rotating radial load from an outof-balance condition but also mechanical vibration from the machine itself due to some condition. “Heavy” fretting corrosion can tell us that there is a mechanical issue that could lead to bearing failure or failure of some other component.
Since fretting corrosion generates particles of iron oxide, which is an abrasive material, we have now created a source of a grinding medium within the bearing arrangement. Since some bearings, such as spherical roller bearings, are fed grease through a lube hole and groove (W33 groove), and heavy fretting corrosion is being generated between the bearing OD and housing, one can see how this iron oxide can be transmitted into the bearing as we re-grease the bearing.
So, Should You Fret Over Fretting Corrosion?
By observing the patterns of light fretting corrosion one can assess the fit between used shaft and bearing and how the load was passing through the outer ring. You can gain insight into the operation of the bearing that has been removed from service.
If you see heavy fretting corrosion, you may fret as the bearing is saying that something could very well be going wrong with your machine. A bearing change is not going to fix it; you need to look for a mechanical issue such as an unbalance condition or some other vibration-creating condition. It can also show that there is poor contact in the mating surfaces such as an undersized shaft or an out-of-round housing.
Therefore, pay attention to fretting corrosion. It can tell you a lot of what is going on with the machine. MRO
Douglas Martin is a heavy-duty machinery engineer based in Vancouver. He specializes in the design of rotating equipment, failure analysis, and lubrication. Reach him by email at mro.whats.up.doug@gmail.com.
LUBRICATION SYSTEM AND HOW TO
BY L. TEX LEUGNER
An external lubricant leak of one drop per second is equal to 420 gallons of oil in a 12-month period. It has been estimated that over 100 million gallons of lubricants could be saved every year in North America if external leakage from lubrication systems was eliminated. In Canada alone, over 12 million gallons of oil is wasted due to leakage. Besides the initial cost of the lubricant, the economic effects of lubricant leakage include inefficient machinery operation, environmental damage, safety and fire hazards, accident liability, premature machine component failure, poor quality manufacture, and increased capital costs.
Let’s take a closer look at each of the effects of industrial lubricant leakage.
1. Do you monitor your plant’s oil consumption?
Logic: Exxon Mobil Corporation completed a U.S. study that compared hydraulic reservoir capacity to actual oil consumption. The study resulted in the development of “Hydraulic Fluid Index” (HFI), which concluded that in the United States the national HFI is four. This means that every year in the U.S., the average plant uses four times more oil than its machines actually hold.
2. Do you monitor your plant equipment’s operational efficiency?
Logic: A very high percentage of manufacturing plant and industrial facility managers mistakenly assume that if a machine is available and working, it is operating satisfactorily. This assumption is a serious and costly mistake. What these managers fail to consider is whether or not the machine is actually operating at its maximum “performance efficiency.”
The strategy of Total Productive Maintenance calls for a world-class goal in which the overall equipment effectiveness of machinery should be at least 85 per cent, where availabil-
ity should equal 90 per cent, performance efficiency should equal 95 per cent, and the quality rate should be 99 per cent.
If a hydraulic system has either an internal or an external leak, the performance efficiency will be directly affected. For example, if the designed cycle time of a hydraulic circuit is three seconds, but the leakage causes the cycle time to slow to six seconds, the result will be a reduction in performance efficiency of 100 per cent, even though the circuit is still performing. If there are several hydraulic leaks on the machine, the performance efficiency can be reduced even more dramatically, which, in turn, will affect the overall effectiveness of the machine.
This example confirms that machine efficiency is much more important than availability, or what plant managers like to refer to as “uptime.” Many process plants and manufacturing facilities in North America have OEEs in the range of 50 to 60 per cent “even though machine availability is 90 per cent or higher. In hydraulic machinery, the primary cause of reduced performance efficiency is always internal or external fluid leakage.
3. Do you monitor all possible environmental damage caused by leakage?
Logic: About 15 million gallons of hydraulic fluids are used annually for industrial applications in Canada. Recent environmental studies show that much of this fluid ends up in ground water, rivers, and lakes and on the ground itself, causing untold damage to the environment, fish, and wildlife. Internationally, marine, forestry, mining, and agriculture industries in particular are responsible for much of the environmental damage, much of which goes unreported and ignored. The overall environmental damage caused by cumulative leaks worldwide should be of far greater concern to environmentalists and industry than that which is caused by an occasional pipeline leak.
SYSTEM LEAKAGE TO PREVENT IT
4. Do you constantly monitor safety, fire hazards, and accident liability?
Logic: Every day in North America, a machine operator or technician slips and falls as a result of a lubricant leak. This fall costs an average of $200 per incident in lost wages. If we calculate interruptions to production, workers compensation costs, and the cost of the probable lawsuits, the cost may be hundreds of thousands of dollars. Hydraulic lubricants under high pressure can cause serious fire hazards. The potential for these fire hazards is particularly high wherever ignition sources are present, such as in die-casting, plastics forming, automatic welding, and heat-treating processes.
5. Do you analyze the cause of every lubricated machine component failure?
Logic: It is a statistical fact that 70 per cent of machine component failures are caused by contaminated lubricants. Many of these contaminated fluids are a direct result of fluid leaks from machinery. If oil leaks past seals, contaminants in the form of dust and dirt can enter the lubrication system, causing increased rates of wear through abrasion and scoring of moving parts.
Think of a hydraulic cylinder rod extending under pressure: as the rod extends, oil leaks past the seal. As the rod retracts, contaminants will stick to the oil film on the rod like fly paper and the system has become contaminated. The same is true of shafts on rotating gear drives or pumps. As the oil leaks past the seal, contaminants enter along the shaft past the seal causing contamination.
6. Do you constantly monitor manufactured or process product quality?
Logic: If a lubrication system is contaminated with dust and dirt, another severe problem can develop directly affecting the quality of manufacture. Much of today’s hydraulic machinery
is controlled by electro-hydraulic servo valves, which are extremely sensitive to contaminants. The contamination will cause servo valves to stick or operate erratically, which can affect the accuracy of the process, or the dimensions of the products being manufactured generating waste. This is directly related to the machine’s overall equipment effectiveness formula: “Availability X Performance Efficiency X Quality Rate” provided in the example in question two at left. Therefore, the hydraulic leak causes fluid contamination, which causes hydraulic controls to operate erratically, which can cause poor manufacturing quality or cause an increase in scrap, ultimately a high financial loss.
Manufacturing facilities and process plants must consider lubricant leakage as a direct economic concern and explains why the calculation of the “overall equipment effectiveness” formula must be applied consistently to improve machinery reliability. It is essential for the economic survival of our industrial facilities.
7. Do you monitor and analyze any increase in capital costs related to lubricant leakage?
Logic: All the effects of lubricant leakage can result in the necessity of a manufacturing plant or production facility being confronted with the possibility of the premature purchase of new equipment. The life cycle of equipment can be extended significantly if the increased rates of wear and the resulting loss of equipment reliability are reduced by effectively eliminating, or at the very least, managing lubricant leakage. MRO
L. (Tex) Leugner, the author of Practical Handbook of Machinery Lubrication , is a 15-year veteran of the Royal Canadian Electrical Mechanical Engineers, where he served as a technical specialist. He was the founder and operations manager of Maintenance Technology International Inc. for 30 years. Tex holds an STLE lubricant specialist certification and is a millwright and heavy-duty mechanic. He can be reached at texleug@shaw.ca.
UTILITY ASSET RISK MANAGEMENT WITH RCM
Our lives depend heavily on electricity and its supply is highly reliable, so much so that we rarely think about it, until the lights go out. Fortunately, that is a fairly rare occurrence. The design of many cities' distribution networks allows for some redundancy of supply, particularly in areas where there tends to be a higher concentration of hospitals, universities, government and private sector offices, and dense shopping, to name a few.
In North America, the states and provinces began intro-
Power utilities can use RCM as a foundation for good asset management.
BY JAMES REYES-PICKNELL AND ALEXANDER BAKULEV
ducing asset management principles with its laws and regulations governing its application to public electrical or civil infrastructure. Forward-looking utilities foresaw this trend and began introducing good asset management practices over the past several years. These utilities and their municipalities are continually improving, while meeting regulatory requirements to keep costs down. Their engineers understand that it is less expensive to run a reliable asset than it is to allow it to become unreliable.
The international standards for asset management (ISO 55000, 55001, and 55002) make reference to managing risks. The standards are voluntary and the province does not explicitly require compliance, but it is strongly implied that any organization under the province’s mandate needs a good asset risk management program. At the heart of that is the identification of all sorts of risk. In an electric distribution utility, many risks are directly attributable to asset failures at the level of specific individual failure modes. That requires an in-depth look at how the many assets being managed can fail.
Some utilities experimented with reliability centred maintenance (RCM) in the 1990s. First attempts were not entirely successful and the method, as it was applied proved cumbersome. A renewed attempt at a North American utility that the authors worked with, in the early 2000s took a fresh approach, carried out training of staff and facilitators, did a series of pilot projects to prove the concept, got excellent results, embraced the method, and used it on all of their major asset classes.
That utility eliminated unnecessary maintenance that could be shown to be increasing failures, increased preventive and predictive maintenance where none existed, and introduced various testing programs and asset and system redesigns. The developed program was input into their computerized maintenance management system and executed on schedule, achieving increased levels of achieved reliability and lower costs.
In RCM, the utility identified how assets could fail, the consequences of those failures, and what best to do to avoid, minimize, or mitigate those failures and/or consequences. Risks were identified and to a large extent quantified using knowledge from the analysis participants, records of past failures
and studies, and data from maintenance management systems. It was a fact-based decision process aimed at managing risks arising in and from their vast fleet of physical assets delivering electricity.
The World of Bearings and Power Transmission...
Once the analyses were completed and the maintenance programs initiated, operations remained stable and asset performance was mainly as expected. The utility had added data fields to its maintenance management software system to
capture needed data for continuous improvement purposes. It was to be used to facilitate better reliability analysis and provide better evidence on which to make future RCM decisions. It worked. As several years later, some assets were noticed to be failing more than had been experienced before. This revealed a trend; it was beginning to appear that some of the benefits of RCM were being eroded away. Why?
The short answer is that the utility’s “operating context” had changed. Operating context describes the assets and how they are used, and how they matter to the utility and its customers. There are several contextual factors that have changed since that initial RCM effort.
Since the initial RCM effort, the electrical infrastructure, mostly built from the 1950s to the 1980s, started to surpass its useful life limits. With limited funding available for renewal, power reliability had showed a sharp negative trend. The aged assets revealed new failure modes not captured in the original analysis.
Fighting the aging trend, the utility introduced a new approach to asset management, mostly relying on the PAS 55 standard (PAS 55-1, Publicly Available Specification, “Specification for the Optimized Management of Physical Assets,” 2004, British Standards Institute), which included asset condition and risk assessment. With that improved understanding of the end-of-life condition, the utility developed rigorous asset management plans aimed to curtail a negative trend. They increased execution workforce and commenced an infrastructure renewal program, introducing new assets into the system. As with many manufactured products today, the newer assets are highly engineered to minimize weight and cost while de -
livering higher capacities. Consequently, those assets can be more highly stressed than the older assets they replace, have different failure modes, and may also suffer increased rates of some failures.
The territory the utility operates within has grown, adding to its population, increasingly housed in high-rise complexes.
The utility expanded its network, built new stations, and upgraded capacity where demand increased. There are new assets to maintain, and some are new designs, unknown to the utility’s workforce. For example, new SF6 gas-insulated breakers and transformers, part of a new substation, were analyzed using RCM. Both assets were relatively new designs, and although there are hundreds installed worldwide, none are particularly old, so operating and maintenance history is scarce. No other utilities that we know of had carried out RCM on these assets.
Both analyses were supported by equipment manufacturers and in both cases failure modes were identified that were surprising to the manufacturers. Manufacturers don’t operate and maintain their own assets, so unsurprisingly to the analysts, the manufacturers didn’t know as much about their products as one might expect. While the assets appear to be more complex on the surface, their new maintenance programs, defined using RCM, are expected to result in long uninterrupted service lives, and improvement on the experience with more conventional designs now in service. In those cases, the manufacturers gained new ideas about maintenance that they will be recommending to their customers.
Climate change is also having an effect, particularly in low-
er-lying, flood-prone areas of the city. Underground apparatus is vulnerable to flooding and the utility experiences increased failure density localized in those areas. Summer thundershowers are more severe with increased flooding and lightning strikes. Other utilities are experiencing increased spring flooding due to river ice breakup. These changing weather patterns lead to flood-related failures in cable chambers. Discussions have arisen, as to whether or not failures caused by blocked drains should be treated as hidden or evident, and how best to test for them.
On their own, each of these factors may have a minor effect. Together they mean that assets behave differently and new failure modes need to be investigated with a proper maintenance plan put in place. Increased incidents of failures that were not expected based on the original RCM due to aging, new assets, localized load demand growth, and climate change have driven the need to revisit initial RCM-based programs.
Subsequent to the initial RCM effort, the utility carried out RCM training to keep skills alive; however, many engineers retired and increased the risk of knowledge drain from the company. Eventually it was necessary to carry out courses to educate recently hired engineers and re-analyze many of the assets.
The old analyses were stored in a dedicated RCM software system that is no longer supported, rendering them difficult to access. Modifying the original analyses would therefore be difficult, so the utility is taking a fresh look. This results in changes to the prescribed failure management policies that arose from the earlier initiative. The maintenance management system has more data, much of it is more accurate, and
it is proving to be more useful than what was available to the original analysis teams. The utility also has a cadre of younger engineers with excellent data inquiry and analysis skills, so the data being gathered, which is taking advantage of fields added years before, can be put to good use.
The quality of the original RCM analyses depended on the quality of facilitation, analysis team understanding, and correct application of the RCM method. That is still true today; however, to ensure that asset managers are indeed doing the right things in looking after its assets, they are now using an RCM method that has been independently certified to comply with the RCM standard, SAE JA-1011.
They are also carrying out independent reviews of each analysis. Those reviews ensure the analysis follows the method and the guidance for using JA-1011 that is provided in standard SAE JA-1012. These independent reviews have been thorough. Most have resulted in each analysis undergoing several iterations before being deemed fully compliant. All iterations are well documented, including remarks, responses, and corrections. For each analysis, once it has passed that review, a certifying letter is issued. It’s all part of a rigorous asset management practice, assurance of solid practice through verification and audits, continuous improvement recognizing a change, and using feedback loops from field actuals to maintenance planning.
RCM is an excellent way to gather evidence both for making good decisions about failure management strategies and for showing that they are indeed making good decisions. It also helps to demonstrate that the utility is spending wisely in looking after its assets, so that rates are kept as low as possible.
The utility has a number of good asset management practices in place and has had them for years. They manage risks and use RCM to identify those arising from failure of their fleet of electrical distribution assets. Additionally, they use RCM’s very sound logic to determine what to do to mitigate, eliminate, or otherwise manage the consequences of risk deemed reasonably likely to occur at some point. RCM has stood the test of time, and is providing a very solid foundation on which to base failure management policies and the resourcing requirements to achieve them. MRO
James Reyes-Picknell, PEng is Principal Consultant of Conscious Asset, providing business consulting and training services in Physical Asset / Maintenance Management and Reliability. He is author of several books, including Reliability Centered Maintenance - Reengineered in 2017 and Uptime - Strategies for Excellence in Maintenance Management, 2015. Alexander Bakulev is CEO of METSCO Energy Solutions. He has contributed his extensive utility experience to a variety of projects in asset management, lifecycle optimization, risk profiling, and regulatory submissions for large hydro generation, transmission, and distribution utilities. He co-authored several publications and research papers for IEEE, CIGRE, and CEATI, on asset management and risk-based optimization. He has made numerous presentations at industry conferences, educational courses, and workshops, and has provided expert opinion in rate filing regulatory proceedings. Bakulev holds a PhD in Economics.
5
WAYS TO OPTIMIZE INDUSTRIAL ROTATING EQUIPMENT PERFORMANCE
BY MARK CUTLER
With industrial operations continually striving to maximize the output and reliability of machinery and production processes, the performance of rotating equipment is critical as a contributing factor. Implementing best practices offers a practical path forward.
can lead to premature bearing or coupling failure, shaft fatigue, damage to seals, increased vibration levels, friction, overheating, and energy consumption.
Among best practices, accurate shaft alignment, use of correct tools when mounting rolling bearings, proper bearing lubrication, effective shaft sealing, and proactive monitoring of machine conditions play vital roles. Potential operating problems can be prevented, reliability improved, and optimized performance realized.
Align Machinery Shafts Properly and Accurately
Whenever an electric motor, turbine, or other driver is coupled to a pump, generator, or similar equipment, the centrelines of rotation of the two machinery shafts must be in line with one another. Otherwise, parallel (or offset) misalignment, angular misalignment, or a combination of the two will cause stress on the
Properly and accurately aligned shafts of rotating machinery will serve to reduce excessive axial and radial forces on rolling bearings, minimize the amount of shaft bending from point of power transmission in the coupling to the coupling end-bearing, minimize wear in coupling components, reduce potential for mechanical seal failure, maintain proper rotor clearances, eliminate the potential for shaft failure from cyclic fatigue, and help keep vibration, noise, friction, and higher energy consumption at bay.
The demands for accuracy, simplicity, and reliability in methods used to enable, detect, and fix shaft misalignment have paved the way for highly precise laser alignment systems, which introduce highly affordable and easy-to-use solutions to align shafts of rotating machinery quickly and with pinpoint accuracy.
Laser technology alignment tools have been equipped with displays for
When feasible, greases serve as appropriate lubricants due to benefits in application, retention, and sealing properties.
real-time alignment values, allowing users to confirm results of alignment corrections as they are performed, and they require no special training. Other notable features have been integrated into such tools, including quick-start guides, fast measuring unit positioning capabilities, and built-in tolerance checking and memory facility to allow for results to be stored and shared by downloading.
Use Correct Tools for Mounting Bearings
If a rolling bearing is mounted improperly, without using the correct techniques and tools, the bearing's service life will be jeopardized. The numbers tell the story: an estimated 16 per cent of all premature bearing failures can be directly attributed to poor fitting and the absence of the correct fitting tools.
Since they are precision components, bearings should be mounted using correct techniques and technologies. The methods for proper mounting of a bearing are commonly referenced as “cold” or “hot,” consistent with their enabling technologies.
Cold mounting, or mechanical mount-
ing, is generally recommended for small and medium-sized bearings (with outside diameters up to four inches); methods involving heat mounting will be appropriate for relatively larger bearings, and hydraulic techniques should be considered when mounting especially large bearings. Tools have been developed to accommodate each particular method.
In cold mounting, the practice of using a standard hammer and pipe for the job has been discredited due to the damage that can occur. This practice can cause debris to enter the bearing or, if not done properly, a pipe can slip and impact the internals of the bearing. Best practice for reliable installation: employing fitting tools to avoid harmful brute force and applying the proper force to both bearing rings, isolating the rolling elements from impact.
Hot mounting, where a bearing is preheated, provides a practical solution to allow for a bearing's expansion and easier installation, while maintaining specified interference fit after the job is completed. Induction heaters can integrate various features to help prevent bearing damage during the heating process. The
heaters stand in direct contrast to less effective (and potentially dangerous) methods, including an open flame, hot oil baths, and ovens or hot plates.
For mounting larger sized bearings, hydraulic assist tools are recommended. Hydraulic devices allow for more control and further help to maintain precision, accuracy, and repeatability; minimize the risk of damage to bearings and shafts; require less manual effort; and promote greater operator safety.
Properly Lubricate Bearing Arrangements
Selecting and delivering the proper lubricant in the correct amount at the required time interval is essential in realizing optimized rolling bearing performance, reliability, and service life and in promoting ideal rotating equipment performance.
Lubricant separates a bearing's rolling and sliding contact surfaces, prevents wear, and reduces friction and heat generation. Lubricant also protects against corrosion, helps keep out contaminants (in the case of grease), and carries away heat (in the case of oil).
When feasible, grease will be the preferred bearing lubrication choice, because it is easy to apply, easier to re -
Condition monitoring technologies enable collection of operating data for review and analysis.
tain within a bearing's housing, and improves sealing against solid or moisture contamination. Oil lubrication will usually be specified when high speeds, high temperatures, or lubricant life and cleanliness preclude the use of grease.
It is imperative that the correct type of grease be used with the necessary thickener and base oil viscosity in the proper amount at the prevailing operating temperature of an application. Greases can further be formulated to achieve distinct characteristics by varying oil
viscosities, soap, and additives to accommodate application requirements and operating conditions.
Mineral oils represent the most common oil lubricant choice for bearings due to their good performance for a wide range of applications. Synthetic oils will usually be selected in extreme cases, such as very low or very high operating temperatures, or when the oil service life needs to be extended. Rust and oxidation inhibitors are typical additives for extending the life of lubricating oils, and extreme pressure (EP) and anti-wear (AW) additives are used to reduce bearing wear and to extend bearing life.
In service, sufficient lubrication is equally important as selecting the proper type of lubricant. Lubricant-delivery technologies encompass manual re-lubrication (such as grease guns) or serve continuously by automatically supplying quantities of fresh lubricant on a regular basis.
Hot mounting technologies include induction heaters with features to help prevent bearing damage during the process.
Over time, lubricant in any bearing arrangement can gradually lose its lu-
bricating properties due to mechanical work, aging, and/or the buildup of contamination. This underscores the maintenance-related need for grease to be replenished or renewed, or for oil to be filtered and changed at regular intervals.
Adhere to the Basics of Shaft Sealing
Industrial shaft seals protect bearing arrangements and contribute to the overall reliability of rotating equipment and systems. Both the material of a seal and operating conditions will influence choices and application success. Hundreds of different radial shaft seal designs and material combinations have been standardized to a large degree and custom versions have further expanded the universe. There is no shortage of seal candidates.
When a seal must be replaced, however, best practices can provide a big assist. Among the guidelines, never reuse a worn seal, always verify that the original seal was correct for the job, confirm a seal will be able to accommodate an application's speed and fluid media, compare operating temperature against lip material specifications for compatibility, determine that lubricant is appropriate for the seal's lip material, and vent a seal's cavity to prevent pressure
Precise laser technology tools for shaft alignment have been equipped with displays for real-time alignment values.
buildup and blowouts. As with bearings, proper tools should always be used for seal installation.
Proactively Monitor Machinery Health
Industrial maintenance strategies have clearly shifted over the years from reactive to proactive approaches. The historical strategy of preventive or time-based maintenance has largely given way to predictive and/or proactive maintenance, which is based on the condition of rotating equipment when in operation. This strategy is grounded in the principle that while machinery failure may be unpredictable, emerging failure is detectable.
nologies support predictive maintenance objectives by equipping operations with the surveillance tools to collect data reflecting the health of machin ery and uncover faults for time ly fixes before they can worsen.
from basic handheld or standalone units to more sophisticat ed, connected, and networked systems. Some devices and in struments focus on assessing the more significant physical operating parameters, such as vibration and temperature, while highly engineered sys tems at the other end of the spectrum can be configured to monitor and diagnose many
more. The capabilities expand with integration into computerized maintenance management systems, the use of specialized software programs, and application modules and accessories targeting specific types of analysis.
For especially critical assets, continuous online condition monitoring systems offer indispensable lifelines. Online systems (hardwired or wireless) deliver up-to-the-minute information by delivering data 24/7 and storing scheduled and/or alarm data via permanently mounted sensors. The data can then be transmitted via the hardwired or wire -
less system to a host computer running relevant software packages.
All these best practices can pay significant dividends in optimizing the performance of rotating equipment. Additional insights can be gained by enlisting the support of qualified industry experts equipped with the know-how and experience to meet the most demanding application conditions and requirements. MRO
Mark Cutler is Applications Engineering Manager-Industrial Market at SKF USA Inc. He can be reached at mark.j.cutler@skf.com.
Grasp your Industrial performance
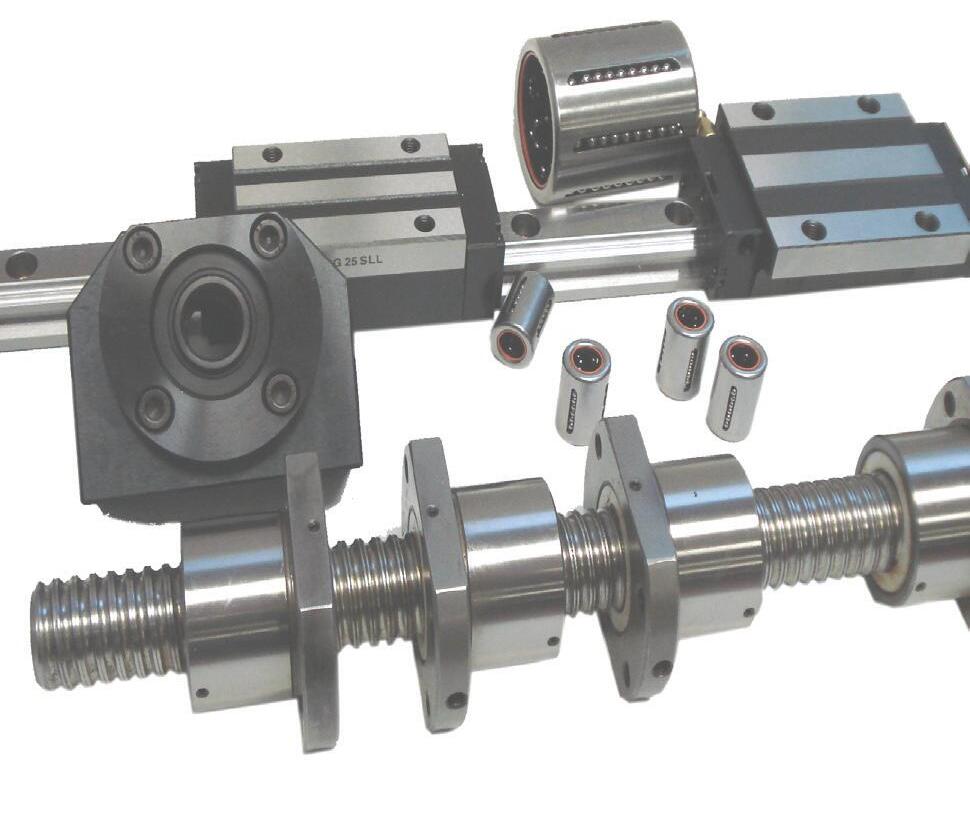
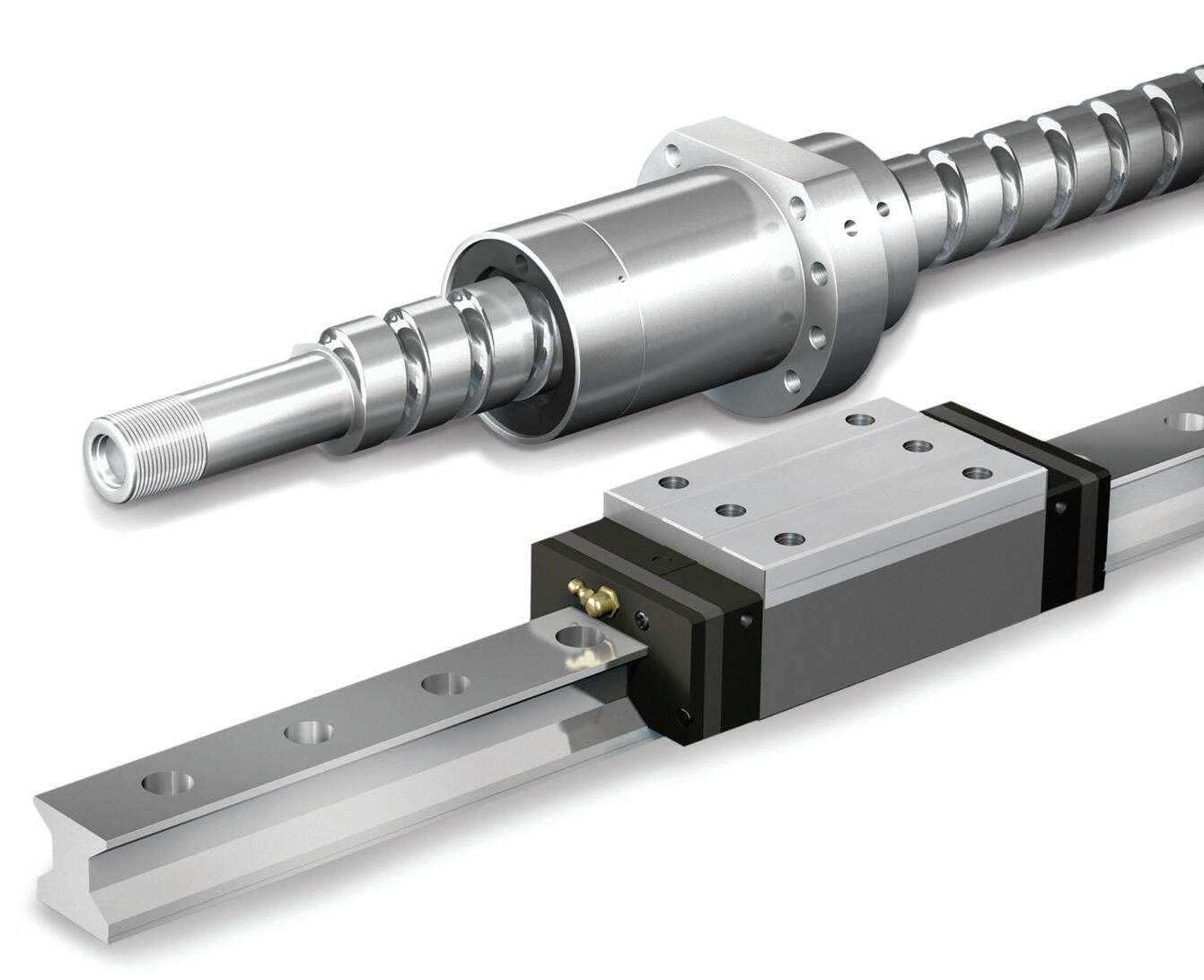
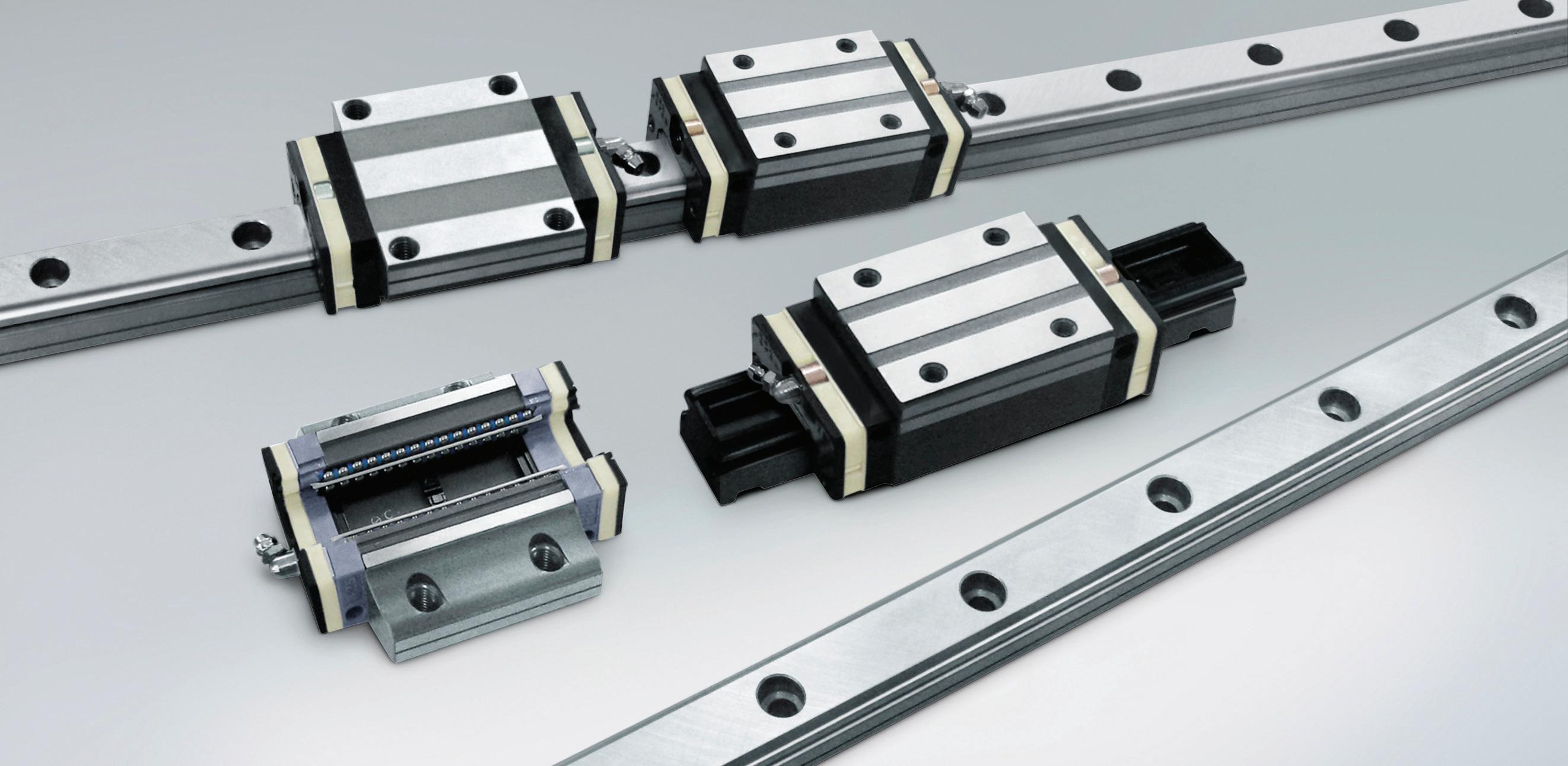
TROUBLESHOOTING LINEAR MOTION COMPONENTS
There are many ways that linear motion components can break down and degrade if not maintained properly.
BY JIM ELEKONICH
Radial bearings tend to make more noise when malfunctioning because of their rapid rotation, but linear bearings tend to be much quieter and require more monitoring.
Variables such as load, orientation, speed, travel, precision, environment, and duty cycle can all affect the working life of linear motion components. Extreme heat or cold can also dictate the type of lubrication used in linear bearings; choosing the wrong one can cause breakdowns.
Troubleshooting Guide for the Most Common Issues
Flaking is when linear guides approach or reach their rolling fatigue life, and scaly particles flake away from the surface of the raceways and balls. Reasons for this happening could be the natural life of a linear guide; improper assembly or misalignment; poor flatness of the mounting surface; insufficient or improper lubricant; or intrusion of foreign matter or water. If flaking is noticed, there are a few steps to repair the issue. Improving flatness of the mounting surface or accuracy of the assembly could offer a solution. If lubrication is the culprit, switching to a better method or a more suitable lubricant may
resolve the issue. If there is any contamination, review the protective covers and/or enhance the sealing capability of the linear guide.
Wear and tear on rolling contact surface or balls can result from severe friction, and is generally a result of insufficient lubrication, improper installation, or intrusion of foreign matter. If misalignment isn’t a factor, checking the sealing capability and lubricant is the best option.
Fretting corrosion is specific types of wear resulting from repeated rubbing between contacting surfaces. It is almost certainly caused by completely dried out lubricant on the contacting area because of minute amplitude oscillation. Use anti-fretting grease and distribute the lubricant over the contact surfaces by longer stroke motions in certain frequencies (i.e., once every 5,000 cycles).
Indentations occur on the raceway at each ball location similar to deformation caused by a Brinell Hardness Test. High-energy impacts or improper handling of the product at its installation or in transit will easily cause this sort of damage. General dents on the raceway could be caused by contamination or intruded metallic particles. If this is suspected, improved sealing and filtering of lubrication oil is advisable.
Electrolytic corrosion presents in pit-like spot corrosion on balls and raceways. This is caused by an electric current, creating sparks through a thin oil film, between contact points of raceways and balls while a linear guide was in operation (electric potential difference between a rail and a ball slide). An effective countermeasure would be to provide an electric circuit so that the current doesn’t pass through the linear guides.
Corrosion can be noticed on raceways and balls. It can be a result of water or corrosive substance intrusion, inadequate lubrication, or improper storage. Review sealing function and lubrication system, as well as storing condition. It might make sense to cage to a higher anti-acid material or better surface treatment.
Damaged ball recirculation parts occur when balls become free from the ball slide due to broken plastic ball recirculation parts. It may be caused by abnormal wear caused by lubrication failure and intruded particles. If this is the case, review the lubrication system, and improve the sealing function.
In case of butting rail specification, a ball recirculation part collided with the rail at the rail butting position because of excessive misalignment of rails in lateral and vertical directions. This can be resolved by improving the butting accuracy (lateral and vertical aligning accuracy at butting position). Another cause could be the feed speed rate exceeding the permissible speed, in which case reviewing the feed and looking at adding a high-speed end cap on the linear guide can help.
While troubleshooting will resolve a problem short term, sometimes the root of a problem starts from careless handling, excessive misalignment, insufficient lubrication or contamination, or a combination of those. It is possible to prevent the recurrence of the problem by undertaking a thorough investigation into its installation, handling, maintenance history, and any history about the progress of the problem. MRO
Jim Elekonich is a Senior Applications Engineer with 20 years of experience in the bearing industry with NSK, specializing in machine tool spindle bearings and linear motion products.
EXPERIENCE THE SULLAIR DIFFERENCE IN ONE HARDWORKING PACKAGE
RELIABILITY including the full-color, easy-access Sullair Touch Screen controller
DURABILITY including the patent-pending, new generation Sullair air end
PERFORMANCE including highly efficient Electronic Spiral Valve technology
WHAT’S NEW IN PRODUCTS
Vacuum Pump Inlet Trap
High capacity vacuum pump inlet-exhaust trap for collecting heavy particulates from semiconductor manufacturing processes is available from Mass-Vac, Inc.
MV Multi-Trap 12”
Vacuum Inlet Trap features all stainless steel construction and has a first-stage knock-down baffle and two stages of userselectable filter elements. Stacking two can achieve four stages of filtration capable of up to 2,500 cu/in. of solids accumulation, depending upon the process, including LPCVD, PECVD, and ALD.
Offered in several configurations with different port sizes and placement. Filtration options include 4.5” and 9” elements made of stainless steel gauze, copper gauze, polypropylene in 2, 5, and 20 micron sizes, Sodasorb, activated alumina, activated charcoal, and molecular sieve. www.massvac.com
Siemens Motor/Drive Combination Package
Siemens Industry, Inc. offers combination motor/ drive packages. From a predetermined list of motor/drive combinations; customer chooses selection best suited to their application. The motor and drive are packaged on a single pallet, shipped and invoiced together.
Combinations are powermatched for 480V highoverload operation through 20 hp range, with IT protection from thermal damage provided as a standard in both the motor and the drive components.
Application macros are provided in the Sinamics G120C drive; terminals are preassigned at the factory and the parameters are automatically set. SIMOTICS SD100 motors are cast-iron with inverter duty ratings in a 4:1 speed range for constant torque and 20:1 speed range for variable torque. SIMOTICS SD100 units are severe-duty TEFC motors that meet NEMA Premium efficiency. www.usa.siemens.com/drives
Maverick Eye Protection
Maverick Eye Protection created for the KleenGuard Brand is designed with human-centric engineering with maximum productivity and safety.
Features include antiglare coating to reduce eye strain and fatigue, anti-fog and anti-scratch performance, and comfort touch points to prevent slippage and reduce pressure. www.kcprofessional.com/kleenguardpower
High Speed Mag Drill
Hougen Manufacturing, Inc., portable magnetic drill, HMD906, is highspeed and takes advantage of carbide annular cutters. Carbide tooling is more effective at drilling holes when turned at a higher RPM.
HMD906 comes in two arbor configurations. The first uses a toolless quick-change system for rapidly switching out different sizes of cutters that use Fusion2 or one-touch shank. The second uses a rigid two flat cutter mounting system. Powering the drill is a two-speed Hougen motor.
HMD906 offers integrated coolant bottle, robust housing design with carrying handle, hex wrench holder, reversible feed handles, and D-ring on back of magnet. It includes positive slug ejection, carrying case, and available swivel base magnet.
It weighs 35 lbs., measures 22-13/16"H x 7-11/16"W x 11-3/4"L and provides drilling capacities from 7/16" up to 2" (12-50mm) diameter and 2" (50mm) depth of cut. The drill has an electrical rating of 10A and 350/650-RPM motor.
HMD906 includes a no-adjustment safety switch, an LED indicator, and a two-stage power on switch. www.hougen.com
Chicago Pneumatic Impact Wrench
Chicago Pneumatic ¾” impact
CP7769 wrench is compact and ergonomic, and provides up to 1440 foot/pounds of maximum torque and is 200mm in length and 220mm in height.
It has 360o-swivel air inlet, which facilitates connection to airline. The wrench is designed with a twin hammer mechanism. It has all controls, including variable speed trigger, within reach. Operator can change between forward and reverse in addition to adjusting power with one hand, in any position.
CP7769 features a socket retainer ring combined with a hole retainer. It has a composite motor housing. The wrench is available in a six-inch anvil and one-inch version. www.cp.com
Cast-iron Threephase AC Motors
IronHorse MTCP2 industrial duty motors are offered in T-Frame (one to 300 hp) and TCFrame/C-Face (one to 30 hp), with C-Face kits available for motors over 30hp.
Available in 1200, 1800, and 3600 rpm with totally enclosed fan-cooled enclosures with cast-iron frame and ribbed design. Motors feature full-length, cast-iron mounting feet, steel fan cover, and cast-iron junction box with rubber gasket and rubber dust cover.
MTCP2 motors have ball bearings (one to 75 hp) or roller bearings (100 to 300 hp) with maintenance-free bearings on 10 hp and below. V-ring shaft seals are used on the drive end and opposite drive end. The motors are electrically reversible and have Class F winding insulation. www.automationdirect.com/premium-cast-iron
Beckhoff ELM314x Economy Line
Beckhoff Automation added ELM314x economy line to the EtherCAT measurement module family. ELM314x measurement modules are available in two, four-, six- and eight-channel versions. High-precision measurements with an accuracy of 100 ppm are possible over a temperature range of 10 to 40 °C.
Each channel in the measurement modules can be set to current or voltage measurements with a sampling rate of up to 1 ksps per channel. Analogue signals in the ranges from ±1.25 to ±10 V, 0 to 10 V, ±20 mA or 0/4 to 20 mA can be processed. The economy line provides functions including freely adjustable two-stage filters, oversampling, distributed clocks, true RMS, and scaler functions. Diagnostic features for unattended, long-term use from ELM3x0x line are also implemented. www.beckhoff.com/elm314x
Schmidt Controlflex Couplings
Schmidt-Kupplung Controlflex couplings offer compact balanced design, are electrically isolating, and have high misalignment capabilities. Couplings are composed of two anodized aluminum hubs joined by pins to a Delrin insert called the frog. Hubs are manufactured in standard widths and thin widths.
Manufactured in single and double frog styles; single frog has high misalignment capabilities and fit in space-restricted applications, while double frog styles offer higher torque and torsional stiffness capabilities.
Controlflex couplings are available in clamp screw designs with or without keyways in inch, metric, and inch to metric bore sizes ranging from 1/8 inch (3mm) to 1½ inches (40mm). Hardware meets or exceeds DIN 912 12.9 standards for maximum torque capabilities.
Molex set of 1mm pitch wireto-board PicoClasp connectors offer variety of mating styles and orientations, plated in either tin or gold.
Connectors range in circuit size from two to 50, in singleand dual-row configurations. Thick gold plating provides security for connectors. Pico-Clasp connectors have an easyto-mate outer positive lock combined with inner friction lock and a positive inner lock that prevents wire tangling and latch breakage.
www.molex.com/link/otscableassemblies.html
HPS Titan N
Hammond Power Solutions Inc. (HPS) offers three phase-encapsulated transformers for industrial and harsh environments named the HPS Titan N.
HPS Titan N is encapsulated in epoxy and silica; it offers electrical performance at 10kV BIL, lower inrush current, and higher impedance, improved thermal performance, and a range of temperature classes.
New enclosure design offers front entry, removable hinged door, textured powder coating, and wall and floor mount on select kVAs.
HPS Titan N meets or exceeds the current minimum efficiency level for ventilated transformers, and is seismically qualified and OSHPD certified. www.hammondpowersolutions.com
Schütte SCX Multispindle Automatic Lathe
Schütte SCX multi-spindle automatic lathe has, all not directly related to the production of work pieces, eliminated from the machining area. There are no drives, cables, slides, lubrication lines, or cooling lines within the tooling area.
SCX offers free speed selection and free falling chips. Extended machining options are available on the second work piece side through exact transfer and three additional spindles. Expansion of the machining range is achieved through extended rear-side machining, including C- and Y-axis. www.schutteusa.com
Festo’s New EFSD
Allweiler Condition Monitoring Device
Allweiler IN-1000 condition monitoring device is for pumps in operationally critical and environmentally sensitive chemical engineering applications.
With one master and up to 10 satellite modules per network, the IN-1000 lets operators monitor up to 11 pumps at once. Built-in features include a two-level warning and alarm system, logging of sensor data, and remote monitoring with a smartphone app. It is available with ATEX certification for use in EX zones.
IN-1000 allows operators to assess expected versus actual performance on indicators such as leak detection and bearing temperature, vibration, suction, and discharge pressure.
Festo EFSD electric stopper provides stop-and-release functionality for movement of product from station to station in assembly and transfer systems.
EFSD cylinders are suitable for a wide range of applications, from small parts assembly to packaging, warehousing, and logistics. EFSD cylinder features internal logic processing via digital I/O. Integrated sensors provide status feedback; adjustable damping module makes EFSD precise and reliable. It can provide flexible damping to correspond to the mass of the transferred item.
RHINO DC Power Supplies
PSH series high-efficiency power supplies and PSX series IP67 rated power supplies are now part of RHINO DC power supplies lineup.
RHINO high efficiency PSH series 12, 24, and 48 VDC power supplies offer efficiencies up to 94.5 per cent, temperature performance range of -25°C to 70°C and agency approvals for extreme conditions. DIN rail clips can be moved to the side of the power supply for side mounting in flat panels.
PSH series supplies are UL 508 and hazardous location listed, UL 60950 recognized, ATEX certified, CE marked and RoHS compliant. High-efficiency PSH series power supplies have a five-year warranty.
EFSD comes in sizes 20, 50, and 100. Its 24V DC motor has a maximum power consumption of 2A. Also, energy can be supplied via a PLC connection. www.festo.com
RHINO PSX series power supplies are Class I, Div. 2 hazardous location rated with 12 and 24VDC output voltages, universal 120/240 VAC input voltage, adjustable DC output, DC-OK LED indication, and output current limitation. www.automationdirect.com
Timken Mounted Bearings
Timken Company spherical roller bearing solid-block housed units come in sizes up to 15 inches (380 mm), including TAA Series units. Inside each TAA Series unit is a double-nut and tapered adapter sleeve.
Timken modified its standard adapter sleeve to include a mechanical withdrawal nut on the back end that is factory set for nominal shaft sizes and can be adjusted in the field to accommodate actual (under/over) shaft size.
Front-locking nut is tightened until the back nut stops against the face of the inner ring, indicating that proper bearing clearance and mounting force have been achieved.
For quick dismounting, the front nut is loosened so the back nut can be tightened to unseat the sleeve from the tapered bearing bore. www.timken.com
K-Max Rotary Control Valve
Leslie Controls
K-Max eccentric plug rotary control valve incorporates camaction, low-friction plug operation that provides tight shutoff over a long service life in a variety of flow control applications. Featuring bidirectional flow capability, K-Max can handle mediums that are normally flowed to open and flowed to close.
K-Max’s eccentric rotary plug action allows the plug to break free of the seat ring upon initial rotation of the shaft, resulting in a longer seat ring service life and improved shutoff integrity. The valve features a range ability of 100:1, and has a self-aligning orbital seat. The seat ring and plug rigidly mate with every closure of the valve. www.circor.com
Sysmac AI Controller From Omron
Omron Automation Americas Sysmac AI Controller handles several key steps in the data-driven decision process for predictive maintenance.
It helps manufacturers reduce risk of bad parts or equipment damage by detecting issues early on and prompting immediate action to resolve them.
AI functionality – “machine learning” – is able to identify abnormal machine behaviour without being explicitly programmed to. Many different factors and measurements indicate an issue, when observed together; therefore, automating the feature extraction process saves time and resources.
No Internet connectivity or IT infrastructure/service is required. The hardware is based on the Sysmac NY5 IPC and the NX7 CPU and includes Omron’s AI Application Components, a library of AI predictive maintenance function blocks.
www.omron247.com
Mr. 0, The Practical Problem Solver
About Planning
Everyone on the maintenance team has a mission. The craftsperson has a mission to complete work orders. The planner has a mission to complete job plans.
Missions are not simply to keep busy or be working on something. Also, the planning mission is not to complete “perfect” job plans, which is an impossible task.
Instead, a planner can use the Deming Cycle to make “better” plans over the years, especially with craft feedback, but also to add other helpful information when there is time.
By not becoming bogged down trying to make a few “perfect” plans, the majority of jobs in the field can have the benefit of a
head start plan that is growing in helpfulness.
In addition, planning must support the scheduling process that needs plans with estimates of craft skill and hours. A further aspect of not trying to be perfect is that planners can plan some of the “reactive” work without telling supervisors to wait. Too many plants simply bypass planning altogether for reactive work. This is a mistake. Planners must be completing job plans.
GMC Sierra is Canadian Truck King Challenge Winner
BY MARIO CYWINSKI
The Canadian Truck King Challenge (CTKC) celebrated its 12th anniversary by crowning the 2019 GMC Sierra 1500 Denali as its champion. Sierra beat out five other challengers for the crown, marking the first time that General Motors (GM) has won in the half-ton (1500) category. Previously, GM has won the title in the heavy-duty (HD) category, including winning the challenge in 2018 with the Chevrolet Silverado 2500 HD.
CTKC is unique in that it tests the trucks using real-world situations. Trucks are driven empty, with payload, and with trailers. The way the trucks would be used in the real world. Also, an off-road course is used to test each truck’s off-road capabilities. All in all the two days of testing allowed for over 4,000 kilometres of total seat time for the five AJAC judges, who then scored each truck using 20 subjective test categories.
This year, OEMs that took part were General Motors with its GMC Sierra 1500
Denali and Chevrolet Silverado 1500 LTZ; Ford with the F-150 Diesel Lariat; FCA with the RAM 1500 Limited; Nissan with the Titan PRO-4X; and Toyota with the Tundra TRD Pro.
Both the Sierra and Silverado were equipped with a 6.2L V-8 engine with Dynamic Fuel Management and mated to a 10-speed automatic transmission. F-150 was equipped with a 3.0L Power Stroke V-6 diesel engine mated to a 10-speed automatic transmission. Ram 1500 featured a 5.7L HEMI V-8 engine mated to an eightspeed automatic transmission. Tundra offered a 5.7L V-8 engine mated to a sixspeed automatic transmission. The Nissan Titan was equipped with a 5.6L V-8 engine mated to a seven-speed automatic transmission. All trucks were 4×4 models. Third-party company FleetCarma used data recorders on each of the six vehicles to measure real-word fuel economy. The recorders sent data to FleetCarma with a final report showing the results for each vehicle under each part of the challenge (empty, payload, and towing).
The winner of the Fuel Economy Challenge for 2019 was the Chevrolet Silverado 1500 with 6.2L V-8, which had the best fuel economy of all the trucks. With trucks that are all new, trucks that offer new engine options, and trucks that offer new packages, there has never been a better time to be a pick-up truck customer, as the differences between them are getting smaller and smaller. The days of one truck being much better than another are over. Today, it’s a matter of fit for purpose, what are you're going to use the truck for, and what is of utmost importance to each individual buyer. MRO