With their low price, free software (with simulator), small form factor and built-in Ethernet capability, C-more Micro panels are undoubtedly the best value in industrial micro HMIs.
Our shipping policies make it easier than ever to order direct from the U.S.!
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days.
*Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada
14 Realizing your ROI on data
Thanks to wide deployment of IoT sensors, many manufacturers are sitting on mountains of collected data. Capitalizing on their investments will come not from megaprojects, but from incremental initiatives
By Jacob Stoller
16 Connected control
Flexible EtherCAT and PC-based automation help a dual OEM-system integrator create an adaptable laser cutting solution for a Tier 1 automotive manufacturer
By James Figy
Moving to mobile
How will current applications for autonomous mobile robots transition to use in plants of the future?
By Treena Hein
PRODUCTION
GM Canada completes federal order for 10M masks
GM Canada has fulfilled its order of 10 million masks for the Public Health Agency of Canada.
Since the start of production on May 26, 2020, the team at the Oshawa Operations plant produced approximately one million masks a month to help protect front-line workers and other Canadians during the COVID-19 pandemic.
GM Canada received a license to produce from Health Canada on Apr. 22, 2020, and in just over three weeks with support from GM’s global supply chain, the company sourced materials, built the clean room with enhanced safety protocols, installed the required equipment, and recalled and trained 60 workers for two shifts of production in Oshawa in partnership with Unifor.
To commemorate the Canadian Mask Making (CMM) Room project, the official 10-millionth mask will be donated to the Ingenium, Canada’s Museums of Science and Innovation in Ottawa.
Since March 2020, Ingenium’s Curating Under Quarantine Initiative has been working with a variety of Canadian industries (nuclear, aviation, agriculture, production and manufacturing, and public transportation) to document the ways in which these companies, associations and providers have pivoted and responded to the pandemic.
The Oshawa Assembly plant is now turning its focus to pickup truck production. Announced in November 2020, the plant will receive an investment of $1.3 billion to build a new body shop and flexible assembly module with intention of starting production in January 2022.
But GM Canada is already tracking to restart the assembly plant before the end of the year.
The new plant will employ 1,700 new people and house more than 1,200 new robots.—with files from The Canadian Press
Federal budget ‘not enough’: CME
While the new federal budget tabled in April contains numerous supports for manufacturing, it falls short of what could truly
We understand how you strive for constant product quality and optimized costs.
CONSISTENT + CONFIDENT
You are poised to meet your safety and quality requirements while optimizing resources and securing process repeatability.
• Highly accurate fluid density measurement and concentration determination for use as a final product quality indicator
• Exceptional density measurement performance under real-world process conditions
• Ideal for fluids with entrained gas thanks to the patented Multi Frequency Technology (MFT)
• Widest usable flow range on the market thanks to lowest pressure drop
Employees from GM’s Oshawa Operations sign the 10 millionth mask milestone banner.
help grow the sector, says the Canadian Manufacturers & Exporters association.
“The lack of a comprehensive manufacturing strategy as recommended by the government’s own Industry Strategy Council in [the] budget is placing our sector in a difficult situation. This is not the plan that will launch our industry forward or see us win the global race,” says Dennis Darby, president and CEO of CME, in a statement.
The association applauded several measures outlined in the Liberals’ proposed budget, including the extension of the wage subsidy, investments in the Strategic Innovation Fund and Net Zero Accelerator, and funding allocated to child care and skills training.
But “the federal government missed an opportunity to have a more comprehensive approach which would have helped to make our manufacturers more
competitive,” says Darby. “A lot of the measures announced today are positive and will help, but there is not enough in there to move the needle and drive longterm growth.”
The budget targets, among other things, the recovery from COVID-19, jobs and net-zero initiatives. Notably, there is a move to legislate the federal minimum wage to $15 per hour, and $30 billion in child care supports, which will help Canada better tap into its available workforce, the government says.
The budget also includes $2.2 billion over seven years to build out the life sciences sector – while that money is mostly for research, it does include $92 million over four years for adMare, a catalyst for bioinnovation, to help companies scale up in the sector.
Visit automationmag.com and search “federal budget” to find out the specific supports that
For Motion Feedback in Industrial Automation,
HowToRobot.com provides access to price comparisons from 85 suppliers in Canada.
would be available to manufacturers should the budget pass.
RESHORING
Reshoring group to advocate for stronger supply chain
A group of former parliamentarians are forming a new non-partisan advocacy organization called Reshoring Canada, which they say will promote a more modern and secure supply chain.
will be reaching out to businesses across the country to solidify the kind of data required to make substantial recommendations to government and stakeholders.
Flavio Volpe, president of the Automotive Parts Manufacturers’ Association, says, “The pandemic and the new NAFTA have forced all of us to look inwardly and ask, ‘what should be made here’ and ask outwardly ‘what could be made here.’
“We have the skills, resources and people – we need the will to reset the state of play.”
Businesses and interested stakeholders are encouraged to visit the Reshoring Canada website and sign up to participate.
ROBOTICS
“The pandemic has exposed risk in our supply chains, a place where we didn’t know to look. This will make way to find solutions for our people and our economy,” says Tony Clement, former federal industry minister and co-chair of Reshoring Canada, in a statement.
“Canada cannot rely on friendly neighbours or business-savvy executives to make our supply chains work. The threat is real, and it’s coming from unforeseen directions,” says Sandra Pupatello, former minister of economic development and trade for Ontario and co-chair of this initiative.
Robot orders surge in North America in Q1 2021
Robot orders jumped 20 per cent in North America in the first quarter of 2021 over the same period in 2020, says a new report from the Association for Advancing Automation (A3).
Reshoring Canada will analyze and offer solutions to key stakeholders that can make changes to support industries and secure jobs. Its first order of business will be to move from anecdotal evidence of risk to hard data.
With the help of key industry associations such as the Canadian Manufacturers & Exporters, Automotive Parts Manufacturers’ Association and Ontario Mining Association, Reshoring Canada
There were spikes in orders from companies in metals (up 86 per cent), life sciences/pharmaceutical/biomed (up 72 per cent), food and consumer goods (up 32 per cent), and other non-automotive industries (12 per cent).
A3 says North American companies purchased 9,098 units valued at $466 million in Q1, with non-automotive companies purchasing 28 per cent more
robots over Q1 2020 and automotive OEMs and component suppliers combined seeing a 12 per cent increase year-over-year.
“Robot sales have increased considerably as more and more companies in every industry recognize that robotics and automation can help them compete globally,” says Jeff Burnstein, president of A3.
“While advances in robot technology, ease of use and new applications remain key drivers in robot adoption, worker shortages in manufacturing, warehousing, and other industries are a significant factor in the current expansion of robot use that we’re now seeing.”
The strong Q1 for robot orders was the second-best start to any year on record (after 2017) and the second-best quarter on record for non-automotive orders, behind the fourth quarter of 2020.
Q4 2020 was also the secondbest quarter ever for North America robot sales with a 64 per cent increase over Q4 2019. In 2020, yearly orders of robots from non-automotive sectors surpassed automotive robot orders for the first time, as sales of robotic units in North America increased four per cent in 2020 from 2019.
While robotic purchases from automotive manufacturers can be highly cyclical, the increase from non-automotive companies shows a promising outlook for the growth of the robotics and automation industry overall, the association says.
Online hub for robot price comparisons
HowToRobot.com has launched a service to compare prices on industrial robots and products.
The platform currently offers access to information from 85 robot suppliers in Canada.
The new service allows customers to send out requests to more than 15,000 suppliers of robots, grippers, vision systems, spare parts, repair and maintenance services, training and upskilling.
MOVERS AND SHAKERS
Omron Automation Americas has promoted Peter Brouwer to vice-president of sales in Canada and the U.S. In his new role, which is in addition to executive director of Omron Canada, Brouwer will be responsible for driving strategic growth initiatives and partner relationships to support Omron’s business objectives. He will expand his leadership to include the dedicated sales and application engineering teams across the United States and Canada. “We are excited about Peter’s plans to improve our customer experience and satisfaction,” says Robb Black, president and CEO Omron Automation Americas. “Peter brings a broad range of experience with over 20 years of experience in the industrial automation industry. He also has a well-earned reputation for motivating his team to success and maintaining a high level of dedication and commitment.”
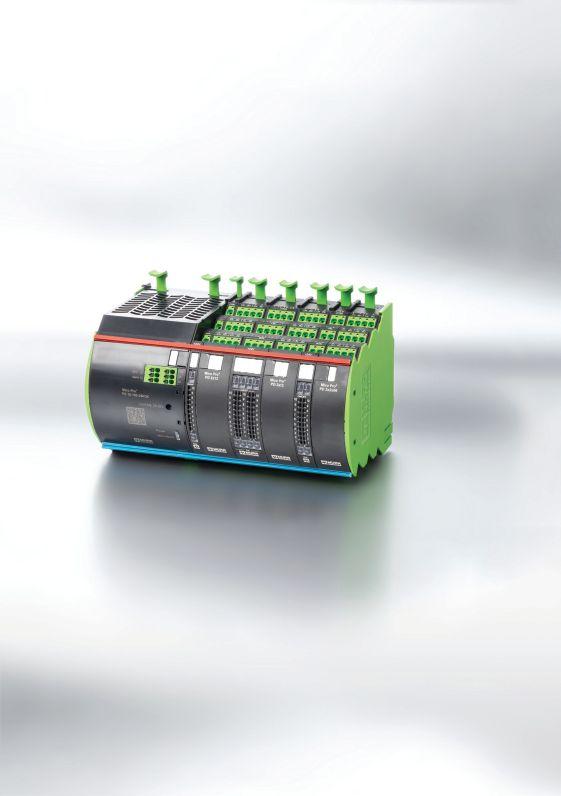
Powerful, transparent, safe
Peter Brouwer
As
For great value, look to the stars. Choose Festo.
On May 13th, Annex Business Media’s Manufacturing Group teamed up to host Women in Manufacturing, a one-day virtual summit that brought together industry experts and thought leaders to promote gender equity, diversity and inclusion in Canadian manufacturing. Visit womenincanadianmanufacturing.com to view on-demand content.
THANK YOU TO OUR SPONSORS
PLATINUM SPONSOR
Keywords
ManufacturingJobsite.ca is Canada’s premier online job portal for the growing manufacturing sector. A laser focus on the right people across the country’s largest manufacturing media audience means you get the right applicants the first time. No more massive piles of unqualified applicants, just professional employers reaching qualified professionals.
Powered by the top manufacturing media brands in Canada, the reach to over 500,000 industry professionals on ManufacturingJobsite.ca is amplified by:
Website advertising to 185,000 qualified monthly site visitors
A comprehensive and magnifying reach across multiple associated job boards
Email promotion and job alerts to 131,000 industry emails using Canada’s largest CASL-compliant direct access to manufacturing professionals
Social media promotion to all brand networks on Facebook, Instagram, Twitter and LinkedIn
REALIZING YOUR ROI ON DATA
Thanks to wide deployment of IoT sensors, many manufacturers are sitting on mountains of collected data. Capitalizing on their investments will come not from mega-projects, but from incremental initiatives
BY JACOB STOLLER
If data is the new oil for online marketers, it might be better described as the new bitumen for manufacturers. The key difference is that manufacturing data, like bitumen, only delivers value after many steps of separation and processing.
“A lot of people start to collect data and think that they’re building up this wealth of information that’s going to lead to actionable insight without too much effort,” says Jean-Christophe Petkovich, co-founder and CTO at Kitchener-based Acerta Analytics Solutions. “But what we’re finding is that most of the work that needs to be done comes after the information capture actually happens.”
The challenge in manufacturing is that processes are unique, and there is no universal roadmap for successful technology deployment. Instead, process owners must match the data to real-life situations through a series of trial-and-error experiments. Strategic initiatives that take years to implement, therefore, are likely to miss the mark or be out of date by the time they are completed.
“You want to identify the low-hanging fruit as your first target for the implementation of your data strategy,” says Petkovich. “What you don’t want to do is
plan out a grand sweeping strategy that takes a couple of years to implement.”
A key consideration is that even widely touted initiatives such virtual simulations don’t necessarily add value. “Being able to see a process in 3D is great,” says Rajiv Anand, co-founder and CEO of Oakville-based AI solution provider Quartic.ai., “but does it give you value? I’m not saying that it doesn’t – in some cases it does – but if you can create a 3D digital twin, you’ve got to ask what value it’s going to bring.”
Another pitfall is that having large amounts of data is no guarantee of having the right data. “People realize that even though they’ve collected all sorts of data, they don’t have the data for the particular problem that they want to solve,” says Anand.
Extracting value from the data
According to Çağlayan Arkan, Microsoft’s vice-president, manufacturing industry, the journey to connected manufacturing is proving to be an incremental one, particularly in small and medium-sized companies. “What we’re seeing is what I call the flywheel of innovation,” says Arkan, “where you do one project that saves money very quickly, and then invest that saving into the next use case,
COA
Certificates of assessment are incorporated into the AI model using a virtual or soft sensor, allowing the program to treat certain variables for the purpose of calculation.
and so on. That way, you very quickly get into a much different place.”
For many, the journey is beginning with familiar problems on the shop floor. Maybe a company is coping with a high defect rate, excessive lead times or frequent equipment breakdowns. Perhaps, as many have found during the pandemic, there’s poor visibility of the inbound supply chain. Projects that make measurable inroads on recognized priorities like these are most likely to generate momentum.
While the journey takes time, the powerful combination of collected IoT data and artificial intelligence has the potential to bring unprecedented transparency and insight to a wide range of manufacturing problems.
“Rather than limiting ourselves to tooling that was designed to handle low sample sizes, we have complete measurement these days,” says Petkovich, “so we can track all the measurements generated from each individual unit that’s being manufactured. That means we can use more advanced methods.”
This allows manufacturers to achieve traceability – the ability to track each produced unit by serial number – which is something manufacturers have struggled with in the past. This makes it much easier, for example, to
conduct a root-cause analysis of a problem identified after the fact.
Perhaps even more important, the technology allows manufacturers to identify problems proactively. Using IoT data, programmers can build models that establish a baseline for normal, defect-free operation of a production line. When real-time readings indicate deviation from the baseline – a condition called signal drift – software tools detect this and either alert operators of an impending problem or take automatic action.
This same basic idea can be applied to many problems. Quality problems can be detected as they occur, as opposed to later. Safety risks can be quickly spotted before an accident occurs. Conditions indicative of imminent equipment failure can be flagged early in the maintenance cycle.
“A process has got to be repeatable –that’s the whole idea,” says Petkovich, “so as soon as you see any drift or deviation from what you see as the norm, that’s an indicator that there might be a threat to your repeatable process.”
Much of the determination of problems is the result of multifactor measurements – for example, a combination of temperature and pressure conditions might be a warning sign.
Recently, thanks to advances in AI, it’s become practical to include discrete or externally gathered information in multifactor calculations.
“To me, the biggest opportunity is to be able to combine discrete data in the same system along with time-series data that’s being brought in in other ways,” says Anand, “and that technology is evolving very rapidly.”
A key example is the inclusion of a COA (certificate of assessment) of materials, which is incorporated into the AI model using a virtual or soft sensor, allowing the program to treat certain variables in the COA alongside sensor readings for the purpose of calculation.
“If you have a lot of previous discrete measurements, you can train algorithms with that data to turn them into online measurements,” says Anand.
“People realize that even though they’ve collected all sorts of data, they don’t have the data for the particular problem that they want to solve,” says Anand.
Moving forward
Technology is enabling manufacturers to achieve unprecedented visibility into their processes. The connected manufacturing journey, however, is not one that can be delegated to technology teams and vendors.
“I think you need to start with domain knowledge and the production line itself,” says Petkovich. “This means planning to use some of the time of the process engineers that are involved with architecting or managing that process within the actual group of people that plan out the data strategy.”
One of the subtleties is that much of the data collected will only be useful in specific circumstances that can only be understood by domain experts. “IoT devices collect data all the time, 24/7, but a lot of that data just confirms what you expected to see,” says Shari Diaz, innovation, strategy, and operations director, IBM Sterling, based in Columbus, Ohio. “So it’s about establishing what’s expected versus what is not, and getting alerted when things are, or are predicted to go, awry.”
Most manufacturers will be developing their projects in unproven territory, necessitating a trial-and-error approach. “You have to scope it small,” says Diaz. “And if you hit it out of the park the first time, good for you, but not many people do on the first try. What we say is fail fast, learn and do it again. You need to go into it with that mentality.”
The need to tie the efforts to immediate problems is a particular incentive for smaller players. “We are starting to see smaller-scale manufacturers adopting faster than larger ones,” says Anand. “They come with a very acute problem in mind, and they don’t have the time or the resources for these large, long-term experiments.”
Being smaller may make a company more agile, but it doesn’t necessarily make the journey any simpler. “Whether it’s for a large manufacturer with 500 plants or a smaller one with maybe five, the need for connectivity, visibility, predictability, resiliency – all of that – is actually pretty much the same,” says Arkan. | MA
Jacob Stoller is a journalist and author who writes about Lean, information technology and finance.
CONNECTED CONTROL
Flexible EtherCAT and PC-based automation help a dual OEM-system integrator create an adaptable laser cutting solution for a Tier 1 automotive manufacturer
BY JAMES FIGY
The best of both worlds – that’s what BOS Innovations strives to provide a broad base of manufacturing customers. As both a machine builder OEM and system integrator, the Dorchester, Ont. company combines its strength in delivering turnkey machines with the ability to retrofit and tie into existing factory lines and systems, primarily in automotive and heavy industries.
“We have developed core competencies in automated assembly, advanced robotics including welding, laser processing, coordinated motion technology, collaborative robots and quality inspection,” says Ben Huigenbos, president of BOS.
These complementary capabilities were clear in a recent implementation of the company’s L-MS (Laser-Motion System) for a Tier 1 automotive manufacturer. The L-MS is an advanced fibre laser cutting machine, equipped with a direct drive linear motion system for precision CNC control. This high-performance machine produces complex parts with tight tolerances by leveraging up to five axes of coordinated motion. While L-MS supports drop-in installation, this project also required peripheral systems to meet all of the customer’s needs, according to Steve Van Loon, technology manager, lasers and motion systems at BOS.
“To make this L-MS a truly turnkey system, we needed to add a robot to load and unload the parts and move them to stations for de-burring, vision inspection and marking with an instant marker,” Van Loon says. “Most other laser machine providers do not do that.
They are more geared toward manual-load production and simply provide the laser machine and a basic automation interface.”
BOS goes a step further and delivers cutting fixtures with all necessary referencing to make high-quality parts, whether in a manual loading system or the Tier 1 automotive customer’s completely automated setup.
Flexible, modular controls
To make sure the L-MS could support a best-of-both-worlds approach for many customers, the BOS engineering team made flexibility and modularity top priorities in the initial design.
In addition to a standard 1 kW fibre laser, the cutting head can accommodate up to two 0.5-6 kW
laser sources or even welding or remote welding.
The machine has options for fume extraction equipment, automated scrap conveying, automatic doors and safety scanners for operator or robotic loading. The parts can sit on a flat bed or use a trunnion system with additional servo axes to rotate the workpiece 360 degrees. By adding a turntable, the loading time can occur in parallel with the laser process.
The flexibility even extends to footprint: The L-MS cell, a roughly two-metre cube designed for 1,300-mm-long parts, can be expanded on all sides to accommodate workpieces of many sizes.
Providing this high degree of flexibility required robust yet adaptable controls and
networking technologies that would allow the L-MS to integrate with other systems in the plant. Highly synchronized motor and drive technologies for the cutting axes were critical to ensure part quality. So was openness to enable real-time communication to the robot controller, de-burr components and vision system.
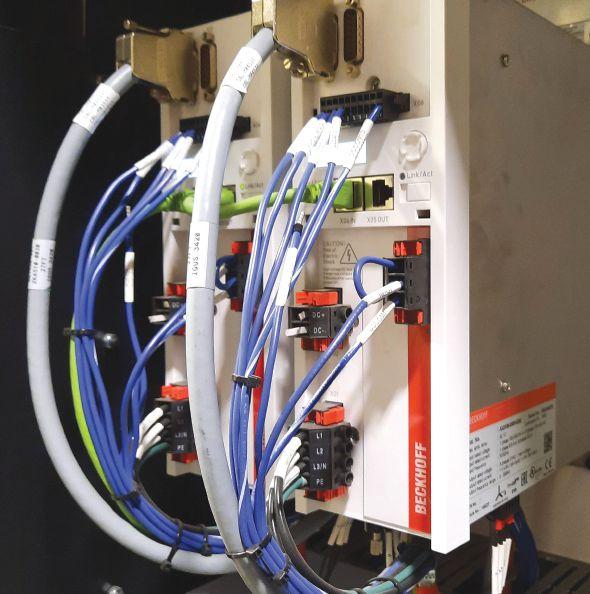
To address this, Van Loon worked with mechanical designers Riley Tomiuck and Scott McCall on the design. The team determined that the system required higher performance than a traditional fieldbus and hardware PLC could deliver, so they turned to solutions from Beckhoff Automation.
BOS first implemented Beckhoff technologies a decade ago on a large cardboard converting system that had about 50 motion axes, and other projects followed. Then in 2018, BOS used Beckhoff to build the first iteration of the L-MS, which was designed to cut SUV running boards, and decided to tweak the machine to be a standard offering in its portfolio. For this project, the team worked closely with the local Beckhoff team – Automation Sales Engineer Dean Herron and Application Engineer Rui Zhang – to design, program and commission the automation system.
Motion technologies with EtherCAT
BOS implemented precision motion control on the L-MS using a variety of rotary servo motor and direct drive solutions with EtherCAT communication. The horizontal axes use Beckhoff AL2800 series linear motors, which deliver speeds up to 6 m/s and peak forces up to 4,500 N.
A CX2040 embedded PC from Beckhoff delivers ample processing power to operate the high-speed, coordinated motion system.
“The X and Y axes have highly dynamic requirements in terms of acceleration, speed and accuracy, which called for linear motors,” Van Loon says. The client’s machine featured a Z axis and a trunnion system, which both used AM8000 servo motors. AX5000 servo drives with One Cable Technology provided motion control and reductions in cabling, and they permitted integration of a smaller, third-party motor to control the theta axis on the cutting head. The machine processes octagonal steel tube parts of variable wall thicknesses, cuts a 21.5-degree angle on one end of each piece and handles two variants with either six or 12 holes while maintaining tight tolerances. EtherCAT provided real-time communication for the L-MS system, and a wide variety of Beckhoff I/O components offered the necessary functionality. “EtherCAT uses distributed clocks in each device to deliver tight synchronization and jitter of less than 1µs, which is optimal for coordinated motion systems like the L-MS,” Herron explains. “With a theoretical cap of over 65,000 devices on a single network, free choice of topology and no required switches, EtherCAT has practically no limitations, whether in a system with five axes or 50.” As an inherently open industrial
As an inherently open industrial Ethernet system that supports communication to more than 30 protocols, EtherCAT made it easy to connect to other components on the production line.
Ethernet system that supports communication to more than 30 protocols, EtherCAT connected to components on the production line via an EtherNet/IP bus coupler.
In addition to EtherCAT couplers and I/O terminals from Beckhoff, BOS also implemented TwinSAFE functional safety modules. TwinSAFE technology relies on Safety over EtherCAT (FSoE), a TÜV-certified communication technology that uses a “black channel” approach to transmit safety data over the standard network. This allows engineers to place safety terminals in standard I/O segments, according to Zhang: “BOS used the EL6900 TwinSAFE logic terminal as a safety PLC on this machine. This approach allowed them to cut down the time and complexity otherwise required for hardwiring safety switches. All I/Os stay on the same rack or mount onto the machine with IP67 box modules, and they could simply create safety logic in the standard TwinCAT engineering environment.”
Control software and hardware
With TwinCAT 3 automation software, BOS equipped the client’s engineers to select the programming languages they are most familiar with or that best suit the project, including the object-oriented extensions of IEC 61131-3, computer science standards in Microsoft Visual Studio and predefined or custom function blocks.
Control of the L-MS relies on a single Beckhoff CX2040 embedded PC. The DIN-rail-mounted CX2040 features a quad-core Intel Core i7 processor, 80 GB CFast flash card and 4 GB DDR3 RAM. A 15.6-inch CP2916 control panel provides multi-touch operator interface and high-resolution display for camera results from the laser-cutting machine.
Delivering the best of both worlds
The complete L-MS system went live in the end user’s facility in late 2020. With fast controls and automated loading, the machine
achieves a part-to-part cycle time of 40 seconds or less. “The L-MS easily runs at two metres per second with 1.25 G acceleration, and it cuts holes with the highest precision that the customer has ever seen,” Van Loon says. “That’s due to the controller speed and the fine tuning we accomplished with TwinCAT Scope. Using the digital oscilloscope, we could see all parameters on the screen and collect data from each axis, including following error, acceleration, deceleration and more, to optimize the system.”
EtherCAT provided benefits in terms of bandwidth and speed, along with footprint and cost reductions. “Coordinated motion requires a lot of data to be passed between the servo drives and motion planner. EtherCAT is really the only fieldbus capable of handling that,” Van Loon explains.
The finished L-MS met all requirements of the automotive customer, and BOS is building additional units for other customers. With the ability to customize the machine and build out the system in front of it, the BOS engineering team plans to keep innovating to provide laser-focused solutions for customers. | MA
Automation.
James Figy is a senior content specialist at Beckhoff
MOVING TO MOBILE
How will current applications for autonomous mobile robots transition to use in plants of the future?
BY TREENA HEIN
In adding any process automation, it’s expected that the automation will add value. Boosted efficiency, higher throughput, better safety – these are all possibilities that automation can provide, and autonomous mobile robots (AMR) offer these benefits and more.
“We’ve gone from self-driving vehicles that moved from A to B and back again using simple sensor systems, to AMR systems with adaptive intelligence, that ‘understand’ where they need to go and determine the best way to get there in light of real-time information,” explains Rick Baker, chief revenue officer at OTTO Motors. “They can adapt to the immediate environment and their capabilities grow every day.”
Although AMRs came into use about five years ago and have mostly been implemented in warehouses, they are increasingly found on the plant floor.
A Canadian case example is Toronto-based Sunview Patio Doors (featured in Manufacturing AUTOMATION in June 2020). The firm replaced a traditional tow motor at the end of its first production line with an AMR from OTTO to achieve better traffic management and improved safety. Once a door comes off the line, an operator sends a signal and OTTO brings the next empty pallet. The operator then loads the pallet, and OTTO delivers it to the warehouse and remains there until called back. Sunview reached ROI in about 16 months and plans to replace its entire tow motor fleet with AMRs.
Collaborative applications
This type of “cobot” (a collaborative robot or computer-controlled robotic device that assists a person) scenario is what Craig Resnick views as the main
3.6
Two AMRs require aisles at least 3.6 metres wide in order to cross paths while each carrying a 42-inch load.
current use of AMRs. “Cobot workflows are becoming the new normal,” says Resnick, who is vice-president, consulting at ARC Advisory Group. “And today’s AMRs can move faster than before because they have better sensors and their software is more powerful in terms of responding to novel situations. Machine learning also means that all the AMRs learn together, from thousands of scenarios they might encounter over time in a given plant.”
Indeed, Baker reports that most of his firm’s customers begin with cobot scenarios, and “the possibilities are growing in terms of ways to ensure efficient and continuous throughput. It’s the communication layer, the information flowing into the system and the software automatically making decisions that is enabling AMRs to more effectively adapt to the context.
“Right now, we’re working with an integrator on a system where the system detects if a supply truck has arrived and what’s in it, and sends AMRs to assist with unloading to the right place and ensuring the parts are inserted into the manufacturing process for continuous throughput. You have automation interacting with humans, with automation, with humans, so that a rhythm is created.” AMRs and other robots, he notes, are about protecting and getting the most benefit from human workers, who are a company’s most valuable asset. “Manufacturers are always behind with recruitment and AMRs and other forms of automation allow
PHOTO: OTTO MOTORS
them to fill that gap, to reposition humans and improve the use of their workforces,” Baker explains.
“Most companies are now taking a hybrid approach, and ceasing to see humans as separate but instead examining how they and robots can be best integrated. On a safety note – of the million of kilometres that robots have travelled in plants and warehouses at this point, the number of safety incidents is minimal, and the safety of other processes is increased with robots as well.”
Ease of integration
According to Andy Battler, director of the autonomous guided vehicles division at automation integrator JMP Solutions, there are two primary issues with integrating AMRs. One is the navigational environment. He notes that AMRs require aisles that are roughly an average of 3.6 metres (12 feet) across in order to cross paths while each carrying a metre-wide (42-inch) load. “A lot of applications that we encounter have aisle width limitations that prevent this from happening,” he says. “One selling feature of AMRs is that they can navigate around blockages. This only works if there is space.”
In addition, because AMRs find their position in the environment by locating fixed objects, today’s models can struggle if an environment is constantly changing. “Also, AMRs do not like cold or wet,” says Battler. “If there
is a chance a wheel can slip, end-users will struggle with the technology.”
Another integration consideration is the fact that AMRs are not like traditional automation systems. “We find that users expect to teach it like a six-axis robot, which is not what was intended,” Battler says. “Fleet management software is built to provide the ideal path between two points. Also, the way in which a mission is triggered, or how data is fed back can be a challenge. AMRs are not like PLCs that are built to make decisions and talk to other automation equipment.”
Battler explains that fleet management software has very little logic control capability, or none at all, so if AMR missions are meant to be initiated by a condition, another system will be required. “Either a PLC or some SCADA systems can be used, but then how the systems connect and talk needs to be considered,” he says. “AMRs are not a traditional automation technology so most do not sit on a network and exchange data over traditional protocols.”
Resnick adds that to get the most benefit from an AMR, their performance and productivity must be monitored by a human with the proper training. The required IT infrastructure must also be in place, but he notes great strides have been made with this – and with remote training – since the pandemic began.
2020-Nema-Electric-Motors-MANUFACTURING-AUTOMATON-third-page.pdf 1 11/6/2020 9:52:35 AM
Baker agrees. “The pandemic taught us how to help customers self-deploy
“Today’s AMRs can move faster than before because they have better sensors and their software is more powerful in terms of responding to novel situations,” says Resnick.
and we’ve done a lot to develop virtual deployment. We’ve learned how easy it can be.”
Overall, as with any new technology, it’s advisable that companies adopt AMRs as they fit within the over-arching strategy of process automation, developed with experts through a road-mapping process.
What’s next
In the near future, it’s expected that AMR speed, autonomy capability and their potential to provide more manufacturing process flexibility will grow.
“Think about automatic guided tables that are used instead of traditional conveyors, for example,” says Resnick. Baker also points to automated reallocation as a coming development. That is, without human instruction, the system will move the AMR to another task or area of the plant automatically, and if needed, the AMR will swap its attachment/tool for another on the way.
“Also, if you think about all these AMRs with all these cameras and sensors – so much information is being gathered,” Baker says. “Our most sophisticated customers have full-time data scientists analyzing data to result in better decisions. We need to use all the data we can, and that way, we can ensure throughput is consistent and massive.” | MA
Treena Hein is an award-winning freelance writer who is based in Ontario.
CONNECTIVITY
Unmanaged Ethernet switches
Allied Electronics & Automation is now offering Moxa’s new EDS-2000EL series unmanaged Ethernet switches as part of its lineup. The entire EDS-2000-EL series, which includes both the EDS-2005-EL five-port switch and the EDS-2008-EL eight-port switch, delivers durability and low latency for MES applications, as well as intelligent features. The five-port EDS-2005-EL has a small footprint the size of a credit card, making it ideal for use in compact machines and control panels. The series also supports Quality of Service (QoS) via a simple DIP switch without requiring additional configuration, making these switches ideal for factory automation where optimized data transmission is necessary. alliedelec.com
MOTORS & DRIVES
Linear voice coil actuator
Moticont has introduced the GVCM-019-016-02 linear voice coil actuator (linear DC motor). This small 19.1 mm-diameter actuator, also called an electric cylinder, has a high force-to-size ratio of 2.1 N continuous force and 4.4 N of peak force and a stroke length of 6.4 mm. The housing measures just 15.8 mm long and in the fully extended position the shaft extends 13.5 mm beyond the face of the housing. This linear actuator
HYDRAULICS & PNEUMATICS
Solenoid
valves for machine design
Emerson has launched a range of two-way and three-way solenoid valves that support OEMs’ need to develop more compact machines and equipment. The optimized body design and internal flow path of the ASCO Series 256/356 provides a small footprint, reduced power consumption and increased pressure ratings critical in industrial and commercial applications. This is especially important for manufacturers of coffee machines and other
beverage dispensers; heating, ventilation and air conditioning; pumps and compressors; welding equipment; and analytical and medical devices. The Series 256/356 reduces energy use by as much as 40 per cent. The pressure rating of some versions of the redesigned Series
256/356 has increased by up to 30 per cent compared to the previous versions, enabling them to be used in more demanding applications, such as high-pressure washers and hydrogen fuel dispensers. The performance of the DC voltage version is now similar to that of the AC voltage version, eliminating the need to convert to AC power. The Series 256/356 offers an expanded selection of body materials, including lead-free brass, stainless-steel and an engineered composite. The valves are dust-tight, IP67-rated and submersible in up to one metre of water, making them suitable for harsh environments, increasing reliability and extending the life of machinery. emerson.com
Electro-hydraulic rotary valve actuator
Cowan Dynamics has released the E2HR series electrohydraulic rotary valve actuator, combining the best of both worlds of electric actuators and hydraulic actuators for control valve automation. The complete system is self-contained,
which eliminates the need for a separated hydraulic power. Using helical gear technology provides very high force-density and achieves a compact solution to generate torque (comparing to rack and pinion, and scotch yoke rotary actuators). The E2HR control panel can be mounted remotely and control multiple valves. It is ideal for hazardous area locations and gives plant technicians the flexibility to mount the control panel in a safe zone. Valve performance data for multiple valves can be accessed from a single control panel or accessed remotely. The actuator features torque up to 300,000 in-lb, a hydraulic manual override, rotation of 90 degrees, plus or minus five degrees, a speed of 20 degrees per second, and an operating temperature of -50 to +40 degrees Celsius.
cowandynamics.com
features high acceleration/ deceleration, high speed, high reliability and zero backlash. This small brushless servo motor is an ideal replacement for pneumatic linear actuators and for heptic feedback and pipetting in medical devices, switch activation, testing, sorting, assembly equipment, work holding and clamping, scanners and laser beam steering and filtering, laser, machining and drilling, optical focusing and dynamic vibration absorption. moticont.com
Distributed drives for conveyors
Siemens has introduced the Sinamics G115D drive system specifically designed for horizontal conveyor applications.
The drive system comprises the motor, drive and gearbox in one unit and is offered in two versions — wall-mounted and motor-mounted. The Sinamics G115D drive system is characterized by a robust design with a high IP protection class (up to IP66 / UL Type 4X) and is suitable for use in harsh environments. Thanks to its compact dimensions, the Sinamics G115D can be installed in confined areas. The drive system can also be operated reliably over a wide temperature range of -30 to 55 degrees
Celsius (-22 to 131 degrees Fahrenheit), enabling operation in deep freezing applications. Sinamics G115D is suitable for applications in intralogistics and airports, as well as in the automotive and food and beverage industries. Its power ranges from 0.37 to 7.5 kilowatts (1/2 to 10 hp) for wall-mount applications and 0.37 to four kilowatts (1/2 to 5 hp) for motor-mounted applications. Sinamics G115D is integrated into the entire MindConnect portfolio and is compatible with MindSphere applications such as Analyze MyDrives. Thanks to Profisafe, the Sinamics G115D has Safety Integrated in the form of STO (Safe Torque Off) SIL2, which standardizes and facilitates the certification process. siemens.com
Current sensor for critical loads
Carlo Gavazzi has added a compact on/off current sensor, which is ideal for monitoring of critical loads such as fans, water pumps, lighting and motors. The EISH Series can detect current as low as 200 mA AC and up to 60 Amps AC, making it optimal for applications in a variety of markets including water treatment, data centres and other areas of critical infrastructure. The EISH Series features a versatile housing that can be either DIN rail or panel-mounted. It has a built-in current transformer with a solid state normally open output. A 12-mm through hole accepts insulated wire. The EISH Series is self-powered from the input current. The EISH series provides instantaneous and reliable feedback to control systems, contributing to preventive and predictive maintenance actions. gavazzionline.com
Photoelectric laser sensors
AutomationDirect has added a new line of laser sensors. Wenglor dark and shiny object detection photoelectric sensors use blue light technology to detect objects other photoelectric sensors cannot see or see objects that get detected multiple times erroneously. They come in either 50 x 20 x 50 mm or 32 x 12 x 16 mm body sizes with an M12 or M8 quick-disconnect. These sensors can
detect dark and shiny objects up to 400mm away and are IO-Link V1.1 compatible. Also added are four new models to the Wenglor performance line and five laser sensors to the discrete distance detection group. automationdirect.com
HMI & OPERATOR INTERFACE
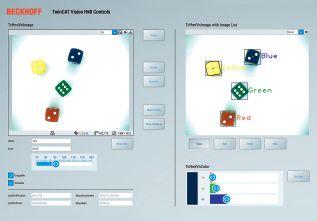
Vision combined with HMI
Beckhoff Automation has released the new TwinCAT HMI Control. In combination with the Beckhoff image processing software called TwinCAT Vision, the new control gives users the option of directly integrating image processing into the TwinCAT HMI operator interface. TwinCAT Vision can transmit live video and images from machine vision systems into TwinCAT HMI. This control solution can be configured within minutes, and it can expand the image display control and color control. The image display control enables direct linking of multiple machine vision images and switching easily between
currently displayed images. It also supports freezing images, scaling and moving images via touch gestures or mouse input, a range of toolbars, and more. In addition, the TwinCAT Vision HMI package’s colour control provides features such as editing the number of channels, colour value range and more. It can also link to a four-element array variable to edit a colour filter directly from the PLC. beckhoff.com
ROBOTICS
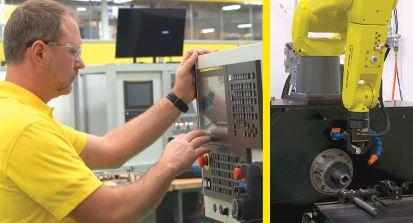
Programming through G-code
FANUC CNCs can now control connected FANUC robots providing machine tending or other assistance through FANUC’s Quick and Simple Startup of Robotization (QSSR). FANUC America’s QSSR package simplifies the connection of a FANUC robot to a FANUC-controlled machine tool through a high-speed Ethernet cable. The new QSSR G-code feature allows operators and machine tool builders to program robots through the FANUC CNC in ISO standard G-code format. Those unfamiliar with robotic
programming language will no longer require additional training or specialists because the programming can be performed with G-codes. A reliance on a separate teach pendant for the robot is also greatly reduced with the capability of robotic programming and operation through the CNC user interface. The QSSR G-code feature is available on FANUC CNC Series Oi-F, Oi-F Plus, 30i-B and 30i-B Plus. fanucamerica.com
TEST & MEASUREMENT
Torque wrench testing unit
Enerpac has introduced the Safe T Torque Checker, a mobile torque wrench testing unit. The portable tool offers a simple and accurate measurement of torque output wherever and whenever operators need it. With continued use, even the best products can go out of calibration. Hydraulic torque tools need to be calibrated regularly to prevent accidents from happening. The system
displays a digital readout showing the actual torque output of the whole hydraulic system. Including items such as the hoses and pump ensures the accuracy of the torque reading is within plus or minus one per cent. Features include a splash-proof display and keypad, and an impact-resistant case. The new unit is compatible with any Enerpac hydraulic torque wrench.
enerpactoolgroup.com
WATCH & LEARN
LAUNCH JUNE 1, 2021
DEMO DAYS is a new manufacturers video portal which will help you learn about new products and services from Canada’s leading manufacturers.
DEMO DAYS features dozens of video demonstrations in a variety of categories: Additive Manufacturing, Automation, Cleantech, Cyber Security, Electronics and Electrical, Maintenance, Manufacturing/Production, Material Handling, Packaging and Software.