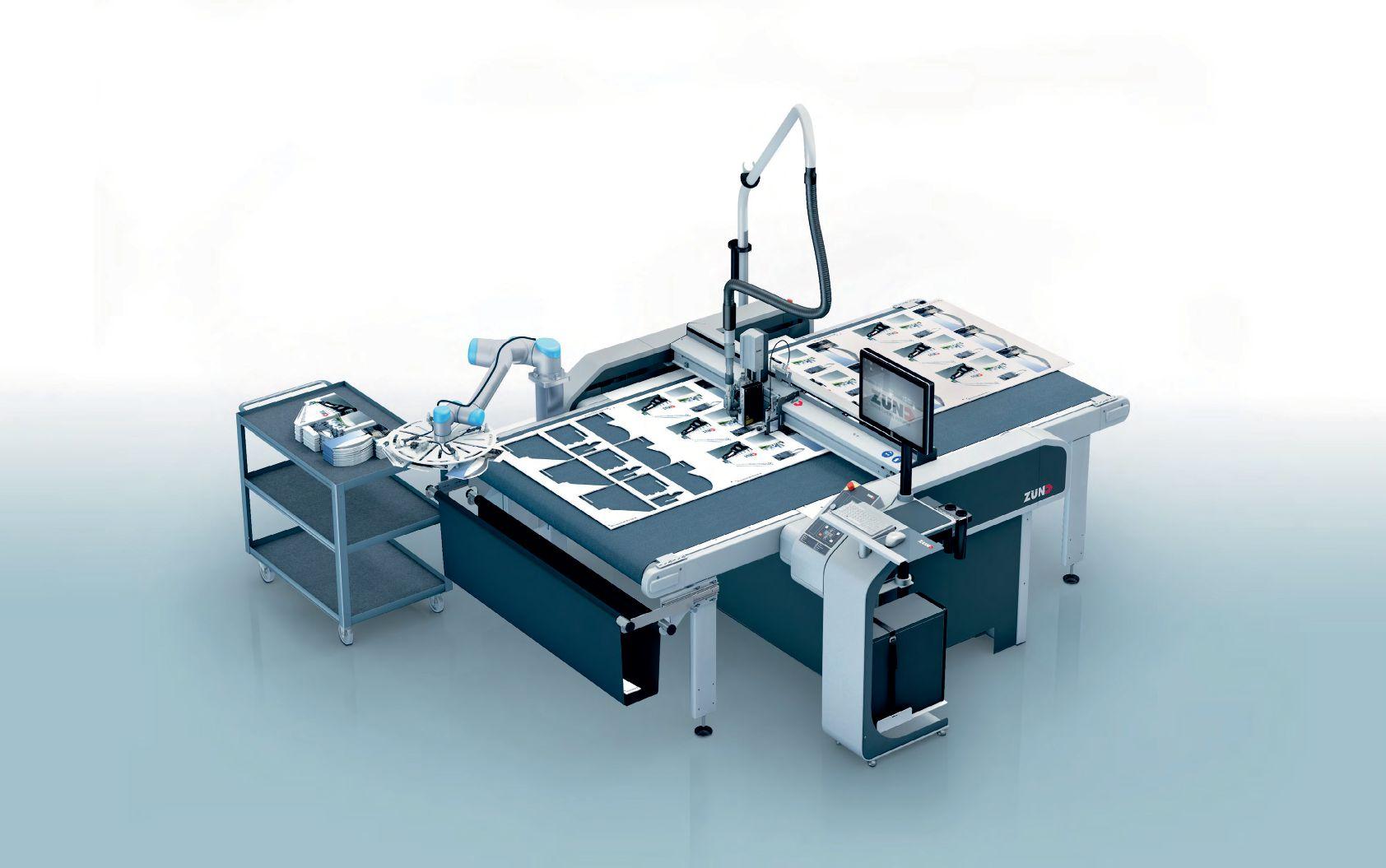
– Prepress and meta-data based production-workflow automation
– Continuous productivity monitoring and KPIs with Zünd Connect
– Semi- to fully automated/robotic material-handling options
#Letstalkworkflow: from sample-making to short-run production, prepress to dispatch.
T: 414-433-0700 www.zund.com
SMART COOKIES
Turnkey paperboard packaging solutions provider helps growing cookie company enhance brand experience and improve efficiencies during the pandemic
Founded 27 years ago on Manhattan’s trendy Upper West Side, Levain Bakery is a beloved institution in New York City’s vast bakery business landscape—renowned among locals and tourists alike for the high quality, taste and freshness of its gourmet quality cookies that have grown into a national U.S. brand a few years ago.
According to company co-founders Pam Weekes and Connie McDonald, who are both competitive swimmers and triathletes, the idea for the company came from their may passionate conversations about baking while working out and training together.
After creating an “ultimate chocolate chip walnut cookie” to help them maintain their energy levels during training, the two dedicated athletes decided to sell a batch at a local bakery—laying foundations for a prosperous
baked-foods producer nowadays operating 11 retail locations of its own across the U.S., while retailing its newly-launched line of frozen cookies in over 1,700 grocery stores.
Like many smaller food producers forced to cut back on their brick-and-mortar retail operations during the COVID-19 pandemic, Levain found itself in an urgent need to make a quick pivot into the online shopping channels to retain its growing and loyal consumer following.
In addition to developing a new e-commerce packaging design, the company also wanted to scale up its warehousing capacity to accommodate the surge in online demand.
Amid the onset of COVID-19, Levain experienced skyrocketing demand for its assortments of cookies available for purchase online, soaring by over 200 per cent.
To address these challenges, the company collaborated with RRD (www.rrd.com), a Chicago-based company with roots in printing that evolved to offer solutions from creative design and kitting to warehousing and proprietary supply chain management, and more.
“We were already a growing brand, opening new bakeries, scaling our e-commerce business, and expanding into grocery retailers,” says Levain’s chief executive officer Andy Taylor.
“The challenge was creating a packaging solution that not only ensured our customers would receive our product in pristine condition, but also improved our efficiency to better meet the growing market demand.
“When COVID-19 caused New York and the rest of the world to shut down, we saw online orders multiply, and we needed a supplier that had the flexibility to meet accelerating demand on a greater scale,” Taylor relates.
Available in packages of four, eight or 12 pieces, Levain’s cookies were already being packaged in simple, shippable, self-erecting corrugated boxes filled with void-fill packing material.
Not only were the boxes in need of a redesign to better reflect the brand inside and out, Levain also strived to improve product pro-
tection and operational efficiency of the packaging.
“COVID-19 accelerated the urgency for Levain to address its evolving package design and warehousing needs,” said Lisa Pruett, president of the forms and labels unit at RRD Packaging Solutions.
“What differentiates RRD is our range of capabilities and expertise,” Pruett states.
“From package design and engineering, to printing, supply chain, and marketing, we can serve as that single-source solutions provider for companies in growth mode.”
Collaborating closely with Levain’s marketing team and designers at The Creative Pack agency, RRD worked across multiple plants to deliver a vibrant e-commerce box that represents n innovative combination of flexo and litho-lamination techniques.
To address product protection, RRD designed a lightweight
paperboard insert to accommodate all three pack sizes.
According to Pruett, the universal insert and redesigned packaging ultimately cut an eight-step packing process down to four steps.
“We supplied different iterations of packaging and inserts for the Levain team to evaluate,” Pruett recalls.
“They then thoroughly transit-tested the prototypes to ensure there would be no tearing or crushing of the packaging, so that the customers would receive their cookies perfectly protected for the best possible brand experience,” said Pruett.
“Our focus with clients is about sustainability and efficiency,” Pruett proclaims. “For Levain, we were able to reduce the use of unnecessary materials per order while significantly cutting down the time it takes to package and ship the product—improving efficiency by 50 per cent.”
Pruett says RRD also helped Levain solve its warehousing challenge by using an effective replenishment model that enabled Levain to receive partial orders for its rolling shipments of 15 pallets per week at its production facility, while the balance held in close proximity at an RRD warehousing facility in Pennsylvania.
Additionally, RRD printed the promotional mailers for Levain’s new bakery locations in Washington D.C. and Bethesda, Md., that opened in 2021.
Following the success of the partnership for Levain’s e-commerce initiatives, the companies continue to work together as Levain expands the availability of its premium-quality grocery products: frozen, ready-to-heat cookies available in tuck tab folding cartons at over 1,700 grocery stores across the country.
With Levain’s redesigned e-commerce packaging receiving a Gold Branding & Consumer Pentaward packaging industry global award earlier this year in a highly competitive program that recognizes excellence in design, this sweet partnership seems to have a lot of shelf-life in it going forward.
www.rrd.com
Few segments show better growth opportunities and stronger margins than the short-run folding carton market. The J Press 750S doesn’t just open new packaging doors for you—it brings in the profit.
∙ Improve the bottom line ∙ See the return on investment
∙ Simplify hiring & training ∙ Rely on the reliability
∙ Gain market advantage
It can be tricky to offer short runs at prices that make sense for buyers, but the J Press 750S makes it easy.
Lorem ipsum
Learn more about the only machine to receive dual Idealliance Certi cations at Fuji lm.ca/graphics
PARTNERS IN PRIME
Folding carton manufacturer provides reliable real-life testing ground for advanced cold seal adhesive technology
As a busy and fastpaced producer of high-end folding cartons, WestRock Company ’s boxmaking plant in the town of Düren in northern Germany has become an ideal partner for leading global adhesive applicating and dispensing systems manufacturer Baumer hhs (www.baumerhhs.com) when it comes to field testing new equipment.
“We always have the latest, market-leading equipment from Baumer hhs for ad-
hesive application and quality control on our machines, so we can explore its advantages for our customers at an early stage,”
explains Giuliano Terracciano, head of finishing and the gluing department at the WestRock-owned subsidiary Multi Packaging Solutions Düren GmbH. (www.westrockcom)
“In turn, we also influence its development with the high demands we place on the performance, user-friendliness and reliability of our production systems,” Terracciano states.
As Terracciano relates, the three-shift plant in Düren specializes in the produc-
Baumer hhs marketing manager Andreas Brandt (left) and Giuliano Terracciano of WestRock Düren happy about the successful field-testing of Baumer’s new cold-glue equipment under real operating conditions.
tion of premium paper and board packaging for confectionery products.
“Top quality is just barely good enough for our customers,” says plant manager Dirk Matzke.
“Baumer hhs can put its innovations to the acid test on our machines under very demanding conditions, using both relatively simple cartons run at high speed, as well as more complex packaging, Matzke adds.
“Our two companies have been working together very closely for many years on advanced projects.”
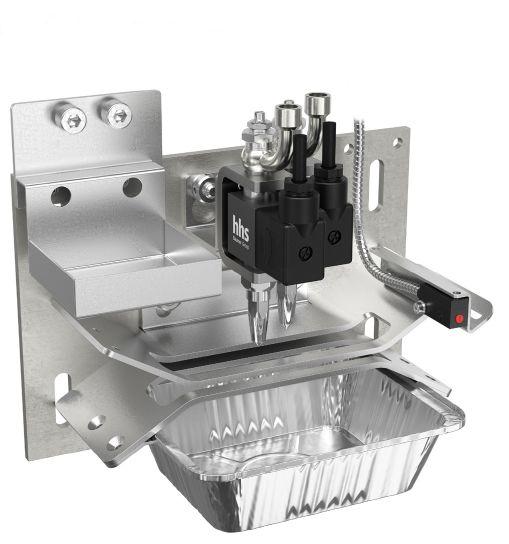
The companies’ most recent collaboration involved the testing of Baumer’s new PX 1000 cold glue application head and new GDX 1000 cold glue monitoring sensor, which went through the last stages of development at WestRock prior to market introduction earlier this year.
The first prototypes of the new cold glue PX 1000 application head and GDX 1000 monitoring sensor were installed at the plant
Testing the new PX 1000 cold glue head and new GDX 1000 cold glue monitoring sensor from Baumer hhs at the WestRock plant confirmed that the new equipment significantly increases the reliability of adhesive application and the overall production process.
in late 2020.
“Baumer hhs asked us in autumn if we would be interested in testing a new cold glue head, developed specifically to also process complex packaging at high speeds, in one of our folder-gluers,” Terracciano recalls.
“In the lab, the new head had achieved outstanding results in a number of categories, including start-up behaviour, precision application and flexible response to fluctuating adhesive viscosities.
“Baumer hhs now wanted to see if it could verify these advantages under demanding production conditions over an extended period of time.”
After just a few trial runs in the folder-gluer, machine operators were thrilled with the new equipment, according to Terracciano, because it significantly facilitated their work.
“The PX 1000 doesn’t need to be cleaned as often,” Terracciano points out.
“Production interruptions due to cleaning are down considerably as a result,” he says, “and that benefits productivity in packaging production.
“What’s more, the new head applies adhesive more precisely and in smaller dimensions than we have ever experienced before,” Terracciano continues.
“It really exploits this advantage on packaging products with small flaps and at very high machine speeds.
“The new head also makes it easier than ever for us to avoid inside gluing and ensure the functionality of our packaging products,” says Terracciano, citing several important changes associated with the PX 1000.
For example, in the production of telescope-type boxes with side seam gluing for chocolates, the PX 1000 applies the glue lines exactly from the defined start to end points.
“Generally speaking, the new head once again significantly increases the reliability of adhesive application and therefore of the overall production process,” Terracciano relates.
“Our machine operators can be sure the glue is applied right where it belongs —and only there.”
Another advantage of the new head is how it facilitates the work of machine operators, with the PX 1000 running smoothly and reliably even when it cycles relatively infrequently, as is the case in the production of lock-bottom boxes.
“During the trial runs, we suggested that Baumer hhs make several optimizations, which they implemented perfectly,” says Terracciano, stressing how working in close partnership to improve gluing equipment in folding carton production results in various synergies for both companies.
The prototype of the new GDX 1000 cold glue monitoring sensor was installed in the folder-gluer alongside the PX 1000.
With its high resolution and innovative measuring principle based on the latest electronics, it guarantees even more reliable control of the gluing process right up to the highest machine speeds, which is a massive plus for demanding folding cartons applications.
“The GDX 1000 greatly simplifies the monitoring of glue-free areas,” says Terracciano.
“Machine operators no longer have to define blind-out areas along the edges when setting up the quality control parameters,” he explains. “In teach-in mode, the high-performance sensor detects them independently on printed glue flaps during production, while set-up times have been reduced to a minimum and input errors essentially ruled out.”
The WestRock plant in Düren and Baumer hhs have been collaborating for many years to advance adhesive application in folding carton production.
Thanks also to more reliable measurement results, production stops and reject rates have been further minimized to increase both productivity and quality.
Gone are the days in the production of crash-lock bottom or four-/six-corner boxes when glue-free areas on color transitions , and angled edges were identified as defects and the blanks ejected, when the boxes were in fact flawlessly glued.
The GDX 1000 detects only real defects in the gluing process, according to Baumer, and it does so with unmatched reliability.
The high precision of the PX 1000 in applying adhesive goes hand-in-hand with the high reliability of the GDX 1000 in monitoring glue-free areas, according to plant manager Matzke.
“This new equipment makes it easier for us to meet specified reliability and quality targets with our packaging products,” Matzke states. “It helps us to further reduce our quality costs, meaning the costs of both control and defects.
“That is a tremendous help in our day-to-day operations,” Matzke points out. “And higher reliability in production naturally improves the sustainability of both the production process and the packaging.”
The user interface on Baumer hhs’s Xtend3 controller also was optimized for greater convenience in close collaboration with the WestRock plant in Düren.
Machine operators now have direct access on the Xtend3 to all important machine functions, which saves them time searching through sub-menus.
They can select individual application heads right from the menu. To simplify required entries in the sub-menus, operators can toggle between them using simple swipe gestures. Furthermore, the various visualizations, for instance of adhesive monitoring, are now much more practical.
General system operation via the user interface on the Xtend3 controller was also enhanced at the plant. For example, the Xtend3 supports different levels of access authorization for different users.
Specific functions are only accessible if users have been assigned the corresponding access authorizations. This prevents machine operators from switching off certain functions.
In addition, jobs can be assigned specific functions, which subsequently must be actively used. Today, many packaging producers all over the world are using these options to increase the reliability of their production processes.
“We are very fortunate in that all our machine operators are so well-trained that we no longer need this option,” notes Terracciano.
The new Xtend3 controllers provide comprehensive machine and process data on adhesive application that can be used to further optimize this production step.
In other words, the controllers can be perfectly integrated in
Industry 4.0 environments.
“Xtend3 gives us numerous options in this regard. We will be putting them to use in future to conduct root cause analysis and to document our product quality,” says Terracciano.
For example, with its Xtend3 systems, the plant can easily generate production reports to document which quality assurance methods were used for which jobs, whether systems signalled any errors during production, and what countermeasures were taken. The reports can be made available to customers in PDF format.
Currently, the new PX 1000 cold glue head and new GDX 1000 cold glue monitoring sensor are in operation on two of five folder-gluers at the WestRock plant., with three of the machines upgraded from Xtend2 to Xtend3.
“If it were up to our machine operators, we would install the new equipment on all our folder-gluers right away,” says Terracciano. “As soon as that happens, it will boost process efficiency throughout the gluing department.”
Says Terracciano: “Adhesive application is a key quality parameter in packaging production, and we need to be able to rely on our equipment 100 per cent.
“That’s why Baumer hhs is a very important partner for us,” he concludes.
Adds Matzke: “Their high-performance equipment and services enable us to produce reliable quality for our customers, which includes avoiding product mix-ups.
“Our customers know that we equip all our machines with technologies that essentially eliminate errors, especially in adhesive application.
“The name Baumer hhs has always stood for premium quality,” Matzke sums up, “and the new equipment gives us new options in folding carton production that we never thought possible before.”
www.baumerhhs.com
www.westrock.com
PURE MASTERCLASS
New state-of-the-art food packaging plant equipped with two BOBST folding-gluing lines for high-speed production of frozen food boxes
At its brand-new and highly efficient ‘Smart Factory’ in Rinteln, Germany, GDP Foodpackaging GmbH & Co has been producing food packaging on a grand scale since the start of this year.
Headquartered in Bielefeld, Germany, the company’s new state-of-the-art production plant is situated on more than 65 hectares of land in Rinteln, in Germany’s northwest, to manufacture high-quality paperboard packaging for food products.
Focusing primarily on frozen foods, the plant has capacity to product over produces 750 million frozen pizza boxes per year, which are processed on two MASTERFOLD 75 folder-gluers from leading Swiss printing and converting machinery manufacturer BOBST Group. (www.bobst.com) Both high-speed machines—equipped with robotics and
Bärbel Wetenkamp, Chief Operating Officer,
GDP Foodpackaging GmbH & Co.
fully automated—are currently still put into operation and are installed with an EASYFEEDER 4 pre-feeder and a CARTONPACK 4 automatic packer with an integrated case erector.
Reaching operating speeds of up to 600 m/ min, the MASTERFOLD 75and is not only the highest-capacity folder-gluer, but is in fact high-performance line for the manufacture of folding cartons on the market, according to BOBST.
“The MASTERFOLD 75 from BOBST is the best folder-gluer to meet the demands at our new plant in Rinteln,” concurs Bärbel Wetenkamp, chief operating officer at GPD Foodpackaging.
“It is established on the market and has a reputation among packaging manufacturers the world over for reliable high performance,” Wetenkamp states.
What’s more, the exceptional versatility and very short setup times of the MASTERFOLD 75 support quick production changes—another crucial advantage of the machine.”
The MASTERFOLD 75 , and its EASYFEEDER 4 and CARTONPACK 4 peripherals, work reliably with a wide range of different packaging materials—another important criteria for GPD Foodpackaging.
“The plans for our new plant focused on attaining significant savings, in particular in energy and paper consumption, as compared to conventional packaging manufacturing,”
Wetenkamp notes.
“One way to achieve this is by replacing virgin-fiber paperboard with recycled paperboard,” says Wetenkamp, adding the two MASTERFOLD 75 lines in Rinteln will work with blanks of GD2 chromo duplex board at grammages from 200 to 500 g/m2.
When it comes to production, GPD Foodpackaging is breaking new ground at this plant in several ways.
Notably, it uses a web-fed offset printing system with rotary inline die-cutting specially set up for paperboard printing, which is unique in Europe.
Moreover, it works with food-safe, EB-curing ink, and its higher-than-average printing speed provides for impressive productivity.
The tried-and-true technology of both
BOBST folder-gluers earn them their rock-solid position in this innovative and fully automatic production process.
Says Wetenkamp: “Customers are impressed with our relying on this high-end technology for processing the blanks of finished packaging.”
The smooth interaction of the MASTERFOLD 75 with its peripheral devices ensures that the plant can count on maximum productivity from an uninterrupted folding and gluing process, while the EASYFEEDER 4 pre-feeders ensure quick, smooth and consistent delivery of blanks into the feeder of the folder-gluers, preventing production stops.
At the end of the MASTERFOLD 75 lines, the CARTONPACK 4 automatic packers gently fill the shipping boxes with up to 200,000 units of packaging per hour, while providing GPD
Foodpackaging with various end-of-line packaging options.
The GPD plant personnel can save the settings of individual production orders in the MATIC control of its folder-gluers and retrieve them at any time for repeat orders—further shortening the set-up time of these orders.
Moreover, plant management can access the machine data at any time via BOBST›’s productivity apps, and use them for analysis and process optimization.
“We look forward to working with these highend machine, as they fit right into our revolutionary production process”, says GPD Foodpackaging’s chief executive officer Henning. “BOBST is championing a drive to profoundly transform the packaging industry by making the entire production chain more agile and sustainable,” notes Hans Dreistein, a sales manager at Bobst Meerbusch and account manager for GPD Foodpackaging.
“The primary cornerstones are digitization, connectivity, automation, and sustainability,” Dreisten notes.
“With the new plant in Rinteln, GPD Foodpackaging is taking a big step toward packaging production that is in line with BOBST’s vision of the future” he adds.
“The high level of automation, productivity and reliability of our MASTERFOLD 75 lines will provide ideal support for this innovative process,” Dreistein concludes.
www.bobst.com
SUSTAINED MOMENTUM
Leveraging packaging line automation to move the needle on packaging sustainability
As many of the world’s leading food and beverage companies are quickly finding out, moving packaging sustainability from niche applications into mainstream mass manufacturing processes has been a daunting endeavor, often held back by the lack of speed and scale these manufacturers need to make a real significant impact with their sustainability strategies.
With much of the existing global stock of operating packaging machinery having been designed to work with packaging materials that have proven to be highly problematic to achieving the vaunted Circular Economy goals of closed-loop packaging recovery, recycling and reuse, simple material substitution has often proved to be a noble but inadequate strategy for meaningful environmental footprint reduction due to the lack of not just the volumes of planet-friendly packaging materials, but the ability of their packaging machines to process these materials at the same production speeds and
efficiency levels as with the packaging they are meant to replace.
Happily, progressive companies like the Atlanta, Ga.-headquartered paper packaging systems manufacturer WestRock Company (www.westrock.com) are working tirelessly to narrow that gap with a new breed of highly automated packaging line solutions that can enable CPG (consumer packaged goods) manufacturers to really move the needle on packaging sustainability.
As an integrated producer of both paper packaging and the machinery used to apply that packaging onto all sorts of consumer products, the company has earned plenty of industry-wide praise in the last few months with the introduction of its CanCollar Eco paperboard packaging solutions—developed to replace plastic ring carriers widely used in beverage container multipacks—along with the advanced highspeed packaging machinery to support their widespread implementation by leading beverage producers.
Over the last two years, three major global beverage producers have installed WestRock’s CanCollar Eco packaging line technologies at their operations, including:
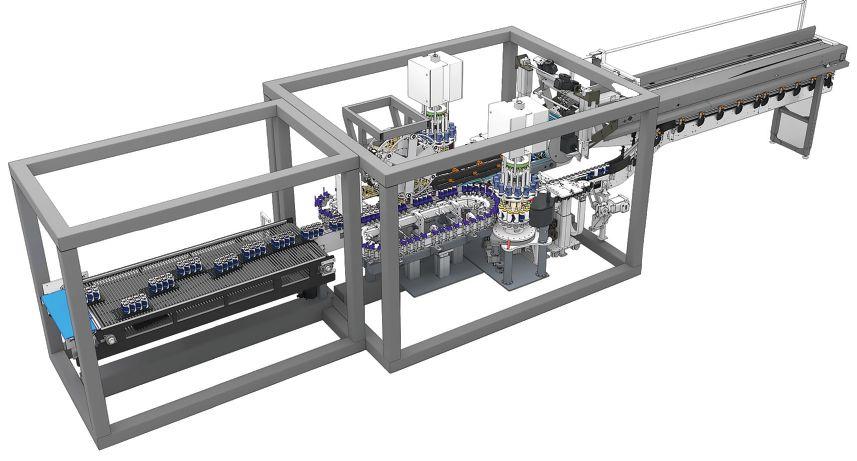
A schematic drawing of the automatic CanCollar Fortuna mcahine cpable of applying the CanCollar Eco paperboard clips to beer cans at lightning speeds of up to 2,000 cans per minute.
Chris Davidson, Director, Corporate Sustainability, WestRock Company.
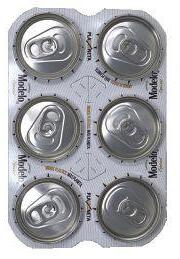
• Leading Mexican brewing company Grupo Modelo partnering with WestRock and Grupo Gondi in transitioning to CanCollar Eco packaging in Mexico, eliminating over 100 tons of plastic waste.
• Asahi Breweries, Ltd., one of the largest Japanese beer companies headquartered in Tokyo, introducing CanCollar Eco Plus technology to the Japanese market.The initiative is projected to reduce their paper usage by 8,000 tons, and the GHG (greenhouse gas) emissions associated with material production by 7,400 tons.
• WestRock implementing the CanCollar Eco paperboard can ring technology with CocaCola European Partners in Spain in 2020, making it the first European country to roll out these sustainable rings on multipack cans. The use of CanCollar through this partnership is projected to save more than 18 tonnes of plastic annually.
Recently, the Canadian Packaging magazine caught up with WestRock’s director of corporate sustainability Chris Davidson to relate the company’s efforts to scale up the conversion to sustainable packaging worldwide through improved automation capabilities.
Q. Please explain how advances in automation are making fiber-based alternatives like CanCollar Eco more cost-effective for the food and beverage industry.
A. Across industries, automation allows us to drive innovation that helps our customers optimize their operations, reduce costs and drive efficiency at scale.With automated processes, our customers can optimize resources used, enabling them to reduce electricity and water usage to lower their transport carbon footprint.
Sustainable, fiber-based packaging and plastics replacements are generating significant interest and greater market demand. Our broad portfolio of innovative fiber-based solutions, many of which are engineered to match the performance of plastic, make WestRock uniquely positioned to take advantage of this shift.
In the beauty segment, rigid tube packaging is increasingly becoming of interest for products like deodorant or lipstick. Even cosmetic palettes are now available in a fiber-based format, as consumers become more discerning about waste and the environment.
In grocery, many of our partners are being asked by consumers to help them load less plastic into their shopping carts. We recently launched our EverGrow produce packaging, which is a recyclable alternative to single-use plastic.
We partnered with Liquibox to develop a new SIOC (Ships in Own Container), bagin-box e-commerce solution for liquid products. It leverages one of our automation offerings—the Meta box design for speed and flexibility in case forming.This packaging replaces rigid containers, while helping liquid products arrive safely at their destination.
Q. Please describe the automation process and equipment used in the production and application of Can-Collar Eco packaging.
A. Our CanCollar Eco is compatible with our CanCollar Fortuna, Chunk and Corsair
automation platforms.
The CanCollar Fortuna is the fastest and most flexible of the CanCollar automation systems, running up to 2,000 cans per minute.
Designed for mid-speed can lines, the Corsair system can run up to 240 cans per minute. Given its speed and size, it’s typically best-suited for craft or artisanal beer.
As the only manual option of the can multipack systems, the Chunk system is a collapsible table that supports multiple can sizes with one simple height adjustment. Despite being manual, the application can process for 24 cans only takes 12 seconds.
While all three systems work with CanCollar Eco, optimal operations would vary by system. The CanCollar Fortuna is best suited for larger businesses that rely on that level of speed to package their products in a timely manner.
The base model will run CanCollar Eco, and there are additional modules available that support capabilities—including a can orientation module that individually orients every can for increased shelf appeal or hidden barcodes.
The machine choice all depends on what the customer is looking for in terms of speed, pack format and flexibility, and we provide several options to meet their specific needs.
Q. What is driving market demand for the development of sustainable packaging such as CanCollar Eco?
A. We’re seeing plastic replacements as a rising priority for businesses and consumers across the globe. Consumers want to put their money behind products that are better for the planet, as well as businesses that are conscious of the environmental impact of their packaging. It’s increasingly important for brands to create sustainable packaging alternatives as many countries, including Canada, are passing legislation to reduce the use of plastic packaging.
The CanCollar Eco system provides a glue-less, recyclable alternative to plastic shrink film and plastic rings that function to bundle cans together—making them easier to transport.
The CanCollar family, including CanCollar Eco, provides an easy solution for businesses and brands to reduce their plastic usage in this area. In fact, we had heard directly from our customers that they wanted to further reduce and remove plastic from their operations, specifically with alternatives for securing cans in trays.
Q. How big is the market for such sustainable packaging?
A. Sustainable packaging and plastics replacements are generating significant interest and greater market demand. We are seeing increasing movement from plastic to fiber-based packaging as a result.
According to a recent Global Buying Green Report, 67 per cent of consumers identified that it’s important that the products they purchase be packaged in recyclable materials. This shift has encouraged brands to look for sustainable solutions to their packaging options. As conversations continue around how we will address climate change, we expect that compan-
Q. Are there plans to introduce CanCollar Eco packaging to the Canadian marketplace in near future?
A. We are continually looking to partner with customers to deliver solutions to their specific packaging needs and their sustainability targets. The CanCollar Eco technology is currently used across the U.S., Spain, Japan and Mexic,o and we look forward to working with partners to introduce this innovative solution to the Canadian market.
Earlier this year, we partnered with our customers, Grupo Modelo and Asahi Breweries, to introduce CanCollar Eco to the Americas and Japan, respectively. By using this innovation, Grupo Modelo will be able to avoid 335 tons of packaging waste annually, and Asahi will reduce the amount of paper used by roughly 8,800 tons annually Partnerships like these will help advance our journey towards a Circular Economy around the world, and they are a very important part of our sustainability journey as a packaging provider.
Q. Why is packaging sustainability such an important priority for WestRock?
ies will further prioritize adopting sustainable packaging to reduce their footprint across their supply chains.
For instance, we’ve already partnered with customers like Kraft Heinz, Nestle, GSK, Coca-Cola and Grupo Modelo, who are all were looking for renewable and recyclable packaging options to reduce plastic usage. We look forward to fostering new partnerships and designing new packaging innovations that will help us continue towards our shared goal of a more sustainable future.
Q. What kind of board is used in the construction of CanCollar Eco packaging? What are some of the practical benefits that this packaging offers?
A. Our CanCollar Eco design is made of a single ply of WestRock’s CarrierKote paperboard, which maintains its strength under wet conditions. The design is engineered to use as little material as possible, while still achieving performance requirements. Unlike a typical cardboard box that would cover the entire product, CanCollar Eco only uses a compact paperboard clip to hold the upper part of the cans, making the design recyclable wherever beverage cartons are accepted.
Due to CarrierKote’s special clay coating, CanCollar’s surface provides a great base for customers to print on or embellish their brand messaging.
The key feature of the CanCollar Eco is the unique tooth design that tightly hold the multipack cans by the rim, allowing us to use as little packaging as possible to secure the product.
We are very proud of this design, and the CanCollar technology recently won the Sustainability Award of the Year recognition from the Paperboard Packaging Council (PPC) through our partnership with Coca-Cola Europacific Partners and Lervig Brewing.
A. The promise of a sustainable future begins with healthy forests, so our commitment to sustainability begins with our sustainable forestry practices.
We’re committed to working alongside family land-owners and environmental partners to ensure environmental and economic benefits for our communities and the forests where we operate.
Fiber-based packaging is a sustainable alternative to plastic, but we want to ensure that we’re doing more than simply offering a sustainably-sourced product.
By considering sustainability at every phase of the package’s life cycle, we design rightsized solutions to avoid excess packaging waste with renewable and compostable.
Creating a more sustainable future will take collaboration across industries. There’s no one-size- fits-all solution, so we innovate our products by solving our customers’ biggest challenges. Our broad and ever-growing portfolio of innovative fiber-based solutions, many of which are engineered to match the performance of plastic, make WestRock well-positioned to take advantage of the demand for sustainable packaging.
Our emphasis on sustainability extends through the entire product life-cycle as we also have our recycling facilities. Fiber can be recycled up to seven times, so our recycling facilities allow us to maximize the usage of the materials we source.
As a sustainability leader in the packaging industry, we are committed to long-term improvement and will continue to take active steps towards advancing the circular economy.
Leveraging 18 recycling plants across the United States, WestRock recycles eight million tons of materials per year—far exceeding our 5.5 million tons of recycled-fiber consumption, and we have already invested US$7.7 million in developing brand new recycling technologies so far through 2022.
www.westrock.com
The Can Collar Eco paperboard clip utilizes an innovative tooth design to ensure a tight hold of the multipack beer cans, while providing a good surface area for brand messaging.
WestRock’s CanCollar packaging used by Kraf Heinz to make multipacks of popular canned products in fully-recyclable and renewable one-ply paperboard packaging.
MAKING CONTACT
Printing inks leader launches new sheet-fed offset ink series for direct food contact applications
Always looking for ways to produce more creative packaging and more space for product information, leading printing inks manufacturer hubergroup
Print Solutions is making it all possible with its new MGA CONTACT range of sheetfed offset ink.
Thanks to raw materials which have been carefully selected, the ink series is suitable for safe printing on the inside of paper and cardboard food packaging.
Together with the right hubergroup dispersion varnish, MGA CONTACT is approved for direct contact with food, meaning that no functional barriers are required.
The color gamut and light fastness of this ink series, now commercially available across the globe, are claimed to be comparable with those of conventional offset inks.
“With MGA CONTACT, brand-owners and packaging designers now have twice as much space to display their messages and information,” saya Josef Sutter, European product manager for sheetfed/UV products at
hubergroup. (www.hubergroup.com)
“This way, packaging for fresh fruits, vegetables or chocolates can feature a more attractive design.”
As Sutter points out, this is possible because the ink specialist only uses ingredients which have been authorized for direct contact with food in accordance with EU guidelines and FDA criteria.
Produced at a separate production facility at hubergroup’s plant in Celle, Germany, MGA CONTACT achieves the same process stability in printing as other MGA ink series, so printers do not need to make any adjustments.
The ink series only needs to be coated with a dispersion varnish, which is also suitable for direct contact with food. For this, hubergroup recommends products of its ACRYLAC DFC (Direct Food Contact) range.
With its excellent light fastness and a large color gamut, the MGA CONTACT is perfect for folding-carton producers wanting to let their creativity rein, according to hubergroup, while its proprietary sustainable formulation also makes the new ink series widely recyclable in most conventional waste-streams. www.hubergroup.com
INTO THE FOLD
New BOBST folder-gluer range designed to set new standards for performance and reliability
Leading global manufacturer of print and packaging technologies BOBST has revealed a hotly anticipated brand-new addition to its machine line-up with the unveiling of the NOVAFOLD folder-gluers.
Launched earlier this year, the addition solidifies the brand’s folder-gluer range as one the of most diverse and high-performance available to today’s packaging print-
ers and converters, according to BOBST Group . ( www.bobst. com)
With its folder-gluer portfolio also comprising the well-proven and time-tested VISIONFOLD 50-110, EXPERTFOLD 50-110 and MASTERFOLD 75-110 , the new NOVAFOLD 50, 80 and 110 folder-gluer models offer a powerful blend of reliability, precision and versatility to produce a wide variety of box styles, across a range of substrates, at speeds of up to 300 meters per minute.
Like other BOBST folder-gluers, NOVAFOLD can be easily equipped with dedicated devices or peripherals to further enhance their performance.
“At BOBST, we’re proud to put our customer needs at the forefront,” says Pierre Binggeli, product line director for folder-gluers at BOBST.
“By identifying the actual real-world needs of the industry and using that to inform our product development, we are delivering solutions that make a true commercial difference,” Binggeli states.
“The new NOVAFOLD is an example of this approach in practice,” he expands, “and we’re proud to launch this new machine for BOBST customers.
“The new folder-gluer has the essential range of efficient and reliable features, from highly steady feeder through to blank
aligner, accurate pre-breaker, flexible crash-lock module and four- and six-corner device.
“Its technology allows to produce easily all the standard packaging,” he says, “opening the way towards diversification for printers and converters looking to expand their capabilities.”
According to BOBST, the new machine range also benefits from rapid set-up on all types and most sizes of four- and six-cornered boxes, produced at speeds of up to 18,000 boxes per hour.
The machine’s operator-friendly HMI (human-machine interface) terminal allows for all settings to be saved, with automated positioning and remote control for precision and faster job changes.
The NOVAFOLD can also be equipped with the ACCUEJECT complementary device, which provides enhanced quality assurance. Operating in conjunction with all commonly used
glue application systems, ACCUEJECT automatically ejects boxes which do not meet the quality control specifications.
According to BOBST, the device guarantees 100-percent ejection of faulty boxes at full speed and enables to deliver consistent, high-quality finished products.
As Binggeli explains, “There is huge market appetite for solid, dependable machines that deliver a combination of quality and efficiency alongside the robust design needed to deliver time and again.
“That’s precisely what converters get with BOBST machines,” Binggeli asserts. “With pure reliability and performance in one package, NOVAFOLD truly is the essence of BOBST expertise: user-friendly ergonomics, waste reduction, and superior quality performance.”
www.bobst.com
THE KODAK MOMENT
New digital printing press
propels Kodak into the industry spotlight again
Winning industry trophies and accolades is fast becoming second nature for image processing systems and technologies pioneer Kodak (www. kodak.com), which has been as a winner of the European Digital Press Association’s 2021 EDP Award.
The coveted recognition—achieved in the Industrial Print & Finishing Solutions, Best Folding Carton Solution category—makes it five years in a row that the Rochester, N.Y.-based company has won at least one of the European industry’s top international awards for printing excellence.
This year, the company picked up its honors in recognition of its revolutionary new KODAK ASCEND Digital Press. Said to be the first electrophotographic (EP) press designed specifically to print heavy weight substrates at long lengths with CMYK and flat foil embellishments in one pass, the press uses eco-friendly KODACHROME dry inks to provide a non-hazardous working environment and sustainably recyclable print. The ASCEND Digital Press enables any company to enter
“The press opens up new markets for users without having to forego classic digital printing applications.”
the retail/point-of purchase (POP) and folding carton markets with a more productive and cost-effective solution than current EP presses or flatbed inkjet, according to Kodak.
It also provides a complete press and embellishment system for about the price of a single-purpose digital enhancement press.
In the retail/POP (point-of-purchase) area, the ASCEND Digital Press is a perfect solution for producing retail signage with sizes of up to 48 inches in length at speeds up to 5,280 square feet per hour.
The machine is also ideally suited for short-run packaging jobs like small folding-carton boxes, blister cards, food boxes and belly bands. Moreover, the versatile press can combine high-quality printing and in-line print embellishment in the production of commercial jobs, such
as book covers, greeting cards, trading cards, etc.
Explaining their decision to grant this award to Kodak, the EDP Awards judging panel commented:
“The fact that the jury nominated a universal solution like the KODAK ASCEND Digital Press for this category is due to the uniqueness of the machine.
“More than just an ordinary toner press, it combines CMYK printing with foil finishing in a single pass, as well as printing on board and large-format sheets.
“The press opens up new markets for users without having to forego classic digital printing applications.”
Says Kodak’s chief executive officer Jim Continenza: “We are thrilled to have won the prestigious EDP Award for our latest digital press.
The ASCEND Press is proof of
Kodak’s commitment to the printing industry and investing in leading-edge solutions for digital print.
“The new ASCEND Press will help our customers capitalize on opportunities in the growing shortrun packaging and retail POP segments without the long run requirements of litho,” Continenza says, “or the cost and complexity of large-format inkjet printers.”
Established in October 2006, EDP Association is an alliance of 21 leading digital print periodicals from all over Europe.
Since 2007, the annual EDP Awards competition has honored the best and most promising new innovations in presses and systems, software, substrates, inks, materials, enhancement solutions and finishing systems for the digital sector. www.kodak.com