[05] Digital Farbrication_Lab (DF Lab) Acoustic Pavilion, MPavilion Parkville Team work Melbourne, VIC, Australia 2025 Feb. - June.(Semester 1 In Melbourne Univeristy)
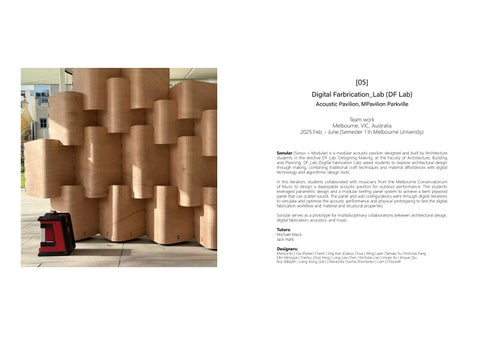
Sonular (Sonus + Modular) is a modular acoustic pavilion designed and built by Architecture students in the elective DF_Lab: Designing Making, at the Faculty of Architecture, Building and Planning. DF_Lab (Digital Fabrication Lab) asked students to explore architectural design through making, combining traditional craft techniques and material affordances with digital technology and algorithmic design tools. In this iteration, students collaborated with musicians from the Melbourne Conservatorium of Music to design a deployable acoustic pavilion for outdoor performance. The students leveraged parametric design and a modular kerfing panel system to achieve a bent plywood panel that can scatter sound. The panel and wall configurations went through digital iterations to simulate and optimise the acoustic performance and physical prototyping to test the digital fabrication workflow and material and structural properties. Sonular serves as a prototype for multidisciplinary collaborations between architectural design, digital fabrication, acoustics, and music. Tutors: Michael Mack Jack Halls Designers:
Monica Ko | Gia (Parker) Chenh | Jing Xian (Dalius) Chua | Wing Laam (Tamae) Yu | Nicholas Pang Ellin Minogue | Tianhui (Zoe) Feng | Long-Lee Chen | Nicholas Liao | Vivian Xu | Xinyue Qiu Roy AlBayeh | Liang Xiong (San) | Alexandra (Sasha) Khomenko | Liam O'Donnell