

E DESENVOLVIMENTO


EDITORIAL
CTCV: 40 anos de tecnologia, indústria e futuro
Celebrar 40 anos é celebrar um percurso coletivo — feito de pessoas, de conhecimento, de compromisso e de ligação à indústria portuguesa. Desde 1985, o CTCV tem estado na linha da frente da modernização industrial, apoiando a inovação, a competitividade e a sustentabilidade das empresas dos setores da cerâmica, do vidro e dos minerais, e afirmando-se como parceiro estratégico na transição tecnológica do país.
As comemorações oficiais deste marco histórico, que têm lugar no Convento de São Francisco, em Coimbra, simbolizam mais do que uma efeméride: representam a continuidade de uma missão e a projeção de um futuro que o CTCV quer partilhar com todos os que ajudaram a construir esta história — empresários, técnicos, investigadores, entidades públicas e académicas.
Este é também um momento para olhar em frente. Num contexto em que a descarbonização, a digitalização e a economia circular se tornaram imperativos estratégicos, o CTCV reafirma o seu papel como agente catalisador de inovação e sustentabilidade industrial, acompanhando a indústria na adoção de soluções tecnológicas que promovem maior eficiência energética, menor impacto ambiental e mais valor acrescentado.
Nesta edição especial da TÉCNICA, damos particular destaque a duas iniciativas que traduzem essa energia de futuro: os posters a concurso, que espelham a criatividade e a diversidade do conhecimento técnico e científico produzido nas várias áreas de atuação do CTCV e das suas equipas; e o Portfólio de Projetos de Inovação e Desenvolvimento 2025, que apresenta uma amostra viva do trabalho que o Centro desenvolve em parceria com empresas, universidades e centros de investigação.
Projetos que demonstram como o conhecimento aplicado se transforma em inovação real, em novos produtos, processos e soluções que fortalecem o tecido industrial e projetam Portugal como referên-
cia europeia em tecnologia, sustentabilidade e materiais avançados.
Quarenta anos depois, o CTCV continua fiel à sua essência: estar ao lado da indústria, transformar desafios e conhecimento em oportunidades e antecipar o futuro, inovando. É essa visão que nos trouxe até aqui — e que continuará a guiar-nos nos próximos 40 anos.
Jorge Marques dos Santos Presidente do Conselho de Administração do CTCV
FICHA TÉCNICA SUMÁRIO
2025 // #31 | OUTUBRO/NOVEMBRO | Bimestral
Editorial
O quadragésimo aniversário do CTCV
CTCV 40 Anos de História e de compromisso com a Indústria
PorCoating — Functional and intelligent coatings for porcelain
Desenvolvimento de geopolímeros a partir de resíduos da mineração em Portugal
A sustentabilidade na Indústria Cerâmica: as potencialidades da radiação laser
Impressão 3D com pasta cerâmica manuseada por um braço robótico YASKAWA
Desenvolvimento de peças de porcelana por manufatura aditiva cozidas em forno elétrico: abordagens disruptivas no setor da cerâmica decorativa
CiPoCer – Circularidade de resíduos poliméricos do setor cerâmico
Design e sustentabilidade: desenvolvimento de um lavatório inteligente
Rumo à Circularidade na Indústria de Louças Sanitárias: Incorporação de lamas da ETARI em pastas cerâmicas
Circularidade nas Pastas de Grés para Prensagem Isostática e Monocozedura de Louça Doméstica
Utilização de hidrogénio na cozedura de cerâmica utilitária de grés fino
Testes preliminares de um permutador para recuperação de calor residual
Caracterização do potencial de recuperação de calor residual e valorização com ORC
Aproveitamento de calor residual de fornos cerâmicos com bombas de calor de alta temperatura
Green synthesized hydroxyapatite for bioactive and antibacterial coatiings on Ti-6A14V via electrophoretic deposition
Thermo-exergetic perfomance comparison of organic rankine cycle configurations for low-grade industrial waste heat recovery
LOFT® SANWARE. Pastas para Louça Sanitária Vitreous China de Baixa Temperatura de Cozedura
Ferramenta digital para recuperação de calor na indústria cerâmica e da cristalariainovação para a eficiência energética
Iron tailings geopolymer tiles: a low-carbon alternative to traditional ceramics
LaserCer – Tecnologias Inteligentes de Manufatura Aditiva por Laser para Cerâmica
LaserMarKer - Desenvolvimento de soluções Laser para rastreabilidade e personalização de produtos cerâmicos
Modelação, simulação e virtualização de fornos híbridos: inovação para a eficiência e neutralidade carbónica na indústria cerâmica
Portfolio de Projetos de Inovação e Desenvolvimento 2025
Propriedade, Edição e Redação
CTCV - Centro Tecnológico da Cerâmica e do Vidro
Rua Coronel Veiga Simão, 3025-307 Coimbra (T) 239 499 200 (E) comunicacao@ctcv.pt (W) www.ctcv.pt NIF: 501632174
Diretor Diretor-Adjunto
António Baio Dias Sofia David
Subdiretor Editor
Sandra Carvalho Jorge Marques dos Santos
Coordenador
Nuno Nossa
Colaborações
A. Baeta, A. Barros-Timmons, A. Ferreira, Alfredo Marques, A. Rosmaninho, Andreia Santos, A. Saraiva, A. Sousa, A.T. Fonseca, Bárbara R. Gomes, C. Calheiros, C. Direito, C. Garrido, C. Lobo, C. Miranda, C. Pinto, Deborah Arduin, D. Santo, D. Vieira, E.J. Ribeiro, F. Azedo, F. Carradas, F. Lázaro, Fernando Rocha, F. Vaz, G. Fernandes, G. Junior, G.R. Silva, H. Monteiro, Honório Campante, I. Almeida, I. Rondão, I.S. Vilarinho, J. André, J.B. Ribeiro, J. Carneiro, J. Carvalheiras, J. Domingos, J.F. Pinto, J. Labrincha, J. Luís, J. Marinheiro, J. Marques, J. Monteiro, J. Morgado, J. Mota, J.M. Ribeiro, J. Silva, L.C. Costa, L. Ferreira, L. Hennetier, Luiz Pereira, L. Pinheiro, L. Pires, L. Tarelho, M. Caldeira, M. Capela, M.D. Santos, M. Figueiredo, M. Marques, M. Martins, M. Monteiro, M.N. Capela, M. Oliveira, M.P.F. Graça, M. Roque, M. Santos, M. Silva, M.P. Seabra, M. Relva, N. Ferreira, N.M. Ferreira, N. Gama, P. Almeida, P. Cardoso, P. Faia, P. Lima, P. Mata, P. Mónica, P. M. Vilarinho, P. Nunes, P. Seabra, P. Silva, P. Vigário, R. Alexandre, R. Faria, R. Silva, R. Mendes, R. Ribeiro, Slavka Andrejkovičová, S. Alves, S. Batista, S. Bezerra, S. Caldas, S. Carvalho, S. Devesa, S. Fernandes, S. M. Olhero, S. Soreto Teixeira, S. Tiago, S. Wahane, T. Araújo, T.C. Marques, T. Silva, V. Cardoso, V. Ferreira, V. Francisco, Y. Hatta, Z. Benzarti
Design e Arte Final
José Luís Fernandes
Capa
Projetada usando recursos da Adobe Firefly
Impressão
Gráfica Almondina - Progresso e Vida; Empresa Tipográfica e Jornalistica, Lda Rua da Gráfica Almondina, Zona Industrial de Torres Novas, Apartado 29, 2350-909 Torres Novas (T) 249 830 130 (E) geral@grafica-almondina.com (W) www.grafica-almondina.com
Tiragem
250 exemplares
Publicação Periódica inscrita na ERC (Entidade para a Comunicação Social) com o nº 127420
Estatuto Editorial disponível em https://www.ctcv.pt/estatuto-editorial.pdf
É proibida a reprodução total ou parcial de textos sem citar a fonte. Os artigos assinados veiculam as posições dos seus autores.

Espectrómetro de fluorescência de raios-X com dispersão de comprimento de onda.

Performance excecional com baixa manutenção graças à geometria ótica invertida, única no mercado, que evita a contaminação da ampola de raios-X e dos detetores.

O quadragésimo aniversário do
CTCV
Alfredo Marques
Membro não executivo da Administração do CTCV entre maio de 1997 e abril de 2000
É com muito gosto que escrevo estas linhas, em forma de depoimento, no quadragésimo aniversário do CTCV. Fui membro não executivo da Administração do CTCV entre maio de 1997 e abril de 2000. Com o mesmo estatuto, fiz também parte da Administração de outro Centro Tecnológico aproximadamente no mesmo período. Esse facto permitiu-me, ao mesmo tempo, ver o CTCV em si mesmo, e por comparação com um seu congénere. Pude, aliás, comparar não apenas com esse outro, mas com vários congéneres, pois tive a oportunidade, nesse período, e antes e depois dele, de observar a atividade de outros Centros.
Não me era desconhecido, anteriormente, o papel que cabia a estas entidades, sobretudo pelas funções que tinha tido a oportunidade de exercer na Comissão Europeia durante cerca de uma década, na então designada Direção-Geral da Concorrência, onde me ocupei dos auxílios de Estado atribuídos às empresas, em Portugal e nos restantes Estados-membros. Colocava-se alí, nessa altura, (entre 1986 e 1996) a questão de saber se, nos Estados-membros menos desenvolvidos, como Portugal, havia falhas de mercado na assistência técnica às empresas, ou seja, falta de oferta de serviços técnicos por operadores privados, que pudessem justificar a intervenção do Estado na criação de entidades que colmatassem essas falhas e disponibilizassem às empresas, a preços subvencionados, a assistência técnica de que elas necessitavam. Ou seja, se essa assistência continha auxílios de Estado, que precisariam de ser controlados pela política comunitária de concorrência.
O bom senso prevaleceu, e o apoio do Estado aos Centros Tecnológicos e entidades afins não foi posto em causa. Caso contrário, seria mais um ónus para a competitividade das empresas destes países, que, para além das suas fragilidades próprias, não beneficiavam de uma envolvente rica na oferta de serviços (públicos e privados) de qualidade e a preço acessível, mas tinham de competir diretamente com as suas congéneres dos países desenvolvidos, onde essa envolvente existia. Ou seja, na fase inicial da abertura (súbita e total) à concorrência externa de uma economia, como a portuguesa, com pouca densidade no seu tecido produtivo, é preciso preencher todos os interstícios deste tecido, para dar resposta a todas as necessidades da produção. O Estado tem, assim, um papel a desempenhar, em especial nas economias de pequena dimensão.
A experiência que vivi no CTCV foi de uma grande riqueza a vários títu-

los. Em primeiro lugar, impressionou-me o elevado nível dos quadros dirigentes do Centro, assim como a muito boa qualidade profissional média dos técnicos da casa. Em segundo lugar, tive a oportunidade de conhecer com razoável pormenor o principal setor para o qual o CTCV trabalhava, mas também outros setores aos quais, crescentemente, prestava assistência. Esse progressivo alargamento das suas áreas de atividade mostrava a polivalência dos seus quadros técnicos e a boa reputação que o Centro tinha no mercado. Mas mostrava também que as fronteiras entre os setores económicos se estavam a esbater e que, cada vez mais, havia transferência de conhecimento de uns para outros. Depois de terminar o meu mandato, continuei a acompanhar a evolução da atividade do CTCV, e pude verificar que esse alargamento do seu campo de atividade prosseguia.
Fazendo desde já uma comparação com outros Centros afins, era claro que o CTCV se encontrava entre os melhores do país. O setor da cerâmica e do vidro (cristalaria) confrontava-se com problemas de vários tipos, que, para além dos que eram comuns às empresas de outros setores, iam desde a rarefação de algumas matérias-primas até aos elevados custos em matéria de energia, incluindo o não acesso inicial de uma parte das empresas ao gás natural, quando este começou a ser fornecido ao setor empresarial. Os empresários do setor viam, porém, no CTCV um grande trunfo para o desenvolvimento da sua atividade, pelos serviços técnicos que prestava empresa a empresa, mas também pela sua interação com a APICER. A unidade do setor, para a qual o CTCV contribuia fortemente, era uma força poderosa para vencer as adversidades.
Em 2000, quando terminei o meu mandato no CTCV, estava-se já numa época de plena globalização, em que, nos países mais avançados, a componente doméstica da produção, destinada ao mercado interno ou à exportação, estava a diminuir rapidamente devido à repartição das tarefas das cadeias de valor em diferentes setores por diferentes países. Porém, em Portugal, a cerâmica e a cristalaria mantinham os índices mais elevados do país de incorporação de valor doméstico na produção, o que passei a salientar, como economista académico nos foruns em que participava, assim como também nos papers que escrevia.
Ou seja, estas atividades encontravam-se entre os melhores amigos do PIB. Tínhamos, e temos, assim, num setor tradicional, uma âncora da economia nacional, quando os sistemas produtivos se fragmen-
tam internacionalmente. Esta capacidade de incorporação de valor doméstico na produção resulta da dotação do país em matérias-primas para as atividades em questão, mas, cada vez mais, também na capacidade de inovação das empresas do setor, para a qual o CTCV dá um contributo inestimável.
A inovação nestas atividades revela-se em vários planos: na qualidade intrínseca dos produtos fabricados, na sua utilidade, na variedade, diferenciação e design destes produtos, e ainda noutros atributos. Esta inovação traduz-se, naturalmente, pelo aumento do valor acrescentado e pela subida das empresas do setor para um patamar superior de competitividade, o que lhes permite uma muito maior projeção internacional. Para quem viu o setor quase descrente do seu futuro (com empresas a encerrarem e, quase todas, pouco ou nada otimistas), esta evolução virtuosa mostra que o futuro não é o que nos vai acontecer, mas o que nós vamos fazer. Esta máxima aplica-se a cada empresa, ao setor no seu todo e à economia nacional. As empresas fizeram, e continuam a fazer bem.
Um último aspeto da minha passagem pelo CTCV que quero salientar diz respeito à criação da TEandM. O CTCV possuía no seu centro de ensaios uma tecnologia de ponta pioneira em Portugal, no domínio dos revestimentos de superfícies de peças, componentes de equipamentos, ferramentas e instrumentos, submetidas a um elevado desgaste ou requerendo acabamentos ou outras melhorias particulares. O CTCV ia testando esta tecnologia, e considerava que havia condições para a passagem à fase da sua utilização produtiva e em larga escala.
Foi assim fundada, em 2000, a TEandM – Tecnologia, Engenharia e Materiais, S.A., spin-off do Centro, em parceria com a DURIT e com a participação de uma sociedade de capital de risco. Foi-me muito grato participar nas diligências necessárias à criação desta empresa tecnológica, que veio a ficar localizada no parque industrial de Taveiro. Foi igualmente um privilégio vir a acompanhar o seu desenvolvimento durante os primeiros anos da sua atividade, como membro dos corpos sociais da empresa, a que pertenci pela generosidade dos seus investidores, entre os quais, para além, naturalmente do CTCV, não posso deixar de salientar a DURIT. Foi uma experiência gratificante, que nunca esquecerei nem deixarei de agradecer a quem me proporcionou vivê-la.
Os meus parabéns ao CTCV pelo seu quadragésimo aniversário e por todo o percurso realizado até aqui. Afirmou-se como uma entidade de referência no panorama do sistema científico e tecnológico nacional. Estou certo de que, com o saber e a experiência adquiridos ao longo destas quatro décadas, e as capacidades internas que possui, continuará a desempenhar com excelência o seu papel de parceiro das empresas com as quais trabalha.

CTCV 40 Anos de História e de compromisso com a Indústria
Honório Campante
Diretor Executivo - Operações Industriais do CTCV entre 1994 e 2003
Antes de mais, uma declaração de interesses: escrever sobre o CTCV e sobre o percurso de 40 anos é algo que faço com emoção e orgulho, pelo privilégio de ser parte desta história.
A criação de centros tecnológicos em Portugal na década de 80, pela mão do então Ministro da Indústria e Energia, Doutor Veiga Simão, revelou-se uma estratégia fundamental para impulsionar o desenvolvimento da economia nacional, modernizar e aumentar a competitividade da indústria portuguesa para enfrentar os desafios da globalização. Com o objetivo de fomentar o investimento empresarial, a reestruturação de setores estratégicos e a competitividade do tecido empresarial, alavancados pelo benefícios da adesão europeia, esta estratégia contribuiu decisivamente para estimular a transição tecnológica, a inovação e a investigação, através de uma abordagem colaborativa entre universidades, empresas e instituições de investigação.
O CTCV desde cedo se assumiu como um dos exemplos mais destacados destas infraestruturas tecnológicas. O compromisso com a indústria para proporcionar às empresas do setor acesso a know-how técnico especializado resultou, em grande medida, do empenho e da liderança inspiradora do Eng. Vaz Serra e Sousa, que teve a visão e assumiu a missão de projetar as indústrias da cerâmica e do vidro para a vanguarda da tecnologia, formando, reunindo e consolidando uma equipa de notável valia técnica.
A estrutura técnica do CTCV, na sua maioria jovens técnicos, apoiados por profissionais com pergaminhos no sector e pelas universidades de maior proximidade, e suportados por uma infraestrutura laboratorial de vanguarda, desenvolveu projetos marcantes de I&D industrialmente orientada, e agilizou a transferência de conhecimento e tecnologias para uma indústria constituída por PME’s que, apesar da relevância para a economia nacional, evidenciava assimetrias de desenvolvimento (baixa produtividade, deficiências tecnológicas e lacunas de competências para a inovação) e que urgia reforçar em termos de competitividade internacional.
Uma orientação pragmática e centrada nas necessidades da indústria, uma postura de proximidade e de apoio direto e focado nas necessidades reais das empresas dos diferentes subsetores, constituíram-se pilares da modernização e da competitividade das indústrias
cerâmica e do vidro nacionais, alavancando a qualidade dos produtos, a modernização dos processos produtivos, a produtividade, a eficiência energética e a sustentabilidade ambiental.
Com uma organização altamente qualificada, motivada por novos desafios e pela inovação, o CTCV sempre teve a capacidade de se adaptar, de responder às necessidades das empresas, e de aproveitar, em cada momento, as oportunidades que os apoios estruturais foram disponibilizando, capitalizando-os em mais-valias para o desenvolvimento da indústria nacional.
A idoneidade com que sempre pautou a sua atividade, traduziu-se em reconhecimento das instituições governamentais de apoio, e isso também lhe permitiu marcar a agenda, participar ativamente em matérias fundamentais para o desenvolvimento industrial e contribuir, com determinação, para a defesa dos interesses da indústria. Foi assim quando dinamizou as áreas formação especializada e qualificação dos recursos humanos preparando-os para os desafios da indústria, foi assim sempre que esteve envolvido na normalização de produtos, foi assim quando respondeu aos desafios da transição energética e da sustentabilidade, em particular da promoção das melhores práticas ambientais, da economia circular ou da descarbonização.
A criação da RECET (Rede de Centros Tecnológicos de Portugal) foi também um momento marcante para o fortalecimento da base tecnológica em Portugal e para a competitividade de setores tradicionais, resultando no reforço da cooperação e parceria estratégica das infraestruturas tecnológicas, com notáveis sinergias de recursos e conhecimento, promovendo um ecossistema de inovação mais robusto.
Ao longo das últimas décadas, o CTCV destacou-se pela constante vigilância tecnológica e pela inovação, participando ativamente em projetos de referência e ao mais alto nível de desenvolvimento tecnológico aplicado, nacionais e internacionais, nomeadamente na pesquisa e desenvolvimento de novos materiais, como a criação de cerâmicas avançadas, no desenvolvimento de tecnologias sustentáveis, como a reciclagem de resíduos, melhoria da eficiência energética e novas soluções para a descarbonização.
Posicionando-se sempre ao lado das empresas, o CTCV teve a ousa-
dia de as desafiar continuamente para melhorar, para inovar e para atingir patamares de excelência. E a indústria respondeu aos desafios com mérito e com um apoio incondicional, quer em termos individuais quer através das associações empresariais, nomeadamente a APICER.
Os 40 anos do CTCV são um testemunho do compromisso institucional como centro de excelência em tecnologia e inovação ao serviço da indústria. O impacto do CTCV na indústria nacional e os contributos para a inovação, competitividade e sustentabilidade são notáveis e
merecem ser homenageados. Sem o CTCV as indústrias da cerâmica e do vidro poderiam ter chegado a este patamar? Poder, podiam. Mas não era a mesma coisa.
A celebração destas quatro décadas é, por um lado, uma comemoração das conquistas de todos os que contribuíram para o desenvolvimento e crescimento da instituição e para que se afirmasse no panorama tecnológico nacional e, por outro, uma visão otimista para o futuro.

PorCoating — Functional and intelligent coatings for porcelain
J. Marques 1 , F. Azedo 5 , S. M. Marques 2 , M. Silva 2 , G. Junior 2 , F. Vaz 3 , A. Ferreira 3 , L. Pinheiro 4 , L.C. Costa 1 , M.P.F. Graça 1 , Luiz Pereira 1 , S. Soreto Teixeira 1* , J. Marinheiro 5 1 i3N and Physics Department, University of Aveiro, 3810-193, Aveiro, Portugal; 2 CeNTI - Centre for Nanotechnology and Advanced Materials - 4760-034 V.N. Famalicão, Portugal; 3 Coatit - Desenvolvimento Superfícies Inteligentes, Lda,3720-070 Loureiro OAZ, Portugal; 4 KERAjet S.A. - Sucursal Portugal, 3770-059, Oiã, Portugal; 5 Porcelanas da Costa Verde S.A., 3840-385 Vagos, Portugal, *silvia.soreto@ua.pt.
Keywords: metal marking resistance; thermochromic materials; functional ceramics; surface engineering; smart coatings
The PorCoating project aims to develop advanced functional and decorative coatings for porcelain, combining technological innovation with industrial applicability to strengthen the competitiveness of the Portuguese ceramic sector. The project focuses on enhancing the mechanical resistance of porcelain components and integrating intelligent surface functionalities, promoting product differentiation, durability, and waste reduction in industrial production.
A key research line targets the development of coatings with high resistance to metal marking, a phenomenon responsible for significant economic losses due to surface abrasion and product rejection. In parallel, thermochromic and sensor-based coatings are being designed to provide dynamic decorative effects and functional responses, such as temperature indication (hot/cold) or safety-relevant visual alerts for food-contact applications.
In order to achieve its main goals, the project will make use of coating technologies such as Physical Vapour Deposition (PVD) and Digital Printing (DP). PVD plays an integral role in enhancing the metal marking resistance of the porcelain pieces by depositing food-safe compounds such as titanium nitride (TiN), alumina (Al2O3) or others. PVD provides hard, wear-resistant coatings that significantly improve the durability and mechanical performance of porcelain components. Its versatility also allows combination with other techniques to achieve both functional and decorative properties.
In turn, Digital Printing, a well-known technology in the production of decorative coatings for porcelain pieces, is utilised as means of deposition of thermochromic materials (TM).
TM can be organic and/or inorganic in nature (e.g. PLA, Nafion, VO2) and they can have functional characteristics that have a major impact on products where colour/temperature are fundamental properties. Depending on their properties, they can have different transition temperatures and optical contrast. PorCoating project aims to study
the individual application and/or combination of these, promoting functionalities that meet the above objectives, which is a challenge to achieve.
In addition to surface coatings, the project also explores strategies to improve the intrinsic mechanical resistance of porcelain through paste additivation. By incorporating selected additives into the porcelain body, such as reinforcing oxides, nanoparticles, or other functional agents, it is possible to optimize the microstructure and enhance properties like hardness, toughness, and flexural strength. This complementary approach not only contributes to the reduction of surface damage and cracking but also supports the overall performance and longevity of the coated porcelain pieces.
Throughout the project, demonstrator prototypes (e.g., plates, cups) will be produced, featuring improved mechanical performance, durable resistance to metal marking, and decorative and functional properties, while remaining compatible with existing industrial ceramic processes. The technological approach also addresses surface hygiene, thermal comfort, traceability, and sustainability, meeting increasing market demands and supporting value-added product innovation.
PorCoating is promoted by Costa Verde in partnership with CoatIT and KERAjet, and with the CeNTI and University of Aveiro (UA) as R&D entities, forming a multidisciplinary consortium that ensures effective technology transfer and industrial scalability. Strategically aligned with the Smart Specialization Strategies (S3) at national and regional levels, the project contributes to the economic development of the NORTE and CENTRO regions through advanced coating technologies for the ceramics industry.
Acknowledgments: This work was supported by the PorCoating project, funded by COMPETE 2030 under the Incentive System for Business Competitiveness, through a FEDER incentive (COMPETE2030-FEDER-00570300).






Desenvolvimento de geopolímeros a partir de resíduos da mineração em Portugal
P. Silva 1* , S. Fernandes 1 , Bárbara R. Gomes 1 , S. Alves 1 , V. Cardoso 1
1 Centro de Nanotecnologia e Materiais Técnicos, Funcionais e Inteligentes (CeNTI), *pcsilva@centi.pt
Palavras-chave: Geopolímero, resíduo, aluminossilicato, resistência mecânica
A crescente demanda por metais para o desenvolvimento tecnológico promove o aumento da geração de resíduos seja na mineração ou no processamento industrial. Estima-se que a produção global esteja entre 8 e 14 bilhões de toneladas por ano (Islam & Murakami, 2021) e de acordo com o Observatório Ibérico de Mineração (2025), até o ano de 2016 apenas na Mina da Panasqueira, em Portugal, foram produzidos 8 milhões de m3 de resíduos, os quais podem ser reaproveitados adquirindo valor agregado, reduzindo impactos ambientais e promovendo o desenvolvimento sustentável.
Dentre os materiais estudados recentemente, encontram-se os geopolímeros obtidos por ativação alcalina de aluminossilicatos provenientes de resíduos da mineração de lítio, ouro (Lokesha, et al., 2025), ferro (Li, et al., 2025), e cobre, entre outros. Ao realizar a prospeção de artigos entre os anos de 2004 e 2024, referentes ao uso desses resíduos para geopolímeros, observa-se um crescimento exponencial no número de documentos (Figura 1 - a) e que 4 dos 5 primeiros países com maior número de publicações sobre a temática também são os representantes com a maior quantidade de minérios extraídos (Figura 1 - b).
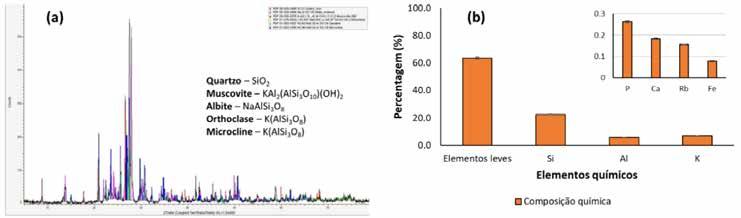
Baseado nesse potencial de aplicação, foram preparadas formulações para geopolímeros utilizando-se como matéria-prima um aluminossilicato que foi amostrado na Mina da Queiriga em Vila Nova de Paiva e caracterizado por Fluorescência de Raios X (FRX) e Difração de Raios X (DRX), identificando-se mineralogicamente a presença das fases cristalinas de quartzo, moscovite, albite e ortoclase e na composição química a presença principalmente de 63,6% de elementos leves (O e Na), 22,6% de Si, 7,2% de K e 5,8% de Al (Figura 2).
As formulações consistiram, para além do aluminossilicato, em metassilicato de sódio (Na2SiO3), água e óxido de cálcio (CaO) ou sulfato de cálcio (CaSO4), e foram homogeneizadas por agitação mecânica, depositadas em moldes e posteriormente, algumas foram expostas a processos de secagem à temperatura ambiente (Tamb), e outras foram submetidas a ciclos térmicos entre 80 e 300°C (calcinado). As amostras foram caracterizadas relativamente às suas propriedades de resistência mecânica à flexão pelo teste de três pontas e de porosidade por Microtomografia Computadorizada (MicroCT).
Começou-se por comparar o efeito da variação da concentração de CaO na formulação (1, 2,5 e 5%), tendo-se observado que a amostra com 2,5% de CaO apresentou maior resistência mecânica e porosidade fechada em maior valor (Figura 3 – a). Posteriormente, analisa-
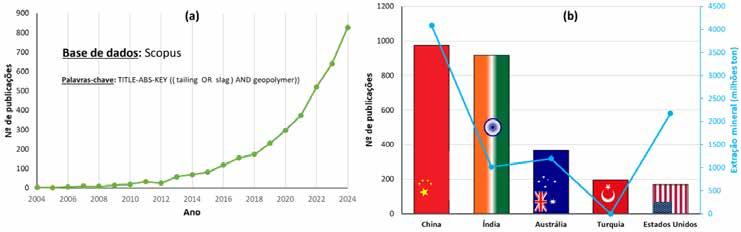
Figura 1 - (a) Número de artigos ao longo do tempo e (b) relaçã o entre o número de artigos e os países com maior extração mine ral.
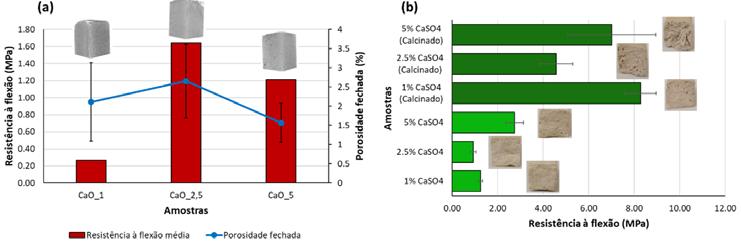
ram-se as formulações com CaSO4 (1, 2,5 e 5%) as quais foram secas à Tamb e 300°C. Ao avaliar a influência da exposição a temperatura, verificou-se um aumento da resistência à flexão superior a cerca de 3 vezes após calcinação (Figura 3 – b).
Em conclusão, os geopolímeros em desenvolvimento apresentam potencial de utilização na indústria da construção, promovendo a redução dos resíduos da mineração e aumento da sustentabilidade ambiental, além de incentivar a economia circular e a descarbonização dessa indústria.
Agradecimentos: Este trabalho foi desenvolvido no âmbito do projeto “NGS – New Generation Storage” [C644936001-00000045], financiado pelo PRR – Plano de Recuperação e Resiliência, no âmbito do Next Generation EU da União Europeia.
Referências
Iberian Mining Observatory. (2025) Disponível em: https://www.minob.org/english/mina-da-panasqueira.html. Acesso em 20 de outubro de 2025.
Islam, K. and Murakami, S., (2021). Global-scale impact analysis of mine tailings dam failures: 1915–2020, Global Environmental Change, v. 70, 102361, https://doi.org/10.1016/j.gloenvcha.2021.102361.
Li, P.; Luo, S.; Wang, Y.; Zhang, L.; Wang, H. and Teng, F., (2025). Mix design and mechanical properties of geopolymer building material using iron ore mine tailings, Renewable and Sustainable Energy Reviews, v. 211, 115274, https://doi.org/10.1016/j.rser.2024.115274.
Lokesha, E.B.; Aruna, M. and Reddy, S.K., (2025). Durability characteristics of geopolymer concrete produced using gold ore tailings along with recycled coarse aggregates. Sci Rep 15, 12051. https://doi. org/10.1038/s41598-025-97056-6.
Figura 2 - (a) Espectro de difração de raios X e (b) percentage m elementar por fluorescência de raios X do aluminossilicato ut ilizado.
Figura 3 - Resistência à flexão de (a) provetes contendo CaO e (b) provetes contendo CaSO4 sem e com calcinação.
A sustentabilidade na Indústria Cerâmica: as potencialidades da radiação laser
J. Carneiro 1* , J. Carvalheiras 1 , C. Pinto 1
1 Grestel, Produtos Cerâmicos S.A., * jorgecarneiro@grestel.pt
Keywords: Radiação laser, louça de grés, sustentabilidade, decoração, personalização
A indústria de louça de mesa portuguesa tem-se destacado no mercado internacional muito devido à sua capacidade de inovação e de desenvolvimento de novos produtos. É esta capacidade de inovar associada ao processo de monocozedura que permite que a indústria de louça de grés nacional seja a primeira exportadora europeia e a segunda a nível mundial. Nesse contexto o Grupo COSTA NOVA Indústria, do qual a GRESTEL faz parte tem aposta na tecnologia laser para desenvolver novas metodologias de decoração, permitindo a diversificação do seu portfólio, assim como aumentar a sustentabilidade dos seus produtos. O potencial da tecnologia laser também foi aplicado no processo produtivo, na reparação de pequenos defeitos (e.g. poros) sem recurso a uma segunda cozedura, permitindo ganhos económicos e ambientais significativos.
Decoração: cozedura de tintas de impressão digital por radiação laser
A utilização da radiação laser na GRESTEL teve início com o projeto
Digigrés, que almejava aplicar decorações e backstamps por impressão digital em peças cozidas, sendo a tinta sinterizada por radiação laser. Evitou-se a necessidade de uma segunda cozedura, e consequentemente reduziu-se as emissões de CO2 associadas ao consumo de gás natural. Na Fig. 1 são apresentados dois protótipos obtidos no âmbito do projeto Digigrés com aplicação de backstamp (A) e de um motivo decorativo complexo (B) por impressão digital. A tinta aplicada foi cozida por radiação laser, tendo ficada integrada no vidrado. Foram desenvolvidas soluções para tintas pretas, castanhas e azuis com excelentes perspetivas. No entanto foram identificadas algumas limitações na interação laser-vidrado, com o comportamento do laser a variar de acordo com o vidrado utilizado.
Decoração: personalização de peças e backstamps
As potencialidades da radiação laser foram alargadas à personalização de peças, quer na aplicação de backstamps/logótipos quer na aplicação de motivos decorativos complexos na face A das peças, Fig. 2. Os motivos decorativos são aplicados por ablação, removendo vidrado ou pasta. O efeito da remoção de material é potenciado
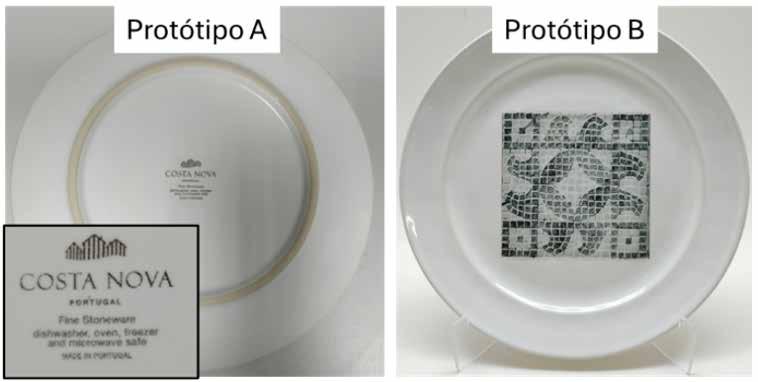
Figura 1 - Protótipos obtidos no âmbito do projeto Digigrés, onde foi aplicado um backstamp (A) e um motivo decorativo complexo (B) por impressão digital, cozida por radiação laser.


quando se utilizam pastas coradas, como é o caso da pasta Ecogrés preta. Na Fig. 2 temos motivos decorativos, onde o contraste entre a pasta preta e o vidrado permite criar um efeito estético idêntico ao desenho com lápis de carvão em papel.
A ablação também permite a aplicação direta de logótipos nas peças, em particular na pasta. Como no caso anterior a coloração das pastas permite obter resultados mais diferenciadores do que a aplicação em pasta tradicional de grés, não sendo esta última excluída como apresentado na Fig. 2.
Retoque: reparação de pequenos defeitos por radiação laser
O potencial da radiação laser também foi testado como solução para o retoque de peças, evitando uma segunda cozedura da peça na reparação de pequenos defeitos, e.g. poros. Este projeto interno surge como uma continuação de trabalhos realizados no sector cerâmico, como o projeto Glaserfix, que estudou a aplicação de radiação laser na reparação de poros em louça sanitária. A complexidade das peças sanitárias, em conjunto com o choque térmico inviabilizaram a sua aplicação. No caso da louça de mesa, nomeadamente pratos, estas questões não são tão prementes. No entanto, e comparando com a louça sanitária, a louça de mesa apresenta uma variedade de vidra-
dos enorme, em que cada vidrado interage de forma diferente com a radiação laser.
Os testes realizados produziram resultados promissores em certos tipos de vidrados, como observado na Fig. 3, onde é apresentado um defeito antes e após interação com a radiação laser. A zona da reparação fica impercetível, sendo apenas identificável de forma ténue após aproximação e observando à contraluz. Não estando o projeto concluído, ficam excelentes indicações para os testes futuros, sempre com a certeza que terá de ser realizada uma análise vidrado a vidrado, e que poderá existir limitações quanto à utilização desta metodologia em alguns vidrados.
Referências
Carneiro J., Freitas C.M.S., Santos R., Ferreira N.M., Rey-García F., Fernandes A.J.S., Seabra M.P., Costa F.M., (2020). Laser Technology for the Rapid Repair of Defects in Sanitary Ware: Prospects and Challenges. Ceramics in Modern Technologies. 1-4.
Figura 2 - Peças com personalizações na face A aplicadas por radiação laser e aplicação de logótipos na pasta de grés e em vidr ados.
Figura 3 - Reparação de um poro por radiação laser num prato com vidrado craquelé.
Impressão 3D com pasta cerâmica manuseada por um braço robótico YASKAWA
A. Ferreira 1* , V. Francisco 1 , J. Domingos 1 , N. Ferreira 2,3
1 CTCV, alexandre.ferreira@ctcv.pt; 2 Polytechnic University of Coimbra - ISEC, Coimbra, Portugal,*; 3 GECADKnowledge Research Group on Intelligent Engineering and Computing for Advanced Innovation and Development of the Engineering Institute of Porto (ISEP), Polytechnic Institute of Porto (IPP), Porto, Portugal.
Keywords: impressão 3D, cerâmica, robots, g-code
O principal objetivo deste trabalho consiste na utilização de um robô industrial para realizar impressão 3D com pasta cerâmica como material de extrusão, com vista à fabricação de peças cerâmicas personalizadas.
Para concretizar este objetivo, foi desenvolvido um sistema de impressão robótica no qual o robô manipula uma extrusora responsável pela deposição controlada do material. A pasta cerâmica é armazenada num depósito pressurizado, onde um êmbolo acionado por ar comprimido exerce a força necessária para o seu deslocamento. A pasta é então conduzida através de um tubo de alimentação até à entrada da extrusora, garantindo um fluxo contínuo e estável durante o processo de impressão.
A preparação das peças a imprimir inicia-se com a importação de um modelo tridimensional no formato STL, o qual é posteriormente convertido em código G (G-code). Este código contém as coordenadas e instruções de movimento que são transmitidas ao robô industrial, permitindo que este execute as trajetórias de impressão de forma análoga a uma impressora 3D convencional.
Para além do desenvolvimento da aplicação robótica, este projeto tem também como propósito ultrapassar algumas limitações inerentes às impressoras 3D tradicionais, que operam geralmente em apenas três eixos (X, Y e Z). A adoção de um braço robótico de seis eixos abre novas possibilidades geométricas e funcionais, permitindo o controlo da orientação da extrusora durante o processo de deposição.
Esta flexibilidade possibilita a impressão em superfícies inclinadas, a criação de peças com geometrias complexas e a exploração de estratégias de fabrico avançadas que não são viáveis com sistemas cartesianos convencionais.
Em suma, o trabalho desenvolvido demonstra o potencial da integração entre robótica industrial e manufatura aditiva, proporcionando
uma plataforma versátil e inovadora para a produção de componentes cerâmicos com elevada liberdade geométrica e controlo preciso do processo.
Referências
Mason, M. (2020) Crafting decisions: integrating design, fabrication, and assembly for six-axis robotic arms, Massachusetts Institute of Technology


Desenvolvimento de peças de porcelana por manufatura aditiva cozidas em forno elétrico: abordagens disruptivas no setor da cerâmica decorativa
G. Fernandes 1* , S. Tiago 2 , M. Figueiredo 2 , D. Vieira 2 , M. Roque 2 , J. Labrincha 1 , S. M. Olhero 1
1 Departamento de Engenharia de Materiais e Cerâmica; CICECO-Instituto de Materiais de Aveiro, Universidade de Aveiro, 3810-193, CICECO, goncalofernandes@ua.pt; 2 PORCEL S.A. – Indústria Portuguesa de Porcelanas, Zona Industrial de Oliveira do Bairro, 3770-066 Aveiro, Portugal.
Palavras-chave: Porcelana, Manufatura Aditiva, Descarbonização, Cozedura forno elétrico, Inovação Industrial
Contextualização
A indústria cerâmica atravessa uma atual conjuntura de transformações significativas impulsionadas pela necessidade de cumprimento de metas sustentáveis, descarbonização, introdução de novas tecnologias para a modernização e desenvolvimento tecnológico, que acompanhem as tendências dos mercados e as novas abordagens de processos de produção aplicáveis ao setor [1].
No caso particular da porcelana utilitária e decorativa, estas transformações revelam-se especialmente desafiantes, uma vez que as suas propriedades distintivas como brancura, dureza e translucidez, dependem de processos de cozedura a alta temperatura, com recurso a gás natural em atmosfera redutora, que em 2020 representava 16,8% do consumo total de gás da indústria portuguesa [2]. Este método resulta num elevado índice de pegada carbónica e custo final nas peças de porcelana, o que reforça a urgência da transição energética e adoção de alternativas de cozedura mais sustentáveis, como o forno elétrico alimentado por fontes renováveis. Contudo, esta transição implica modificações no processo produtivo de forma a assegurar as propriedades técnicas e estéticas características da porcelana.
Estudos preliminares de amostras de porcelana cozidas em forno elétrico
O ponto de partida deste trabalho centrou-se no estudo comparativo de amostras de porcelana, conformadas por métodos convencionais,
e posteriormente cozidas em forno elétrico e forno a gás na empresa Porcel S.A., explorando o impacto nas propriedades finais das peças resultantes da variação de uma atmosfera redutora para oxidante. Esta análise foi conduzida através de ensaios de colorimetria CIELAB e microdureza Vickers, permitindo quantificar as diferenças de desempenho ótico e mecânico entre as amostras. Os resultados demonstraram que peças cozidas em forno elétrico apresentam semelhanças do ponto de vista dos índices de dureza, assegurando a resistência mecânica necessária para aplicações funcionais. Nas análises de colorimetria, acentuam-se os valores positivos de coordenada b*, que conferem uma tonalidade amarelada. Estes resultados foram comparados com amostras de porcelana comerciais de diferentes empresas da concorrência a nível mundial.
Manufatura Aditiva de peças em porcelana
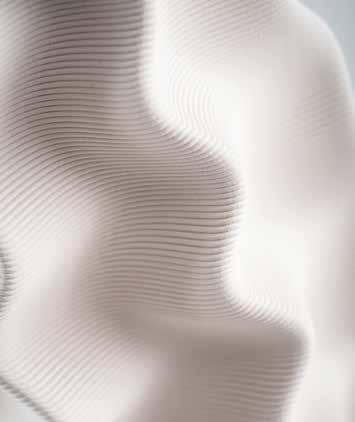
A segunda vertente do trabalho incidiu sobre a componente de manufatura aditiva por extrusão de pasta de porcelana, explorando o potencial da tecnologia na produção de peças com geometrias complexas e elevado grau de personalização. Foram conduzidos ensaios de impressão com foco na análise de parâmetros de impressão: diâmetro do bico de extrusão, velocidade, altura de camada e taxa de fluxo e análise do índice de retração linear de peças impressas em verde e após sinterização, de forma a avaliar a variação dimensional que ocorre num corpo cerâmico durante as diferentes etapas do seu processamento. Através de prototipagem de peças complexas com geometrias paramétricas e orgânicas (Figura 1), foi possível evidenciar as potencialidades formais e funcionais que a manufatura aditiva oferece ao setor.
Este ecossistema digital de produção permite ainda reduzir o desperdício, encurtar etapas de produção e otimizar a versatilidade de

fabrico num estilo de produção “print on demand”, alinhando-se com as metas de sustentabilidade e eficiência da Indústria 4.0 [3].
Inteligência artificial
A componente de inteligência artificial introduz um novo paradigma de experimentação e conceção no campo da cerâmica. Através de ferramentas de IA generativa e modelos de Text-to-Image, 2D-to-3D, está a ser explorado o potencial desta tecnologia como ferramenta de apoio ao processo técnico e criativo, nomeadamente no desenvolvimento de “workflows” otimizadas e estratégias para avaliação e discussão de resultados. Esta abordagem permite gerar variações formais em peças pré-existentes, simular texturas, vidrados, prever defeitos e otimizar parâmetros de impressão com base em dados recolhidos experimentalmente. A IA surge assim como um instrumento que contribuiu para acelerar o processo de conceção e aumentar a taxa de sucesso na fase de prototipagem. O uso combinado de IA e manufatura aditiva abre novas perspetivas para a personalização de produtos cerâmicos, bem como para a criação de objetos que respondam de forma inteligente a requisitos funcionais, estéticos e ambientais.
Agradecimentos
Este trabalho foi desenvolvido no âmbito do projeto, ePORCEL
(n.º 17244) intitulado “Investigação e desenvolvimento de novos produtos de porcelana fina de tableware com desempenhos disruptivos em mitigação de impactos ambientais adversos” CENTRO2030-FEDER-01167800, financiado pelo CENTRO 2030, Portugal 2030 e União Europeia, com apoio do CICECO – Instituto de Materiais de Aveiro, UID/50011/2025 & LA/P/0006/2020 (DOI 10.54499/ LA/P/0006/2020) financiado através de fundos nacionais através da FCT/MCTES (PIDDAC).
Referências
[1]. Barata, J., Silva, F., & Almeida, M. (2021). Ceramic Industry 4.0. In IGI Global eBooks (pp. 1353–1378). https://doi.org/10.4018/978-17998-8548-1.ch068
[2]. Ecocerâmica e Cristalaria de Portugal by APICER - Ceramics Portugal - Issuu. (2024, December 17). Ishttps://issuu.com/apicer-ceramicsportugal/docs/ecp_numeroespecial_revista_keramica
[3]. Edgar, J., & Tint, S. (2015). “Additive Manufacturing Technologies: 3D printing, rapid prototyping, and direct Digital manufacturing”, 2nd edition. Johnson Matthey Technology Review, 59(3), 193–198. https:// doi.org/10.1595/205651315x688406

Figura 1 - Conjunto de peças de porcelana impressas em 3D, com volumetrias simples e complexas, em “verde” e após sinterização.
CiPoCer – Circularidade de resíduos poliméricos do setor cerâmico
S. Caldas 1 , I. Almeida 1 , P. Mata 2 , S. Wahane 2 , F. Azedo 4 , S. Soreto Teixeira 3* , A. Barros-Timmons 1 , L. Tarelho 2 , N. Gama 1 , J. Marinheiro 4
1 Departamento de Química, Universidade de Aveiro, 3810-193, Aveiro, Portugal; 2 Departamento de Ambiente e Ordenamento, Universidade de Aveiro, 3810-193, Aveiro, Portugal; 3 i3N e Departamento de Física, Universidade de Aveiro, 3810-193, Aveiro, Portugal *silvia.soreto@ua.pt; 4 Porcelanas da Costa Verde S.A., 3840-385, Vagos, Portugal
Keywords: poliuretano, polimetilmetacrilato, reciclagem, economia circular, sustentabilidade, porcelana
Os polímeros constituem uma vasta classe de materiais, com diferentes características e aplicações que devido às suas propriedades mecânicas e químicas, entre outras, são utilizados como os principais substitutos dos materiais tradicionais como o vidro, metal, cerâmica, etc. Para além da versatilidade das suas propriedades, os polímeros apresentam várias vantagens relativamente aos materiais tradicionais, tais como, o fácil processamento, baixo custo de produção, fácil manuseamento e durabilidade, tornando-os assim, indispensáveis para o ser humano [1].
A produção de polímeros aumentou substancialmente nos últimos 60 anos, passando de cerca de 0,5 milhões de toneladas em 1950 para mais de 400 milhões de toneladas em 2023 [2]. No entanto, grande parte destes materiais são produzidos a partir de recursos fósseis e não são facilmente recicláveis, o que leva à sua deposição em aterros ou incineração. Isto resulta em graves problemas ambientais. Perante este panorama, nas últimas décadas, a forte preocupação global com o esgotamento dos combustíveis fósseis e o impacto ambiental dos polímeros, tem impulsionado abordagens mais sustentáveis no desenvolvimento de materiais poliméricos. Esse interesse é motivado pela necessidade de uma economia mais sustentável e uma menor dependência de combustíveis fósseis. Para além disso, a deposição em aterros está fortemente associada a preocupações ambientais e económicas. Então, a consciencialização da população sobre esta problemática, estimulou o interesse em tratar os resíduos poliméricos. Desta forma, reduzir a produção de resíduos e desenvolver métodos de reciclagem são desafios para uma economia circular moderna e ecológica.
O poliuretano (PU) é um tipo de polímero bastante versátil, sendo utilizado em diversas formas e aplicações, como por exemplo elastómeros, adesivos, tintas ou espumas. Os PU são sintetizados pela reação entre os grupos OH de um poliol e os grupos NCO de um isocianato e devido à variedade das suas aplicações, a sua produção aumentou nas últimas décadas, sendo maioritariamente utilizado na forma de
espuma. De facto, o mercado mundial de PU foi determinado em 72 mil milhões de dólares em 2023, tendo sido projetado em crescer até 81 mil milhões de dólares em 2028 [3].
Por sua vez, o polimetilmetacrilato (PMMA) é um polímero com notáveis propriedades óticas, boa capacidade de isolamento elétrico e forte resistência à corrosão, sendo amplamente utilizado na produção industrial e na decoração arquitetónica. A crescente procura por PMMA, desencadeou um aumento da produção desta tipologia de resíduos. Contudo, como os resíduos de PMMA não são biodegradáveis, o seu destino final é geralmente a deposição em aterro ou a incineração. Neste sentido, existe uma crescente procura por vias alternativas para proceder à reciclagem de resíduos de PMMA. Entre os vários processos para a reciclagem de PMMA que existem na literatura, um dos métodos mais promissores é a pirólise [4].
Estes dois tipos de materiais poliméricos são bastante utilizados na indústria cerâmica, nomeadamente nos processos de conformação por prensagem isostática, em peças como almofadas e membranas, e nos moldes de enchimento sob pressão, que são os mais utilizados na fabricação de peças de geometria complexa, sendo que a Costa Verde (CV) consome cerca de 3200 kg de PU e 2000 kg de PMMA por ano.
Dessa forma, o projeto CiPoCer visa abordar dois desafios principais: (i) a reciclagem dos resíduos de PU por meio da acidólise, onde os polióis reciclados obtidos sejam utilizados para produzir novas almofadas / membranas de PU, promovendo assim a sustentabilidade ao reduzir a dependência de matérias-primas virgens; (ii) a valorização dos resíduos de PMMA por pirólise, onde os produtos obtidos sejam reintroduzidos na cadeia produtiva e a energia gerada seja integrada no processo produtivo da empresa. No entanto, devido à ausência de conhecimento das características dos produtos resultantes da pirólise, só após os resultados dos ensaios iniciais será possível estabelecer eventuais procedimentos de reincorporação do PMMA.
Sendo esta problemática transversal ao setor cerâmico, e tendo como objetivo a valorização dos resíduos produzidos por empresas
parceiras do setor e da região, este projeto aumentará a competitividade da CV, através da redução do consumo de matérias-primas de origem fóssil e da diminuição do uso de energia térmica proveniente de combustíveis fósseis. Adicionalmente, posicionará a CV na vanguarda do estado da arte dos princípios de economia circular do setor onde se insere. Exemplo disso, é a criação do primeiro centro de reciclagem dedicado à valorização dos resíduos poliméricos derivados do setor cerâmico
Reconhecimentos: Este trabalho foi financiado pelos fundos FEDER – Fundo Europeu de Desenvolvimento Regional, através do programa Inovação e Transição Digital do projeto “CiPoCer”, COMPETE2030-FEDER- 01169500.
Referências
[1] Amit Sharma; Daniel Heberer. A process for recycling a polyurethane material. (2021).
[2] Plastics Europe. Plastics Europe launches Plastics – the fast Facts 2023. https://plasticseurope.org/media/plastics-europe-launches-the-plastics-the-fast-facts-2023/.
[3] Szycher, M. Szycher’s Handbook of Polyurethanes. (CRC Press ISBN: 978-1439839584, 2006).
[4] Ding, Y. et al. Pyrolysis and combustion behavior study of PMMA waste from micro-scale to bench-scale experiments. Fuel 319, 123717 (2022).

Design e sustentabilidade: desenvolvimento de um lavatório inteligente
F. Carradas 1 , A. Saraiva 2 , C. Calheiros 3 , M. Martins 4 , C. Lobo 5 1 LIDA, Escola Superior de Arte e Design, Politécnico de Leiria fernando.carradas@ipleiria.pt; 2 LIDA, Escola Superior de Arte e Design, Politécnico de Leiria carolina.f.calheiros@ipleiria.pt; 3 LIDA, Escola Superior de Arte e Design, Politécnico de Leiria ana.s.godinho@ipleiria.pt; 4 LIDA, Escola Superior de Arte e Design, Politécnico de Leiria margarida.m.martins@ipleiria.pt; 5 LIDA, Escola Superior de Arte e Design, Politécnico de Leiria carla. lobo@ipleiria.pt
Keywords: ecodesign, lavatório, sustentabilidade, gestão de recursos, educação ambiental
Alinhado com os princípios enunciados no Plano de Ação da EU para a Economia Circular, e com o PAEC_II Plano de Ação para a economia circular, o design constitui-se como instrumento fundamental na promoção da inovação e da sustentabilidade, assumindo uma função estratégica para a transformação de comportamentos e para a mitigação dos efeitos negativos da produção e de consumo sobre os ecossistemas.
Enquadrado na agenda ECP – Ecocerâmica e Cristalaria de Portugal, e resultado das sinergias criadas entre dois parceiros do projeto, a Sanindusa e o Instituto Politécnico de Leiria num processo colaborativo que alia conhecimento técnico e inovação, foi desenvolvido um produto funcional, eficiente e mais sustentável, que respeita os objetivos definidos, promovendo uma alteração no comportamento no utilizador e reforçando o compromisso com a redução do impac-
te ambiental no desenvolvimento de novos produtos cerâmicos de valor acrescentado.
A água é um recurso essencial cada vez mais escasso. Este cenário sublinha a urgência de adotar práticas de consumo e gestão hídrica mais eficientes e promover a educação ambiental como uma estratégia central para consciencializar as gerações atuais e futuras sobre a importância da poupança de água.
Os ambientes escolares são espaços estratégicos para a educação ambiental, oferecendo a oportunidade de implementar soluções que promovam práticas sustentáveis de forma educativa, lúdica e intuitiva, em concordância com diretrizes da UNICEF, que destacam a importância de contribuir para a formação de uma geração consciente na adoção de práticas sustentáveis. Uma análise sustentada nos Objetivos de Desenvolvimento Sustentável (ODS) 4, 6, 11 e 12, identificou o consumo de água nestes espaços como uma oportunidade de projeto, em diferentes dimensões.

Figura 1 - Objetivos de Desenvolvimento Sustentável (ODS 4, 6, 11 e 12) Associados ao desenvolvimento do projeto.
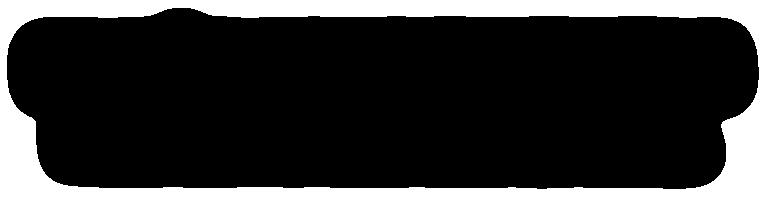
Considerando o seu público-alvo, o conceito definido propunha alertar de forma intuitiva – através da cor - para o consumo (ir)responsável de água. Sendo os códigos cromáticos de fácil compreensão, a solução desenvolvida “avisa” qual o consumo de água através da alteração progressiva da cor emitida pelo lavatório (verde para amarelo e vermelho).
Após um processo iterativo de exploração de soluções, optou-se por desenvolver uma solução adaptável a um modelo existente, introduzindo apenas as alterações e peças complementares necessárias ao funcionamento do sistema, reduzindo assim os recursos utilizados no desenvolvimento de novos modelos. Foram também concebidas diversas soluções para a integração das luzes LED no lavatório cerâmico, considerando critérios de utilização e funcionalidade tais como a visibilidade da luz, montagem, segurança, limpeza e manutenção. Optou-se pela integração de um sistema de iluminação led (indicador luminoso) acionado por um temporizador ligado à torneira, fixado no interior do lavatório. O projeto encontra-se em fase de prototipagem industrial.
Agradecimentos
Projeto desenvolvido no âmbito da Agenda ECP – Ecocerâmica e Cristalaria de Portugal (Projeto n.º 76, candidatura C644916391-
00000029), financiado pelo PRR - Plano de Recuperação e Resiliência e pelos Fundos Europeus NextGenerationEU.
Fontes
https://unric.org/pt/agua/ United Nations 2024, consultado a 22.10.2025
https://ods.pt/ BCSD Portugal 2022, consultado a 22.10.2025
PAEC – Plano de Ação para a Economia Circular 2023-2027. Disponível em: https://participa.pt/contents/consultationdocument/PAEC_II_ Consulta_Publica_09_10_2023.pdf
Plano de Ação para a Economia Circular : para uma Europa mais limpa e competitiva, Serviço das Publicações da União Europeia, 2020, https://data.europa.eu/doi/10.2779/848855
Figura 2 - Esquema de funcionamento do sistema integrado no lavatório.
Rumo à Circularidade na Indústria de Louças Sanitárias: Incorporação de lamas da ETARI em pastas cerâmicas
I.S. Vilarinho 1* , M.N. Capela 1 , T. Silva 1 , A. Rosmaninho 2 , P. Almeida 2 , M. Martins 2 , L. Ferreira 2 , J.A. Labrincha 1 e M.P. Seabra 1
1 CICECO – Instituto de Materiais de Aveiro/Departamento de Engenharia de Materiais e Cerâmica, Universidade de Aveiro, 3810-193 Aveiro, Portugal, *inessvilarinho@ua.pt; 2 Sanindusa – Indústria de Sanitários, S.A., Zona
Industrial Aveiro Sul, R. Augusto Marques Branco, 84, 3810-783 Aveiro, Portugal.
Palavras-chave: Cerâmica, resíduos endógenos, lamas da ETARI, sustentabilidade, economia circular.
A pressão que o desenvolvimento e atividade humana exercem sob o meio ambiente, através da extração de recursos naturais e produção de resíduos, é hoje em dia amplamente reconhecida (Velenturf, et.al. 2021). A economia circular surgiu como uma potencial solução sendo essencial para o desenvolvimento sustentável e para a eficiência dos recursos. Em 2023, na União Europeia, apenas 11,8% dos recursos materiais utilizados na Europa eram provenientes de materiais reciclados (Eurostat 2025). Em Portugal esta taxa de circularidade é ainda mais baixa, sendo de apenas 2,8% e evidenciando a necessidade urgente de esforços para reutilização e reciclagem de materiais (Eurostat 2025).
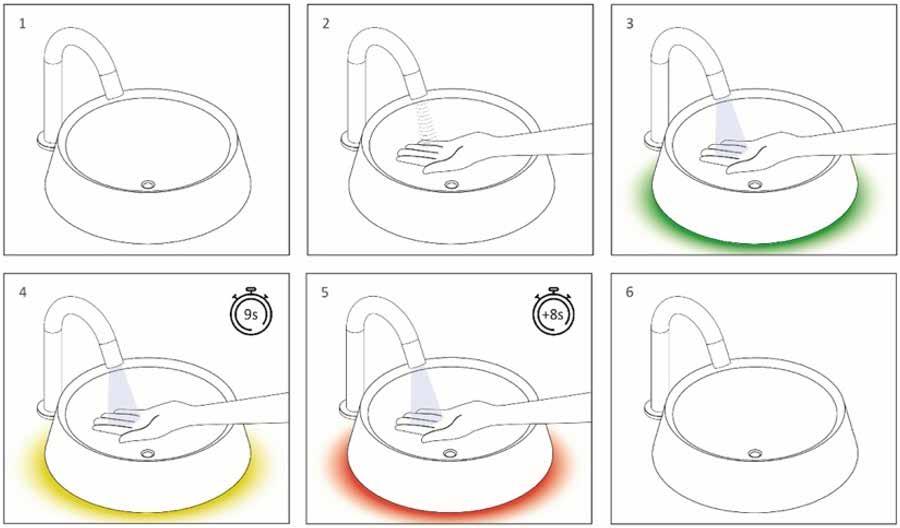
Deste modo, este trabalho pretendeu estudar o efeito da incorporação das lamas geradas na estação de tratamento de efluentes industriais (ETARI) da empresa Sanindusa nas suas duas pastas: Fireclay (PF) e Vitreous (PV). Começou por caracterizar-se ambas as lamas e as matérias-primas das pastas. De seguida, foram preparadas laboratorialmente suspensões das pastas e as lamas foram incorporadas em diferentes níveis e por substituição de uma matéria-prima. No caso da Fireclay foi substituída uma argila, 0 e 5% em massa (PFL e PF5, respetivamente), e no caso da pasta Vitreous foi substituído um feldspato em 0, 5, 7,5 e 10% em massa (PVL, PV5, PV7,5 e PV10, respetivamente). Com as pastas desenvolvidas prepararam-se provetes (12 x 2 x 1 cm3) por enchimento à lambugem. Adicionalmente também foram preparados provetes com pastas preparadas industrialmente sem incorporação de lamas para as pastas Fireclay (PRF)
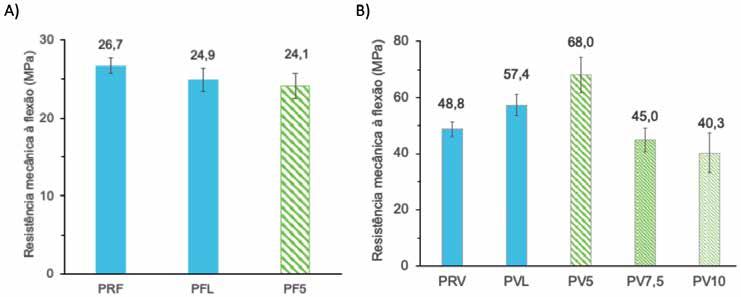
Figura 1 - Resistência mecânica à flexão dos provetes após coze dura a) Fireclay e b) Vitreous.
e Vitreous (PRV). Depois de desmoldados os provetes foram secos e, posteriormente, cozidos à temperatura máxima de 1250°C com uma taxa de aquecimento de 5°C/min, patamar de 1 hora e taxa de arrefecimento de 10°C/min, condições semelhantes às utilizadas na Sanindusa. De seguida foi feita a caracterização dos provetes obtidos de modo a analisar o efeito da incorporação dos resíduos.
As lamas de ETARI são constituídas essencialmente por SiO2 e Al2O3 (aproximadamente 80% em massa), sendo a sua perda ao rubro a 1000°C de 7,1%. O tamanho das partículas das lamas varia entre 1 e 116 µm, com um diâmetro médio de 6,1 µm. Este valor é inferior ao exibido por ambas as pastas não sendo, portanto, necessário qualquer pré-tratamento antes da sua incorporação.
Na Figura 1 apresentam-se os resultados da resistência mecânica à flexão dos provetes preparados após cozedura, para as pastas Fireclay e Vitreous. Verifica-se que a incorporação de 5% (em massa) de lamas da ETARI na pasta Fireclay resultou numa diminuição de 3% da sua resistência mecânica à flexão. Por outro lado, na pasta Vitreous, o mesmo teor de incorporação (5% em massa) de lamas da ETARI resultou num aumento de 15,6% na resistência mecânica à flexão. As incorporações de 7,5 e 10% (em massa) de lamas da ETARI na pasta Vitreous provocaram uma diminuição de, respetivamente, 21,7 e 29,8% da resistência mecânica à flexão dos provetes.
Os valores da densidade aparente dos provetes mantiveram-se relativamente constantes, variando entre 1,8 e 2,0 g/cm3 na pasta Fireclay e entre 2,0 e 2,2 g/cm3 na pasta Vitreous. Em ambas as pastas a incorporação das lamas da ETARI não afetou a densidade aparente nem a retração seco-cozido, mas resultou numa diminuição da percentagem de absorção de água dos provetes.
Concluindo, a substituição de matérias-primas naturais por lamas de ETARI até 5% em massa em ambas as pastas, Fireclay e Vitreous, não afetou as propriedades finais dos provetes cozidos. No entanto, verificou-se que a tixotropia da barbotina aumentava com o aumento da incorporação das lamas. Deste modo, como trabalho futuro propõe-se a otimização dos parâmetros reológicos das pastas de forma a assegurar e garantir os processos de produção industrial.
Agradecimentos: Este trabalho foi desenvolvido no âmbito do projeto CICECO – Instituto de Materiais de Aveiro, UID/50011/2025 & LA/P/0006/2020 (DOI 10.54499/LA/P/0006/2020), financiado por fundos nacionais através da FCT/MCTES (PIDDAC). Esta investigação foi também financiada pelo PRR - Plano de Recuperação e Resiliência e pelos Fundos Europeus NextGenerationEU, na Universidade de Aveiro, através da Agenda para a Inovação Empresarial ‘Ecoceramica e Cristalaria de Portugal’ (Projecto n.º 76, candidatura C64491639100000029).
Referências
Velenturf APM, Purnell P (2021) Principles for a sustainable circular economy. Sustain Prod Consum 27; pp 1437-1457.
Eurostat (2025) Circular material use rate.
https://ec.europa.eu/eurostat/databrowser/view/cei_srm030/default/table?lang=en. Acedido 4 Julho 2025.

Circularidade nas Pastas de Grés para Prensagem Isostática e Monocozedura de Louça Doméstica
C. Miranda 1 , M. Marques 2 , R. Silva 3 , P. Mónica 4 , J. Silva 5 , P. Vigário 6 , S. Batista 7 , A.T. Fonseca 8
1 MCS Portugal, claudia.miranda@mota-sc.com, ZI L34 3770-059 Oiã Portugal; 2-7 MCS Portugal, ZI L34 3770-059
Oiã Portugal; 8 Universidade de Aveiro 3810 -193 Aveiro-Portugal.
Resumo
O projeto GRESVER - Nova pasta cerâmica para louça de mesa em grés eco-sustentável desenvolvido pela MSC - Mota Soluções Cerâmicas, enquadra-se na Área Temática da Economia Circular e Simbioses Industriais, da Agenda Eco Cerâmica e Cristalaria de Portugal, no âmbito do PRR, inserido no Work Package WP3 – Circularidade das matérias-primas. O projeto tem como principal objetivo promover a substituição de matérias-primas virgens por recursos secundários (resíduos e subprodutos dos próprios sectores ou de outros sectores industriais), reduzindo desta forma o consumo de matérias-primas virgens na composição das pastas usadas na produção de louça de grés por prensagem isostática.
demonstrou conformidade com os requisitos tecnológicos da Ria Stone, empresa demonstradora da tecnologia. Na Tabela 2, estão apresentados os resultados da caracterização dos três granulados, cozidos nas condições laboratoriais da Mota II e condições industriais da Ria Stone. Estas formulações, GV01 e GV02, permitem reduzir em cerca de 4 000 e 6 000 toneladas anuais, respetivamente, o consumo de matérias-primas virgens pela indústria nacional.
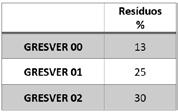
Tabela 1 - Percentagens de Resíduos utilizados nas pastas granuladas testadas.
Das atividades de investigação, desenvolvimento e inovação (IDI) realizadas pela MSC resultaram duas novas formulações de pastas (Tabela 1), designadas GRESVER 01 (GV01) e GRESVER 02 (GV02), testadas industrialmente em comparação com uma terceira pasta de referência, GRESVER 00 (GV00), cuja composição é idêntica à da pasta atualmente utilizada na produção industrial, mas preparada nas mesmas condições de GV01 e GV02. De cada composição foram produzidos protótipos de 1 tonelada, cuja caracterização físico-química
Os ensaios de conformação, vidragem e cozedura, realizados pela Ria Stone, envolveram a produção de 500 pratos protótipos (Æ=200 mm) para cada uma das composições de granulado/pasta em estudo. As produções experimentais foram realizadas de acordo com os procedimentos e normas internas aplicáveis às produções industriais correntes, tendo sido alcançados níveis de eficiência produtiva equivalentes aos estabelecidos para produtos da mesma tipologia. O efeito da quantidade e da natureza dos resíduos no comportamento mecânico da louça produzida com os granulados-teste foi avaliado, através da aplicação do teste de impacto no bordo, de acordo com a norma ASTM C-388-88, rev.2011[1], às peças vidradas produzidas em condições industriais.
Para isso, foram constituídas 3 amostras de 20 pratos de cada formulação de pasta. Cada peça foi submetida a quatro ensaios de impacto, totalizando 80 ensaios por amostra (composição de granulado).
Os valores do Fator de Impacto (FI), expressos em MPa, foram tratados estatisticamente com o recurso ao software Minitab® [2]. Foram
Tabela 2 - Resultados da caraterização de granulados GRESVER em seco e cozido (1180ºC).
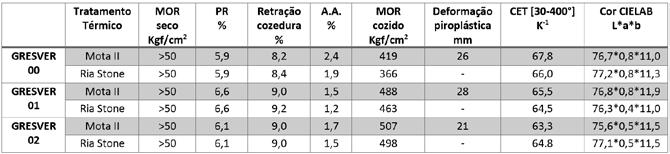
Tabela 3 - Estatísticas do Fator de Impacto (FI) dos pratos conformados, vidrados e cozidos.
aplicados o modelo ANOVA de um fator e o teste de Tukey, com o objetivo de determinar: a) Se os valores médios do FI diferem ou não entre si (validação/negação da hipótese nula H0 ou negação/validação da hipótese alternativa H1; b) se as diferenças entre os valores médios são ou não justificados pelo fator “composição da pasta”.
Da tabela 3, conclui-se que o valor médio de FI se reduz à medida que aumenta o nível de incorporação de resíduos (IFGV00 > IFGV01 >IFGV02), sendo esta redução acompanhada pela redução da dispersão dos valores das distribuições (sGV00 > sGV01 > sGV02). Os resultados da aplicação do teste ANOVA aos dados da FI põem em evidência que os valores médios das pastas de IFGV00, IFGV01 e IFGV02 são efetivamente diferentes entre si (Valor p=0,00 < 0,05 (nível de significância)) e os da aplicação do modelo de Tukey permitem atribuir significado estatístico às diferenças entre as médias de FI das três pastas, com um coeficiente de determinação R2 igual a 18,35%, o que indica que apenas cerca de 18% da variação total entre as médias é explicada pelo fator “tipo de pasta” .
Conclusão
Como conclusão final, os resultados do projeto GRESVER mostram que é possível reduzir substancialmente o consumo de matérias-primas usadas na produção da louça de grés por prensagem isostática, sem que daí resultem prejuízos para o desempenho dos sistemas produtivos. Esta abordagem confirma o potencial das estratégias de circularidade e de valorização de resíduos, como contributo relevante para a ecoinovação no setor cerâmico.
Contudo, os resultados das análises estatísticas põem em evidência a necessidade de aprofundar a influência dos chamados “fatores ocultos” no desempenho mecânico do impacto no bordo, como, por exemplo, o design do bordo, a microestrutura e grau de densificação, o acordo/desacordo dilatométrico entre pasta e vidrado, a espessura do vidrado, etc.
Agradecimentos:
Projeto desenvolvido no âmbito da Agenda ECP – Ecocerâmica e Cristalaria de Portugal (Projeto n.º 76, candidatura C64491639100000029), financiado pelo PRR - Plano de Recuperação e Resiliência e pelos Fundos Europeus NextGenerationEU.
Referências
[1] ASTM International. (2011). ASTM C368-88 (Reapproved 2011): Standard test method for impact resistance of ceramic tableware. ASTM International.
[2] Minitab® Statistical Software: versão 16. State College: Minitab Inc., 2010. Programa de computador.

Utilização de hidrogénio na cozedura de cerâmica utilitária de grés fino
M. Capela 1* , C. Direito 1 , I. Rondão 2 , L. Hennetier 2 , J. Carvalheiras 3 , J. Carneiro 3 , C. Pinto 3 , P. Seabra 1
1 CICECO - Instituto de Materiais de Aveiro, Departamento de Engenharia de Materiais e Cerâmica, Universidade de Aveiro, Aveiro, Portugal, *marinelia.capela@ua.pt; 2 CTCV - Centro Tecnológico da Cerâmica e do Vidro, Antanhol, Portugal; 3 Grestel - Produtos Cerâmicos, S.A., Vagos, Portugal
Palavras-chave: Hidrogénio, indústria cerâmica, descarbonização, transição energética, grés fino monocozedura
Atualmente, o setor cerâmico português enfrenta desafios ambientais significativos. Para cumprir os objetivos do Pacto Ecológico Europeu, que estabelece uma redução mínima de 55% das emissões de gases de efeito de estufa até 2030, em relação aos níveis de 1990, e alcançar a neutralidade carbónica até 2050, é essencial a implementação de medidas eficazes de descarbonização.
Na produção de materiais cerâmicos, a etapa de cozedura é a fase mais intensiva em termos energéticos, recorrendo maioritariamente ao gás natural como combustível, o que a torna o principal foco das estratégias de descarbonização.
A substituição do gás natural por alternativas mais sustentáveis, como a eletricidade, os biocombustíveis ou o hidrogénio verde, é fundamental para promover a transição energética do setor cerâmico. Embora a eletricidade seja uma alternativa tecnicamente viável, o seu elevado custo limita a competitividade económica. Os biocombustíveis têm demonstrado eficácia na redução das emissões em processos de alta temperatura, mas ainda não constituem uma solução plenamente fiável, num futuro próximo, devido às limitações associadas à sua produção, capacidade de fornecimento e custo.
O hidrogénio, em contraste, destaca-se como uma opção promissora, embora enfrente desafios relacionados com o seu armazenamento, transporte, necessidade de equipamentos específicos (nomeadamente queimadores adaptados), custos da sua produção verde e limitações de fornecimento e eficiência dos eletrolisadores. Ainda assim, o poder calorífico deste combustível, embora inferior face ao gás natural e aos biocombustíveis, permite alcançar eficientemente as elevadas temperaturas requeridas nos processos cerâmicos, sem a necessidade de alterações tecnológicas que a eletrificação de equipamentos térmicos exige.
Face à novidade da utilização do hidrogénio no setor cerâmico,
existem poucos estudos publicados que abordem a influência do hidrogénio ou de misturas de gás natural com hidrogénio nas propriedades dos materiais cerâmicos cozidos. Especificamente no caso do grés fino obtido por monocozedura, não se conhecem estudos publicados até ao momento. Este facto destaca a originalidade e a relevância do presente trabalho, que visa preencher essa lacuna ao avaliar os impactos técnicos e estéticos da substituição de 50% em volume de gás natural por hidrogénio na cozedura deste tipo específico de material cerâmico.
Para tal, foram preparados provetes com as três pastas de produção da Grestel e foram selecionadas algumas peças de produção com diferentes combinações de vidrado e pigmentos. Os provetes e as peças foram cozidos utilizando uma mistura de 50 vol.% de gás natural e 50 vol.% de hidrogénio, enquanto as respetivas contra-amostras foram cozidas utilizando apenas gás natural.
Verificou-se que os provetes cozidos com a mistura de 50 vol.% gás natural e 50 vol.% de hidrogénio apresentaram maior retração, densificação e resistência mecânica, bem como menor porosidade aberta e absorção de água. Além disso, a composição mineralógica das três pastas estudadas não apresentou alterações significativas, embora se tenha verificado uma ligeira variação nas coordenadas de cor, o que indica que o gás de combustão e o consequente aumento do teor de vapor de água na atmosfera de cozedura influenciaram a cor das pastas cerâmicas em estudo.
A utilização da mistura de gás natural e de hidrogénio para a cozedura das peças de produção selecionadas, e o consequente aumento do teor de vapor de água na atmosfera dentro do forno, influenciou as propriedades das suas superfícies (cor, brilho, rugosidade, microestrutura e composição mineralógica) de forma variável, dependendo das caraterísticas dos vidrados, dos pigmentos ou óxidos usados, entre outros fatores.
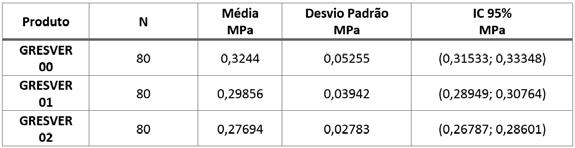
Na Fig. 1 apresentam-se micrografias óticas e eletrónicas da superfície de uma das peças de produção cozida com gás natural (Fig. 1a e
1b) e com uma mistura de 50 vol.% gás natural e 50 vol.% hidrogénio (Fig. 1c e 1d). A amostra cozida com gás natural apresenta uma superfície transparente e relativamente homogénea, em concordância com os resultados obtidos por difração de raios X (DRX) que indicam um caráter amorfo. Por outro lado, a peça cozida com a mistura gás natural/hidrogénio exibe superfícies mais irregulares e heterogéneas. Estes efeitos sugerem que a presença de hidrogénio, promoveu fenómenos de opacificação e a formação de fases cristalinas na camada superficial do vidrado, como evidenciado pelos resultados de DRX. Tal comportamento refletiu-se também no aumento da rugosidade e nas alterações de cor observadas.
Assim, torna-se necessário avaliar sistematicamente as diferentes combinações vidrado/agente corante utilizadas na empresa, de modo a determinar com precisão as alterações resultantes da utilização de um gás de combustão composto por 50 vol.% gás natural e 50 vol.% de hidrogénio, em comparação com o uso exclusivo de gás natural.
Agradecimentos: Este trabalho foi desenvolvido no âmbito do projeto CICECO – Instituto de Materiais de Aveiro, UID/50011/2025 e LA/P/0006/2020 (DOI 10.54499/LA/P/0006/2020), financiado por fundos nacionais através da FCT/MCTES (PIDDAC).
Figura 1 - Micrografias óticas ((a) e (c)) e eletrónicas ((b) e (d)) da superfície de peças analisadas, após cozedura com gás natural ((a), (b)) e com 50 vol.% gás natural e 50 vol.% de hidrogénio ((c), (d)).
Testes preliminares de um permutador para recuperação de calor residual
E.J. Ribeiro 1* , J. Mota 1 , J. Morgado 1 , M.D. Santos 1 , J.M. Ribeiro 1
1 Universidade de Coimbra – Departamento de Engenharia Mecânica, *eduardo.ribeiro.mech@gmail.com
Keywords: Permutador de tubos alhetados, Recuperação de calor residual, Combustão, Transferência de calor, Eficiência energética
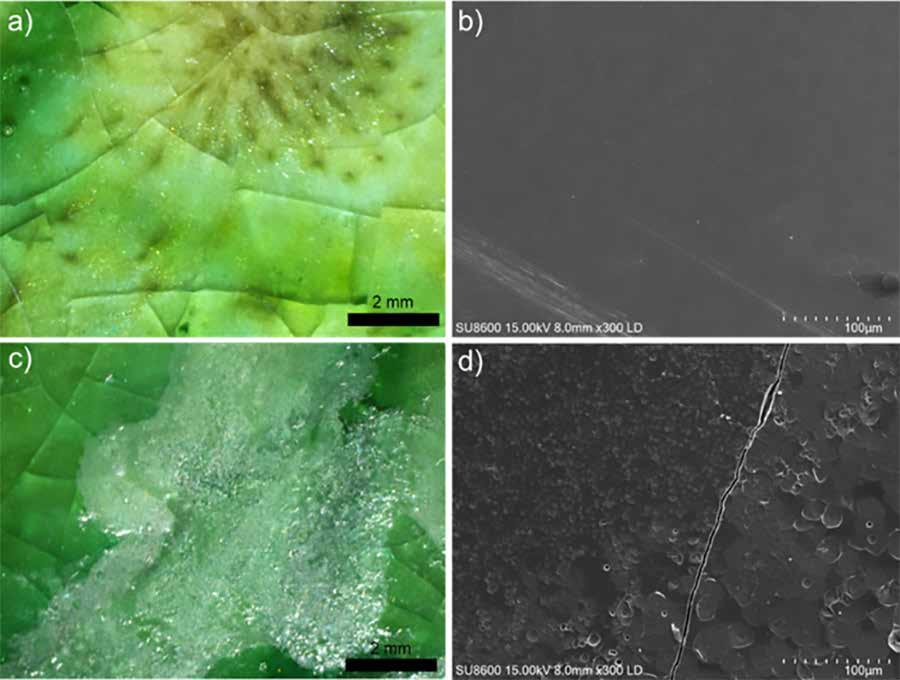
Em 2022, o setor industrial apresentou-se como um dos maiores consumidores de energia da União Europeia, representando cerca de 25% do consumo energético total [1]. Estima-se que 51% dessa energia seja dissipada, sendo 59% sob a forma de gases de escape e efluentes térmicos [2], o que contribui para a diminuição da eficiência dos sistemas industriais. O presente trabalho apresenta os testes experimentais preliminares a um permutador de tubos alhetados cruzados, destinado à recuperação de calor residual proveniente de caudais de gases de escape industriais. Este permutador insere-se num sistema de recuperação de calor residual (Fig. 1), onde permite a transferência de parte da energia contida nos gases para um circuito de óleo térmico. Este circuito transporta e fornece a energia captada dos gases para um Ciclo Orgânico de Rankine (ORC), onde é transformada em energia elétrica. Um circuito de dissipação garante a rejeição da energia térmica excedente.
Através da análise do desempenho do sistema para caudais de gases com potências entre os 40 e 210 kW associadas a temperaturas en-
tre os 100 e 400°C, pretende-se determinar o potencial de aproveitamento energético, avaliando a viabilidade de aplicação deste sistema em contexto industrial.
Por o circuito de óleo ainda se encontrar numa fase inicial de construção, foram realizados apenas ensaios experimentais preliminares no circuito responsável por simular o caudal dos gases de escape, para uma fração da gama de potências e temperaturas (41 a 132 kW e 100 a 250°C), e no permutador de tubos alhetados cruzados, operando com escoamento de água em circuito aberto. No circuito de gases, estimou-se o caudal mássico de gases total recorrendo a um analisador de gases e um tubo de Pitot (Fig. 2). No permutador de tubos alhetados, procedeu-se ao cálculo da potência térmica transferida para a água e da perda de carga no seu interior, apresentados na Fig. 3.
Experimentalmente foram observados caudais de gases entre os 0,22 e os 0,93 kg/s, para a gama de potências e temperaturas de gases analisada, valores ligeiramente superiores aos previstos. A gama de potência absorvida pela água (27 a 104 kW), apresentada na Fig. 3 a), permite estimar valores de eficiência do permutador de tubos
Figura 1 - Permutador de tubos alhetados cruzados e integração no circuito de recuperação de calor residual.
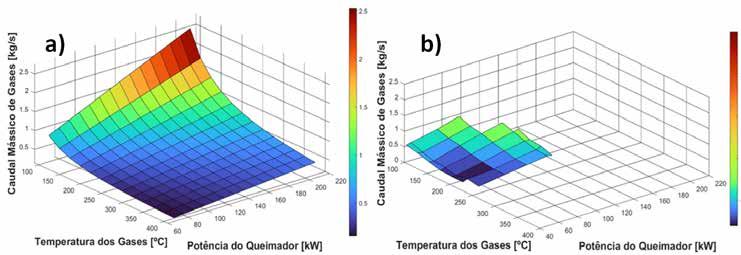
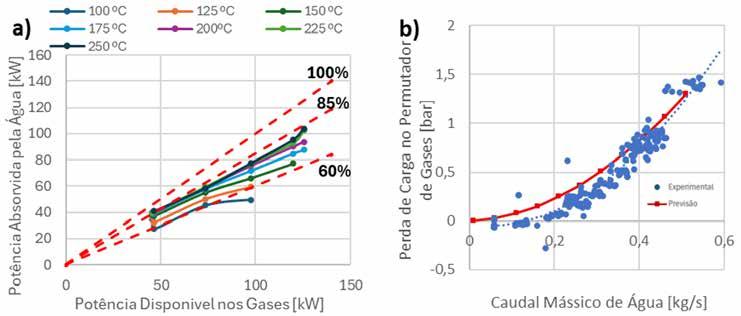
- Resultados experimentais preliminares: a) potência t érmica transferida para a água, b) perda de carga no interior d o permutador.
entre os 63 e 97%. A variação de pressão no permutador aproximou-se do previsto podendo a diferença estar associada à variação de pressão hidrostática (Fig. 3 b).
Acknowledgments: This work is funded by PRR - Recovery and Resilience Plan and by the Next Generation EU Funds, following NOTICE N.° 02/C05-i01/2022, Component 5 – Capitalization and Business Innovation - Mobilizing Agendas for Business Innovation under the AM2R project “Mobilizing Agenda for business innovation in the Two Wheels sector” (reference: 7253).
Referências
[1] Eurostat, (2024, Maio), “Energy statistics - an overview”, Acedido a 28 de Fevereiro de 2025, em: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Energy_statistics_-_an_overview.
[2] C. Forman, I. K. Muritala, R. Pardemann, and B. Meyer, “Estimating the global waste heat potential,” May 01, 2016, Elsevier Ltd. doi: 10.1016/j.rser.2015.12.192.
Figura 2 - Caudal mássico de gases: a) previsto, b) experimenta l.
Figura 3
Caracterização do potencial de recuperação de calor residual e valorização com ORC
M. Santos 1* , R. Mendes 1 , J.B. Ribeiro 1 , J. André 1
1 Univ Coimbra, ADAI, Department of Mechanical Engineering, Rua Luís Reis Santos, Pólo II, 3030-788 Coimbra, Portugal, *marcio.santos@dem.uc.pt
Keywords: eficiência energética, recuperação de calor, ciclo ORC, indústria cerâmica, descarbonização
A indústria cerâmica é um dos setores com consumos mais intensivos em energia térmica, apresentando uma utilização significativa de gás natural no aquecimento de fornos de cozedura [1], [2]. Este trabalho apresenta uma caracterização energética detalhada de várias unidades produtivas, com o objetivo de identificar o potencial de recuperação de calor residual e avaliar a viabilidade da sua conversão
em energia elétrica através de um Ciclo Orgânico de Rankine (ORC).
Com base em dados reais recolhidos em empresas do setor cerâmico, foram analisadas as temperaturas dos gases de exaustão, caudais e perfis de funcionamento dos fornos. Verificou-se na Figura 1 que a temperatura média dos gases de exaustão varia entre 180°C e 320°C, com potências térmicas residuais disponíveis entre 50 kW e 400 kW consoante o tipo de forno e o regime de operação. As cores distinguem os subsetores analisados: verde – cerâmica estrutural,
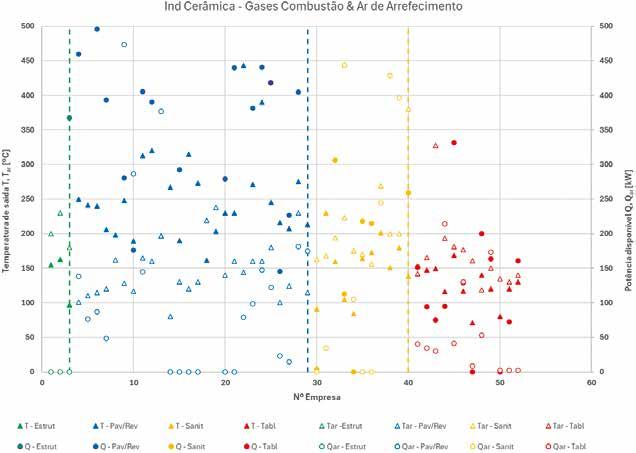
Figura 1 - Temperatura média dos gases de combustão e do ar de arrefecimento (eixo esquerdo) e potência térmica residual dispo nível (eixo direito) em diferentes subsetores da indústria cerâmica.
azul – pavimentos e revestimentos, amarelo – sanitários, e vermelho – tableware. Os símbolos cheios representam as temperaturas dos gases de combustão (T), enquanto os símbolos vazios correspondem às potências térmicas associadas (Q). As linhas tracejadas verticais delimitam os grupos de empresas de cada subsetor. Estes resultados evidenciam um elevado potencial para integração de sistemas de recuperação de calor.
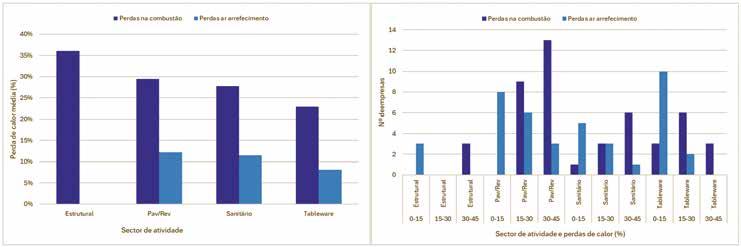
A figura 2a apresenta o valor médio de perdas térmicas na combustão e no ar de arrefecimento, em cada subsetor (estrutural, pavimento/revestimento, sanitário e tableware). É possível verificar o valor decrescente de perdas nos 4 setores. O setor estrutural aproveita todo o calor do ar de arrefecimento, mas é também o que tem maiores perdas na combustão. O setor de tableware é o que tem menores perdas, possivelmente devido à menor temperatura de cozimento necessária no processo.
A figura 2b detalha essa distribuição por intervalos de perdas (0–15%, 15–30% e 30–45%), evidenciando a variabilidade do desempenho energético entre empresas. Observa-se que as maiores perdas ocorrem nos gases de combustão, especialmente nos subsetores estrutural e pavimento/revestimento, confirmando o elevado potencial de recuperação de calor residual nestes segmentos.
Através da modelação termodinâmica de um ciclo ORC de pequena escala, estimou-se que seria possível converter 6–12% da energia térmica residual em energia elétrica, dependendo principalmente da temperatura e do caudal da fonte de calor. A adoção de uma solução deste tipo permitiria reduzir o consumo elétrico do forno, quase na totalidade, e contribuir significativamente para a descarbonização e melhoria da eficiência energética do setor cerâmico.
Agradecimentos: Este trabalho é financiado pelos Fundos FEDER, na sequência do programa COMPETE - Programa Operacional Fatores de Competitividade do PT2030 no contrato «COMPETE2030-FEDER-01187700» (Operação nº 17378).
References
[1] Furszyfer Del Rio, D.D., Sovacool, B.K., Foley, A.M., et al. (2022). Decarbonizing the ceramics industry: A systematic and critical review of policy options, developments, and sociotechnical systems. Renewable and Sustainable Energy Reviews, 157, 112081. DOI: 10.1016/j. rser.2022.112081.
[2] Kandilli, C., Ayna, O.M., & Sahin, M. (2015). Evaluation of the performance of a hydrogen enriched combustion system for ceramic sector. International Journal of Hydrogen Energy, 40(6), 11195–11206

Figura 2 - Distribuição das a) Perdas de calor média e b) nº de empresas por subsetor da indústria cerâmica.
Aproveitamento de calor residual de fornos cerâmicos com bombas de calor de alta temperatura
A. Sousa 1 , M. Santos 1* , R. Mendes 1 , J. André 1 , J.B. Ribeiro 1
1 Univ Coimbra, ADAI, Department of Mechanical Engineering, Rua Luís Reis Santos, Pólo II, 3030-788 Coimbra, Portugal, *marcio.santos@dem.uc.pt
Keywords: eficiência energética, recuperação de calor, bombas de calor, indústria, descarbonização
A descarbonização industrial é essencial para mitigar as alterações climáticas, sendo as bombas de calor de alta temperatura (HTHP) tecnologias-chave para o aumento da eficiência energética [1]. A sua eficácia resulta da capacidade de valorizar calor residual de baixa temperatura, fornecendo muito mais energia térmica do que a energia elétrica consumida [2]. Este trabalho apresenta uma análise termodinâmica abrangente centrada na recuperação de calor residual industrial, comparando o desempenho de várias arquiteturas de HTHP.
Uma bomba de calor é um sistema termodinâmico que transfere calor de uma fonte fria (baixa temperatura) para uma fonte quente (alta temperatura), utilizando trabalho mecânico. O processo baseia-se no ciclo de compressão de vapor, semelhante ao de um frigorífico, mas operando em sentido inverso. O ciclo de uma bomba de calor simples envolve quatro componentes principais: evaporador,
compressor, condensador e válvula de expansão. No evaporador, o fluido refrigerante evapora ao absorver calor da fonte fria. Esse vapor é então comprimido, aumentando a sua pressão e temperatura, no compressor. No condensador, o fluido cede calor à fonte quente, condensando-se novamente em líquido. Por fim, a válvula de expansão reduz a pressão e temperatura do fluido, que regressa ao evaporador para reiniciar o ciclo. Na Figura 1, está representado. Na configuração de duplo estágio com recuperador, representada na Figura 1, o ciclo inclui dois compressores dispostos em série e um permutador intermédio que permite recuperar parte do calor entre as duas fases de compressão.
Este estudo analisa e compara seis configurações termodinâmicas distintas para a bomba de calor de alta temperatura (HTHP): (i) estágio simple (SS), (ii) estágio simples com recuperador (SS-IHX), (iii) duplo estágio (TS), (iv) duplo estágio com recuperador (TS-IHX), (v) duplo estágio com reservatório de flash e recuperador (TS-FT-IHX), (vi) duplo estágio em cascata e recuperador (Cascade-IHX). A avaliação de desempenho é realizada com base numa seleção de cinco
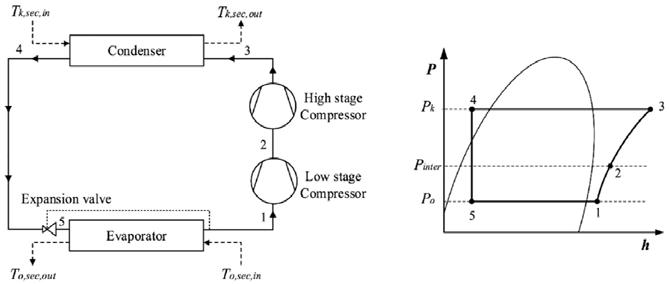
Figura 1 - Bomba de calor de duplo estágio com recuperador (TS- IHX); a) Esquema, b) diagrama P–h.
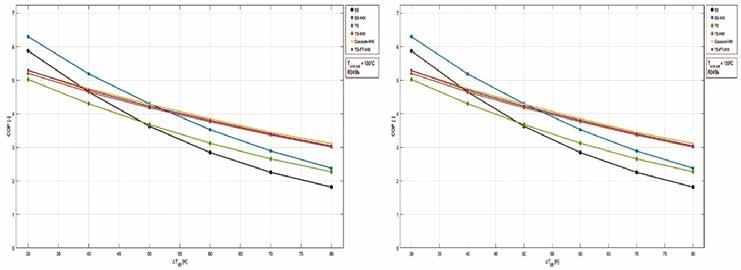
fluidos de trabalho: (a) R-245fa, (b) R-1234ze(Z), (c) R-600, (d) R-601 e (e) R-1233zd(E).
Na figura 2a, o COP diminui com o aumento da elevação de temperatura. Esta redução é principalmente causada pelo aumento do trabalho específico de compressão com a redução da pressão de evaporação (sucção). Para uma pressão de condensação fixa, isto conduz a um rácio de pressões mais elevado, o que aumenta o trabalho isentrópico do compressor. Os resultados do COP, apresentados na Figura 2b, mostram que para diferenças de temperatura reduzidas (30–40 K), o fluido R-601 atinge os valores mais elevados, aproximadamente 6,4 a 30 K e 5,1 a 40 K, sendo seguido de perto pelo R-1233zd(E). Os fluidos R-600, R-1234ze(Z) e R-245fa apresentam valores inferiores. À medida que a diferença de temperaturas aumenta, as curvas de desempenho convergem e, para valores mais elevados (>70 K), o R-1233zd(E) assumem uma ligeira vantagem, alcançando um COP de cerca de 2,0 a 80 K. O desempenho excecional do R-601 em diferenças de temperatura baixas deve-se às suas propriedades termofísicas, que conduzem a um trabalho específico de compressão reduzido. Por sua vez, a vantagem do R-1233zd(E) em diferenças de temperatura elevadas pode ser atribuída à sua temperatura crítica mais alta, que permite uma operação mais eficiente nas proximidades da temperatura da fonte quente de 130°C.
O estudo demonstrou o potencial das bombas de calor de alta temperatura para a recuperação de calor residual industrial, analisando seis configurações de ciclo e cinco fluidos de baixo GWP. Verificou-se um compromisso entre eficiência e compacidade, destacando-se os ciclos de dois estágios com recuperador pelo seu melhor desempenho em diferenças de temperatura elevadas. Resultados mostram que temperaturas mais altas da fonte térmica aumentam significativamente o COP e o VHC, reforçando a relevância destas tecnologias na melhoria da eficiência energética industrial.
Agradecimentos: Este trabalho é financiado pelos Fundos FEDER, na sequência do programa COMPETE - Programa Operacional Facto-
res de Competitividade do PT2030 no contrato «COMPETE2030-FEDER-01187700» (Operação nº 17378).
References
[1] Furszyfer Del Rio, D.D., Sovacool, B.K., Foley, A.M., et al. (2022). Decarbonizing the ceramics industry: A systematic and critical review of policy options, developments, and sociotechnical systems. Renewable and Sustainable Energy Reviews, 157, 112081. DOI: 10.1016/j. rser.2022.112081.
[2] Kandilli, C., Ayna, O.M., & Sahin, M. (2015). Evaluation of the performance of a hydrogen enriched combustion system for ceramic sector. International Journal of Hydrogen Energy, 40(6), 11195–11206

Figura 2 - Variação do COP com a elevação de temperatura para: a) seis configurações e b) 5 fluidos refrigerantes.
Green synthesized hydroxyapatite for bioactive and antibacterial coatiings on Ti-6A1-4V via electrophoretic deposition
M. Relva 1* , D. Santo 1 , R. Alexandre 2 , P. Faia 3 , S. Carvalho 1,4 , Z. Benzarti 1,5 , S. Devesa 1
1 University of Coimbra, CEMMPRE, ARISE, Department of Mechanical Engineering, Rua Luís Reis Santos, 3030-788 Coimbra, Portugal, *mariana.relva10@gmail.com; 2 Inovatools Portugal LDA, Rua da Indústria Metalúrgica, 593
Cumeiras Embra, P-2430-528 Marinha Grande, Portugal; 3 University of Coimbra, CEMMPRE, Electrical and Computer Engineering Department, FCTUC, Polo 2, Pinhal de Marrocos, Coimbra 3030-290, Portugal; 4 IPN - LED&MAT
- Instituto Pedro Nunes, Laboratório de Ensaios, Desgaste e Materiais, Rua Pedro Nunes, 3030-199, Coimbra, Portugal; 5 University of Sfax, Laboratory of Multifunctional Materials and Applications (LaMMA), Department of Phys-ics, Faculty of Sciences of Sfax, Soukra Road km 3.5, B.P. 1171, Sfax 3000, Tunisia
Keywords: Bioceramic, hydroxyapatite, green synthesis, Ti-6Al-4V, antibacterial activity
Hydroxyapatite (HAp) is a calcium phosphate-based bioceramic that has gained significant attention due to its physical and chemical similarity to natural bone. As the main mineral component of bones and teeth, representing about 50% of bone weight, HAp shows excellent biocompatibility, bioactivity, and osteoconductive behaviour, promoting strong osseointegration with surrounding tissue. It is non-toxic, sinterable material, and has controlled solubility and moderate resorbability, making it highly suitable for biomedical applications. In addition to its biological properties, HAp also exhibits dielectric behaviour, which broadens its potential use to energy storage and bioelectronic systems. These combined features make HAp a multifunctional ceramic relevant in materials science, chemistry, and biology.
In this work, HAp was synthesized via a green sol-gel method using Hylocereus undatus cladode extract as a natural template (Fig. 1), providing an environmentally friendly synthesis alternative to conventional routes. The plant extract proved to be an effective and sustainable strategy for controlling particle morphology and phase purity. The influence of extract concentration and heat treatment on structural, morphological and dielectric properties, as well as on the Ca/P ratio, were investigated using X-ray diffraction, Raman spectroscopy, Scanning Electron Microscopy, impedance spectroscopy and Energy-Dispersive X-ray Spectroscopy. Results showed that both parameters significantly affect particle shape, size, and crystallinity, highlighting the approach’s adaptability. This green synthesis route contributes to the development of eco-friendly bioceramic materials, introducing a novel and accessible plant-based template to produce HAp with potential in biomedical and functional ceramic applications.
Given its promising characteristics, the green-synthesized HAp was further explored for surface functionalization applications. To demonstrate its practical potential, the optimized powder was used to produce bioactive coatings on titanium alloy substrates, aiming to promote bioactivity and antibacterial behaviour while maintaining a sustainable processing approach.
The commonly reported challenge of poor adhesion between ceramic coatings and titanium substrates was addressed by thermally oxidizing the Ti-6Al-4V substrates for 1h at 400 °C, forming a thin rutile TiO2 interlayer that improved mechanical bonding and adhesion strength without the need for anodization or hazardous chemicals. Subsequently, electrophoretic deposition was carried out using an 3% w/v hydrogen-peroxide-based, eco-friendly suspension of the green-synthesized HAp powder. The resulting coatings exhibited a heterogeneous surface texture with mostly continuous coverage. The morphology was primarily fine-grained, with regions showing both plate-like and globular crystal growths. Bioactivity was evaluated through apatite formation in simulated body fluid, while antibacterial assays against Staphylococcus aureus demonstrated effective bacterial inhibition.
Overall, this study highlights the potential of green-synthesized hydroxyapatite as a sustainable, multifunctional ceramic and demonstrates how moderate thermal oxidation combined with aqueous electrophoretic deposition can produce well-adhered, bioactive, and antibacterial coatings for next-generation bioceramic applications. This integrated approach yields coatings with enhanced biological performance and pronounced antibacterial properties while maintaining a low environmental impact, collectively defining the novelty and significance of this work.
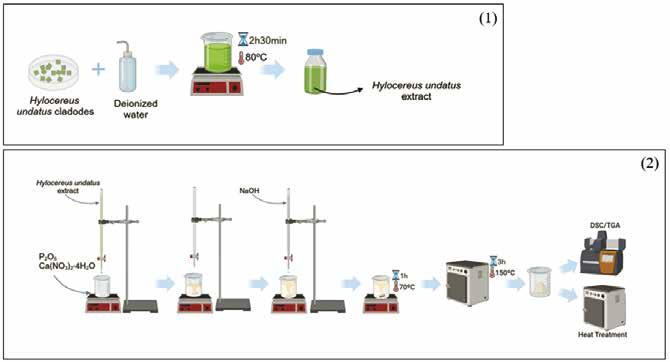
Acknowledgments: This research is sponsored by national funds through FCT – Fundação para a Ciência e Tecnologia, under projects UIDB/00285 – Centre for Mechanical Engineering, Materials and Processes and LA/P/0112/2020.
References
Baladi, M.; Amiri, M.; Mohammadi, P.; Salih Mahdi, K.; Golshani, Z.; Razavi, R.; Salavati-Niasari, M., (2023). Green sol–gel synthesis of hydroxyapatite nanoparticles using lemon extract as capping agent and investigation of its anticancer activity against human cancer cell lines (T98, and SHSY5). Arabian Journal of Chemistry. 104646
Neiva J.; Benzarti, Z.; Carvalho, S.; Devesa, S., (2024). Green Synthesis of CuO Nanoparticles—Structural, Morphological, and Dielectric Characterization. Materials. 5709.
Relva, M., Benzarti, Z., Faia, P., Carvalho, S., Devesa, S. (2025). Biogenic synthesis of hydroxyapatite: A sustainable approach using Hylocereus undatus. Ceramics International. 44218 – 44230.
Relva, M., Santo, D., Alexandre, R., Faia, P., Carvalho, S., Benzarti, Z., Devesa, S. (2025). Electrophoretic Deposition of Green-Synthesized Hydroxyapatite on Thermally Oxidized Titanium: Enhanced Bioactivity and Antibacterial Performance. Applied Sciences. 8598.
Pokhrel, S., (2018). Hydroxyapatite: Preparation, Properties and Its Biomedical Applications. Advances in Chemical Engineering and Science. 225 – 240.

Fig. 1 - Schematic representation of the preparation of Hyzloce reus undatus cladodes extract, step (1), and the synthesis of H Ap, step (2).
Thermo-exergetic perfomance comparison of organic rankine cycle configurations for low-grade industrial waste heat recovery
J. Mota 1 , M. Santos 1 , E. Ribeiro 1* , J. Morgado 1 , J.B. Ribeiro 1
1 Univ Coimbra, ADAI, Department of Mechanical Engineering, Rua Luís Reis Santos, Pólo II, 3030-788 Coimbra, Portugal, *eduardo.ribeiro.mech@gmail.com
Keywords: Decarbonization, Organic Rankine Cycle, Waste Heat Recovery, Exergy Analysis, Low-GWP Working Fluids
Environmental sustainability has become a critical driver in transforming energy-intensive industrial processes. Waste heat recovery (WHR) presents a promising solution by capturing residual heat, typically lost to the environment, and converting it into useful energy. One of the most effective means of doing so involves thermodynamic cycles that converts thermal energy into electricity. Among these, the Organic Rankine Cycle (ORC) has proven to be a mature and versatile technology, well-suited for low- and medium-temperature applications [1].
In this work, the industrial case study is presented focusing on recovering waste heat from the exhaust gases of the furnace, thereby converting what is normally lost energy into a potential source for power generation. Since the exhaust gas analysis revealed a severe misadjustment of the combustion air supply, a tuning procedure was carried out to align the burners with the manufacturer’s recommended operating conditions. Figure 1a compares the %O2 levels mea-
sured in each burner before and after tuning, while Figure 1b shows that the average chimney temperature increased from 140°C to 160°C, which is beneficial for heat-to-power conversion since higher source temperatures improve thermal efficiency. However, at the same time, oxygen measurements indicated a reduction in entrained air, resulting in a lower exhaust mass flow.
The proposed solution adopts a modular layout, integrating an Organic Rankine Cycle (ORC) unit indirectly coupled to the furnace through a thermal oil loop. The indirect configuration provides thermal buffering, improves controllability, and prevents direct exposure of the working fluid to the variable and potentially contaminated flue gases. Figure 2 presents a schematic of the proposed recovery system, comprising three subsystems: (i) the thermal oil circuit, (ii) the ORC power module, and (iii) the cooling system.
A comparative thermo-exergetic evaluation of three Organic Rankine Cycle (ORC) configurations: (a) Basic ORC (BORC), (b) Recuperative ORC (RORC), and (c) Organic Flash Cycle (OFC), was performed for the recovery of low-grade waste heat. Sixteen environmentally friendly
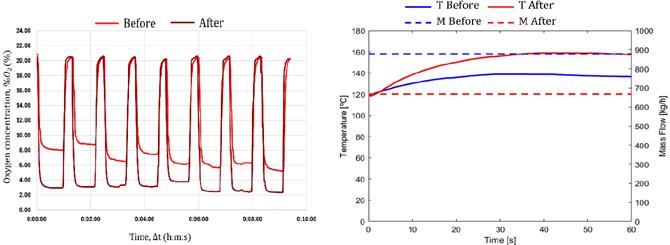
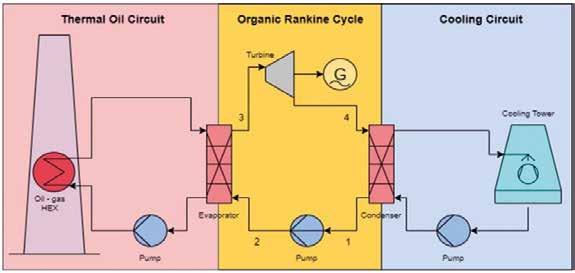
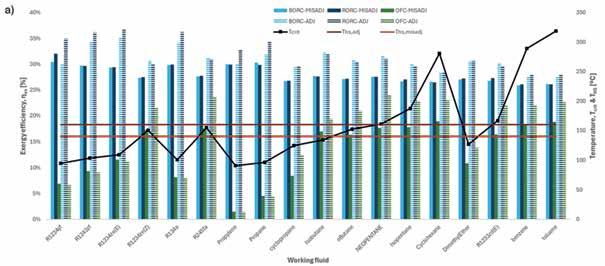
working fluids were assessed under identical heat source conditions, and system performance was analysed in terms of thermal efficiency, exergy efficiency, and heat recovery effectiveness. Figure 3 displays the maximum exergy efficiency for each configuration-working fluid combination under both scenarios.
Despite the lower available thermal power, both thermal and exergy efficiencies rose, confirming that temperature quality is the decisive factor in low-grade heat recovery. Among the tested fluids, R134a and R1234ze(E) achieved the best exergetic performance in both BORC and RORC configurations, reaching exergy efficiencies above 30% and 35%, respectively.
Acknowledgments: This research was supported by PRR - Recovery and Resilience Plan and by the Next Generation EU Funds, following NOTICE N.º 02/C05-i01/2022, Component 5 – Capitalization and Business Innovation - Mobilizing Agendas for Business Innovation under the AM2R project “Mobilizing Agenda for business innovation in the
Two Wheels sector” (reference: 7253). This financial support is gratefully acknowledged.
References
[1] M. Santos, J. André, R. Mendes, J.B. Ribeiro, General framework for hermetic scroll expander modelling derived from commercial compressor, Appl Therm Eng 271 (2025). https://doi.org/10.1016/j.applthermaleng.2025.126314.
Fig. 2 - Schematic representation of the proposed waste heat re covery system.
Fig. 3 - Exergy efficiency performance of the ORC configuration s with different working fluids under adjusted and misadjusted burner conditions.
LOFT® SANWARE. Pastas para Louça Sanitária Vitreous China de Baixa Temperatura de Cozedura
C. Miranda 1 , M. Marques 2 , R. Silva 3 , M. Caldeira 4 , J. Silva 5 , P. Vigário 6 , S. Batista 7 , A.T. Fonseca 8
1 MCS Portugal, claudia.miranda@mota-sc.com, ZI L34 3770-059 Oiã Portugal; 2-7 MCS Portugal, ZI L34 3770-059 Oiã Portugal; 8 Universidade de Aveiro 3810 -193 Aveiro-Portugal.
Resumo
No âmbito da sua participação na Agenda Mobilizadora Ecocerâmica e Cristalaria de Portugal (ECP), em que é parte ativa nos Work Packages 3 e 4 (WP3 e WP4) como tomador de tecnologia, a MSC® assumiu o compromisso de desenvolver uma pasta cerâmica e dois vidrados adequados para o fabrico de louça sanitária vitreous china, capazes de densificar a temperaturas significativamente inferiores (1160 ± 10°C) às usadas atualmente (1220 ± 10°C). Estas atividades enquadram-se na WP4 - Novos produtos cerâmicos com sinterização a baixas temperaturas, da Agenda ECP do PRR. Neste projeto, designado LOFT® SANWARE, a MCS® é o tomador da tecnologia e a Sanindusa o seu demonstrador. O presente documento debruça-se sobre o desenvolvimento da pasta. O conceito LOFT® [1,2], desenvolvido pela MCS®, enquadra-se bem nos objetivos estratégicos para a descarbonização da Agenda ECP, dado que permite reduzir substancialmente as temperaturas de cozedura das pastas cerâmicas vitrificadas. No caso concreto das pastas vitreous para louça sanitária, as atividades de investigação, desenvolvimento e inovação (IDI), conduzidas no âmbito do projeto LOFT® SANWARE, permitiram formular, desenvolver, produzir e testar industrialmente duas pastas cerâmicas - LOFTSAN IDP03A e LOFTSAN IDP04 e dois vidrados – SAN IDV08 (opaco brilhante) e SAN IDV15 (branco matte). Os ensaios industriais, realizados nas instalações da Sanindusa, demonstraram que as soluções desenvolvidas são adequadas para a produção de louça sanitária a 1160 ± 10ºC e satisfazem aos objetivos de descarbonização definidos pela Agenda ECP. Considerando unicamente a redução prevista da temperatura de cozedura, de 1220°C para 1160°C, estima-se uma redução direta de aproximadamente 5% do consumo térmico específico e uma redução equivalente das emissões de gases com efeito de estufa (GEE).
Os trabalhos de IDI foram planeados para se desenvolverem em três fases distintas. A primeira fase, de natureza exploratória, foi conduzida à escala laboratorial (0,5 kg de material seco), tendo sido formuladas e testadas cinco composições distintas de pasta. Na segunda fase, as duas formulações mais promissoras, selecionadas com base na análise técnica efetuada pela MCS®, foram testadas à escala piloto, correspondendo a 50 kg de material seco (100 vezes a escala laboratorial). Por fim, na terceira fase, procedeu-se à validação em escala industrial, com 250 kg de material seco (500 vezes a escala laboratorial). Nesta etapa, as duas pastas selecionadas foram testadas nas instalações da Sanindusa, responsável por todas as operações de fabrico das peças, enquanto a MCS® assegurou o fornecimento das suspensões das pastas e dos vidrados utilizados.
No presente resumo, apenas são apresentados os resultados da caracterização das pastas industriais IDP03A L3411-24 e IDP04 L4411-24 As composições correspondentes a estas pastas encontram-se resumidas na Tabela 1. A notação L identifica o lote (L) usado.
Nas últimas colunas da tabela, figuram os três parâmetros usados para distinguir as cinco pastas que foram primeiro preparadas à escala laboratorial, que evoluíram depois para as escalas piloto e industrial: a relação entre materiais plásticos e materiais duros P/D, que variou entre 1,5 e 2,4, a relação molar SiO2 / Al2O3, que variou entre 3,72 e 4,31 e o fator de fusibilidade FF, que variou entre 13,60 e 14,60.
Do primeiro, depende o comportamento reológico das suspensões e as caraterísticas mecânicas em seco; do segundo, depende a quantidade de mulite formada, as propriedades mecânicas e a resistência piroplástica; do terceiro, dependem a cinética e a extensão da densificação, a sua variação com a temperatura de cozedura e a estabilida-
Tabela 1 - Composições de pasta testadas à escala industrial (2 50 kg de secos/pasta).

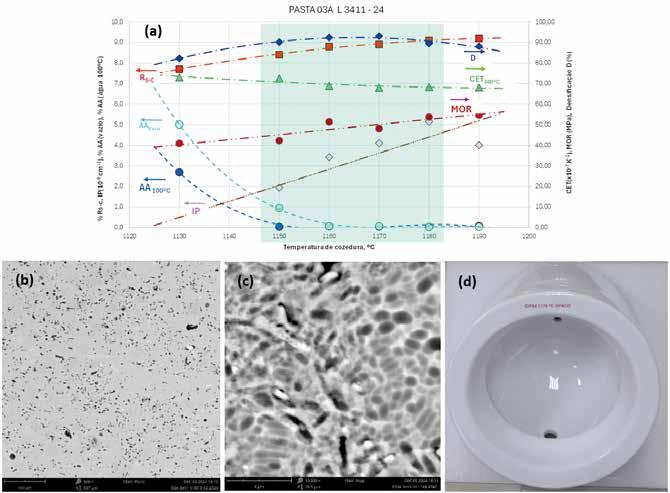
Figura 1 - (a) Efeito da temperatura na evolução das caraterísticas da pasta industrial IDP 03A L 3411-24 ; (b) e (c) Microestruturas sem e com ataque químico, respetivamente, de IDP 03A L3411-24, cozida a 1160°C (amp.500x e 10 000x); (d) Peça fabricada com IDP03A L3411-24 , vidrada com SAN IDV15 (matte) e cozida a 1160°C). (Abreviatur as usadas no gráfico da figura 1 (a) – R s-c -Retração seco-cozido, CET-Coeficiente de expansão térmica, AA 100 – Absorção de água em água fervente, AA vazio – Absorção de água sob vazio, MOR-Módulo de rutura à flexão, IP - Índice piroplást ico [4], D-Densificação).
de dimensional dos produtos finais. Na figura 1 (a), mostra-se como a temperatura influencia a evolução dos parâmetros caraterísticos da pasta IDP03A L3411-24. Da sua análise, retira-se que a partir de 1150°C a absorção já é inferior ao valor de norma (AA100°C ≤0,5%).
Agradecimentos:
Projeto desenvolvido no âmbito da Agenda ECP – Ecocerâmica e Cristalaria de Portugal (Projeto n.º 76, candidatura C64491639100000029), financiado pelo PRR - Plano de Recuperação e Resiliência e pelos Fundos Europeus NextGenerationEU.
Referências
[1] C.Miranda, G.Oliveira, M.Marques, P.Guedes, P.Mónica, P.Vigário, S.Batista e A.T.Fonseca, “VST-Vitreous Stoneware® - O grés porcelânico MCS®-Portugal para Louça. Avaliação das Propriedades”, Técnica-Revista Técnica de Cerâmica e Vidro.CTCV, Julho/Agosto, 4-13 (2021).
[2]-Randall M.G., Suri, P. and Park, S.J., (2009). Review: liquid phase sintering. Journal of Materials Science. 44, pp 1–39.
[3] Matrix V6.01. Programa informático para cálculo de vidrados. New Zealand (2012).
[4]- Yeşin, D.Y. and Özel, E., (2012). Evaluation of pyroplastic deformation in sanitaryware porcelain bodies. Ceramics International. 38, 1399–1407.
Ferramenta digital para recuperação de calor na indústria cerâmica e da cristalaria - inovação para a eficiência energética
M. Monteiro 1 , S. Bezerra 1 , C. Garrido 2 , Y. Hatta 2 , R. Ribeiro 3 , F. Lázaro 3 , V. Ferreira 3 , P. Cardoso 4 , H. Monteiro 1* 1 Low Carbon & Resource Efficiency, R&Di, Instituto de Soldadura e Qualidade, Rua do Mirante 258, 4415-491 Grijó, Portugal., *himonteiro@isq.pt; 2 INEGI, Instituto de Ciência e Inovação em Engenharia Mecânica e Engenharia Industrial, Rua Dr. Roberto Frias, 400, 4200-465 Porto, Portugal; 3 INEGI, Instituto de Ciência e Inovação em Engenharia Mecânica e Engenharia Industrial, Rua Dr. Roberto Frias, 400, 4200-465 Porto, Portugal; 4 CTCV, Centro Tecnológico da Cerâmica e do Vidro, iParque lote 6 e7, 3040-540 Antanhol, Portugal
Keywords: Eficiência energética; Recuperação de calor; Descarbonização industrial; Software
A indústria cerâmica caracteriza-se por processos produtivos intensivos em energia térmica, especialmente nas etapas de cozedura, secagem e atomização, onde grandes quantidades de calor são geradas e frequentemente desperdiçadas sob a forma de calor residual (Monteiro, 2022). Apesar do elevado potencial de recuperação desse calor, muitas unidades industriais enfrentam dificuldades técnicas e económicas para identificar, quantificar e reaproveitar essas perdas
de forma eficiente (Oliveira 2020). A ausência de ferramentas digitais específicas que agilizem o diagnóstico térmico e a avaliação de soluções de recuperação limita a adoção de medidas sustentáveis e impede ganhos significativos em eficiência energética. Neste contexto, torna-se essencial o desenvolvimento de uma ferramenta dedicada que permita analisar rapidamente os fluxos térmicos das indústrias, simular cenários de reaproveitamento de calor e tomar decisões informadas, contribuindo para a descarbonização do setor e a redução de custos operacionais.
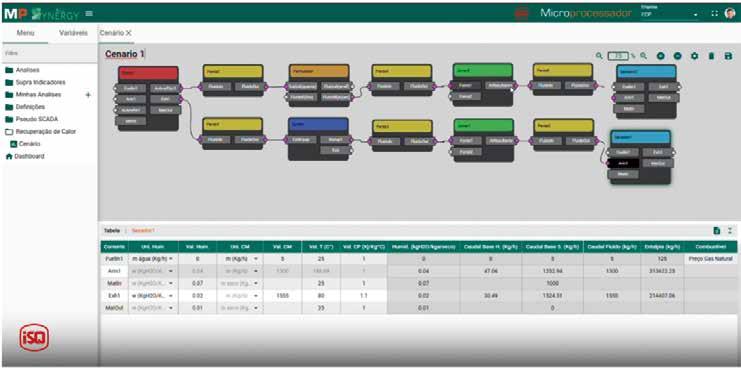
Figura 1 - Dashboard do módulo de recuperação de calor em desenvolvimento
A Agenda ECP – Ecocerâmica e Cristalaria de Portugal constitui uma iniciativa mobilizadora e transversal que visa reforçar a competitividade e sustentabilidade dos setores da cerâmica e da cristalaria em Portugal. Inserido no Plano de Recuperação e Resiliência (PRR), este projeto aposta em quatro áreas temáticas centrais: sustentabilidade energética, economia circular e simbioses industriais, transição digital e capacitação, com o objetivo de promover a inovação e a descarbonização dos processos industriais. No âmbito do Work Package 2 (WP2), coordenado pelo ISQ, destaca-se o desenvolvimento de uma ferramenta digital de apoio à recuperação de calor residual, concebida para acelerar estudos técnicos e decisões estratégicas de recuperação de calor para as unidades industriais da cerâmica e cristalaria.
Esta ferramenta visa mitigar perdas térmicas significativas, otimizando o aproveitamento energético dos processos de secagem de cozedura, secagem e outros processos de combustão, que são particularmente intensivos nestes setores.
A solução tecnológica proposta integra funcionalidades de modelação digital, permitindo através da introdução de dados operacionais das indústrias identificar zonas críticas de perda de calor e avaliar e comparar o potencial de diferentes cenários de recuperação de calor. Além disso, a ferramenta incorpora algoritmos de simulação térmica e análise de viabilidade económica simplificada, facilitando a tomada de decisão por parte dos gestores industriais. A sua aplicação prática está orientada para ambientes industriais reais, tendo os modelos sido construídos com base em dados de parceiros industriais.
A compilação de dados industriais antecedente aos modelos matemáticos foi resultado do trabalho conjunto de levantamento e análise energética feito pelos parceiros ISQ, INEGI e CTCV. A materialização desta ferramenta deu origem a um módulo de Recuperação de calor, do Software AllSynergy, da Microprocessador, enquanto tomador da tecnologia. A fase de validação da ferramenta encontra-se em curso, tendo demonstração prevista com base em dados de unidades produtivas parceiras do consórcio.
Este desenvolvimento insere-se numa estratégia mais ampla de descarbonização e eficiência energética, contribuindo para a redução das emissões de CO2 e para o cumprimento das metas ambientais nacionais e europeias. Ao promover a valorização do calor residual, a Agenda ECP reforça a sustentabilidade dos processos produtivos e estimula a adoção de tecnologias limpas e inteligentes.
Em suma, a ferramenta de apoio à recuperação de calor da Agenda ECP representa um avanço significativo na digitalização e sustentabilidade da indústria cerâmica e da cristalaria, combinando inovação tecnológica com impacto ambiental positivo e ganhos de competitividade para o setor.
Agradecimentos: Este trabalho foi desenvolvido no âmbito da Agenda Verde para a Inovação Empresarial, financiada pelo PRR—Plano de Recuperação e Resiliência, no âmbito do Next Generation EU da União Europeia | Projeto n.º 76, candidatura C644916391-00000029.
Este trabalho foi também financiado através da componente de financiamento base do Centro de Tecnologia e Inovação – ISQ, nos termos definidos no AAC nº 03/C05-i02/2022.
Referências
Monteiro, H., Cruz, P. L., & Moura, B. (2022). Integrated environmental and economic life cycle assessment of improvement strategies for a ceramic industry. Journal of Cleaner Production, 345, 131173. https://doi.org/10.1016/j.jclepro.2022.131173
Oliveira, M., Iten, M., Cruz, P. L., & Monteiro, H. (2020). Review on Energy Efficiency Progresses, Technologies and Strategies in the Ceramic Sector Focusing on Waste Heat Recovery. Energies, 13(22). https://doi.org/10.3390/en13226096

Iron tailings geopolymer tiles: a low-carbon alternative to traditional ceramics
Deborah
Arduin 1* , Andreia Santos 1** , Slavka Andrejkovičová 1 , Fernando Rocha 1
1 Geosciences Department, GeoBioTec, University of Aveiro, Aveiro, Portugal *deborah.arduin@ua.pt; **andreia.santos1@ua.pt
Keywords: Geopolymers, Mining Waste, Life Cycle Assessment, Low Carbon Footprint, Sustainability.
The ceramic industry is an essential part of both the European and national economies, facing the urgent challenge of decarbonization within the context of energy transition and stricter environmental standards. As a highly energy-intensive sector reliant on virgin raw materials, it significantly contributes to CO2 emissions. This work proposes the development of low carbon geopolymeric tiles made from low-grade kaolins and mining tailings. Through alkali activation and room-temperature curing, it is feasible to eliminate energy-intensive steps, such as curing, and reduce the greenhouse gas (GHG) emissions compared to traditional methods. Moreover, this study aims to valorize industrial waste and decrease the use of virgin raw materials and fossil energy, supporting the circular economy and European climate neutrality objectives (Santos et al., 2024).
These geopolymers were produced using metakaolin (derived from kaolin sourced from São Vicente de Pereira Jusã, Portugal, calcined at 700°C for 4 hours) and iron mining tailings from Moncorvo mine, Portugal. Two geopolymer formulations were developed, the first using 100% metakaolin (100MK) and the second combining 50% metakaolin with 50% iron tailings (50MK) (Fig. 1). The geopolymer tiles were tested for compressive strength (EN 1015-11, 2019) and for porosity (Mercury intrusion porosimetry) to ensure technical performance equivalent or superior to traditional ceramic products, while offering high durability. To assess environmental performance, the Life Cycle Assessment (LCA) methodology was applied (EN 15804:2012+A2, 2019) to evaluate the environmental impacts of the product stage (A1–A3) and compare them with conventional ceramic solutions.
The geopolymers exhibited compressive strengths ranging from 35 to 41 MPa, with values above 31 MPa maintained after two years, demonstrating excellent long-term mechanical stability. Porosity values ranged between 27.4% and 30.5%, with more than 90% consisting of mesopores, a feature that enhances durability and functional performance.
The LCA results for the Product Stage (A1-A3) of geopolymer tiles
100MK and 50MK showed 8.24 kg CO2 eq/m2 and 5.94 kg CO2 eq/ m2, respectively. The A1 module's primary lever for GHG emissions is the use of alkaline activators. Increasing the waste in the formulation results in reduced amounts of alkaline activators (AAs), specifically sodium hydroxide and sodium silicate. Considering the A2 module, the 100MK geopolymer accounted for 58% of the emissions associated with transporting alkaline activators. In the 50MK geopolymer, the iron residue and contribution to transport surpassed 66%. In the A3 module, electricity is the main lever, and the 50MK showed a reduction of 0.02 kg CO2 eq/m2 in electricity emissions attributed to the decrease in calcination. Compared to the EPD results for Portuguese tiles (Fig. 2), the metakaolin-based geopolymer tiles presented lower GHG emissions. Replacing 50% of metakaolin with iron tailings resulted in a reduction of more than 40% in GHG emissions, confirming the sustainable potential of the material for tiling.
The mixture, comprising 50% metakaolin and 50% mining tailings, provided a balance between quality and sustainability, combining strength, stability, and valorizing residues. These features are fully aligned with the principles of the circular economy and carbon footprint reduction.
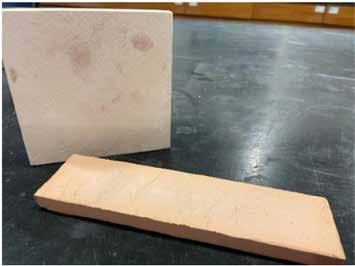
Fig 1 - Geopolymer tile formulation with 100% metakaolin (100MK ).
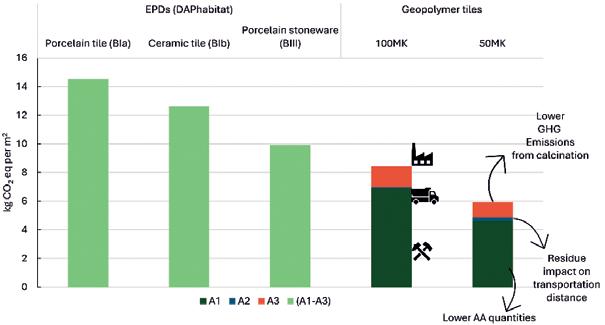
Ongoing research focuses on improving formulations and curing methods to enhance the performance and durability of these materials. The goal is to prepare the technology for certification, supporting the development of low-carbon tiles' technological maturity and industrial viability.
Acknowledgments: We would like to sincerely thank the Department of Geosciences at the University of Aveiro, Portugal, for providing the space and materials needed for this project. This work was supported by the GeoBioTec research unit (UIDB/04035) and the FCT - Foundation for Science and Technology, which funded the PhDs (UI/ BD/152289/2021, UI/BD/152214/2021).
References
EN 1015-11 (Issue Methods of test for mortar for masonry-Part 11: Determination of flexural and, pp. 1–15). (2019). CEN CENELEC. https://standards.iteh.ai/catalog/standards/cen/14596d4c-119b-4a78-94e1-3fe481a29bde/en-1015-11-2019
EN 15804:2012+A2. (2019). In Technical Committee CEN/TC 350 (Issue Sustainability of construction works-Environmental product declarations-Core rules for the product category of construction products, pp. 1–71). CEN/CENELEC.
Santos, A., Andrejkovičová, S., Perná, I., Almeida, F., & Rocha, F. (2024). Mechanical and thermal properties of geopolymers derived from metakaolin with iron mine waste. Applied Clay Science, 258 (May), 107452–107460. https://doi.org/10.1016/j.clay.2024.107452

Fig. 2 - GWP total emissions at the Product Stage (A1-A3) of tr aditional ceramic tiles compared to geopolymer tiles with 100% MK (100MK) and 50% iron tailing and 50% MK (50MK).
LaserCer – Tecnologias Inteligentes de Manufatura Aditiva por Laser para Cerâmica
P. Nunes 1,2* , L. Pires 1,3 , J. Luís 1,3 , P. Lima 1,2 , T. Araújo 1,4 , A. Baeta 3,5 , P. M. Vilarinho 3,5 , M. Oliveira 1,3 , F. Azedo 6 , J. Marinheiro 6 1 EMaRT Group - Emerging: Materials, Research Technology, School of Design, Management and Production Technologies Northern Aveiro, University of Aveiro, Oliveira de Azeméis, Portugal, *pnunes@ua.pt; 2 TEMA, Centro de Tecnologia Mecânica e Automação, Universidade de Aveiro, Aveiro, Portugal; 3 CICECO, Instituto de Materiais de Aveiro, Universidade de Aveiro, Aveiro, Portugal; 4 IEETA, Instituto de Engenharia Eletrónica e Telemática de Aveiro, Universidade de Aveiro, Aveiro, Portugal; 5 DEMAC, Departamento de Engenharia de Materiais e Cerâmica, Universidade de Aveiro, Aveiro, Portugal; 6 Porcelanas da Costa Verde S.A., 3840-385 Vagos, Portugal.
Keywords: Laser-Based Additive Manufacturing, porcelain, artificial intelligence, mixed reality, Industry 4.0
O setor cerâmico — designadamente nas porcelanas utilitárias e decorativas — enfrenta desafios crescentes em termos de competitividade, sustentabilidade e diferenciação de produtos. O projeto LaserCer surge como uma resposta inovadora, propondo investigação e validação de tecnologias de manufatura aditiva (MA), no caso a sinterização seletiva a laser indireta (iSLS), integradas com sistemas de Inteligência Artificial (IA) e Realidade Mista (RM), com o objetivo de criar produtos de porcelana disruptivos através de processos de produção otimizados
Em particular, as tecnologias de MA como a iSLS, assentam sobretudo no domínio do digital e da inovação, uma vez que, por definição, são tecnologias que possibilitam a construção de modelos reais, a partir de dados virtuais, através de princípios de construção “camada a camada”. Desta forma, o seu crescimento tecnológico é inequívoco, dando origem a inúmeras áreas de estudo - quer seja nos materiais, robótica, programação, automação - que estão diretamente relacionadas com a MA, e outras que estão indiretamente relacionadas, como são os casos da cadeia de valor, reciclagem, reaproveitamento, otimização e design.
Este trabalho apresenta a estrutura do projeto, os seus principais objetivos e desafios tecnológicos, bem como o impacto esperado nos processos de produção e na valorização da indústria cerâmica, abordando questões fundamentais como: (i) a digitalização e otimização do ciclo de design-produção para peças cerâmicas complexas; (ii) o uso da tecnologia laser para deposição ou sinterização de materiais cerâmicos, permitindo geometrias e funcionalidades além dos métodos tradicionais; (iii) e a incorporação de IA e RM para monitorização em tempo real, controlo e fabrico adaptável, aumentando a flexibilidade, reduzindo o desperdício e aumentando
o valor acrescentado dos produtos.
O projeto visa alcançar o desenvolvimento de linhas de produtos de porcelana com características inovadoras (forma, funcionalidade e personalização), associadas a um processo de produção mais eficiente, digital e competitivo. Para tal, o projeto resulta de uma colaboração de longa data entre a Universidade de Aveiro e a Porcelanas da Costa Verde S.A. — promovendo a transferência de conhecimento e a modernização da indústria cerâmica portuguesa.
Acknowledgments: Este estudo foi financiado pelo Fundo Europeu de Desenvolvimento Regional – FEDER, através do Programa de Inovação e Transição Digital – PITD, no âmbito do projeto LaserCer– Tecnologias Inteligentes de Manufatura Aditiva por Laser para Cerâmica, COMPETE2030-FEDER-01174800.
Este trabalho é financiado por fundos nacionais através da FCT – Fundação para a Ciência e a Tecnologia, I.P., no âmbito do projeto/apoio UID/00481 – Centro de Tecnologia Mecânica e Automação (TEMA).
Este trabalho foi desenvolvido no âmbito do projeto CICECO - Aveiro Instituto de Materiais, UIDB/50011/2020 (DOI 10.54499/UIDB/50011/2020), UIDP/50011/2020 (DOI 10.54499/ UIDP/50011/2020) & LA/P/0006/2020 (DOI 10.54499/LA/P/0006/2020), financiado por fundos nacionais através de FCT/MCTES (PIDDAC).
Este trabalho foi apoiado pelo (unidade de investigação 00127/2025-IEETA (https://www.ieeta.pt/).





LaserMarKer - Desenvolvimento de soluções Laser para rastreabilidade e personalização de produtos cerâmicos
N.M. Ferreira 1* , T. C. Marques 1 , J.F. Pinto 1 , J. Monteiro 1 , I. Rondão 2 , V. Francisco 2 , F. Azedo 3 , J. Marinheiro 3
1 i3N e Departamento de Física, Universidade de Aveiro, 3810-193, Aveiro, Portugal, *nmferreira@ua.pt; 2 CTCV
- Centro Tecnológico da Cerâmica e do Vidro, Antanhol, Portugal; 3 Porcelanas da Costa Verde S.A., 3840-385, Vagos, Portugal
Palavras-chave: laser, códigos QR, passaporte digital do produto (PDP), rastreabilidade, circularidade, porcelana
A indústria cerâmica portuguesa tem um elevado peso na economia nacional, com uma forte componente exportadora, representando 1,4% do PIB nacional. No subsector da louça utilitária e decorativa, do qual a Porcelanas da Costa Verde S.A. faz parte, Portugal apresenta-se como um dos principais exportadores a nível europeu [1]. Posicionando-se num mercado global onde cada vez mais, para além da qualidade e inovação no design e na função, as garantias de circularidade, boas práticas ambientais e personalização do produto agregam valor. Os desenvolvimentos do sector em termos de processo produtivo têm sido no sentido de automatizar o mesmo, aumentar eficiência energética e produtiva, e também minimizar o impacto ambiental resultante. Tendo em vista estes objetivos, a rastreabilidade do processo produtivo ganha cada vez mais relevância, como forma de, em tempo real, e ao longo de todo o processo de fabrico e ciclo de vida do produto, conhecer o histórico detalhado das operações, a origem das matérias-primas, e a aplicabilidade e/ou localização do produto. No entanto, não existem ainda no mercado soluções tecnológicas, que permitam implementar a rastreabilidade de uma forma global, ao processo cerâmico, atendendo às características do mesmo, nomeadamente as altas temperaturas de cozedura destes produtos.
Existem diversas tecnologias disponíveis que permitem imprimir um código ou outra forma de identificação num cerâmico, como por exemplo a impressão a jato de tinta ou a serigrafia. Contudo, a utilização de tintas e pigmentos (inerentes a estas tecnologias), limita a utilização das mesmas na fase considerada ideal para iniciar a rastreabilidade do processo, ou seja, logo após a conformação da peça. Seguidamente, a secagem e posteriormente a cozedura, são processos que causam alteração do tamanho das peças, devido à retração gerada pela perda de água e densificação do corpo cerâmico, poden-
do originar deformação da marcação inscrita, tornando-a ilegível. A aplicação da camada de vidrado, que confere o aspeto e acabamento final à peça, constitui uma outra dificuldade, pela sua opacidade ou coloração, que pode ocultar total ou parcialmente a identificação da peça, dificultando a sua leitura.
O projeto LaserMarKer propõe como solução a este problema a aplicação de um sistema laser como método de marcação em peças de porcelana, visando alcançar a sua rastreabilidade e personalização. No caso da indústria cerâmica a sua aplicação enfrenta algumas dificuldades relacionadas com a baixa condução térmica destes materiais, quando irradiados por um feixe laser, sobreaquecendo localmente, causando o aparecimento de fissuras [2]. Este efeito pode ser minimizado com o ajuste dos parâmetros do laser (potência, frequência, velocidade, etc.), atendendo às características do produto cerâmico a modificar. Estudos preliminares demonstraram a capacidade e eficiência da marcação de códigos QR em ladrilhos de monoporosa, com recurso a um laser de CO2, sendo possível obter marcações detetáveis com diferentes combinações de parâmetros do laser, bem como a informação contida e dimensão do código QR [3].
No âmbito do projeto LaserMarKer, propõe o desenvolvimento de processos a laser para gravação, marcação e identificação de peças cerâmicas, tendo em vista três linhas de aplicação: i) a identificação individual de peças através de códigos (ex: código QR), principal aplicação, visando a rastreabilidade do produto e do processo cerâmico e a integração do Passaporte Digital de Produto (PDP); ii) a decoração, sem a necessidade de tratamento térmico posterior, aplicável a backstamps e logotipos; iii) e a personalização de peças a pedido do cliente, um serviço on demand e just in time, sem necessidade de cozeduras adicionais.
O projeto LaserMarKer teve início em setembro de 2025 e encontra-se atualmente na fase de levantamento do estado da arte e de
vigilância tecnológica. Prevê-se que o desenvolvimento das soluções propostas para o setor da cerâmica decorra ao longo dos próximos três anos. Esta é uma iniciativa promovida pela Porcelanas da Costa Verde S.A. (CV), em parceria com a Universidade de Aveiro (UA) e o Centro Tecnológico da Cerâmica e do Vidro (CTCV) enquanto entidades de I&DI, constituindo um consórcio robusto que alia conhecimento técnico-científico assegurando uma transferência eficaz de tecnologia e escalabilidade industrial para o setor da porcelana.
Reconhecimentos: Este trabalho foi financiado pelos fundos FEDER – Fundo Europeu de Desenvolvimento Regional, através do programa Inovação e Transição Digital do projeto “LaserMarKer - Desenvolvimento de soluções Laser para rastreabilidade e personalização de produtos cerâmicos”, COMPETE2030-FEDER- 01473100.
Referências
[1] Revista Kéramica, APICER, n.º 383, Julho/Agosto 2023
[2] J. Carneiro et al., Ceramics in Modern Technologies, Abril 2020, vol. 2 (DOI:10.29272/cmt.2019.0009)
[3] Revista Técnica de Cerâmica e Vidro, CTCV, nº17, Novembro/Dezembro 2022, pág. 16-21
Modelação, simulação e virtualização de fornos híbridos: inovação para a eficiência e neutralidade carbónica na indústria cerâmica
G.R. Silva 1* , R. Faria 1,2,3 , N. Ferreira 1,2,4 1 Polytechnic University of Coimbra - ISEC, Coimbra, Portugal, * a2019141642@isec.pt; 2 CTCV DG/I&D - Centro Tecnológico da Cerâmica e do Vidro, Coimbra, Portugal; 3 ADAI-LAETA, Dep. Mechanical Engineering, University of Coimbra, Coimbra, Portugal; 4 GECAD - Knowledge Research Group on Intelligent Engineering and Computing for Advanced Innovation and Development of the Engineering Institute of Porto (ISEP), Polytechnic Institute of Porto (IPP), Porto, Portugal
Keywords: Modelação computacional; Simulação térmica; Virtualização industrial; Forno híbrido; Transição energética
A indústria cerâmica caracteriza-se por um elevado consumo energético e uma forte dependência de combustíveis fósseis, em particular do gás natural (GN) (Cerame-Unie, 2021). Essa dependência resulta da natureza intensiva em energia de diversos processos críticos, tais como atomização, secagem e cozedura, que podem representar até 30% dos custos totais de produção (DGEG, 2020) e constituem as principais fontes de emissões diretas de CO2 (Fig. 1).
O desafio da descarbonização no setor cerâmico, impulsionado pelas metas nacionais e europeias de neutralidade carbónica até 2050 (APICER, 2024), não pode ser superado apenas com melhorias incrementais de eficiência. Nesse contexto, o hidrogénio verde (H2) surge como uma solução promissora, capaz de reduzir significativamente
as emissões diretas de CO2 associadas à combustão de combustíveis fósseis (CTCV, 2023; Rondão, 2023), uma vez que a sua oxidação gera, essencialmente, vapor de água.
A transição para o uso de hidrogénio pode ser operacionalizada através de fornos híbridos, os quais permitem a utilização combinada de H2, GN e energia elétrica. Esta abordagem possibilita uma transição gradual e tecnicamente controlada, evitando a substituição imediata de equipamentos e assegurando a continuidade produtiva. Contudo, a implementação desses sistemas envolve desafios técnicos relevantes, nomeadamente no controlo da combustão, da atmosfera interna e da estabilidade térmica do forno (Rondão, 2023).
Atualmente, o CTCV (Centro Tecnológico da Cerâmica e do Vidro) dispõe de dois fornos híbridos para investigação aplicada: (i) um forno intermitente à escala laboratorial (Fig. 2 (a)), reconvertido para ope-
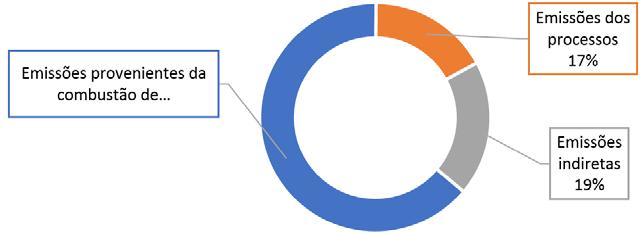
Figura 1 - Percentagem das fontes de emissões na indústria cerâ mica em 2020 (Cerame-Unie, 2021).

ração com eletricidade, GN e H2; e (ii) um forno de rolos de 11 metros à escala pré-industrial (Fig.2 (b)) — o primeiro do género na Europa (Jornal de Negócios, 2025). Estes equipamentos permitem o estudo sistemático dos efeitos das misturas H2+GN e da energia elétrica sobre o desempenho térmico, as propriedades dos produtos e as emissões associadas, avaliando ainda a viabilidade de operação com percentagens crescentes de hidrogénio.
Em alinhamento com os objetivos de digitalização e sustentabilidade industrial, e no âmbito da agenda Ecocerâmica e Cristalaria de Portugal, o CTCV lidera a iniciativa Ceramic and Glass Digital Training Academy. Este projeto visa, também, a modelação, simulação e virtualização dos fornos híbridos, de modo a reproduzir digitalmente o seu comportamento térmico e energético, permitindo desta forma:
• Simular cenários de falha e estratégias de resposta;
• Testar diferentes misturas de combustíveis e rampas de aquecimento híbridas;
• Avaliar o impacto de cargas e velocidades de transporte;
• Apoiar a formação técnica em ambiente seguro e interativo.
Os benefícios desta abordagem manifestam-se em três dimensões fundamentais: na formação, ao promover a capacitação de técnicos em ambientes seguros e realistas; na otimização industrial, ao permitir testes e calibrações sem interrupção dos processos produtivos, apoiando decisões estratégicas; e na sustentabilidade, ao contribuir para a redução das emissões e do consumo energético global.
Em síntese, a integração de tecnologias digitais — modelação, simulação e virtualização — com o desenvolvimento de fornos híbridos representa um avanço estratégico para a descarbonização e modernização digital da indústria cerâmica, posicionando o setor na vanguarda da transição energética e tecnológica europeia.
Agradecimentos: Os autores agradecem ao CTCV – Centro Tecnológico da Cerâmica e do Vidro – pelo apoio técnico-científico prestado e pela disponibilização dos fornos híbridos para este trabalho.
Referências
Cerame-Unie A.I.S.B.L. (2021). Ceramic roadmap to 2050: Continuing our path towards climate neutrality. Bruxelas, Bélgica: Cerame-Unie.
DGEG. (2020). Consumo de energia na indústria cerâmica. https://dminas.ist.utl.pt/index.php/medidas-setor/ceramica/consumo-de-energia
APICER. (2024). Manual de eficiência energética e carbónica https:// www.apicer.pt/apicer/media/673f139e151e3.pdf
CTCV – Centro Tecnológico da Cerâmica e do Vidro. (2023). Revista técnica de indústria da fileira do habitat (N.º 18, março/abril). CTCV.
Rondão, I. (2023). Desafios e oportunidades para descarbonização dos setores da cerâmica e do vidro. CTCV.
Jornal de Negócios. (2024). Já se cozem peças cerâmicas num forno a hidrogénio em Coimbra. https://www.jornaldenegocios.pt/empresas/ energia/detalhe/ja-se-cozem-pecas-ceramicas-num-forno-a-hidrogenio-em-coimbra.
Jornal de Negócios. (2025). Coimbra apresenta ao mundo o primeiro forno contínuo híbrido para a indústria cerâmica. https://www.jornaldenegocios.pt/empresas/industria/detalhe/coimbra-apresenta-ao-mundo-o-primeiro-forno-continuo-hibrido-para-a-industria-ceramica.
Figura 2 - Fornos híbridos: (a) forno intermitente (Jornal de N egócios (2024)); (b) forno de rolos (Jornal de Negócios (2025))
Portfolio de Projetos de Inovação e Desenvolvimento 2025

Website: agendaecp.pt
Data de início: 2022/01/01
Data de fim: 2026/06/30
ECP - EcoCerâmica e Cristalaria de Portugal
Programa: PRR-Agendas mobilizadoras
Resumo: A Agenda Ecocerâmica e Cristalaria de Portugal tem como objetivo reforçar a competitividade das indústrias de cerâmica e cristalaria a nível nacional, assente em fatores de inovação, de diferenciação e uma sólida dinâmica colaborativa, com investimentos em todas as etapas da cadeia de valor do setor e sustentados pela melhoria das qualificações dos seus ativos.
A missão deste projeto é promover a transformação sustentável e digital dos setores da cerâmica e da cristalaria, através da utilização de energias verdes, da redução da pegada carbónica, da reutilização e reciclagem de resíduos próprios e de outros setores, da digitalização de produtos, processos e cadeias logísticas, com recurso ao passaporte digital verde, e da formação e capacitação dos recursos humanos.

Website: newgenstorage.pt
Data de início: 2022/01/01
Data de fim: 2025/12/31
NGS - New Generation Storage
Programa: PRR-Agendas mobilizadoras
Resumo: O New Generation Storage (NGS) visa transformar estruturalmente o ecossistema nacional da indústria de baterias, criando as condições necessárias – ao nível tecnológico e de recursos humanos – desde o desenvolvimento de tecnologias inovadoras, até à gestão do fim-de-vida das baterias, contribuindo para a implementação de uma cadeia de valor completa, tornando Portugal numa referência a nível mundial. Abarca a totalidade da cadeia de valor de produção de componentes, packs e reciclagem de baterias, e propõe-se a agregação de valor a cada etapa do processo.
O consórcio envolve 47 parceiros que trabalham para o desenvolvimento deste ecossistema de baterias completo e totalmente circular em Portugal.
Portfolio de Projetos de Inovação e Desenvolvimento 2025
PTCentroDIH - DiH - Digital Innovation Hub da Região Centro
Programa: PRR - Pólos de Inovação Digital
Resumo: O PTCentroDIH é uma rede colaborativa que inclui centros de competências digitais específicas, com o objetivo de disseminação e adoção de tecnologias digitais avançadas por parte do tecido empresarial e outras entidades privadas e públicas da Região Centro por via do desenvolvimento, teste e experimentação dessas mesmas tecnologias. Tem como objetivos estimular o desenvolvimento digital das entidades da Região Centro, PME's e outras instituições públicas e privadas; contribuir para a identificação das necessidades de qualificação e requalificação dos RH, com o objetivo de aumentar a competitividade económica e social da Região Centro; responder aos requisitos identificados no Programa Europa Digital, privilegiando 3 tecnologias digitais: HPC (Computação de alto desempenho), Inteligência Artificial, e cibersegurança e criar as bases para uma intensificação das sinergias a um nível nacional e internacional. Esta rede irá prestar serviços adequados em “Teste antes de investir”, “Competências e treino”, “Apoio para encontrar investimento” e “Ecossistema de inovação e networking.

Website: www.ptcentrodih.pt
Data de início: 2023/10/01
Data de fim: 2026/06/15
CeramicLowCO2 - Roteiro para a Neutralidade Carbónica da Indústria
Cerâmica até 2050
Programa: PRR-Descarbonização - Aviso 1 - Roteiros para a descarbonização
Resumo: O Roteiro prevê medidas e tecnologias abrangentes no caminho para a descarbonização do setor da Cerâmica, incluindo medidas em graus de maturidade tecnológica ainda relativamente baixos por se considerar que esta indústria enfrenta desafios críticos nesta matéria, sendo as metas previstas muito ambiciosas face ao atual grau de desenvolvimento de algumas tecnologias.
Pretende-se assim apresentar uma série de medidas e tecnologias que as empresas possam aplicar na sua atividade produtiva, podendo escolher quais melhor se aplicam e assim contribuir para o aumento da eficiência energética e da eficiência de todo o processo produtivo.

Website: ceramiclowco2.ctcv.pt
Data de início: 2023/05/08
Data de fim: 2025/12/31
Portfolio de Projetos de Inovação e Desenvolvimento 2025

Website: h2talent.eu
Data de início: 2024/03/01
Data de fim: 2029/02/28

H2tALENT - Alentejo Green Hydrogen Valley delivering integrated full-chain sustainable hydrogen ecosystem with technical, economic, social and environmental benefits and superior upscaling/replicability
Programa: Horizon Europe
Resumo: O projeto H2tALENT visa estabelecer um ecossistema integrado e sustentável de hidrogénio em toda a cadeia na região do Alentejo, criando o primeiro Vale do Hidrogénio Verde de Portugal. Reúne um consórcio de 29 parceiros de 6 países, incluindo universidades, PMEs, instituições governamentais, grandes empresas e organizações líderes em investigação e tecnologia. O projeto centra-se no desenvolvimento, implementação e teste de soluções sustentáveis e inovadoras para a produção e aplicações de hidrogénio na região do Alentejo. Além de impulsionar a transição energética na região, o projeto pretende servir de modelo para a criação de outros vales de hidrogénio a nível global.

Website: habitable-cove.eu
Data de início: 2023/06/01
Data de fim: 2027/05/31

HABITABLE - Alliance of Centres of Excellence in Vocational Training for Sustainable Habitat
Programa: Erasmus +
Resumo: O projeto HABITABLE é lançado como uma resposta inovadora aos maiores problemas do sector da habitação a nível europeu: a escassez de trabalhadores do sector com formação nas competências necessárias para a digitalização e a transição ecológica. Ao mesmo tempo, promove a inclusão e a equidade na educação. O seu objetivo é claro: melhorar a capacidade de resposta do ensino e formação profissionais (EFP) num “ecossistema de competências” do Habitat. A chave reside na colaboração ativa entre instituições de EFP, parceiros locais e uma rede internacional de centros de excelência profissional. O HABITABLE oferece um espaço para a formação de estudantes e a requalificação de profissionais no sector do habitat, bem como um ponto de encontro para as partes interessadas no EFP.
DEGREN Plus - Rede Transfronteiriça de Inovação Empresarial em Ecodesign na EUROACE - Design & Green Engineering
Programa: POCTEP
Resumo: Projeto de continuidade do DEGREN, pioneiro na introdução do conceito de Ecodesign na EUROACE, através do qual foi lançado o Centro Transfronteiriço de Inovação Empresarial em Ecodesign na EUROACE – Design & Green Engineering. Com foco na sustentabilidade de produtos e serviços, no acesso à informação e no desenvolvimento de modelos de negócios que fomentem a retenção de valor, o DEGREN PLUS foi criado com o objetivo de incentivar as empresas da Extremadura, Centro de Portugal e Alentejo a conceber e desenvolver produtos e serviços que minimizem o impacto ambiental durante todas as fases do seu ciclo de vida (produção, utilização e fim de vida).
Portfolio de Projetos de Inovação e Desenvolvimento 2025

Website: https://www.degrenplus.eu/pt-pt/
Data de início: 2022/10/01
Data de fim: 2026/12/31

CERAMIC+ - Criar ecossistemas de inovação aberta para os artesãos tradicionais do futuro
Programa: INTERREG SUDOE
Resumo: Temos assistido a uma crescente valorização do artesanato e das tradições cerâmicas, evidenciada pelo renovado interesse do público nestes produtos. Esse movimento reflete-se, por exemplo, na forma como algumas técnicas artesanais resgatadas estão a ser incorporadas no design contemporâneo, especialmente no contexto dos habitats modernos. Esse panorama potenciou a conceção do CERAMIC + que visa preservar e revitalizar essas práticas, alinhando-as com as tendências atuais e garantindo a sua continuidade para as gerações futuras. O CERAMIC+ tem como missão unir o artesanato cerâmico tradicional às tecnologias avançadas, com o objetivo de revitalizar o setor artesanal através da cooperação e do aproveitamento conjunto de recursos nas regiões da Comunidade Valenciana, Nova Aquitânia, Ocitânia e Centro de Portugal. A sua estratégia assenta na preservação do património cultural da cerâmica, na aplicação de métodos de fabrico sustentável e na partilha de conhecimento entre centros de formação, tecnológicos e associações. O projeto inclui ainda atividades-piloto destinadas a testar soluções tecnológicas que melhorem a eficiência das PME e dos artesãos, garantindo simultaneamente a proteção do património cultural.

Data de início: 2025/07/01
Data de fim: 2028/05/31

Portfolio de Projetos de Inovação e Desenvolvimento 2025
Data de início: 2025/06/01
Data de fim: 2028/05/31
I-LiBIM - Iberian Cities against Climate Change through living labs and BIM tools
Programa: LIFE+

Resumo: O projeto I-LiBIM visa melhorar a resiliência climática e a capacidade de adaptação das áreas urbanas ibéricas, com especial enfoque no património e nos locais vulneráveis, oferecendo ferramentas que permitem a definição e implementação de soluções adaptadas às necessidades específicas de cada área de ação, dos seus edifícios e dos seus cidadãos, que serão os principais intervenientes do projeto. Este objetivo será alcançado em grande parte graças à criação de laboratórios urbanos vivos (I-LiBIM Labs) como parte essencial do projeto. Ao desenvolver uma ferramenta baseada em BIM, o projeto fornecerá uma modelação detalhada e preditiva com os recursos necessários para implementar soluções eficazes que garantam a sustentabilidade a longo prazo das áreas urbanas sensíveis da Península Ibérica, respeitando a preservação do património e garantindo que as intervenções e soluções sejam acessíveis a todos os grupos socioeconómicos. O Projeto será implementado nas regiões de Toledo, Cáceres e Coimbra.
Data de início: 2025/11/01
Data de fim: 2027/02/28
LISTeN - Leading for Innovation and Sustainability Network via (Te)knowledge Transfer
Programa: Ações coletivas - TT - Portugal 2030
Resumo: LISTeN é uma iniciativa que visa promover a inovação e a sustentabilidade nas práticas de trabalho através da transferência de conhecimento científico e tecnológico para o setor empresarial bem como de parcerias colaborativas, contribuindo para a competitividade e desenvolvimento sustentável das organizações do ecossistema de inovação.
Esta iniciativa envolve diversas atividades estratégicas: Technology Showcases - demonstração de inovação tecnológica recente; Cooperate to Innovate - incentivo à partilha de soluções e à colaboração entre entidades promovendo a Inovação Colaborativa; Roadmapping the Future - focado na criação de documentos estratégicos que perspetivam os desenvolvimentos futuros; (Te)Knowledge Transfer to the Innovation Ecosystem - com foco na disseminação e implementação eficaz do conhecimento e tecnologias emergentes no ecossistema de inovação.
Portfolio de Projetos de Inovação e Desenvolvimento 2025
Shift To Digital Green
Programa: Ações coletivas - Qualificação - Portugal 2030
Resumo: O SHIFT2DigitalGreen visa promover a qualificação das PME nos domínios críticos para a dupla transição: digital e sustentável. Surge da necessidade urgente de transformar os modelos de negócio, os processos organizacionais e a forma como as empresas enfrentam os desafios tecnológicos, ambientais e sociais.
Com uma abordagem colaborativa e orientada para resultados, o projeto pretende capacitar as empresas com ferramentas práticas, conhecimento especializado e ações de capacitação adaptadas às suas reais necessidades.

Website: https://shift2digitalandgreen.pt
Data de início: 2025/03/01
Data de fim: 2027/02/28
INOVC+ - Ecossistema de Inovação para Transferência de Conhecimento e Tecnologia da Região Centro
Programa: Ações Coletivas - CENTRO2030 - Portugal 2030
Resumo: O INOVC+ consiste na implementação e consolidação de um Ecossistema de Inovação para a Transferência de Conhecimento e Tecnologia que, num contexto de trabalho em rede, potencie a valorização e a transferência de conhecimento e de resultados de I&D+I para a economia regional. É um projeto de continuidade dos programas InovC, InovC 2020 e InovC+.
O projeto tem como missão robustecer e consolidar o Ecossistema de Inovação para Transferência de Conhecimento e Tecnologia da Região Centro, aberto e inclusivo, estimulando o trabalho em rede entre si e incorporando uma oferta completa de recursos, infraestruturas e dinâmicas, com apostas transversais e sectorialmente orientadas, contribuindo assim, para a competitividade e sustentabilidade da Região Centro.

Website: https://www.uc.pt/inovc/
Data de início: 2024/10/01
Data de fim: 2027/03/31

Portfolio de Projetos de Inovação e
Desenvolvimento 2025
SCINERGY - WHR
Website: agendaecp.pt
Data de início: 2024/10/01
Data de fim: 2027/09/30
SCINERGY - WHR - Framework tecnológico de implementação de sistemas de recuperação e gestão de energia térmica para produção elétrica
Programa: SIID copromoção Portugal 2030
Resumo: O Projeto SCINERGY WHR-Waste Heat Recover visa viabilizar e valorizar economicamente a recuperação de calor residual atualmente desperdiçado na indústria na mini-escala para produção de eletricidade (abaixo de 300 °C e 1 MW ), desbloqueando uma via com grande potencial de melhoria da eficiência de utilização das energias primárias e de redução das emissões de gases com efeito de estufa. Tem como objetivo a criação de um novo conceito/solução integrada, com geração de tecnologia proprietária, para a recuperação e gestão de energia térmica intrinsecamente desperdiçada em processos industriais, numa faixa e mercado inexplorado por falta de soluções tecnológicas adequadas.
Website: https://ceramorfose.fba.pt
Data de início: 2024/11/01
Data de fim: 2027/10/30

CERAMORFOSE - Inovação em produtos cerâmicos através de design generativo, inteligência artificial e fabrico aditivo
Programa: SIID copromoção Portugal 2030
Resumo: O projeto CERAMORFOSE tem como objetivo desenvolver novas ferramentas e metodologias a aplicar na criação de peças de cerâmica decorativa e utilitária, recorrendo a tecnologias inovadoras como o design generativo, inteligência artificial e sistemas de fabrico aditivo. Esta conjugação permitirá a criação de formas complexas que antes eram consideradas impossíveis de reproduzir em cerâmica. Desde intricados padrões geométricos até curvas fluidas e orgânicas, os processos de produção por fabrico aditivo abrem novas possibilidades que este projeto irá procurar explorar e aplicar.
Propõem o desenvolvimento de um sistema computacional com recurso a técnicas de Inteligência Artificial, como a Computação Evolucionária, com o objetivo de gerar formas, padrões e texturas que permitam a criação de designs variados, mas garantindo que satisfazem objetivos e requisitos especificados. Noutro vetor do desenvolvimento, serão testados e otimizados processos de fabrico aditivo, nomeadamente Robocasting e Binder-jetting, e desenvolvidas as matérias-primas cerâmicas para o fabrico.
SustainAsphalt - Tecnologia asfáltica sustentável e inteligente
Programa: SIID copromoção Portugal 2030
Resumo: O projeto SustainAsphalt tem como objetivo o desenvolvimento de um conceito inovador de mistura betuminosa para pavimentos de infraestruturas de transporte rodoviárias, criando um produto diferenciado produzido por um novo processo, que integra conceitos de sustentabilidade ao longo da cadeia de valor. O conceito recorre à valorização e reutilização, como matérias-primas secundárias, de resíduos de pavimentos betuminosos em fim de vida (MBR) e de resíduos de lignina obtidos num processo de fabrico de biodiesel, a partir de resíduos de biomassa florestal. A conjugação desses resíduos como matérias-primas secundárias permite criar um material de pavimentação mais económico e mais eco-eficiente em comparação com as soluções convencionais para camadas betuminosas de pavimentos, garantindo uma durabilidade adequada para a maior parte das infraestruturas rodoviárias, numa perspetiva de ciclo de vida e estabelecimento de simbioses industriais onde um resíduo de uma indústria se transforma numa matéria-prima secundária de outra.
Portfolio de Projetos de Inovação e Desenvolvimento 2025

Data de início: 2025/01/01
Data de fim: 2027/12/31
LaserMarKer - Desenvolvimento de soluções Laser para rastreabilidade e personalização de produtos cerâmicos
Programa: SIID copromoção Portugal 2030
Resumo: O projeto LaserMarKer tem como objetivo introduzir inovação no processo produtivo da indústria cerâmica, um setor importante em Portugal, mas ainda fortemente dependente de tecnologias tradicionais e com baixo nível de automação e controlo avançado. Promovido pela Porcelanas da Costa Verde, propõe a integração da tecnologia Laser, amplamente usada noutros setores industriais, como a metalurgia, no processo cerâmico, onde a sua aplicação ainda é limitada. Visando criar produtos inovadores e diferenciadores no setor da porcelana, através da otimização dos processos de fabrico e da integração da tecnologia Laser, adaptada às características específicas dos materiais e do processo produtivo.

Data de início: 2025/09/01
Data de fim: 2028/08/31
Portfolio de Projetos de Inovação e Desenvolvimento 2025

Data de início: 2025/01/01
Data de fim: 2027/12/31
SAFETILES - Desenvolvimentos de superfícies cerâmicas inovadoras com propriedades autolimpantes e antimicrobianas
Programa: SIID copromoção Portugal 2030
Resumo: O projeto SAFETILES tem como objetivo o desenvolvimento de ladrilhos cerâmicos com propriedades antimicrobianas e autolimpantes de elevada eficácia, através da modificação da sua superfície com incorporação de materiais funcionais inovadores. Sem alterar as funções nativas e sobretudo estéticas do material cerâmico, a funcionalidade autolimpante terá como principal impacto a redução dos custos de manutenção das fachadas dos edifícios, enquanto o poder microbicida permitirá a eliminação de contaminações por organismos patogénicos, prevenindo a sua proliferação. Consequentemente, pretende-se que estes produtos contribuam para a promoção de ambientes mais limpos e protegidos contra ameaças biológicas para a saúde humana.

Data de início: 2025/04/01
Data de fim: 2028/03/31
ECORASCHIG - Sistemas para economia de água e energia em processos de atomização na indústria cerâmica
Programa: SIID copromoção Portugal 2030
Resumo: O projeto ECORASCHIG tem como principal objetivo desenvolver uma solução para recuperar a água evaporada na etapa de secagem por atomização e reutilizá-la no processo produtivo. Está a ser concebida uma alternativa tecnológica válida para a recuperação de água no processo cerâmico relacionada com a aplicação de um sistema de condensação para acoplação num atomizador. Com testes à escala pré-industrial, será demonstrado que a incorporação de novas e inovadoras soluções tecnológicas numa unidade de atomização conduzirá à maior eficiência do processo, através da redução do consumo de água em todo o processo cerâmico e da recuperação de calor, reduzindo as necessidades energéticas no processo e, portanto, reduzindo as emissões de dióxido de carbono.
LiquidCerAM - Soluções tecnológicas e materiais sustentáveis para manufatura aditiva a partir de pastas cerâmicas líquidas
Programa: SIID copromoção Portugal 2030
Resumo: O projeto LiquidCerAM tem como objetivo principal a promoção de uma tecnologia inovadora de Manufatura Aditiva (MA) de cerâmica, para uma das áreas de aplicação mais promissora, a produção de louça decorativa. Para isso, será essencial dominar o conhecimento do desenvolvimento de matérias-primas e consumíveis, sendo esta a componente central deste projeto. Em específico, pretende-se desenvolver sistemas químicos para uso como aditivos espessantes do processo de impressão, para utilizar com pastas cerâmicas líquidas convencionais, a mesma matéria-prima existente no processo tradicional. Numa segunda frente, serão desenvolvidas pastas cerâmicas com uma componente de circularidade, com incorporação de resíduos industriais, aliando à inovação no design do produto MA um importante cariz de sustentabilidade de recursos. Todos os testes e adaptações planificados ao longo do projeto visam garantir a máxima exploração das potencialidades de aplicação do fabrico aditivo na aplicação ambicionada.
Portfolio de Projetos de Inovação e Desenvolvimento 2025
SINT3R - Componentes metálicos obtidos por Requalificação de Resíduos metálicos Reintroduzidos em processos de Sinterização energeticamente eficientes
Programa: SIID copromoção Portugal 2030
Resumo: A metalurgia de pós é uma das tecnologias mais versáteis para criar componentes metálicos para produção em massa, com inúmeras vantagens face às tecnologias tradicionais, entre as quais se destaca o facto de ser a melhor solução para produzir peças com complexidade geométrica, combinando a melhor taxa de utilização de materiais e o menor consumo energético. Não obstante, a transição para uma economia circular e de baixo carbono permite identificar algumas oportunidades de desenvolvimento e melhoria dentro deste setor. Assim, no âmbito do projeto SINT3R, o foco é a obtenção de peças metálicas complexas através da prensagem e sinterização (P/S) de pós metálicos com alta eficiência, quer na utilização da matéria-prima, quer de energia, partindo da reutilização e modificação de aparas provenientes dos processos convencionais da ETMA, nomeadamente de aços e de ligas de cobre ou latão, permitindo entrar em novos mercados e aplicações.
Data de início: 2025/04/01
Data de fim: 2027/03/31
LiquidCerAM SINT3R
Data de início: 2025/04/01
Data de fim: 2028/06/30
MAGNETINDUSTRIA
EQUIPAMENTOS PARA A INDÚSTRIA. UNIPESSOAL, LDA


TECNOMAG
Há mais de 20 anos ao serviço da indústria
Desferrização



Equipamentos para descontaminação e separação de barbotinas, vidrados, matérias-primas, reciclagem de metais, vidro, cartão, plástico, indústria alimentar e farmacêutica, etc.
• Desferrizadores para líquidos e sólidos de alta intensidade
• Barras magnéticas
• Placas magnéticas
• Overbands
• Filtros magnéticos
Separação de sólidos
• Separadores de corrente de Foucault para metais n/ magnéticos
• Separadores vibratórios
Controladores de prensagem hidrostática IST Automação industrial
Projetos específicos de engenharia

O Grupo MCS® é constituído por um conjunto de empresas que operam na área mineira da extração e processamento de matérias-primas cerâmicas multiminerais. Oferecendo mais do que matérias-primas e pastas cerâmicas, o Grupo MCS® está comprometido com os princípios de extração responsável e sustentável, fornecendo “Minerais para a Vida”. O nosso sucesso é construído com base na inovação, I&D e parcerias colaborativas para superar os desafios do setor.
