CTE InSight’s advanced statistical analysis provides timely monitoring systems, predictive modeling and interactive dashboards to analyze data, giving the tools to innovate and optimize. Lean on CTE’s team of experts to develop data-informed strategies that align with your plant goals. Your actionable advantage
Customer Service Coordinator Brandon McGarry brandon.mcgarry@bbiinternational.com
EDITORIAL BOARD
Ringneck Energy Walter Wendland Commonwealth Agri-Energy Mick Henderson Western Plains Energy Derek Peine Front Range Energy Dan Sanders Jr.
Advertiser Index
Upcoming Events
2026 International Fuel Ethanol Workshop & Expo
June 2-4, 2026
St. Louis, MO (866) 746-8385 | www.fuelethanolworkshop.com
Now in its 42nd year, the FEW provides the ethanol industry with cutting-edge content and unparalleled networking opportunities in a dynamic business-to-business environment. As the largest, longest running ethanol conference in the world, the FEW is renowned for its superb programming—powered by Ethanol Producer Magazine —that maintains a strong focus on commercialscale ethanol production, new technology, and near-term research and development. The event draws more than 2,300 people from over 31 countries and from nearly every ethanol plant in the United States and Canada.
2026 Sustainable Fuels Summit June 2-4, 2026
St. Louis, MO (866) 746-8385 | www.sustainablefuelssummit.com
The Sustainable Fuels Summit: SAF, Renewable Diesel, and Biodiesel is a premier forum designed for producers of biodiesel, renewable diesel, and sustainable aviation fuel (SAF) to learn about cutting-edge process technologies, innovative techniques, and equipment to optimize existing production. Attendees will discover efficiencies that save money while increasing throughput and fuel quality. Produced by Biodiesel Magazine and SAF Magazine, this world-class event features premium content from technology providers, equipment vendors, consultants, engineers, and producers to advance discussions and foster an environment of collaboration and networking. Through engaging presentations, fruitful discussions, and compelling exhibitions, the summit aims to push the biomass-based diesel sector beyond its current limitations. Co-located with the International Fuel Ethanol Workshop & Expo, the Sustainable Fuels Summit conveniently harnesses the full potential of the integrated biofuels industries while providing a laser-like focus on processing methods that deliver tangible advantages to producers. Registration is free of charge for all employees of current biodiesel, renewable diesel, and SAF production facilities, from operators and maintenance personnel to board members and executives.
2026 Carbon Capture & Storage Summit
June 2-4, 2026
St. Louis, MO (866) 746-8385 | www.carboncapturestoragesummit.com
Customer Service Please call 1-866-746-8385 or email service@bbiinternational.com. Subscriptions Subscriptions to Ethanol Producer Magazine are free of charge with the exception of a shipping and handling United States. To subscribe, visit www.EthanolProducer.com/Subscribe, send an email to subscriptions@bbiinternational.com or call 866-746-8385. Back Issues, Reprints and Permissions Select back issues are available for $3.95 each, plus shipping. Article reprints are also available for a fee. For more information, contact us at 866-746-8385 or service@bbiinternational.com. Advertising Ethanol Producer Magazine provides a specific topic delivered to a highly targeted audience. We are committed to editorial excellence and high-quality print production. To find out more about Ethanol Producer Magazine advertising opportunities, please contact us at 866-746-8385 or service@bbiinternational.com. Letters to the Editor We welcome letters to the editor. Send to: Ethanol Producer Magazine Letters to the Editor, 308 2nd Ave. N., Suite 304, Grand Forks, ND, 58203, or editor@bbiinternational.com. Please include contact information. Letters may be edited for clarity or space.
Please recycle this magazine and remove inserts or samples before recycling
Capturing and storing carbon dioxide in underground wells has the potential to become the most consequential technological deployment in the history of the broader biofuels industry. Deploying effective carbon capture and storage at biofuels plants will cement ethanol and biodiesel as the lowest carbon liquid fuels commercially available in the marketplace. The Carbon Capture & Storage Summit will offer attendees a comprehensive look at the economics of carbon capture and storage, the infrastructure required to make it possible and the financial and marketplace impacts to participating producers.
In This Issue
Profile, Process, Markets, Compliance
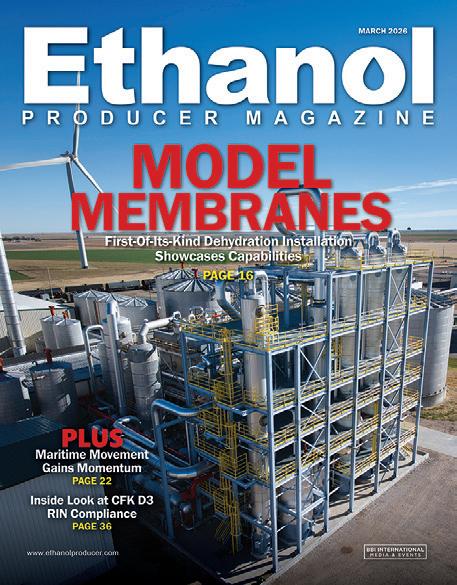
We don’t often hear the word “elegant” to describe ethanol production processes. Those of us who have walked through a plant know they are stark, steel-gray industrial facilities built expressly for output—function over form. But on occasion, these austere biorefineries find ways to achieve elegance through the installation of uniquely sophisticated upgrades.
The president and chief technology officer of Whitefox told us the ICE XL installation at Western Plains Energy in Kansas is just that: Elegant. It’s meticulously integrated into the plant, runs quietly and is, dare we say, kind of beautiful. Whitefox’s ICE XL is a full replacement of molecular sieves for dehydration with membranes. It’s in use in Poland, but Western Plains marks the first installation here in the U.S., and it is realizing the energy savings as promised, according to the plant manager. It’s a showcase facility, proving the technology can improve distillation, dehydration and evaporation for significant energy savings and reduced CI scores, but it seems to be proving something else. The combined teams met challenges in a coordinated effort that improved the system and serves as a blueprint for subsequent installations at more ethanol plants. Other producers have toured it and even worked together with Western Plains Energy to optimize their own installations. The Profile feature starts on page 16.
The RFA and other ethanol organizations have been part of a global push for ethanol use in large marine vessels, and it seems those efforts are paying off. Maersk has run vessels on ethanol-methanol blends, global organizations are helping to advance policy, and engine manufacturers are developing dual-fuel models specifically for ethanol and methanol. It’s an exciting new market that experts say could add up to 5 billion gallons of new demand for U.S. producers. Find out more in the Markets feature on page 22.
Returning to DD&E, this issue’s editorial theme, we detail engineering practices that have boosted yields far above nameplate capacities in U.S. ethanol plants. The secret: detailed evaluations out in the plant with a tried-and-true pipe wrench. There’s no substitute for hands-on work, say engineers with RCM Thermal Kinetics. Operating equipment doesn’t lie, they say, so it’s important to listen to what it tells you. See page 30 for this Process feature.
Finally, we talk to a former U.S. EPA inspector who says now is likely the time the agency will be ready to inspect corn kernel fiber D3 RIN production processes, and producers need to be ready. The verification program for those CKF D3 RINs has been out for more than two years, ample time for producers to comply, says Tony Miller, partner with Weaver. It’s about when he would have started inspections back when he was at EPA, he adds. Not to worry: Miller and the Weaver team have advice for prep through post-inspection, and he shares this insight in the Compliance feature on page 36.
Energy efficiency, new markets, production boosts and insider compliance advice; we’ve included it all, wrapped up in an elegant (figurative) bow.
Enjoy.
-The Editors
Looking Back on 2025, Looking Ahead to 2026
If I had to sum up 2025 in one word, it would be demand.
Last year, our industry saw strong demand for bioethanol and its coproducts at home and abroad. Growth Energy saw record demand for our input and expertise from leaders and policymakers at all levels of government. Across the country, we saw a rising demand for solutions that would strengthen the rural economy, bolster energy independence and address affordability. And time and again, biofuels answered the call.
In 2025, American biofuels delivered for our nation, and Growth Energy delivered for American biofuels. We did it in three defining ways:
1. We delivered transformative advocacy.
Working with our members, we helped shape cross-sector conversations and secured favorable policy outcomes through collaboration, education and community. Whether on Capitol Hill, within federal agencies, in the courts or at the plant, our collective efforts led to a remarkable string of major policy victories—from tax policy to global trade—and set the table for even greater wins in 2026.
2. We expanded the reach and impact of our unmatched expertise.
We produced pioneering research and delivered conversation-changing thought leadership that leveraged key insights and guided policy decisions. This work not only guided policymakers through complex debates, it cemented Growth’s standing as the leading voice for the bioeconomy and a key contributor across the national and global energy landscape.
3. We strengthened and expanded our markets.
We continued to accelerate adoption, grow demand and secure market access both domestically and internationally. We built strategic partnerships with fuel retailers and opened new opportunities for deployment, reinforcing the market foundation our industry needs to thrive.
And throughout 2025, we brought the industry together. Through top-tier events, critical convenings, and insider briefings, we created a constant stream of opportunities for members to connect, collaborate and build the relationships that drive our industry forward.
These are the benefits that Growth Energy delivers to its members: policy influence, expert credibility and market expansion. They are the drivers of our success as an organization and the foundation of our industry’s remarkable progress. And they are the ways Growth Energy will help you meet growing demand—for both your product and your perspective—that will continue to surge in 2026 and beyond.
2025 was an exciting year. But together, we can make it a mere prelude to an even more promising future. The workers, families, communities and local economies that Growth Energy is proud to represent deserve nothing less.
Emily Skor CEO of Growth Energy
A new day is dawning for ethanol production. Our industry-leading lineup of yeasts, yeast nutrition, & enzymes are pushing the limits of fermentation and reaching levels of performance never achieved before. Paired with our renowned educational programs and expert services, we’re setting a course for even greater yields and performance.
With LBDS, THE FUTURE OF FERMENTATION IS BRIGHT AND THE POSSIBILITIES ARE ENDLESS.
If 2026 Feels Like 2016 Again, Biofuels Should Pay Attention
Every few years, culture reminds us that nothing is ever truly new. Trends disappear and reappear. Hemlines rise and fall. And policy, especially biofuels policy, has a habit of cycling back to familiar patterns.
We may only be a few months into this new year, but I’ve been struck by how much 2026 is starting to feel like 2016 again. Not politically. Structurally.
A decade ago, the biofuels industry on both sides of the U.S.-Canada border was navigating a familiar mix of ambition and ambiguity. Governments talked big about decarbonization and domestic growth. Investors listened carefully, then hesitated. Regulations promised opportunity, but timelines delivered uncertainty. Producers were asked to build first and trust that policy would catch up later.
In 2026, Canada is standing at that same intersection.
In Canada today, the Clean Fuel Regulations are often described as settled policy. The regulations are operational, yes, but the investment signals within them remain incomplete. The CFR was designed to reduce lifecycle carbon intensity, but like many policies before it, the real test is outcome not just intent. Right now, the answer is mixed.
This is a familiar story for U.S. producers watching Canada’s CFR rollout. Over the last decade, American ethanol plants lived through years where small refinery exemptions gutted demand and yearround E15 approval stalled just as producers were ready to invest. The lesson was expensive: regulatory ambition without durable investment architecture costs the industry real capital, real jobs and real momentum. Canada can learn from that experience.
What’s striking from a North American perspective is not how different our goals are, but how closely they align. Both countries talk about rural investment, strong farm incomes and giving producers the confidence to invest for the long term. Both can reduce transportation emissions without sacrificing economic growth. And fundamentally, both know that clean fuel requirements are—whether governments admit it or not—investment policy.
If 2026 really does feel like 2016 again, the biofuels sector, governments included, has a choice. We can relive the cycle of uncertainty and hope markets sort it out. Or we can acknowledge that clean fuel regulations are investment frameworks and design them accordingly. That means recognizing that strong domestic policy on both sides of the border ultimately creates more room for shared prosperity, durable trade and long-term growth.
Because ethanol is many things—but it’s not a passing trend.
Andrea Kent
Renewable Industries Canada
Chart your path
The future of the ethanol industry depends on decarbonization.
April 21-23, 2026
JW Marriott Mall of America, Minneapolis, MN
• Network with like-minded agribusiness professionals
• Hands-on training with industry leaders
• Located at the famous Mall of America
www.beyond.biz/bic • sales@beyond.biz
BUSINESS BRIEFS
PEOPLE, PARTNERSHIPS & PROJECTS
POET BioprocessingShelbyville to Expand, Double Production
POET, the world’s largest producer of biofuels, has announced it will expand POET Bioprocessing –Shelbyville, doubling the facility’s bioethanol production capacity from 98 MMgy to 193 MMgy.
“This expansion reflects POET’s confidence in the future of biofuels and our commitment to American agriculture and domestic energy production,” said Jeff Lautt, POET president and COO. “By growing this facility, we’re strengthening markets for local farmers,
Fluid Quip Technologies to Deploy Low Energy Distillation System at United Ethanol
Fluid Quip Technologies has announced the commercial deployment of its patented Low Energy Distillation system at United Ethanol in Milton, Wisconsin.
The LED system is a next-generation distillation platform designed to reduce steam usage, eliminate unnecessary phase changes, lower water consumption and support continuous, reliable operation. By removing directinject steam from the distillation process and incorporating advanced heat integration, LED can significantly reduce energy usage, helping producers
creating good-paying rural jobs and ensuring we can meet the growing global demand for our suite of bioproducts.”
The upgraded facility will also double its dried distillers grains and corn oil output, add 20 new full-time team members and grow local grain demand for area farmers.
Construction will begin in March 2026 and is expected to be completed in Q4 2027.
lower operating costs and improve carbon intensity scores.
The LED platform integrates technology developed over a multi-year collaboration between FQT and RCM Thermal Kinetics, combining FQT’s system integration expertise with RCM’s advanced distillation, dehydration and evaporation process design and intellectual property. The underlying architecture rethinks conventional ethanol distillation by tightly integrating heat recovery, allowing plants to achieve significant energy reductions.
Gevo Names Bloom as Incoming CEO
Gevo Inc. has announced a strategic leadership transition designed to position the company for continued growth and innovation. Paul Bloom has been appointed president of Gevo Inc. and a director on Gevo’s board of directors. Gevo’s longstanding CEO and board member, Patrick Gruber, has assumed the role of executive chair of the board. Board Chairman William H. Baum has moved into the role of lead independent director. As part of the
succession plan, Gruber will continue as CEO until his retirement on April 1, 2026, at which time Bloom will succeed Gruber as CEO.
“I am honored to be leading Gevo into its next phase of critical growth,” said Bloom. “Our team is committed to delivering cost-effective fuels, chemicals and carbon management solutions that create value for our customers and shareholders.”
EPA Issues Draft Permit for CCS Project at Kansas Ethanol Plant
The U.S. EPA has released a draft permit for a Class VI carbon dioxide injection well for a project under development by PureField Carbon Capture LLC that would capture and sequester CO2 produced at PureField Ingredient’s ethanol plant.
PureField Ingredients operates a 55 MMgy ethanol plant in Russell, Kansas. If approved, the permit would allow for the capture and geological sequestration of up to 150,000 metric tons of CO2 annually for a period of 12 years—equat-
ing to a total permitted injection volume of 1.8 million metric tons of CO2. The CO2 would be injected into the Arbuckle Group, a porous underground geologic formation, at a dept of 3,448 feet below ground surface.
According to the EPA, the proposed carbon capture and sequestration project includes monitoring wells within and above the injection zones, as well as soil vapor, seismic and ecology stress observation stations.
Fluid Quip Mechanical (FQM) delivers full mechanical support for ethanol plants, from field service to preventative maintenance planning.
99% uptime from our reliability team’s operations managers. 24/7 service from Fluid Quip–trained technicians and skilled tradespeople. Always ready to keep you online.
Midwest-based warehouse stocked with OEM parts and next-day delivery*. When downtime occurs, we respond quickly.
*In most cases
Your partner in plant uptime.
Reading the Rink How Whole-Plant Thinking Scores Big on Low Carbon Intensity
By John Kwik
I grew up playing hockey and still try to hit the ice whenever I can. I’ve learned that hockey isn’t just about individual skill, it’s about reading plays before they develop, understanding how every position affects the ice and knowing when to pass versus when to shoot. Over time, I’ve realized these lessons translate perfectly to ethanol production. Just as a coach watches for mismatches and adjusts lines mid-game, reducing carbon intensity (CI) requires seeing how every process affects the whole operation. Every process is a player on the ice. A small adjustment in one area can create gains or cause disruptions elsewhere. CI isn’t just a number; it’s the plant’s scoreboard, reflecting energy efficiency, coproduct quality and operational performance.
Every Player Counts
Many technology solutions focus on a single area of the plant. Each of these processes is important, but they are only part of the game. A change in fermentation may improve ethanol yield but affect DDGS composition downstream. A distillation upgrade can reduce energy use while increasing load elsewhere, impacting coproduct quality or throughput. Without a view of the full plant, the benefits of these interventions can be limited or lost.
At Fluid Quip Technologies (FQT), we approach CI reduction like a coach reading the ice. We evaluate each process for how it interacts with upstream and downstream operations. This system-wide perspective ensures that improvements contribute to a coordinated strategy that maximizes CI reductions, preserves coproduct value and improves overall plant performance.
CI as the Scorecard
In hockey, goals win games, but assists, plus-minus ratings and power-play efficiency tell the real story. CI works the same way— it’s your comprehensive stats sheet. Low CI isn’t just one goal; it’s your shooting percentage, time on attack and defensive saves all rolled into one metric that directly impacts
your standings (and revenue). Incentives like LCFS credits, the 45Q tax credit for carbon sequestration and growing demand for sustainable aviation fuel (SAF) tie ethanol value to its CI score. Even small reductions in CI can yield meaningful financial returns, which makes a plant-wide perspective essential.
John Kwik Executive Vice President of Product Technologies, Fluid Quip Technologies
Coproducts are a key part of the scorecard. Adjustments intended to reduce CI must also protect their quality and yield. A low-CI improvement that sacrifices coproduct value is a missed opportunity. By viewing the plant as a network of interconnected systems, FQT ensures that every improvement moves the scoreboard in the right direction.
Energy and Carbon Capture: Playing Both Offense and Defense
Reducing CI requires both offensive and defensive plays. Distillation is one of the most energy-intensive steps in ethanol production. Low-energy distillation strategies and mechanical vapor recompression reduce natural gas use while improving efficiency. Electrification of unit operations and combined heat and power systems further cut emissions and improve energy utilization.
Carbon capture and sequestration (CCS) is another critical strategy. Whether CO2 is stored on-site or transported via pipeline, planning for CCS upfront ensures long-term benefits. Like a strong goalie preventing losses, CCS captures emissions that would otherwise affect the plant’s CI score. Early planning prevents expensive retrofits and positions the plant to maximize the financial and operational value of every ton of carbon sequestered.
Integration Is the Teamwork
Modern ethanol plants combine older
and newer systems. Adding new technologies without coordination is like putting a new player on the ice without practicing line chemistry. FQT focuses on integrating low-CI solutions, so each process complements the others. Energy efficiency, coproduct handling, electrification and CCS work together to improve performance without disrupting operations. The result is a plant where CI improvements, yield and coproduct value are aligned.
The Competitive Advantage of Holistic Thinking
The market for low-CI ethanol is growing quickly. Producers that can deliver ethanol with the lowest CI not only access additional revenue streams but also become preferred suppliers in SAF and other low-carbon biofuels markets. Achieving this requires more than isolated interventions. It requires a partner who can view the plant as a system, anticipate the impact of every change, and implement solutions that deliver coordinated improvements. FQT has done this globally, designing some of the world’s lowest-CI ethanol facilities and helping producers integrate technologies that lower CI while maintaining uptime and profitability.
Reading the Ice and Scoring Goals
At FQT, we help producers read the ice. By evaluating every process in context, coordinating technology implementation and focusing on continuous improvement, we treat the plant as a connected system where every play matters. We don’t just supply technology and equipment; we act as your coaching staff, video analysts and system designers, helping you anticipate where the market is headed and position your plant to capitalize on it. For ethanol producers entering the low-CI market, the advantage is clear: partner with a team that sees the whole rink, aligns every player to the same system and delivers measurable impact at every stage. That’s how championships—and market leadership—are won.
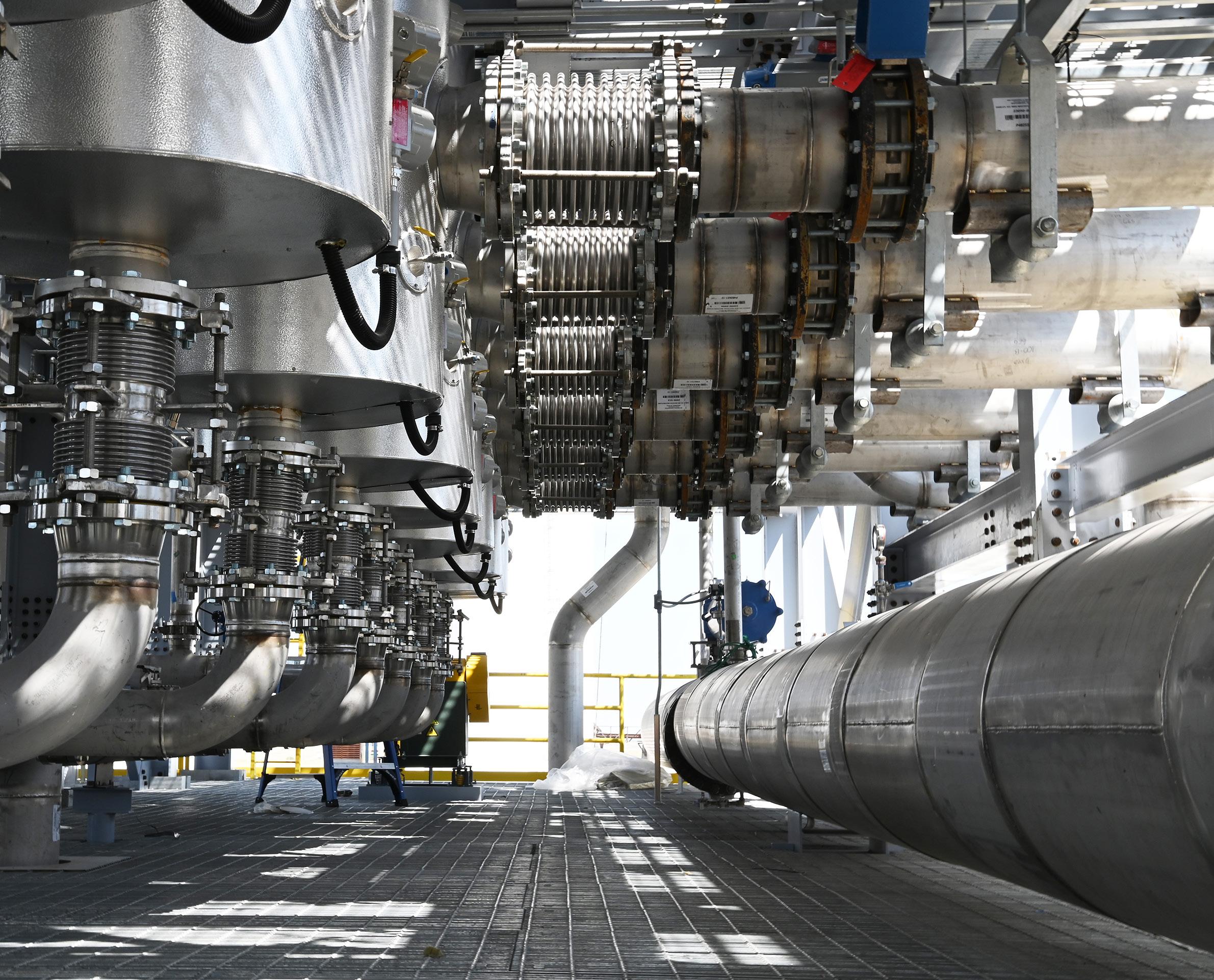
ELEGANCE IN EFFICIENCY
Western Plains Energy boasts the country’s first Whitefox ICE XL membrane dehydration system, serving as a showcase for energy efficiency and integration.
By Lisa Gibson
Almost exactly one year from startup of the Whitefox ICE XL membrane dehydration system, Western Plains Energy in Oakley, Kansas, hit an alltime high in energy efficiency: a usage decrease of 35%. That was September of 2025.
The three months preceding that milestone brought their own records, each waiting to be beaten the next month.
“Today, we’re likely the lowest energy user, most energy-efficient ethanol plant probably in the country, or we’re at least in the top five, which is pretty exciting,” says Derek Peine, CEO and general manager of Western Plains Energy. “If you’re the low-
est energy user for an ethanol plant in the U.S., you’re probably the lowest energy user for an ethanol plant in the world.”
Western Plains is the first U.S. ethanol producer to install the Whitefox ICE XL, fully replacing molecular sieves with membranes for dehydration. Membranes are an “elegant device” that separate without thermal energy, says Stephan Blum, Whitefox founder and chief technology officer.
Prior to the Western Plains Energy installation, the Whitefox ICE system was an add-on, operating alongside molecular sieves in about 7% of U.S. ethanol plants. The installation has served as a showcase project, an educational tool and a landmark for Whitefox.
“Western Plains was the breakthrough where we completely replaced the mole
sieves, and not only that, but also gave them the energy savings and processing benefits of it.”
“All improvement and energy efficiency is attributed to the ICE XL system,” Peine says.
Functionality and Fine Tuning
The Whitefox ICE XL at Western Plains Energy, an ICM designed plant, is
a sizeable system that contains multiple sequences, Blum says. “We needed to rebalance everything in order to get the energy savings Western Plains wanted.”
Unlike molecular sieves that need regeneration time, membranes can operate continuously using the energy from both the product and side streams, effectively recovering energy six times and resulting in an energy savings of 30% to 45%, Blum says.
At Western Plains, the Whitefox ICE XL consists of a stripper column, producing vapor that is superheated and then sent to the membrane. The membrane removes the water from the vapor and creates 200 proof alcohol. The recycle stream is sent back as a direct vapor, injected into the low-pressure beer column.
A typical ICM plant has two effect evaporators. ICE XL includes a third effect evaporator, which drives the low-pressure
beer column, which drives a fourth evaporator set that then drives the first beer column, Blum explains.
“You unload your distillation columns, and because you take that load off, you can lower the total pressure profile of the plant, and as you lower the pressure profile, you lower the temperatures and you increase the energy efficiency,” he says.
Natural gas savings also amount to about 30% to 45%, Blum says. “The natu-
MODEL TECHNOLOGY: Western Plains Energy in Oakley, Kansas, has been running the U.S. ethanol industry’s first Whitefox ICE XL installation for more than a year. The system completely replaced molecular sieves for dehydration and has brought significant energy savings. PHOTO: WHITEFOX
ral gas that goes into their stack is something we cannot influence. What we can influence, though, is all the natural gas that goes to the auxiliary or reboiler. In this case, we were successful.” Western Plains Energy can turn off its auxiliary reboiler altogether, eliminating that energy consumption.
Gillian Harrison, CEO of Whitefox, adds that the molecular sieve was left in place, in case there was a need to switch back during operations. “That’s never been needed,” she adds. “Since the moment we switched over to 100% membrane, the plant has only run with membranes.”
“One of the things with mole sieves many of the plants in the county have experienced [is] sieve reactors getting cracks in them,” Peine says. “You can fix the cracks or you can replace the reactor, but the bottom line is this pressure vacuum swing that
takes place in the molecular sieve is hard on the metallurgy of those reactors, and sometimes we see cracks develop. With the membranes, there is no pressure vacuum swing. It’s very consistent.”
The pressure reverberating through distillation and evaporation is eliminated with membrane replacing molecular sieves, he adds. “It’s a more sensitive system that’s more integrated and takes some retraining of your brain on how to successfully operate it.”
Western Plains Energy operators have presented ringing endorsements of the system, Harrison says. “Every time I speak to one of their operators, they just love it. They find it much easier to run on membranes than mole sieves, even though it’s brand new to them. They’ve taken to that aspect of the project very well.”
Peine says his team has risen to the challenge of a completely different operating technique. “I’ve been really proud of the staff and how they’ve improved and engaged and changed their methods and mindsets.
“It’s not easy to adjust to a new system like this,” he adds. “We’ve completely redirected the energy flow; we’ve changed a lot of the mass flow and how things move through the system and energy exchange. So, with that, operators have to learn the new set points, new expectations, learn how to operate the unit operations differently. I’ve seen a really incredible advancement with some of our key operators in understanding how to [do that].”
Peine attributes the smooth transition to his team, but also to Whitefox. “A great attribute of Whitefox is they’ve been with us the whole time. Our two companies
Gambling with inadequate fall protection?
have had this fantastic relationship where it’s always been ‘how do we solve the problem’ and not point the finger back and forth at each other. It’s always been a collaborative effort, which I truly appreciate.”
Harrison expresses the same sentiment. “It’s also a key success that the relationship has been very solid with Derek and his team. That is essential on a project of this kind, the first of its kind.”
First Adopter
Western Plains Energy is the first adopter of the Whitefox ICE XL in the U.S., but the system operates in two ethanol plants in Poland. Still, the complete replacement of molecular sieves with membranes can be a hard sell for U.S. producers without a model.
Blum, Peine and Harrison all agree that the installation brought important lessons
TOWERING TRIUMPH: The Whitefox ICE XL system installed at Western Plains Energy has been operating since October 2024, increasing efficiency and lowering CI.
PHOTO: WHITEFOX
and highlighted areas in the project process that needed improvements. “It’s taken a bit longer to get around some of the other integration changes around the beer column, the evaporators, the impact on solids,” Harrison says. “Certain things on the solid carryover, on the beer column, were more of a challenge than we collectively anticipated.”
The team has been great at troubleshooting, Harrison says, and has made some changes post-startup that have improved the impacts on solids.
Those lessons learned are expected on first-of-a-kind projects, and have smoothed the process even more for the Whitefox ICE Plus that was installed at Redfield Energy in Redfield, South Dakota, in October of 2025.
Peine says his team has worked closely with Redfield Energy to help improve the ICE Plus installation. “I think we can all compete, but we can also support one another in this industry,” he says “That’s the best part about the industry. We all have our own businesses and need to look out for ourselves, but there’s nothing wrong with working together and helping each
'That’s the best part about the industry. We all have our own businesses and need to look out for ourselves, but there’s nothing wrong with working together and helping each other out as we go. That’s a rewarding part, I think, for me in this industry.'
- Derek Peine, CEO and General Manager, Western Plains Energy
other out as we go. That’s a rewarding part, I think, for me in this industry.”
Membrane Market Share
Harrison says Whitefox engineers are ready to keep building on what they know, improving efficiency even more. Whitefox ICE systems are now installed to some degree in about 8% of the U.S. ethanol industry, a threshold that market research shows marks a turning point, Harrison says.
“Once you’re in 4% to 7% of an industry, it typically is a good indicator that
people are adopting that tech, and it’s going to take off.” When Redfield came online, that represented 8% of the industry. “So, we are now beyond that point and it feels like we’re hearing more and more producers [expressing interest in transitioning exclusively to membranes].”
Peine predicts an industry-wide shift, as well. “I think, ultimately, the industry, from my perspective, will probably move away from molecular sieve dehydration and move to the membrane dehydration over time.”
NAMEPLATE CAPACITY: Whitefox says it has more potential ICE XL customers, following successful operations at Western Plains Energy.
PHOTO: WHITEFOX
For many U.S. ethanol plants, Harrison says, adopting membrane dehydration is no longer a question of if, but when.
She says producers are now familiar with the technology and ready to switch over. The company's conversations with ethanol
producers are changing, she says. They are spending less time talking about the cost of membrane dehydration and more time discussing its benefits in the context of eliminating traditional dehydration pain points.
“That’s when you see the industry start to adopt,” she says.
Peine says his ICE XL installation is changing the perspective of the industry. “Everyone is itching to understand if you can really redesign DDE and secure lower energy usage. And it’s absolutely true. We’re proving it.”
Author: Lisa Gibson lisa.gibson@sageandstonestrategies.com
INTEGRATION EXPERT: The Whitefox ICE XL integrates thoroughly into the Western Plains facility, running more smoothly, more quietly and without pressure vacuums common with molecular sieves.
PHOTO: WHITEFOX
ETHANOL’S NEXT BIG WAVE
Global maritime shippers, new stakeholder groups and cutting-edge engine makers are realizing ethanol-based marine opportunities.
By Luke Geiver
Global logistics provider Maersk wants to work with ethanol producers from around the world to create the next big wave in maritime transport.
“Collaboration between shipping and fuel producers is essential to build supply chains that meet both scalability as well as sustainability requirements for lower greenhouse gas emissions fuels,” says Emma Mazhari, head of energy markets for Maersk.
Ethanol produced from corn or other feedstocks could be one of the leading nearand long-term solutions for Maersk and other maritime logistics service providers looking to maintain operations while lowering GHGs per trip. While fuel consumption depends on the size and type of vessel, Mazhari says one vessel can consume 80,000 to 200,000 gallons of fuel per day. The largest and longest-route traveling ships are designed to sail from Asia to Europe without refueling. Reducing carbon emissions with every gallon of fuel used will require new, non-fossil fuel options, Maersk says.
Since 2018, when Maersk set its first netzero target for its maritime vessels, the com-
pany has worked hard on its energy transition, Mazhari explains. “For the fleet specifically, we’ve taken significant steps.”
Starting in 2021, all new vessel orders have been for dual-fuel ships capable of running on lower GHG fuels as well as conventional fuels. Today, she says, Maersk has 19 vessels in operation with more to come. “Beyond vessels, we’ve worked on fuel sourcing, partnerships and infrastructure to enable alternative fuels at scale.”
WinGD, a Swiss marine power company that designs and supplies some of the most high-tech engines and solutions to maritime vessel operators in the world, is also in on ethanol. In September 2025, WinGD introduced its first ethanol-fueled two-stroke marine engine for large vessels. The engine will be available for new builds and retrofits and follows a decade of testing.
“Ethanol-powered engines offer a practical and effective route to reducing emissions in marine propulsion while maintaining the performance and reliability ship operators expect,” says Volkmar Galke, director of sales for WinGD. “Ethanol has strong potential to deliver significant greenhouse gas reductions
on a well-to-wake basis, particularly when produced from sustainable feedstocks, supporting compliance with increasingly stringent environmental regulations.
“Our engagement with ethanol began more than a decade ago,” Galke says.
Global players like Maersk or WinGD are only part of the fast-moving storyline linking ethanol to maritime transport. From the Renewable Fuels Association to the Global Centre for Green Fuels to the newly formed Maritime Ethanol & Methanol Alliance (MEMA), industry stakeholders new and old are leading the push.
Numerous biofuel-based technology adoptions and strategies are rolling out at the same time carbon-reduction inspired regula-
ETHANOL READY: Through its Laura Maersk vessel, Maersk has tested a dual-fuel engine capable of running on a 50/50 blend of ethanol and methanol.
PHOTO: MAERSK
tions for maritime shipping are hitting the water.
Net-Zero Framework
The International Maritime Organization, a specialized agency of the United Nations, has created a carbon credit trading program for large ocean ships in an effort to reduce overall GHG emissions. The Net-Zero Framework would require shippers operating through the IMO’s reach to meet annual GHG targets through actual reductions created by the fuel each operator uses, or through carbon credit acquisitions. The U.S. Department of Energy estimates that corn ethanol used for maritime fuel could reduce GHGs by 61% when compared to traditional fossil-
GLOBAL GHG REDUCTION: The IMO is spearheading a global regulatory framework that would incentivize or require lower GHG emission maritime fuels, like ethanol, starting in reporting year 2028.
PHOTO: INTERNATIONAL MARITIME ORGANIZATION
based fuels. In addition to methanol and liquefied natural gas, ethanol is now one of the top contenders being evaluated by stakeholders connected to maritime GHG production.
According to the RFA, the Net-Zero Framework would run similarly to low-carbon fuel standards in California, Oregon, Washington and Canada. The framework could be implemented in 2026, pending a vote by IMO members. After earning approval in April 2025, an October 2025 vote narrowly shut down the possibility of the framework taking effect any sooner than late 2026, according to Vinson & Elkins, a global law firm with a team tracking the impact of the Net-Zero Framework.
The RFA has said the framework would be an enormous opportunity for U.S. ethanol producers. RFA CEO Geoff Cooper says if U.S. producers could capture only 5% of the global maritime fuel market, they could boost ethanol demand by roughly 4 billion to 5 billion gallons per year.
The Global Centre for Green Fuels, an organization based in Singapore, also believes in maritime ethanol. In October 2025, the GCGF launched a new group known as the Maritime Ethanol & Methanol Alliance, “to coordinate and accelerate the adoption of ethanol and methanol as low-carbon marine fuels,” according to the organization.
MEMA now represents shipowners, fuel producers, engine manufacturers, regulators, ports and shipping certification groups known as class societies. The group aims to achieve several objectives: supporting international fuel standards (with groups including the IMO); facilitating dialogue between policymakers, shipowners and producers to align incentives and technical readiness; encouraging specification development of both ethanol and methanol in maritime applications; and driving training, awareness and product stewardship for safe handling and bunkering.
Clarence Woo, managing director for GCGF, says ethanol and methanol are among
the few liquid fuels that can leverage existing infrastructure while delivering measurable reductions in carbon intensity.
“MEMA will bridge the technical and policy communities to ensure readiness— from engine trails and fuel-quality protocols
People are our Formula
ALL THE WAY TO ZERO: Maersk’s net-zero goal for carbon emissions from its shipping vessels has pushed the use of methanol and/or ethanol. Maersk sourced methanol from Denmark (pictured here) for a test voyage.
PHOTO: MAERSK
to crew training and bunkering practices,” said Chris Chatterton, maritime advisor to the GCGF, in a statement. “Our goal is to help the sector move from isolated pilots to coordinated, scalable deployment.”
With MEMA and the GCGF working in Europe and Asia, RFA and others will focus on ethanol use in maritime applications in the U.S. In December 2025, RFA and the American Biogas Council officially launched the American Biofuels Maritime Initiative to
work with President Trump’s administration and Congress to “establish U.S. dominance in the future of international maritime shipping.
“Maritime fuel policies and international frameworks are developing rapidly,” the ABMI said in its launch announcement.
“Incentivizing the increased use of biofuels creates an enormous potential market opportunity for American-made energy.”
While groups work to build global consensus on shipping fuel usage linked to reduced GHGs, Vinson & Elkins said in its summary of the failed vote on the IMO NetZero framework in late 2025 that stakeholders should still monitor the implementation process. Should a vote on the framework approve the regulations in 2026, such guidelines may not take effect until reporting year 2028, the law firm said. Those stakeholders, however, should also be prepared for any other separate shipping regulations related to carbon reduction as they may interact with a future version of the IMO approach.
Maersk’s Approach
Maersk has been reshaping its strategy and on-water solutions for several years in an effort to decarbonize its fleet. Through the Laura Maersk, a kind of floating lab and the company’s first dual-fuel methanol vessel, Maersk has been able to show the promise of ethanol. The company recently began trials using a 50/50 blend of ethanol and methanol on the vessel. Early results are promising, Mazhari says. No major issues in engine performance have been detected thus far, and the dual-fuel engines are handling the blend well. Laura has also sailed on only methanol.
Ethanol is important to Maersk’s netzero vision because it provides an additional pathway for decarbonization and is an established global market with infrastructure to match, the company says. “Ultimately, ethanol could help us broaden the portfolio of lower GHG emissions fuels needed to reach netzero by 2040,” Mazhari says.
“We at Maersk believe that the future will see several fuels operating alongside each other, as they derive from different feedstocks and are produced in different geographies,” she says.
While Maersk did not disclose where it obtained ethanol fuel for its Laura trial, the e-methanol used for previous Laura trials was sourced from Aabenraa, Denmark. The Denmark facility was developed by European Energy in collaboration with Mitsui & Co. Everllence (formerly MAN Energy Solutions), also based in Denmark, provided the dual-fuel engine for Maersk’s trials. The engine itself can produce 10,320 kilowatts of output, or the equivalent of 112 family cars, according to Maersk.
Ethanol-Powered Marine Engines
Multiple marine engine designers and manufacturers have started to offer options specifically with ethanol in mind. Two major announcements came in 2025.
Everllence has built and tested a maritime engine to run on ethanol. The global company previously built an engine to run on methanol (for Maersk) and has since tweaked
the platform for ethanol. The company tested the units in Japan. The ethanol-powered engines will be available as retrofits or for new applications, the company announced in 2025.
WinGD, another engine maker and designer, says ethanol offers a practical and effective route to reducing emissions without sacrificing anything. Starting in 2027, WinGD will offer its global shipper clients an ethanol engine option. From a technical standpoint, the focus for the WinGD engineers was on validating predicted fuel efficiency, as well as optimizing fuel injection and control strategies to account for ethanol’s different energy density and combustion characteristics. Like several others working to push the use of ethanol or methanol, WinGD says delays in industry adoption of its engines has not been technical, but rather regulatory.
“The IMO has not approved default tank-to-wake emission values for ethanol in methanol engines due to limited evidence on methane and N2O emissions,” WinGD said in a statement. “Addressing this through testing and close collaboration with regulators will be key.”
WinGD’s ethanol engines operate on pure E100 (minus a small amount of pilot fuel). The engineers are developing a fuel sharing mode for their engines to enable any
blend ratio of ethanol and methanol, to allow switching fuels or mixing them as needed depending on availability and voyage profiles, Galke says. Beyond fuel injection and combustion control in ethanol engines, few changes are required for fuel storage and supply systems.
Galke believes users will source ethanol based on their trading routes and local availability. In regions with established ethanol production, users may bunker fuel for voyages where it is readily available before switching to methanol on return legs when ethanol supply is limited.
Work by WinGD, Everllence, stakeholder groups in the U.S. or Singapore and global shippers like Maersk using ethanol today make the approaching wave of ethanol-powered maritime operations even larger. For Galke and his team, ethanol and maritime isn’t a hypothetical anymore. The team’s knowledge of engines, combustion behavior, efficiencies and emissions profiles has enabled ethanol to be developed as a natural extension of an established and trusted alcohol-fuel platform, he says, “rather than a standalone concept.”
Author: Luke Geiver writer@bbiinternational.com
YEARS OF ETHANOL: WinGD has researched E100 as a maritime fuel option for more than 10 years. Now it has an engine ready for commercial application.
PHOTO: WINGD
Custom Solutions.
Robust Results.
Yeast Solutions Designed To Reach Your Plant’s Goals
Our pr ov en port folio of yeast solu t ions, combined with br eakt hr ough inno vations, can enhance perf or mance under a variet y of oper at ional conditions. Wi th low-risk implemen tation, ou r yeas t solu tions can pr ov ide:
Exceptional Tolerance Under High Heat Consis tent Perf or mance Impr oved Ethanol Y ields Superior Robus tness
HEARING THE HEARTBEAT
How a hands-on approach to DD&E improvement helps ethanol producers reach new production highs.
By Katie Schroeder
While high-tech solutions and artificial intelligence grab the headlines, many experts say nothing gathers data better than walking around an ethanol plant with gauges and a pipe wrench Veteran engineers know how to put their finger on the pulse of an ethanol plant and identify irregularities that could indicate a problem or stand in the way of increased production.
RCM Thermal Kinetics engineers analyze the limits of process equipment and develop strategies to go beyond them. Dave Loschiavo, general manager of Thermal Kinetics with RCM Technologies, explains that the company’s engineers apply old-school approaches to give ethanol producers practical solutions for process maximization. RCM’s New Ethanol Expansion Technology (NEXT) platform helps ethanol producers get the most out of their existing dehydration, distillation and evaporation (DD&E) infrastructure, whether targeting decarbonization goals or improving yields, avoiding the heavy expenditure of new infrastructure. In a project completed in 2025, RCM pushed the production ceiling of an existing ICM-designed 40 MMgy nameplate unit up to 105 MMgy.
According to Loschiavo, the methods utilized by one of RCM’s experienced engineers inspired the NEXT program. RCM Chemical Engineer Roy Viteri approaches ethanol plant improvements from a different angle,
coming from a background in the refining, petrochemical and chemical industries. Viteri explains that his methods are not new. “[I] am trying to just go back to the old way of doing chemical engineering, which is going out into the plant and working with the equipment,” he says.
Lessons learned from the petrochemical industry also inform his outlook on plant improvements. He explains that the U.S. has not built any new significant oil refineries since 1976, leading the oil industry to place high value on maximizing yield from existing infrastructure. These strategies can be applied to the ethanol industry, helping producers avoid the extensive capital expenditure needed to completely replace assets or add new infrastructure to increase capacity.
Eight years ago, RCM pushed an ICM 40 ethanol plant’s yield from 65 MMgy up to 85 MMgy by introducing another train on the molecular sieve and some degassing equipment. Viteri explains that this customer challenged them to push that yield even higher. RCM’s engineering team rose to the challenge, successfully planning and executing changes that pushed the facility’s yield up to 105 MMgy in 2025. “I think it’s the only ICM 40 out there that is operating above 100 million gallons a year in the original columns, and it’s just through very specific and methodical ways of uncovering and tapping into the existing capacity of the units without expending more capital,” Viteri says.
Using tried and true methods is crucial to hearing the heartbeat of the facility, and Viteri is helping other RCM engineers—including process engineer Luana Pacheco— learn how to listen, Loschiavo explains. This means applying gauges at the start of each of the plant’s many piping circuits, following the same piping and checking the flow at that section with another gauge, evaluating the circuit. “You have to take that data, put it down on paper, then you do the next pipeline, and they follow every single line through the plant to
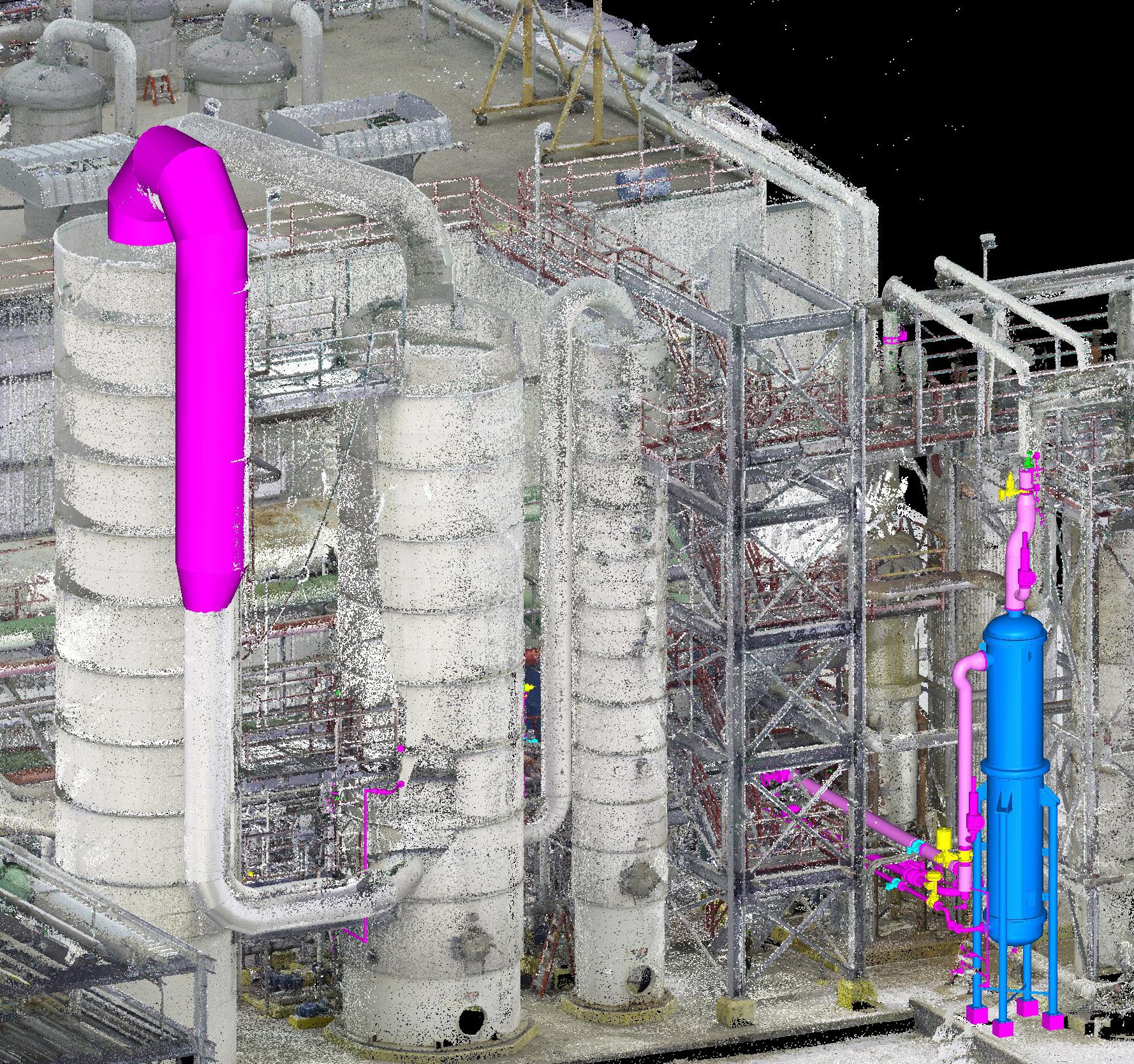
CAPACITY GROWTH: These renderings show a superimposed visual of a larger overhead beer column pipe, critical to handling volume growth, and a new vaporizer needed to handle the molecular sieve unit’s increased capacity.
PHOTO: RCM THERMAL KINETICS
make sure that they know the pulse of this plant,” Loschiavo says.
This method helps avoid assumptions about how the plant is operating based on design data or DCS readouts. Although many ethanol plants built 20 years ago were constructed on almost identical designs, the many changes made over time at each facility add up to differences from plant to plant, according to Pacheco. “We check each pump, each control valve, each pipe, because every plant has been modified over the years,” she adds.
“Even though they were built similarly, they operate differently. So, a solution we recommend for one customer may not work the exact same way for another.”
Design and Limitations
The DD&E system in an ethanol plant transfers fermented beer through a series of thermal and separation processes, beginning with degassing and continuing through distillation and evaporation. Following fermentation, the beer is preheated using heat recov-
ery exchangers and then enters the degasser, which removes as much dissolved and entrained carbon dioxide as possible before the beer is fed to the distillation columns.
The degassed beer enters the beer column, where ethanol is stripped from the liquid. Whole stillage exits from the bottom of the beer column, while the ethanol-water vapor stream exits overhead and flows to the rectifier column.
In the rectifier column, ethanol is further concentrated to the ethanol–water azeotrope,
approximately 190 proof (95 volume percent ethanol), beyond which conventional distillation cannot increase purity. The rectifier overhead vapor passes through the overhead system where it is condensed and collected. The rectifier bottoms are routed to the side stripper, which recovers additional ethanol before the remaining liquid is sent to downstream processing.
Viteri explains that the beer column and side stripper are heated through integration
with the evaporation system, which uses vapor generated from thin stillage to supply energy for distillation and drive ethanol separation. The molecular sieve units dehydrate the ethanol, concentrating it up to 200 proof.
Removing as much CO2 as possible is important because when it gets past the degasser, it increases frothing and vapor velocity in the beer column, enabling solid material to move from the beer column into the rectifier and cause carryover problems. “CO2 is a re-
ally bad actor, so you want to get rid of CO2 in the degasser before it gets into the beer and/or rectifying columns. CO2 does nothing but take up space, and it creates havoc,” says Viteri. The NEXT platform works to identify and mitigate these types of issues.
Another production limiting factor commonly arises in the rectifier column, where production may be hampered by favoring either capacity or efficiency over the other. The type of packing in the column can be adjusted
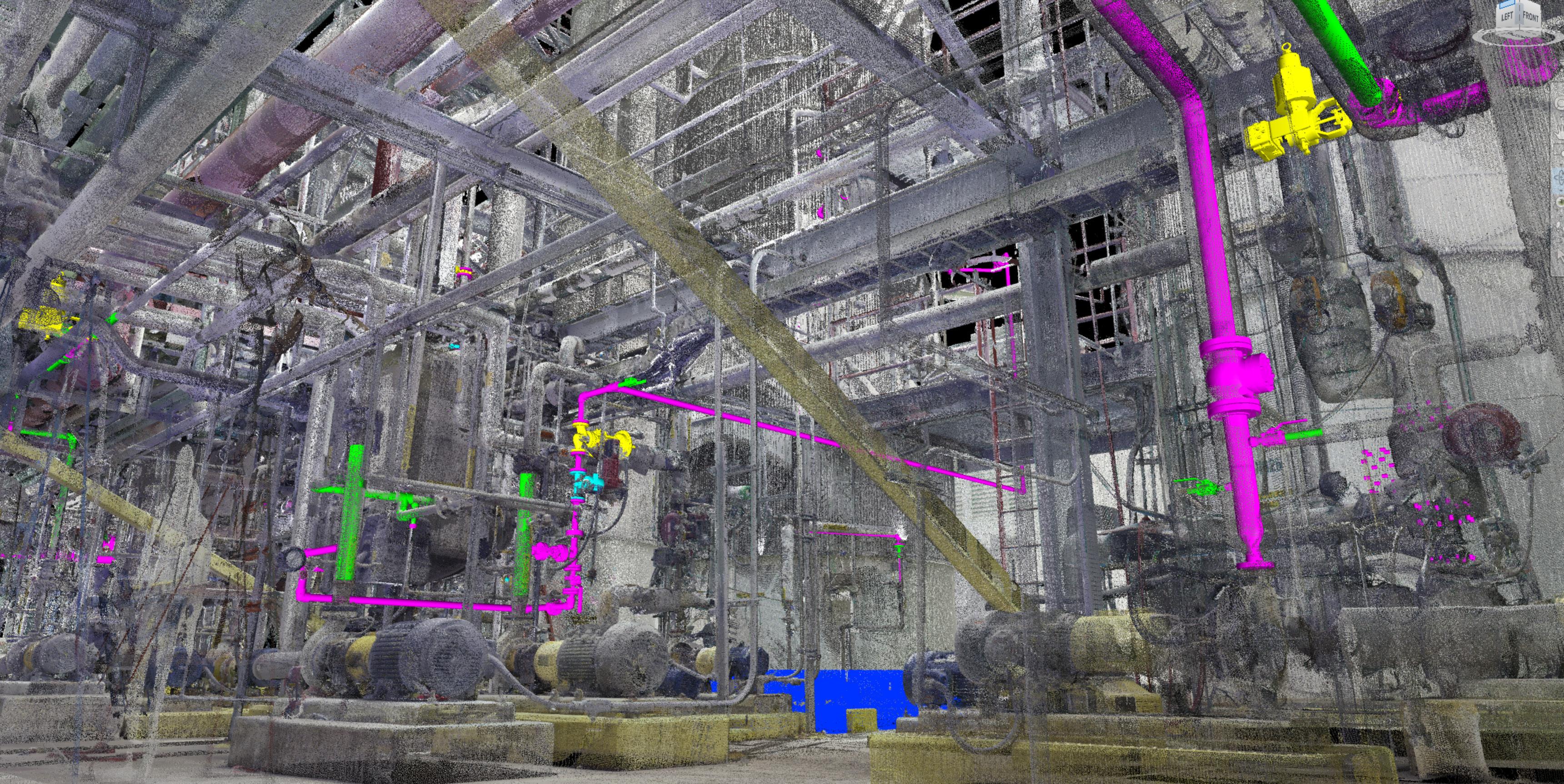
DERISKING THE PROJECT: This image shows several piping, valve and pump modifications superimposed in the existing plant 3D scan.
PHOTO: RCM THERMAL KINETICS
for the optimal balance, while minimizing pressure drop.
Reducing ethanol losses in the whole stillage also helps drive up production. When the beer column is driven with enough vapor, less ethanol is lost. Viteri explains that his team wants to make sure the mass transfer equipment balances efficiency and capacity in this section of the system as well.
“What we bring to the ethanol industry is what the refining industry has been doing for decades, and that is maximizing capacity through distillation columns by increasing tray open area and optimizing downcomer design in the beer column,” Viteri says. “The beer column handles a lot of water. As capacities are pushed, there comes a point where the weirs and downcomers can’t handle the increased amount of liquid that customers are trying to push through there. Often, we figure out that we have to redesign the tower internals, let’s say from a single pass tray design to two passes, just to be able to remove the increased volume of liquid from the tower.”
The engineers examine the DD&E system thoroughly, leaving “no stone unturned,” as Viteri puts it, in search of higher yields. The work is not complete without checking around and within the system as well, ensuring that heat exchangers, pumps and hydraulic circuits are ready to handle the production in-
crease. If components do not have sufficient capacity, engineers will develop cost-effective solutions to overcome bottlenecks. RCM also works to avoid scope growth by ensuring that only the required components are revamped, Viteri explains.
Constructive Components
Loschiavo adds that RCM’s employees are experts on the various plant components, so they know what to tell a supplier. Juan Portillo serves as a technical advisor for distillation systems in the Americas with Sulzer and provides ethanol producers with distillation components, specifically purification and separation.
He explains that Sulzer primarily focuses on selling to producers that are interested in refurbishing their facilities. “We are one of the best providers for revamping columns,” Portillo says. “Anything to increase capacity with existing equipment, the existing vessels, that’s where our strong option for the market is.”
Replacing trays in distillation columns takes about three days if planning is in place. New developments in tray technology improve yield by changing the shape and size of the valves. Sulzer also adds an entry point for maintenance workers, making it easier for producers to clean inside the column.
SOUND STRATEGY: A superimposed visual of a new condensate tank.This type of work can be planned out and executed well ahead of the planned shutdown and then tied in during the shutdown.
PHOTO: RCM THERMAL KINETICS
“The robust mechanical design of the trays, making a tray that … will be staying in place for [a] longer time is also a very good improvement, and the most important improvement is the release of high-capacity valve trays that can produce more and more in the columns with the same equipment,” Portillo says.
Another component Sulzer developed to help producers maximize yield is a beer feed inlet device, which helps producers address gasification of an inlet stream. Portillo explains that this device minimizes the CO2 carryover from the beer column and improves production. Sulzer customizes the component design based on each plant’s specific need.
Engineering On-Site
Loschiavo shares that Viteri jokingly has compared the engineer’s work to that of a plumber, “trying to figure out how to best get the customer’s material through [the plant’s] pipes.” The computer models aren’t needed to find answers to the root cause of a plant’s problems, Viteri adds, just walking around a
facility with the right instruments and knowhow is all that’s needed.
Computer modeling has its limitations, and modeling how the plant should or might work alongside examining DCS readouts may not give an engineer the insight needed to identify problems or factors that are limiting plant performance. “Unless you go out into the field, you don’t know what the plant and the equipment are actually doing,” Viteri says.
“We use our simulation program only as a tool. It’s like a pressure gauge or a pipe wrench to us. We don’t take it out into the field. We don’t depend on it for it to spit out answers. We use common sense.”
Engineers need to be out in the field with gauges and wrenches because simulated results and answers may be missing key information. Viteri shares an example of one ethanol plant struggling for months soon after its commissioning with distillation tower flooding. After about three hours on site gathering field data, Viteri discovered a hydraulic imbalance in the vapor flowing to the flooded column’s reboiler
due to the improper installation of a vortex shedder. The problem was masked in the DCS data because the instrument technician that calibrated the reflux flow meter, which provides a sanity check for the amount of heat being sent to the flooded column’s reboiler, improperly entered the specific gravity for the reflux fluid, leading to a significantly lower reflux flow. Tens of thousands of dollars were wasted on tower scans and millions of production dollars were lost due to time lost. “There’s nothing that can beat real-world data to easily solve field issues,” Viteri says.
Working with the equipment in person gives engineers an edge and helps them push DD&E systems beyond expectations. “Operating equipment will always tell you the truth,” Viteri says. “So that’s our mantra, our motto, and that’s why we can do it differently than most.”
A former U.S. EPA inspector explains how and why corn kernel fiber D3 RIN producers should prepare for potential inspections.
By Luke Geiver
ON-SITE EXPERIENCE:
Tony Miller, partner at Weaver and former U.S. EPA inspector, shares his insight on how producers can prepare for corn kernel fiber D3 RIN inspections.
PHOTO: U.S. DEPARTMENT OF AGRICULTURE
As D3 RIN generation from in situ corn kernel fiber cellulosic ethanol production continues to increase, producers need to be aware of what may follow: U.S. EPA inspections. According to Tony Miller, partner at Weaver’s energy compli-
ance services practice, the EPA’s program to verify D3 RINs from CKF production has now been in place and active for more than two years. Given the agency has provided ample time for participants to navigate the system and correct any issues in the generation or reporting of D3 RINs, the EPA is ready to conduct inspections, Miller says.
Prior to his leading role at Weaver, Miller helped create, implement and enforce several of the EPA’s RIN-related compliance practices. He has conducted on-site inspections of large marine vessels, small fuel retail locations and production facilities. He led the development of the modern EPA moderated transaction system (EMTS) to act as a database of record for RINs. Miller has also testified in multiple RIN-related court cases. RINs are one topic Miller understands better than most, he says with a smile.
Now, the right variables have aligned for the EPA to invest time and resources into D3 RIN producers and ensure they are compliant. “From my experience in being in charge of the fuels enforcement branch at the EPA, this is the timing of when I would have looked at this (D3 RINs) sector,” he says.
Miller says the value of a D3 RIN is also worth considering. They consistently trade higher than other RINs, above $2 since early 2021, EPA data show. The U.S. produced a record number of D3 RINs in 2025, due in large part to renewable natural gas, but also because of CKF cellulosic ethanol.
So what do CKF cellulosic ethanol RIN producers need to know about staying in D3 RIN compliance and navigating any potential inspection actions? There’s a lot to consider, Miller says. From personnel preparation for a scheduled EPA on-site visit to post-inspection follow-up, producers don’t need to fear the process, but they do need to be ready.
Process Overview
The EPA’s inspection process is not always linear, Miller says. Nor is it always
Tony Miller, Partner, Weaver
announced. In some cases, the EPA might decide to conduct an inspection because inspectors are in the area.
In general, once the EPA pinpoints a producer, the agency will either request information or perform an inspection. After the inspection, if any violations are found, the producer will have an opportunity to confer, which is followed by potential settlement negotiations and/or litigation.
Inspections can be announced or unannounced. If an inspection is announced, the producing entity will receive an official inspection letter noting dates for the inspection, individuals performing the inspection (inspectors from the EPA, contractors or non-federal employees credentialed to perform inspections known as SEEs), the scope of the work, information needed prior and records that should be made available during the inspection.
An unannounced inspection will happen much differently, according to Miller. Inspectors will show up, present credentials and begin the process. The EPA does offer a credentials page for producers to verify the validity of an inspector if a person claiming to be an inspector arrives unannounced. Entry can be denied, but the EPA can and has obtained civil search warrants.
The inspector will provide the facility staff with the chance to claim confidential business information (trade secrets, etc.). After that, a tour of the facility will commence and photographs will most likely be captured. Examples of photos an inspector may capture for D3 RIN verification include: feedstock, production equipment, storage areas, blending areas, laboratories and loading areas.
In addition to photos, expect interviews and questioning of personnel, sampling of feedstock and finished product, and reviews of related documents.
Inspection Prep
Miller urges his clients to be truthful with federal inspectors, as neglecting to do
so is a crime. Plant personnel should notify relevant internal parties about the inspection. They should also obtain additional resources or help, if needed. If someone on the team doesn’t know an answer to a question, they should call the right people. It is okay to admit lack of knowledge (as long as that’s true), Miller says.
If an inspection is announced, arrange for a thorough cleaning of the facility, conference rooms and grounds. If possible, set up a central conference room or space where the inspectors can work. In addition, set up interview times for the appropriate staff.
Miller and his team can be present during a client’s inspection. “Having someone like us on site is always very helpful and makes the process more manageable and less time-consuming,” Miller says.
No matter who might be present, Miller says every producer needs to have a protocol in place. Weaver’s team can help.
Every year, Weaver reviews and reformulates its Quality Assurance Procedures. “We have QAP procedures that have to go through annual review, so we learn and implement what the EPA actually cares about,” Miller says. “That gives us really good insight.”
Producers can use Miller and team to help verify D3 RINs and earn a stamp of approval from the EPA prior to any site visit or inspection. According to Weaver, in 2024, roughly 70% of all D3 RINs were verified by Weaver. In addition, the company can perform engineering reviews (Miller is licensed in six states) and efficient producer pathway petitions. The accounting team at Weaver can also perform CI scoring and modeling, along with other standard accounting services.
Post-Inspection
After an EPA inspection, a report will be issued to the facility contact within 70 days. The report will include a summary of findings, but Miller notes that fuels inspectors don’t have the authority to allege a violation. The EPA may also expand on findings from the inspection including additional areas not assessed on site. Internally, producers should notify relevant facility or company staff immediately of the EPA’s findings or concurrent needs. The producer should then determine if additional support is needed.
If the EPA determines a violation has occurred, plant management will receive a notice with instructions on how to confer, allowing all parties involved to talk within a short timeframe (days, not weeks) about
'Having someone like us on site is always very helpful and makes the process more manageable and less time-consuming.'
- Tony Miller, Partner, Weaver
ways to resolve issues, present new facts or modify any orders before the findings are finalized. The statute of limitations on following up on the violation notice is five years.
Producers should discuss any violations with outside counsel, consultants or company personnel to determine whether to pursue settlement negotiations with the EPA or litigation. Through most settlements, penalty figures and terms are negotiated before an eventual settlement, commonly without the company in question acknowledging any wrongdoing.
If litigation is the route following a violation, and after settlement negotiations break down, the U.S. Department of Justice will file a complaint with the appropriate circuit court, which is then followed by the legal process of discovery, motions and eventually a trial.
Ensure D3 RIN Value
Producers should consider several factors with their D3 RIN compliance. Exported product might need a more thorough review, Miller says. Undenatured sales also cause issues. Cogrinding sorghum and corn requires a detailed evaluation. There
are more factors to consider than most realize, Miller says.
The goal of providing thorough information about inspections is not to instill fear in Weaver’s current or future clients, Miller says. Weaver wants to work with producers to ensure the long-term health of the industry and its ability to remain a reliable source of D3 RINs. In fact, Miller says his favorite part about his role in the private sector is the ability to help producer clients eliminate any issues before they become actionable or enforceable.
“If the EPA finds a problem, buyers could become very skittish about buying any ethanol from that sector,” Miller says. “Even a problem with a handful of producers can impact the entire system for years.”
Author: Luke Geiver writer@bbiinternational.com
All major Ethanol related events
- Int'l Fuel Ethanol Workshop & Expo (in all attendee bags) - ACE Conference
- North American SAF Conference & Expo - Team M3 Conference thanol Producer Magazine Ethanol Plant Map. It is the easiest and most cost-effective way to get your name, product and/or service in front of ethanol producers and ethanol industry professionals for 6 months at a time
DOWNTIME EQUALS
Improve your bottom line by preventing unplanned downtime.
Why risk contamination or unnecessary downtime caused by ine ective tank cleaning? Cloud-Sellers® 360 fluid-driven tank cleaners are high-impact machines, built with the ethanol industry in mind. Combined with our Preventati ve Maintenance Program, your operations will run at peak performance. We under stand that idle tanks are costing you money Make every drop count ™