Nuevas tendencias en panificación
A. A. Cano – Montiel *
Departamento de Ingeniería Química y Alimentos, Universidad de las Américas – Puebla. San Andrés Cholula, Pue., México.
Resumen
Este trabajo aborda las nuevas tendencias del sector panadero; uso de harinas integrales, uso de almidones modificados y de fuentes alternas al trigo, desarrollo de nuevos ingredientes (enzimas, emulgentes, aislados de proteína y extractos de fibra), incorporación de hidrocoloides para retardar el envejecimiento y elaboración de pan libre de gluten y/o de otras fuentes de harina como el arroz. Estas tendencias buscan desarrollar hábitos de consumo saludables y mejorar la rentabilidad de los procesos de producción sin alterar calidad de los productos panificados. Sin embargo, aún cuando estas tendencias son técnicamente factibles, se percibe la necesidad de crear una cultura de alimentación saludable e informar al consumidor sobre los cambios sensoriales que estos nuevos productos pueden presentar a fin de asegurar un consumo exitoso.
Palabras clave: Pan, harina integral, almidón, enzima, emulgente, fibra, hidrocoloides, gluten.
Abstract
This paper addresses on the new trends in the bread sector; Use of whole grains, modified starches and alternate sources of wheat, development of new ingredients (enzymes, emulsifiers, isolated proteins and fiber extracts), incorporation of hydrocolloids to delay the aging and development of gluten-free bread and/or from other sources such as rice flour. These trends are seeking to develop healthy habits of consumption and to improve the profitability of the production processes without affecting the quality of the baked goods. However, even though these trends are technically feasible; it is necessary to create healthy eating culture and inform to the consumers about the sensory changes that these new products may present to ensure a successful consumption.
Keywords: Bread, Whole flour, starch, enzyme, emulsifier, fiber, hydrocolloids, gluten.
Introducción
Las nuevas tendencias en la producción de alimentos giran en torno al desarrollo de hábitos alimenticios saludables.
* Tel.: +52 222 229 2126, fax: +52 222 229 2727
Direccion electrónica:ancamont@yahoo.com
El desarrollo de nuevos productos bajos en grasa, fortificados, adicionados de fibra dietética y con ácidos grasos omega es una constante y su objetivo es único: explotar el aspecto hedonista en los consumidores, Temas Selectos de Ingeniería de Alimentos
A. A Cano-Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 1 - 7
quienes cada día están más preocupados por vivir la cultura de salud y bienestar al estilo transnacional.
Desde inicios de este siglo se hizo expresa la preocupación por las autoridades del sector salud respecto a los hábitos alimenticios de la población, desde entonces la recomendación de desarrollar hábitos saludables ha sido constante. Por ejemplo, la Guía Dietética para los Americanos de 2005 hace énfasis en el consumo de al menos tres porciones de cereales integrales por día (Marquart y Cohen, 2005; Pszczola, 2005). El objetivo de esta recomendación es reducir las enfermedades cardiovasculares, la obesidadyladiabetes.
Además de lo anterior, el consumidor demanda productos procesados y semi procesados con vida de anaquel extendida, productos alimenticios que, sin perder sus atributos sensoriales y de calidad, puedan estar disponibles tiempo después de que fueron procesados y adquiridos; se espera también que estos productos puedan ser preparadosfácilyrápidamente.
El sector panadero -integrado por los productores de pan, centros de investigación, proveedores de ingredientes, etc.-, inmerso enesta dinámica quedictanlos mercados, no queda exento, está adecuando sus procesos y poniendo énfasis en el desarrollo de nuevos productos que satisfagan estas demandas del consumidor.
En este sentido, se pueden distinguir claramente las diversas tendencias en el sector panadero a nivel industrial: utilización de harinas integrales y almidones modificados en la formulación de masas panaderas, desarrollo y adición de nuevas enzimas para mejorar las harinas, adición de emulgentes para mejorar las características del pan, incorporación de hidrocoloides para retardar el envejecimiento, incorporación de
ácidos grasos omega-3 y aislados de proteínas, adición de almidones de fuentes alternas como la tapioca, el camote y la cebada, y la elaboración de pan libre de gluten y/o de otras fuentes de harina como el arroz, el maíz y la avena (Hallberg y Chinachoti, 2002; Sivaramakrishnan et al., 2004; Pszczola, 2005; Miyazaki et al., 2005; Lazaridou et al.,2007;Renzetti et al.,2007).
En el presente trabajo se exponen las principales tendencias observadas en el sector panadero desde tres perspectivas: la promoción de hábitos de consumo saludables, la mejora de características y extensión de vida de anaquel de los productos panificados y el desarrollo de productos para consumidores con regímenes dealimentaciónespeciales.
Revisiónbibliográfica
Promoción de hábitos de consumo saludables
Usodeharinasintegralesenlaelaboración de pan. Una harina integral combina los beneficios de los granos enteros (aquellos que incluyen germen, endospermo y pericarpio): fitonutrientes, bajo contenido de almidón y cuatro a cinco veces más nutrientes, incluyendo minerales, vitaminas del complejo B y fibra, con el sabor, la textura y la calidad de una harina refinada. Muchos son los beneficios de la incorporación de cereales integrales a la dieta; reducción de las enfermedades cardiovasculares y diabetes, mantenimiento del peso a largo plazo y mejora en la digestión, entre otros. Esta tendencia es muy evidente en las empresas productoras de pan a nivel industrial, mientras que la mayoría de las empresas pequeñas continúan elaborando el pan tradicional hecho con harina refinada. Es interesante el esfuerzo que estánhaciendo algunos organismos como el “Whole Grain Council” en Estados Unidos, quien ha
A. A Cano-Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 1 - 7
desarrolladounconjuntodeestampasquelos productoresdealimentos ypanaderospueden usar para indicar que sus productos son una buena o excelente fuente de cereales integrales. De acuerdo con Pszczola (2005), seestimaquemenosdel10%delapoblación deEstadosUnidosconsumetresporcionesde cereales integrales por día. La razón posiblemente sean los cambios que conlleva el uso de los cereales integrales; cambios en la apariencia, el sabor y la textura o en el costo de los productos terminados. En cualquiera de los casos, resulta de suma importancia educar al consumidor sobre las ventajasdelconsumodepanintegral.
En 2006, la FDA realizó una guía detallando lo que el término “Whole grain” podía incluir. Un “whole grain” es aquel alimento hecho a partir de la totalidad del grano de un cereal, el cual consiste en la fibra, germen y endospermo. Si el grano ha sido agrietado, molido o transformado a hojuelas, debe contener la misma proporción relativa de fibra, germen y endospermo que el grano original para ser llamado “Whole grain”(MarquartyCohen,2005).
Tabla I. Clasificación de alimdones modificados a
Tipo de modificación
Enlaces cruzados
Química
Física
Enzimática
Conversión
Mejora de características y extensión de vida de anaquel de los productos panificados
Uso de almidones modificados y de fuentes alternas al trigo. En panificación, el almidón es el principal componente y desempeña un papel importante en la textura y calidad tanto de la masa como del pan. Actualmente se están desarrollando almidones modificados para reducir las características indeseables de los almidones nativos presentes en las harinas comerciales. En un principio, los almidones modificados tuvieron efectos indeseables en la calidad de los productos panificados, sin embargo, esto no fue un obstáculo para que la investigación continuara hasta lograr resultados positivos (Miyazaki et al., 2006).
Hoy en día existen diferentes procesos para modificar los almidones, un resumen de los mismossepresentaenlatablaI.
La modificación química es la que predomina a nivel industrial y el principal proceso de transformación utilizado. La
Productos
Di-almidón fosfato, Esteres de almidón (almidón acetilado, almidón fosfato, almidón tratado con octenil-succinato, almidón carboximetilado, almidón cationizado, etc.)
Almidón convertido por acidificación, almidón oxidado, almidón blanqueado, dextrinización (dextrina, goma inglesa, etc.)
PregelatinizaciónAlmidón pregelatinizado
Tratamiento térmico Almidón tratado con calor-humedad, almidón recocido
Maltodextrinas, ciclodextrinas, amilosa, etc.
a Miyazaki et al ., (2006)
A. A Cano-Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 1 - 7
modificación física involucra la pregelatinización y el tratamiento térmico del almidón, los almidones pregelatinizados son precocidos y secados, para posteriormente ser reconstituidos en agua. El proceso con tratamiento térmico involucra tratamientos con calor-temperatura y recocido, los cuales causan una modificación física en el almidón sin lograr la gelatinización, daño a la integridad granular o pérdida de birrefringencia. Finalmente, la modificación enzimática del almidón consiste en la hidrólisis de algunas fracciones del almidón en partes pequeñas llamadas dextrinas o maltodextrinas.Elprocesoinvolucralaacción de enzimas amilolíticas (Miyazaki et al., 2006).
Existen diversos trabajos que muestran las ventajas del uso de almidones modificados provenientes de fuentes heterogéneas como la papa, camote, tapioca, cebada y maíz. Las aplicaciones de estos almidones en panificación buscan mejorar la firmeza de la miga (Toufeili et al., 1999), retrasar el envejecimiento, y reducir la sensación pegajosa y la seca del pan (Miyakazaki et al.,2006).
Actualmente existen comercialmente almidones hidroxipropilados, acetilados y con enlaces cruzados. En las formulaciones de masa para pan se han realizado sustituciones de harina con almidón modificado de hasta un 20% logrando masa con resistencia mecánica y pan con volumen. Los resultados obtenidos son muy diversos, dependiendo de la cantidad de almidónadicionadaalasformulacionespara pan; algunos almidones no causan diferenciassensoriales,sinembargo,pueden llegar a afectar el volumen del pan (Greene yBovell, 2004), otros pueden causar ligeros cambios en la textura sin provocar cambios consistentesenlosatributossensoriales,con la ventaja de adicionar grandes cantidades de fibra dietética (Liu et al., 2007). De
acuerdo con Miyazaki et al (2006), el almidón hidroxipropilado de tapioca ha resultadoser el más efectivopararetardar el envejecimientoenpan.
Diversas características del almidón afectan las propiedades de la harina para panificación, sinembargo,lagelatinización y retrogradación son consideradas las más importantes en la calidad del pan. Con base enelconocimientodeestascaracterísticas,se puede controlar la textura de los productos y desarrollar especialidades de pan con características únicas y mejorar los costos de producción. Finalmente, los diferentes tipos de almidones modificados tienen diferentes funciones en la calidad de masas y panes, la selección de uno u otro depende de las necesidades particulares de cada industria (Miyazaki et al.,2006).
Desarrollo y mejora de insumos para optimizar procesos y mejorar las características del pan
Enzimas. Las enzimas juegan un papel importante en todas las etapas del proceso de panificación. La producción de pan requiere harina estandarizada y de alta calidad para asegurar productos de calidad uniforme. Debido a factores como el clima y las condiciones de crecimiento, la composición de la harina varía entre regiones y temporadas de cosecha. Para estandarizar esta calidad variable y, al mismo tiempo, asegurar una harina de alta calidad resulta útil la adición de enzimas como xilanasa, αamilasa, glucosa oxidasa yproteasa. Algunos delosbeneficiosfuncionalesde laadiciónde enzimas en productos panificados son: tolerancia al proceso yresistencia de la masa al trabajo mecánico, incremento en el volumen, mejora de la apariencia (color, forma y simetría), mejora de la textura y de la calidad global del producto (Pszczola, 2005;Indrani et al.,2003).
A. A Cano-Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 1 - 7
Emulgentes. Este tipo de productos ofrece una gran cantidad de beneficios en la formulación de productos panificados. Son excelentes agentes anti envejecimiento y mejoran la textura y suavidad, mantienen la humedadenla estructura emulsificadaloque permite extender la vida de anaquel del producto, en productos con alto contenido de fibramejoranlascaracterísticasdemanejode la masa y permiten la formación de complejos de gluten, dando como resultado un pan con mejor volumen y textura (Pszczola,2005).
Aislados de proteína. Pueden ser derivados del trigo o de otras fuentes y se adicionan a los productos panificados para mejorar el sabor, la textura y la calidad. Un factor de gran importancia para la industria es la gran cantidad de beneficios funcionales que ofrecenenla mejoradelamasaenproductos bajos en carbohidratos. En los productos con alto contenido de proteína se reduce el tiempo de mezclado e incrementa la extensibilidaddelamasa(Pszczola,2005).
Extractos de fibras. Actualmente existen en el mercado varias fibras de diferente origen que pueden ser adicionadas a las formulaciones de panificación. Un ejemplo es el extracto de fibra de arroz que incrementa el volumen específico de masas, la cantidad de agua retenida y extiende la vida de anaquel de los productos panificados frescos. Este producto controla el agua mediante una mejora en la capacidad emulgente del sistema debido a que contiene lípidos y proteínas. La vida de anaquel se puede ver extendida hasta en dos y cinco semanas en pasteles y productos de conveniencia empacados, respectivamente (MarquartyCohen,2005).
Porotraparte,conlafinalidaddemejorar el sabor, color y aroma, se están desarrollandofibrasdealmendra,productosa
base de lípidos y polvos de frutas como el plátano,entreotros.
Incorporación de hidrocoloides para retardar el envejecimiento. El envejecimiento del pan se caracteriza principalmente por dos cambios en la textura del producto: ablandamiento de la corteza y endurecimiento de la miga. El primero es el resultadodelamigracióndelaguadelamiga hacia la corteza impulsado por el gradiente de humedad, mientras que el endurecimiento de la miga se debe a varios fenómenos entre los cuales, la recristalización de la amilopectina es el factor principal. De acuerdo con Hallberg y Chinachotti (2002), también influyen los cambios en la funcionalidad del gluten, el estado vítreogomoso de los polímeros y la interacción entre los componentes. Debido a estos procesos, el pan pierde rápidamente sus características de frescura y su limitada vida de anaquel tiene un impacto económico importante en la industria de la panificación yenlosconsumidores.
La adición de hidrocoloides permite mejorar las características del pan mediante la formación de complejos hidrofílicos con las proteínas del gluten, además de que ligan agua y disminuyen la migración de humedad enlamasa(HallbergyChinachoti,2002).
Actualmente existe toda una gama de hidrocoloides comerciales (goma xantana, alginatos, carragenina, hidroxipropilmetilcelulosa, pectina, goma arábiga, etc.) que buscan retardar el envejecimiento del pan. Estos productos están respaldados por una gran cantidad de experimentos científicos que demuestran su efectividadenelmantenimientodela calidad delpanalmacenadomediantelareducciónde la retrogradación del almidón (Hallberg y Chinachoti, 2002) y el incremento en el volumenespecífico(Dodic et al.,2007).
A. A Cano-Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 1 - 7
Desarrollo de productos panificados para consumidores con regímenes de alimentación especiales
Elaboración de pan libre de gluten y/o de otras fuentes de harina como el arroz. La cantidad de personas con regímenes alimenticios especiales cada vez es mayor, desórdenes como la intolerancia al gluten y la diabetes demandan productos especializados que garanticen una alimentación balanceada e incluyente de todos los tiposdealimentos. Porotrolado,el glutenesuncomponentefundamentalparala estructura del pan. El desplazamiento de la redde gluteneneldesarrollodeproductos es undesafíoparalostecnólogosencereales, es por ello que cada vez hay más trabajos de investigación que buscan fuentes alternas al trigo para la elaboración de productos panificados.
Estudios recientes han demostrado la factibilidad de elaborar pan con harina de arroz, almidón de maíz, caseinato de sodio, arroz integral, avena y sorgo (Sivaramakrishnan et al., 2004; Lazaridou et al., 2007; Gallagher et al., 2004). Cada innovación tecnológica tiene sus particularidades, como son la adición de hidrocoloides como la hidroxipropilmetilcelulosa en pequeñas cantidades y de enzimas como la trans glutaminasa para lograr un producto con características similares al obtenido con harina de trigo convencional. Hasta el momento, la harina de arroz es la más investigada, y la que presenta mayor versatilidad en la elaboración de productos panificados, teniendo un impacto potencial eneldesarrollodefuturosalimentos.
Conclusiones
Existendiversastendenciasenpanificación y su objetivo es muy claro; mejorar la calidad de la alimentación de los consumidores y la
rentabilidad de los procesos a través de la promoción de hábitos de consumo saludables, la mejora de las características y la extensión de vida de anaquel de los productos panificados y el desarrollo de productos para consumidores con regímenes de alimentación especiales. La participación activa de la industria mecanizada y de los centros de investigación en este proceso es evidente. Sin embargo, dos factores clave en este proceso de promoción de hábitos saludables son la cultura y la educación. Se percibe necesario el desarrollodeuna cultura de salud y bienestar, amén de la educación para que haya un consumo efectivo de estos productos, es necesario que el consumidor esté enterado de las nuevas tendencias y de las implicaciones de la modificación de los productostradicionalescomoelpan.
Referencias
Dodic, J., Pejin, S., Dodic, S., Popov, J., Mastilovic, J., Popov-Raljic y Zivanovic, S. 2007. Effects of hydrophilic hydrocoloids on dough and bread performance of samples made from frozen doughs. Journal of Food Science. 72: 235-241.
Gallagher, E., Gormley, T. y Arendt, E. 2004. Recent advances in the formulation of gluten-free cerealbased products. Trends in Food Science & Technology. 15: 143-152
Greene, J. y Bovell, A. 2004. Macroscopic and sensory evaluation of bread supplemented with sweet – potato fluor. Journal of Food Science. 69: 167-173.
Hallberg, L. M. y Chinachoti, P. 2002 A fresh perspective on staling: the significance of starch recrystallization on the firming of bread. Journal of Food Science. 67: 1092-1096.
Indrani, D., Prabhasankar, P., Rajiv, J. y Venkateswara, G. 2003. Scanning electron microscopy, rheological characteristics, and bread-baking performance of wheat-fluor dough as affected by enzimes. Journal of Food Science. 68: 2804-2809.
A. A Cano-Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 1 - 7
Lazaridou, A., Duta, D., Papageorgiou, M., Belc, N. y Biliaderis, C. G. 2007. Effects of hidrocolloids on dough rheology and bread quality parameters in gluten-free formulations. Journal of Food Engineering. 79: 1033-1047.
Liu, L., Wu, K., Jen, Y. y Yang, M. 2007. Effect of sweet potato leaf and stem addition on dough properties and bread quality. Food Science Technology International. 13 (3): 239-244.
Marquart, L. y Cohen, E. 2005. Increasing whole grain consumption. Food Technology. 59: 24-32.
Miyazaki, M., Maeda, T. y Morita, N. 2005. Starch retrogradation and firming of bread substituted with hydroxypropylated, acetylated and phosphorylated cross-linked tapioca starches for wheat flour. Cereal Chemistry. 82: 639-644.
Miyazaki, M., Van Hung, P., Maeda, T. y Morita, N. 2006. Recent advances in applications of modified starches for breadmaking. Trends in Food Science & Technology. 17: 591-599.
Pszczola, D. 2005. Ingredients for bread meet changing “kneads”. Food Technology. 59: 55-63.
Sivaramakrishnan, H. P., Senge, B. y Chattopadhyay, P. K. 2004. Rheological properties of rice dough for making rice bread. Journal of Food Engineering. 62: 37-45.
Toufeili, I., Habbal, Y., Shadarevian, S. y Olabi, A. 1999. Substitution of wheat starch with nonwheat starches and cross-linked waxy barley starch affects sensory properties and staling of Arabic bread. Journal of the Science of Food and Agriculture. 79: 1855-1860.
Temas Selectos de Ingeniería de Alimentos 2 (2008): 8 - 15
Temas Selectos de Ingeniería de Alimentos
¿Qué son los alimentos funcionales y cuál es el papel de los probióticos en estos alimentos?
N. A. Guevara – Bretón *
Departamento de Ingeniería Química y Alimentos, Universidad de las Américas – Puebla. San Andrés Cholula, Pue., México.
Resumen
A través de esta revisión, se quiere mostrar de forma general la situación actual de los alimentos funcionales y probióticos, así como los avances en cuanto a la investigación científica y tecnológica en este tema.
La popularidad de los alimentos funcionales ha aumentado en los últimos años, debido principalmente a los beneficios a la salud con los que se les relaciona. Entre estos alimentos, se encuentran los denominados alimentos probióticos, los cuales son alimentos que promueven la salud de quien los consume y cuyo efecto está basado en evidencia científica; sin embargo, el reto tecnológico más importante actualmente es mantener la estabilidad y viabilidad de los microorganismos involucrados para que al ser consumidos en las cantidades adecuadas puedan brindar los beneficios deseados.
Además, es necesaria la unificación entre gobierno e industria respecto a la definición de alimento funcional, así como su declaración en el etiquetado, para que de esta forma se brinde seguridad al consumidor al adquirir este tipo de productos.
Palabras clave: Alimento funcional, alimentos probióticos, viabilidad, regulación.
Abstract
In this review, the actual situation about functional and probiotic food, as well as the advances in this subject are presented.
The functional food has increased its popularity in recent years due to the benefits that they produce in human health. Among these foods we can found the commonly called probiotic foods, which help to promote health of their consumers (proved with scientific evidence). Nevertheless, the most important technological challenge is to maintain their stability, in such a way that when they are consumed in the suitable amounts they offer the benefits desired.
Furthermore it is necessary to have a definition and legislation suitable about functional foods, for the consumers security when they buy this kind of products.
Keywords: Functional food, probiotic foods, viability, legislation.
* Tel.: +52 222 229 2126, fax: +52 222 229 2727
Direccion electrónica:ing_arelygb@yahoo.com.mx
Introducción
A Guevara-Bretón / Temas Selectos de
Actualmentehacobradogranimportanciael cuidado de la salud a través de la alimentación, debido a la gran incidencia de enfermedades. Sin embargo, en muchas ocasiones es difícil para la mayoría de la población el seguimiento de una dieta estricta, ya sea por falta de tiempo, tipo de educación, nivel económico y otros factores; por ello, la industria de alimentos ha avanzado en la generación de alimentos de fácil consumo los cuales además de nutrir,brindenbeneficiosespecíficosparael mejoramiento de la salud o disminuyan el riesgo de adquirir ciertas enfermedades, a este tipo de alimentos se les ha denominado “alimentos funcionales” (Puupponen-Pimiä et al., 2002; Katan et al., 2004; Arvanitoyannis y Houwelingenkoukaliaroglou,2005).
Los principios fundamentales de los alimentos funcionales no son un concepto nuevo; por el contrario, los alimentos funcionales han sido parte del mercado alimentario por siglos, desde hace cientos de añossehabuscadolaadicióndeingredientes o presencia de atributos específicos en el alimento, sin embargo fue hasta hace poco que se ahondó en la base nutricional, científica y tecnológica de estos productos. (German et al., 2004). Aunque los llamados alimentos funcionales son cada vez más popularesentrelosconsumidores,eslimitado el fundamento científico de los beneficios a la salud con los que se les relaciona, por lo queesnecesarioreforzaresteconocimiento y ahondar en la investigación sobre los mecanismos de acción que tienen lugar en el organismo,asícomolacaracterizacióndelos componentes bioactivos o nutraceúticos de estos productos (Puupponen-Pimiä et al., 2002; Van Kleef et al., 2002; Katan et al., 2004; Arvanitoyannis y Houwelingenkoukaliaroglou,2005).
de Alimentos 2 (2008): 8 - 15
Desafortunadamente, el concepto de “alimento funcional” se ha usado indistintamente, con algunos otros términos tales como: nutracéuticos, farma-alimentos, alimentos novedosos, complementos dietéticosentreotros,siendoquecadaunode estos se refiere a ciertas características en especial; esto no es más que el reflejo de la deficiente legislación o regulación actual de este tipo de productos que en muchas ocasiones llegan a confundir al consumidor, por ello la necesidad de conjuntar esfuerzos respecto a la unificación de criterios en cuanto a estos alimentos (Petersen, 2007; Arvanitoyannis y Houwelingenkoukaliaroglou,2005).
Dentro de la clasificación de los alimentos funcionales se encuentran aquellos a los cuales se les han adicionado bacterias vivas que tienen acción benéfica sobre el organismo yse definen como probióticos. Al añadir los probióticos a un alimento, se requiere el conocimiento de los mecanismos y los componentes en los que se basa su actividad; además, es necesario garantizar y monitorear su estabilidad y viabilidad dentro de la matriz del alimento que los contiene, por lo tanto es indispensable el diseño de nuevas y mejores técnicas que optimicen el efecto In vivo de los microorganismos (Amores, 2004; Puupponen-Pimiä et al., 2002;Stanton et al.,2003;Vinderola,2008)
El objetivo de esta revisión es presentar la tendencia actual en cuanto a las investigaciones científicas más recientes relacionadas con el estudio de los alimentos funcionalesyconlosagentesprobióticos.
N. A Guevara-Bretón / Temas Selectos de Ingeniería de Alimentos 2 (2008): 8 - 15
Revisiónbibliográfica
Alimentos funcionales
El término de alimento funcional fue introducido por primera vez en Japón a mediados de la década de los ochenta, para referirse a alimentos procesados a los cuales se le han adicionado ingredientes con una función específica para el organismo además de ser nutritivos (Arvanitoyannis y Houwelingen-koukaliaroglou, 2005). Esta definición es muy variable entre países, industrias, así como ambigua con algunos productos relacionados tales como: nutraceúticos, suplementos dietéticos, entre muchosotrostérminos.
Un alimento funcional se puede definir como:
• Un alimento que se ha demostrado actúa benéficamentesobreunaomásfunciones del cuerpo, más allá de su efecto nutricional, mejorando la salud y el bienestar y/o reduciendo el riesgo de enfermedad(FerreryDalmau,2001).
• Un alimento similar en apariencia a los alimentos convencionales que es consumido como parte de una dieta normal cuyos beneficios fisiológicos y/o reducción del riesgo de enfermedades crónicas ha sido demostrado, además de sus funciones nutricionales básicas (Arvanitoyannis y Houwelingenkoukaliaroglou,2005).
Tabla I. Categorías de alimentos funcionales y nutraceúticosa
Alimentos básicos
• Alimentos procesados los cuales contienen ingredientes que desempeñan una función específica en las funciones fisiológicas del organismo humano, más allá de su contenido nutrimental (Alvidrez et al,2002).
La funcionalidad de dichos alimentos se deriva de los ingredientes bioactivos por lo tanto se puede decir que los ingredientes pueden ser considerados potencialmente como los componentes mejoradores de la salud en la dieta. La bioactividad se refiere a la aplicación de ingredientes nutracéuticos o bioactivos en los alimentos tales como: prebióticos, probióticos, flavonoides, fitoesteroles, fitoestanoles, péptidos bioactivos y carbohidratos bioactivos (Arvanitoyannis y Houwlingenkoukaiaroglou, 2007). Mientras que los suplementos dietéticos se caracterizan por su presentación en forma de cápsula, pastilla, gel, tableta, polvo o líquido y por lo tanto están relacionados directamente con los nutracéuticos.(Schmidl et al.,2000).
Existen diversas formas de clasificar los alimentos funcionales: de acuerdo al tipo de alimento, al componente bioactivo, o al tipo de beneficio a la salud que proporcionan. En la tabla I se presenta una clasificación de alimentosfuncionalesyalgunosejemplos.
Alimentos Probióticos
Dentro de los alimentos funcionales se encuentra un extenso grupo de alimentos
Categoría Ejemplo
Zanahorias (contienen el antioxidante beta-caroteno)
Alimentos procesados Barra de cereal de avena
Alimentos procesados con adición de ingredientes Jugo de frutas enriquecido con calcio
Alimentos mejorados por tener más de un componente funcional Tomates con altos niveles de licopeno
Preparaciones de ingredientes activos aislados y purificados de alimentos
Isoflavonas a partir de soya , beta glucana a partir de avena aArvanitoyannis et al ., (2005)
N. A Guevara-Bretón / Temas Selectos de Ingeniería de Alimentos 2 (2008): 8 - 15
denominados probióticos, el término puede ser ambiguo debido a que probiótico se refiere al componente activo adicionado, que leconfieredichonombrealalimento.
Para que un microorganismo pueda ser considerado como probiótico, debe satisfacer algunas características indispensables como que debe ser: de origen humano, generalmente reconocido como GRAS (seguros), poseer perfil antibiograma (sensibilidad a antibióticos), antagónico contra bacterias patógenas, poseer actividad metabólica, resistentes a la acidez y la toxicidad de la bilis, adherente a las células del intestino humano, colonizador del intestino humano, productor de sustancias antimicrobianas, inmunomodulador, antimutagénico, clínicamente probado respecto a sus efectos a la salud del ser humano, no patógeno, no inflamatorio, anticarcinogénico,entreotros(Schmidl et al., 2000; Puupponen-Pimiä et al., 2002; Stanton et al.,2003).
Diversos efectos benéficos sobre la salud están relacionados con el consumo de alimentos probióticos, entre estos beneficios se encuentran: la mejora de la respuesta inmunitaria, el mantenimiento de la microbiota del colon reduciendo la cantidad de diversas enzimas procarcinógenas en las heces,eltratamientodeladiarreadelviajero, la alternativa para la terapia antibiótica, la prevención de las úlceras relacionadas con Helicobacter pylori, el control de los rotavirus y de la colitis inducida por Clostridium difficile (Amores et al., 2004) Algunos otros beneficios del consumo de alimentosprobióticossepresentanenlatabla II.
Aunque existe evidencia respecto a los mecanismos de acción de los microorganismos probióticos que soporta los beneficios mencionados, existen algunos que
Aparato Digestivo.
Probado
-Diarreas infecciosas (rotavirus)
-Diarrea por Clostridum difficile
-Diarrea asociada a antibióticos
Probable
-Diarrea del viajero
-Sobrecrecimiento bacteriano
-Intolerancia a la lactosa
-Enterocolitis necrotizante
Sistema Inmunológico
-Prevención/ tratamiento de la alergia alimentaria
-Dermatitis atópica
Carcinogénesis
-Hipercolesterolemia
-Disminución de los niveles amonio aFerrer yDalmau (2001)
aún deben ser dilucidados respecto a su acciónenelorganismo,asícomoencuantoa suefectoenpersonasinmunocomprometidas; por lo tanto, es necesario reevaluar algunos estudios In vitro y realizar los correspondientes estudios In vivo (Golberg, 1994; Puupponen-Pimiä et al., 2002;Amores et al.,2004).AcontinuaciónenlatablaIIIse muestran los mecanismos de acción de ciertosmicroorganismosprobióticos.
Los probióticos pueden definirse como microorganismos vivos, los cuales al ser consumidos en cantidades adecuadas como parte del alimento, proporcionan beneficios de salud al organismo hospedero; estos microorganismos son bacterias ácido lácticas que incluyen las especies: Lactococcus, Lactobacillus, Streptococcus, Leuconostoc y Pediococcus, también están incluidas Bifidobacterium y Enterococcus (Golberg, 1994), las cepas comúnmente usadas son de los géneros Lactobacillus, Enterococcus y Bifidobacterium, debido a quesonlasmásestudiadas(Ferrer yDalmau, 2001;Amores et al.,2004).
Tabla II. Efectividad de los Probióticosa
N. A Guevara-Bretón / Temas Selectos de Ingeniería de Alimentos 2 (2008): 8 - 15
Tabla III. Principales microorganismos probióticos y algunos de sus efectos benéficos para la saluda
Microorganismo
L. acidophilus LC1
L. acidophilus NCFCO1748
L. acidophilus NCFM
L. jonsonii LA1
L. rhamnosus GG
L. bulgaricus
L. casei
B. bifidum
S. thermophilus
aAmores et al . (2004)
Efecto benéfico
Equilibrio Flora intestinal, efecto en sistema inmunitario
Reducción de actividad de enzimas procancerígenas, diarrea y constipación Reducción de actividad de enzimas procancerígenas. Inmunoestimulador, tratamiento de gastritis y úlceras. Inmunoestimulador, diarrea, inflamación del intestino. Inmunoestimulador, absorción de lactosa.
Promotor del crecimiento y de la viabilidad de probióticos. Diarrea por rotavirus, equilibrio de la microbiota. Inmunoestimulador, absorción de lactosa.
El Bifidobacterium, es un microorganismo muy complejo, sensible al oxígeno, por lo que generalmente posee ciertas dificultades para su incorporación a los productos alimenticios. Es recomendable realizar algunas modificaciones al proceso para reducir el estrés oxidativo, así como establecer algunos factores para asegurar su crecimiento, cuando se está utilizando este tipo de microorganismos. (Stanton et al., 2003).
El Lactobacillus, puede ser también difícil de manejar, por ello se recomienda: elegir una variedad ácido-resistente, usar empaques impermeables al oxígeno, microencapsular, adaptar al estrés e incorporar nutrientes tales como péptidos y carbohidratos complejos (Stanton et al., 2003).
Viabilidad y estabilidad de alimentos probióticos
Los retos más importantes actualmente en cuanto al desarrollo de alimentos probióticos desde el punto de vista tecnológico son, la viabilidad y estabilidad de éstos a lo largo de la cadena de distribución, desde la producción del alimento hasta su llegada al sitio de acción, es decir hasta el tracto gastrointestinal (Puupponen-Pimiä et al., 2002; Stanton et
al., 2003; Tamime, 2005). Los alimentos probióticos deben contener variedades de probióticos específicos y mantener un adecuado nivel de células viables durante la vida de anaquel del producto, para que puedan ejercer su función (Puupponen-Pimiä et al., 2002). El microorganismo probiótico, debe estar presente en altas concentraciones, generalmente 106 ufc/g de producto; la viabilidadpuedeserdeterminada medianteel recuento bacteriano, de acuerdo a éste, una población baja es cuestionable respecto a los beneficios que pueda brindar al organismo hospedero. Muchos factores se han relacionado con la pérdida de viabilidad de microorganismo, entre estos están: la acidez de los productos, la producción de ácido durante el almacenamiento en refrigeración (post-acidificación),el nivel deoxígeno enel producto, la permeabilidad a través del empaque, la sensibilidad a sustancias antimicrobianas(Shah,2001).
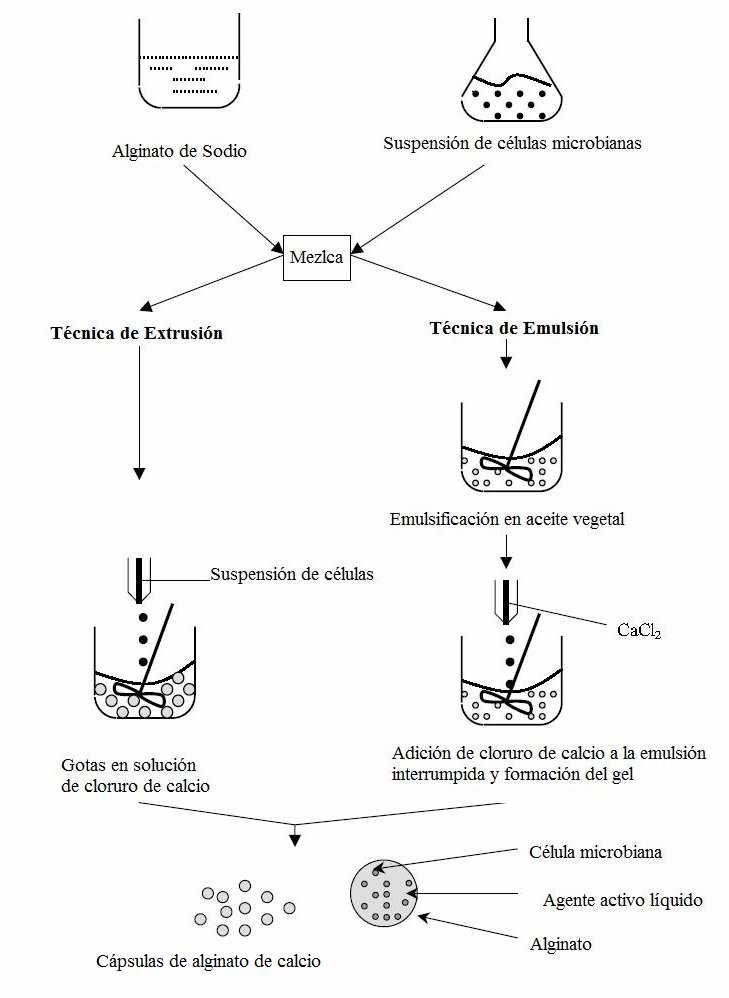
Entre las estrategias para mejorar la viabilidad y estabilidad de los probióticos se encuentran: seleccionar una variedad resistente a la acidez, controlar una alta acidificación en el producto, y la adición de cisteína o ácido ascórbico como agentes reductores frente a la presencia de oxígeno disponible. Así también se ha propuesto la encapsulación, la cual es una técnica que consiste en mantener al microorganismo dentro de una matriz alimenticia (gomas,
N. A Guevara-Bretón / Temas Selectos de Ingeniería de Alimentos 2 (2008): 8 - 15
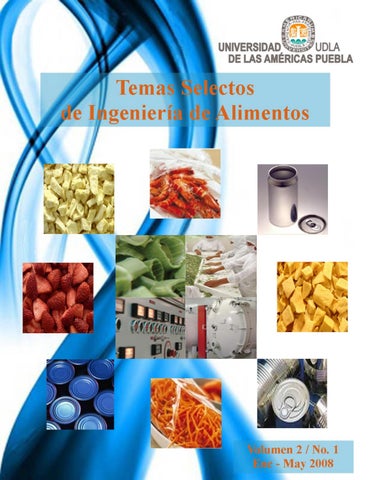
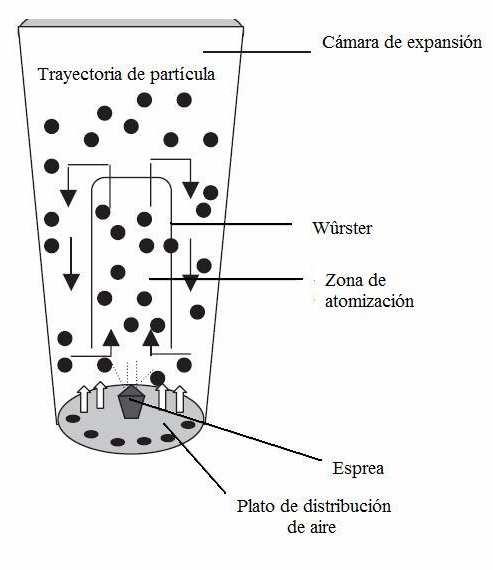
lípidos, proteínas, carbohidratos, polímeros de grado alimenticio), dándole protección y controlando su liberación hasta el momento apropiado (en el tracto gastrointestinal). Esta técnica puede ser mediante atomización, extrusión y emulsión; y ha mostrado buenos resultados con un incremento en la sobrevivencia del microorganismo superior al 90% con respecto a la población inicial, lo queindicalaefectividaddedichatécnica;sin embargo, es necesario el estudio de diferentes tipos de condiciones, materiales y técnicas de recuento de viabilidad del microorganismo(Lakis,2003).
Los productos funcionales desarrollados conmicroorganismosprobióticospuedenser: yogurt, queso, margarina, bebidas, carnes frías,entreotras;sinembargo,lamayoríacae en la clasificación de alimentos fermentados. Enlatabla IVsepueden observar algunosde estosalimentos.
Regulación de los alimentos funcionales
Respecto a la regulación de la declaración en el etiquetado acerca de los beneficios a la salud que ofrecen los alimentos funcionales, en general aún se tiene cierto rezago, debido principalmente a la falta de unificación o esfuerzos entre el gobierno, la industria y las instituciones pertinentes, además de la falta de sustento científico en muchos de los casos. En Estados Unidos, fue hasta 1990 cuando el acta de educación y nivel nutricional, el NLEA (Nutrition Labeling and Education Act), permitió por primera vez las declaraciones de salud o prevención de enfermedad; por su parte, la la administración de alimentos y medicinas de los Estados Unidos, la FDA (Food and Drug Administration), requiere que los beneficios declarados estén cimentados en información confiable. Debido a esto, sólo un pequeño númerodedeclaracioneseneletiquetadohan sido aprobadas (Amores et al, 2004;
Arvanitoyannis y Houwelingenkoukaliaroglou,2005).
De acuerdo a Petersen (2007), el instituto de tecnólogos en alimentos de los Estados Unidos, el IFT (Institute of Food Technologists) declaró en conferencia de la FDA, que se debe delimitar el concepto de alimento funcional con lo que se conoce como medicamento, así como que se debe investigar sobre los nutrimentos tradicionales, otros compuestos bioactivos, alimentos modificados genéticamente, realizar estudios sobre los efectos fisiológicos, declarar en el etiquetado los beneficios a la salud siempre que estén fundamentados en evidencia científica, modificar la definición y aplicación de los requerimientos de valor nutrimental, así como incentivar a las industrias para que realicen mayor investigación y desarrollo respecto al tema, esto entre otros conceptos que se busca sirvan para unificar la legislación y regulación del alimento funcional.
Conclusiones
Existendiversastendenciasenpanificación y su objetivo es muy claro; mejorar la calidad de la alimentación de los consumidores y la rentabilidad de los procesos a través de la promoción de hábitos de consumo saludables, la mejora de las características y la extensión de vida de anaquel de los productos panificados y el desarrollo de productos para consumidores con regímenes de alimentación especiales. La participación activa de la industria mecanizada y de los centros de investigación en este proceso es evidente. Sin embargo, dos factores clave en este proceso de promoción de hábitos saludables son la cultura y la educación. Se percibe necesario el desarrollodeunacultura de salud y bienestar, amén de la educación para que haya un consumo efectivo de estos productos, es necesario que el consumidor
N. A Guevara-Bretón / Temas Selectos de Ingeniería de Alimentos 2 (2008): 8 - 15
Tabla IV. Algunos ejemplos de alimentos acarreadores de Lactobacillus probióticos y Bifidobacteriasa
Especies
Variedad Acarreador
Lb. acidophilus 2409Yogurt
Lb. acidophilus 2401Yogurt
Lb. acidophilus LAIYogurt
Lb.casei GGYogurt
B. bifidum BBIYogurt
B. lactis
Laftitrade mark B94Yogurt
B. longum B6 and ATCC15708Yogurt
B. infantis 1912Yogurt
Lb. acidophilus KiQueso Ki
Lb. acidophilus A1 y A2Queso fresco suave
Lb. acidophilus La-5Queso Tallaga
Lb. acidophilus La-5Queso Ras
Lb. casei C1 y C2Queso fresco suave
Lb. helveticus IQueso Cheddar
Lb. paracasei NFBC338Queso Cheddar
Lb. paracasei M3Queso amarillo búlgaro
B. bifidum ATCC 15696Queso Cheddar
B. bifidum boQueso Ki
B. bifidum B3 Y B4Queso fresco suave
B. bifidum Bb02Queso Canestrato Pugilese
B. bifidum Bb-12Ras
B. lactis Bb-12Tallaga
B. longum B1 y B2Queso fresco suave
Lb. acidophilus La-5Helado
Lb. rhamnosus GG ATCC53103Helado
B. bifidum 10LFHelado
B. bifidum Bb-12Helado
Lb. plantarum 299VHarina avena aStanton et al . (2003)
esté enterado de las nuevas tendencias y de las implicaciones de la modificación de los productostradicionalescomoelpan.
Referencias
Alvidrez, A., Gonzalez, B. E. y Jiménez, Z. 2002. Tendencias en la producción de alimentos: alimentos funcionales. Revista de Salud Pública y Nutrición. 3(3).
Amores, R., Calvo, A., Maestre, J. R. y Martínez Hernández, D. 2004. Probióticos. Revista Española de Quimioterapia. 17(2): 131-139
Arvanitoyannis, I. S. y Houwelingen-koukaliaroglou, M. V. 2005. Functional foods: a survey of health claims, pros and cons, and current legislation. Critical Reviews in Food Science and Nutrition. 45:385-404.
Ferrer, B. y Dalmau, J. 2001. Alimentos funcionales: probióticos. Acta pediátrica española. 59 (3) 150155.
German, J. B. y Watkins, S. M. 2004. Metabolic assessment-a key to nutricional strategies for health. Trends in Food Science & Technology 15: 541-549.
Katan, M. B. y De Roos, N. M. 2004. Promises and problems of functional foods. Critical Reviews in Food Science and Nutrition. 44:369-377.
Petersen, B. 2007. IFT testefies at FDA hearing on functional foods. Food Technology. pp.1:19.
Puupponen-Pimiä, R., Aura, A. M., OksmanCaldentey, K. M., Millärinen, P., Saarela, M., Mattila-Sandholm, T. y Poutanen, K. 2002. Development of fuctional ingredientes for gut
N. A Guevara-Bretón / Temas Selectos de Ingeniería de Alimentos 2 (2008): 8 - 15
health. Trends in Food Science & Technology 13: 3-11.
Shah, N. P. 2001. Functional foods from probiotics and prebiotics. Food Technology. 55 (11)46:53.
Schmidl, M. K. y Labuza, T. P. 2000. Essentials of functional foods. Aspen publication. 15.
Stanton C, Desmond C, Coakley M, Collins JK, Fitzgerald G y Ross RP. 2003. Challenges facing development of probiotic-containing functional foods. En: E. R. Farnworth (Ed.). Handbook of fermented functional foods. CRC Press. pp. 2758.
Tamime, A. 2005. Probiotic dairy products. Blackwell Publishing. pp. 195-206.
Van Kleef, E., Van Trijp, C.M., Luning, P. y Jongen W. M. F. 2002. Consumer-oriented functional food development: how well do functional disciplines reflect the ‘voice of the consumer’?. Trends in Food Science & Technology 13:93-101.
Vinderola, G. 2008. Dried cell fraction of fermented milks: new functional additives for the food industry. Trends in Food Science & Technology. 19:40-46.
Temas Selectos de Ingeniería de Alimentos 2 (2008): 16 - 21
Temas Selectos de Ingeniería de Alimentos
Aspectos relacionados con la producción de Lentinula edodes (shiitake): una seta con alto potencial alimenticio y medicinal
L. I. Hinestroza – Córdoba *, A. López – Malo
Departamento de Ingeniería Química y Alimentos, Universidad de las Américas – Puebla. San Andrés Cholula, Pue., México.
Resumen
El presente trabajo es una revisión de algunos aspectos relacionados con la producción de Lentinula edodes (Shiitake) que es una seta con alto potencial nutritivo y medicinal, y cuyo cultivo muestra un crecimiento mundial. Los aspectos que se tienen en cuenta en este trabajo son: descripción biológica de la especie, información nutricional y medicinal, producción mundial y técnicas de producción de la seta.
Palabras clave: Shiitake, cultivo, potencial medicinal.
Abstract
This work is a review of some aspects related to the production of Lentinula edodes (Shiitake) which is a mushroom with high nutritious and medicinal potential, and its agricultural cultivation practice shows world-wide growth. The aspects considered in this work are: a biological description of the species, nutritional and medicinal information, world-wide production, and Shiitake production techniques.
Keywords: Shiitake, cultivation, medicinal potential.
Introducción
Lentinula edodes, conocido comúnmente con el nombre “Shiitake”, es un hongo que pertenece a una variedad regional de Asia oriental. Hoy en día, es cultivado como una seta y considerada una delicadeza tradicional en todo el mundo, debido a su exquisito sabor y por sus beneficios para la salud (Fung, 2002). El nombre del Shiitake provienede“Shii”madera y“take”significa
* Tel.: +52 222 229 2126, fax: +52 222 229 2727 Direccion electrónica:leidyindira@yahoo.es
hongo. También se le conoce como “hongo negro del bosque” o “Shiang- gu”, es un hongo de pudrición blanca que se cultiva alrededor del mundo en subproductos agrícolas y forestales; es una especie nativa deJapón, China, yotros países asiáticos, está ampliamente cultivada en todo el mundo (Stamets, 2000). Es uno de los hongos de mayor interés económico y presenta atractivas oportunidades de mercado por sus características sensoriales, tales como aroma y sabor; y por sus propiedades medicinales.
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 16 - 21
Actualmente, el Shiitake figura entre los hongos gourmet mas populares y ocupa el segundo lugar en la producción mundial (Fung,2002).
Desde la década de los 70, el cultivo de hongos se ha ido incrementando fuertemente a nivel mundial, debido al enorme potencial que dichaactividadrepresenta.Hoyendía se puede apreciar en todo el mundo una creciente y generalizada actitud positiva del consumidor hacia una alimentación más sana y balanceada, asociada con productos que tienen un efecto que se percibe como beneficioso para la salud. En el caso de los hongos comestibles esto es cierto, ya que proporcionan al organismo proteínas de alta calidad, son ricos en fibra, minerales (fósforos y potasio) y vitaminas; además de poseer bajo contenido en grasa. Razón por la cual, su cultivo se ha convertido en un negocio mundial de crecimiento sostenido (ChangyMiles,2004).
Esta revisión bibliográfica documenta el proceso para la producción del Shiitake, como una estrategia de aprovechamiento de recursosnomaderablesdelbosque.
Revisiónbibliográfica
El Shiitake es una seta con potencial comestible y medicinal que pertenece al reinoFungi(hongos),acontinuación,latabla 1,presentasuclasificacióntaxonómica.
Tabla 1. Clasificación taxonómica del Shiitakea
Reino Fungi
FyllumBasidiomycota
Clase Basidiomycetes
Orden Agaricales
Familia Tricholomataceae
Genero Lentinula Especie L. edodes a Solomon, 1999
El hongo tiene un píleo de 5-25 cm de diámetro, semiesférico. Inicialmente presenta color café oscuro casi negro, pero con el tiempo su color cambia a café claro. La forma del sombrero en algunas ocasiones puedeserirregular.,normalmenteeliniciode su crecimiento el sombrero se encuentra un pocoenrollado,amedidaquesedesarrollasu forma es encorvada y finalmente cuando alcanza la madurez su sombrero se vuelve aplanado. Los hongos se reproducen por esporas, estás son lanzadas al exterior al abrirse el píleo para la propagación de la especie, cuando la espora germina, forma un largo filamento de células vivas, denominadas hifas. Las hifas son esqueléticas, paralelas, con células irregulares o entretejidas. EL estípite es fibroso, de textura excéntrica y suave (StametsyChilton,1987).
El género Lentinula es monomítico, esto es, tiene el carpóforo en las carnes. La carne es firme, con la particularidad de poder secarseyrehidratarsefácilmente.Susesporas son blancas de 3 a 3.5 µm, ovoides u oblongas elipsoideas. El basilio es tretaesporadoyel sistemahifaldelacarnees monomítico. El micelio es blanco al principio, pudieron alcanzar con la edad un color pardo oscuro. Algunas cepas desarrollan agregados hifales como una bola algodonosablanda,que puede desarrollarseo no en primordios. El micelio llega a ser de color chocolate con la madurez (Stamets y Chilton,1987).
El Shiitake crece en clima húmedo y cálido, sobre maderas duras de árboles muertos o en decadencia, principalmente en arboles de la familia Fagaceaceae, por tener lacaracteristicadesersaprófitoyporlotanto se desarrolla solamente en tejido necrrotico, se encuentra en la naturaleza creciendo sobre troncos de madera muerta fructificando principalmente en otoño y primavera (Przybylowicz.yDonoghue,1988)
L. I. Hinestroza – Córdoba et al. / Temas
Contenido nutricional y composición del Shiitake
El contenido de humedad en los hongos es de 85% a 90% y los aminoácidos esencialesestánenaltasconcentraciones,con relación al contenido de grasas, se encuentran en mayor porcentaje los ácidos grasos no saturados, debido a la presencia principalmente del ácido linoléico. L. edodes es una fuente de vitaminas, así como de minerales, donde las cantidades dependen de laedaddelamuestrafresca(Fung,2002).
El contenido sólidos secos del Shiitake es de 13-18% de proteínas, menos de 1 gde colesterol, 7.3 g de carbohidratos, 6-15% de fibra, 7.8 mg de tiamina, 5.0 mg de riboflavina,5.5mgdeniacina,altocontenido en vitaminas D2,B2 y B12, y aminoácidos esenciales (lisina, leucina, isoleucina, valina, treonina,fenilalanina, metionina,ehistidina). (Crisan,1978).
Propiedades medicinales
Desde la perspectiva económica, el Shiitake ofrecemúltiplesaplicaciones,seutilizacomo alimento; como levadura para pan, como producto deshidratado, en la maduración de quesos y control biológico de plagas agrícolas. Además este hongo ofrece muchas ventajas desde el punto vista medicinal. Existen reportes sobre las aplicaciones terapéuticastalescomo:
• Ayuda en la reducción del colesterol, esto es debido a la eritadenina y también a la parte fibrosa de los hongos que contienea laquitina
• Potenciar el sistema inmunológico, tiene efectos anti -virales contra gripes y resfriados.
• Beneficioso en el tratamiento de infecciones del hígado, reduce la presión arterial y ayuda en la prevención de la trombosis. Varios investigadores, han
de Ingeniería de Alimentos 2 (2008): 16 - 21
demostrado, experimentalmente que previene la trombosis en las arterias coronarias
• Controla los niveles bajo de azúcar en la sangre y su contenido de lisina previene la formación de azúcar en la sangre, combate la fatiga y el envejecimiento, favorece la digestión gracias al contenido de enzimas, tales como: pepsina y tripsina.((Sorimachi et al.,1990).
Se han desarrollado varios productos farmacéuticos a partir del Shiitake, entre ellosellentinano, unpolisacáridode500,000 daltons, glucano δ, 1-3 con ramificaciones δ, 1-6, el cual se administra por inyección contra el cáncer gástrico, el lentinano de los carpóforos aumenta la resistencia contra las infecciones virales, bacterianas y fúngicas y contra parásitos. Por otra parte, además de ser eficaz contra el sida reduce la toxicidad de la azidotimidina (AZT), droga que se administra a portadores de sida. A partir del Shiitake se han reportado la posible extracción de antibióticos antifúngicos. El contenido eritadenina, que reduce el colesterol en las personas, también se ha experimentado en animales con resultados positivos. Sehadescubiertoenel Shiitakeun interferón que es usado para tratamientos contra el cáncer y como anti-vírico, antiinflamatorio para el tratamiento de las hepatitis B y C. El contenido del ergoserol, es convertido en vitamina D cuando las setas se deshidratan bajo la luz del sol; esta vitamina es necesaria para la absorción de calcio y fósforo y tiene efectos positivos en eltratamientodelcáncerdecolon.
Las investigaciones han demostrado que una de las enzimas que contiene el Shiitake, es la superóxido dismutasa, disminuye la peroxidación de lípidos. Este es un factor importante en la prevención de las enfermedades y cáncer de las arterias coronarias. La glutamina es uno de los aminoácidos de más altas concentraciones,
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 16 - 21
las concentraciones de glutamina muscular decrecen en un 50% después de una operación, de forma que su reemplazo se puede prevenir. La arginina es otro aminoácidopresenteenShiitake,estimulalos linfocitos y además previene la pérdida de nitrógeno tras una operación. Los contenidos de zinc en el hongo han encontrado que la adición zinc aumenta los niveles de testosterona en plasma y la cantidad de esperma. También se ha descubierto que los pacientes de sexo masculino en diálisis con problemas de uretra, mejoran su vida sexual cuando se añade zinc al fluido de la diálisis (Sorimachi et al.,1900)
Producción mundial de Shiitake
El consumo de alimentos naturales no sólo de buen sabor, sino también inocuos, nutritivos y con propiedades benéficas para la salud, representa la gran tendencia mundial de la alimentación humana en el siglo XXI. Tan sólo en los E.U.A., la demanda de productos orgánicos, suplementosalimenticios ymedicinalesseha incrementado de $ 3.3 a 14 billones de dólares durante el período 1990-2000. Lo anterior nace de la confirmación de un principio fundamental y universal: la dieta humana debe ser completa, suficiente, equilibrada y que garantice una completa satisfacción biológica, psicológica y social. La mayoría de nosotros consume hongos comestibles por su excelente sabor, aroma, y textura. Sin embargo, es poco conocido su gran potencial como alimento funcional con propiedades nutricionales y medicinales que promueven la salud. Estas propiedades son únicas y diferentes a las aportadas por otros alimentos ampliamente consumidos, ya que los hongos constituyen un reino de la naturaleza independiente de las plantas y los animales(Martínez-Carrera et al.,2004).
Actualmente, la producción mundial supera los 7 millones de toneladas de hongos
comestibles cultivados frescos por año, cuyo valor económico aproximado supera los 30 billones de dólares. La tasa promedio de incrementoanualenlaproduccióndehongos es superior al 11%. También se han descubierto notables propiedades medicinales. Se ha estimado que se generan operaciones comerciales de alto valor agregado superiores a los 3.6 billones de dólares en los mercados internacionales de la industria alimenticia, farmacéutica, y de perfumería y cosméticos, observándose una creciente demanda en Europa, Norteamérica, Japón y otros países de Latinoamérica (Watling,1997).
El champiñón (Agaricus) es el hongo comestible más importante con un nivel de producción superior a los 2 millones de toneladas métricas anuales. seguido por el Shiitake (Lentinula) con más de 1.5 millones de toneladas, y las setas (Pleurotus) con alrededor de un millón de toneladas. La importancia ecológica de esta actividad radica en la utilización y reciclaje acelerado de millones de toneladas de subproductos agrícolas, agroindustriales y forestales utilizados como substrato de cultivo (Chang, 1999; Kues y Liu, 2000; Chang y Miles, 2004).
Los hongos comestibles, su exportación se lleva a cabo en diversas regiones boscosas del mundo. Cada año, se estima que se comercializan más de 200,000 toneladas de hongos silvestres, cuyo valor económico supera los USD $ 1.6 billones de dólares (Watling, 1997). Tan sólo en España, alcanzanacomercializarse1,200-4,000kgde hongos silvestres por día, con precios al consumidor que oscilan entre 2-30 euros por kilofrescodebuenacalidadlas(De-Romány Boa,2004).
A nivel mundial la producción de L. edodes aumento 277.5% en los últimos años. La producción que inicialmente se limitaba a
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 16 - 21
Asia, y se sabe que se cultiva en USA, Australia, Canadá, Latinoamérica y algunos paíseseuropeos(Fung,2002).
Forma de cultivo
Alrededor del mundo este hongo se puede cultivar bajo dos sistemas diferentes: El cultivo sobre troncos o sustratos artificiales.
El cultivo sobre troncos se realiza sobre troncos de madera (en algunos casos se usa eucalipto) de 1 m de largo por 15 cm de diámetro. Estos troncos se cortan en otoño e invierno y se inoculan con semilla que es micelio del hongo propagado sobre aserrín.
Luego los troncos se colocan en una nave o invernadero de incubación donde permanecen de dos a tres meses a 28 °C. Al finalizar este periodo los troncos son sumergidos en agua fría. Posteriormente los troncos son ubicados en una nave de producción con abundante ventilación y temperaturas nunca superiores a los 24 °C. Al cabo de una semana después de la inmersiónenelaguacomienzanacosecharse losprimeroshongos.Porlogeneraluntronco puede durar dos años en producción con 8 cosechasporaño(fig.1)(Midori,2005).
1 Lentinula edodes producido sobre troncos (Midori, 2005).
El cultivo sobre sustratos artificiales requiere más inversión que el método anterior, pero produce 3 - 4 veces más y en
mucho menos tiempo (6 meses). En algunos países como Chile se utiliza aserrín de eucalipto mezclado con diferentes sustancias orgánicas ricas en nitrógeno. La mezcla se coloca en bolsas y se esterilizan en una autoclave durante 100 minutos o se pasteurizan a 85 °C durante 4 horas. Cuando las bolsas con los sustratos están frías se inoculan o siembran con semilla propagada sobre granos de cereales al interior de una sala o cámara absolutamente aséptica llamada Sala de Siembra. Posteriormente se colocan en una sala de incubación y se mantienen durante 6 a 8 semanas a 26 °C a plena oscuridad. Terminado este periodo se dejan dos semanas con luz y luego se retiran las bolsas. En las dos a cuatro semanas siguientes los bloques de aserrín, que ya se encuentran muy compactados, comienzan a oxidarse en su superficie – este fenómeno es conocido como “Browning” – tornándose desde color blanco a un color café oscuro. Terminada la oxidación los bloques son sumergidosenagua yluegosecolocanenlas Salas de producción donde comienzan a cosecharse los primeros hongos (Medina y Cisterna,2006).
Conclusiones
En cultivo de hongos comestibles y medicinales constituye en la actualidad una importante estrategia de manejo sustentable de recursos no maderables del bosque con alto potencial de aprovechamiento, lo cual puede ser usado por comunidades campesinas como una alternativa económica enzonasrurales.
Las técnicas de cultivo sobre sustratos artificiales son más factibles desde el punto de vista de productividad para agrupaciones organizadas y/o empresas, por su valor de inversión inicial, mientras que la técnica sobre troncos es más viable para personas conpocacapacidadeconómica.
Fig
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 16 - 21
Referencias
Chang, S. T. 1999. Global impact of edible and medicinal mushrooms on human welfare in the 21st century: nongreen revolution. Int. Journal of Medicinal Mushrooms
Chang, S. T. y Miles, P. G. 2004. Mushrooms: cultivation, nutritional value, medicinal effect, and environmental impact. CRC Press. Nueva York, EE. UU.
De-Román, M y Boa, E. 2004. Collection, marketing and cultivation of edible fungi in Spain. Micol. Apl. Int. 16: 25-33.
Fung, Y. 2002. Evaluación del crecimiento y producción de Lentunula edodes sobre diferentes sustratos a base de residuos agroindustriales colombianos. Tesis de Licenciatura. Área de Investigación de Microbiologia Industrial. Pontificia Universidad Javeriana. Facultad de Ciencias. Departamento de Microbiología. Bogota D.C .
Medina, R. y Cisterna, C. 2006. Hongos medicinales y su cultivo. Disponible: http://www.ofertasagricolas.cl/articulos/articulo/4 6, adquirido 12/01/2008.
Przybylowicz, P. y Donoghue, John. 1988. Shiitake Growers Handbook. The Art and Sciencie of Mushroom Cultivation. p. 137.
Solomon, E. P, L. R. Martin, D. W. Villec. 1996. Biología de Vilee. Tercera edición. E.d. Interamericana McGRaw- Hill. México, D.F. p. 123.
Sorimachi, K ; Niwa, A., Yamazaki, S., Toda, S., y Yasumura, Y.1990. Anti-viral activity of watersolubilized lignin derivatives in vitro. En: Agricultural and Biological Chemistry. 54:13371339.
Stamets, P. y Chilton, J.S. 1987. The mushroom cultivator. Washington. Ed. Agarikon Press Olimpia. p.122.
Stamets. P. 2000. Growing gourmet and medicinal mushrooms. Third Edition. Ten Speed Press. Berkeley. Toronto. p. 552.
Watling, R. 1997. The business of fructification. Nature 385.
Temas Selectos de Ingeniería de Alimentos 2 (2008): 22 - 27
Materiales utilizados en la encapsulación
N. A. Guevara – Bretón *, M. T. Jiménez – Munguía
Temas Selectos de Ingeniería de Alimentos
Departamento de Ingeniería Química y Alimentos, Universidad de las Américas – Puebla. San Andrés Cholula, Pue., México.
Resumen
Existen actualmente una gran variedad de materiales utilizados para la encapsulación. Entre los materiales que sirven como agente acarreador o encapsulante se encuentran algunos carbohidratos, lípidos, proteínas y polímeros; mientras que los agentes activos o encapsulados pueden ser: sabores, antimicrobianos, colores, vitaminas, minerales, microorganismos entre otros. Es muy importante conocer las propiedades tanto del agente encapsulante como del agente activo considerando la técnica utilizada y la finalidad del encapsulado, para de esta forma obtener un producto de calidad, con características óptimas en cuanto a tamaño, forma y homogeneidad que puedan cumplir con el objetivo de la encapsulación. En este artículo se hace una revisión acerca de los materiales utilizados para la encapsulación de ingredientes alimenticios, tanto de agentes activos como encapsulantes y sus aplicaciones.
Palabras clave: encapsulación, agentes activos, agentes acarreadores o encapsulantes.
Abstract
There is an enormous variety of materials used for encapsulation; among the wall materials there are carbohydrates, lipids, proteins and polymers; on the other hand, the core or active agents are: flavors, colors, vitamins, microorganisms among others.
It is important to know the wall and core materials properties depending on the technology an objective of encapsulated product, in order to obtain a good quality product, with adequate characteristics in size, form and uniformity that to achieve the target of encapsulation. On this review a description of some materials used for encapsulation and their application are given.
Keywords: encapsulation, core material, wall material.
Introducción
La encapsulación es un proceso utilizado para la preservación o protección de numerosos ingredientes comerciales, no sólo
* Tel.: +52 222 229 2126, fax: +52 222 229 2727
Direccion electrónica:ing_arelygb@yahoo.com.mx alimenticios, sino también farmacéuticos, químicos y cosméticos (Fuchs et al., 2006; Shu et al.,2006).
N. A. Guevara – Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 22 - 27
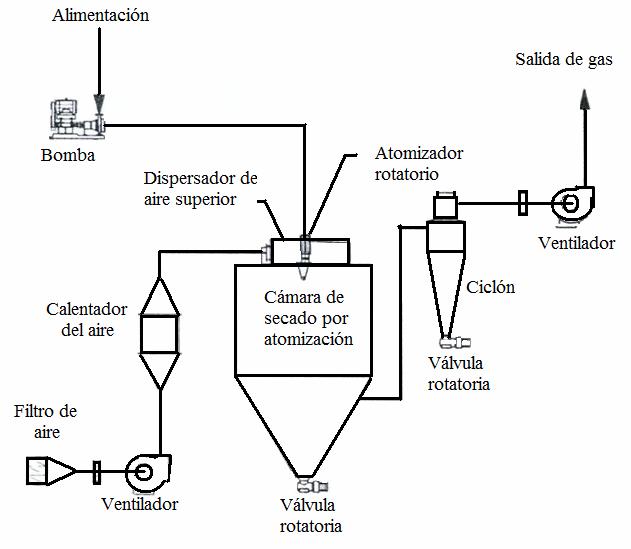
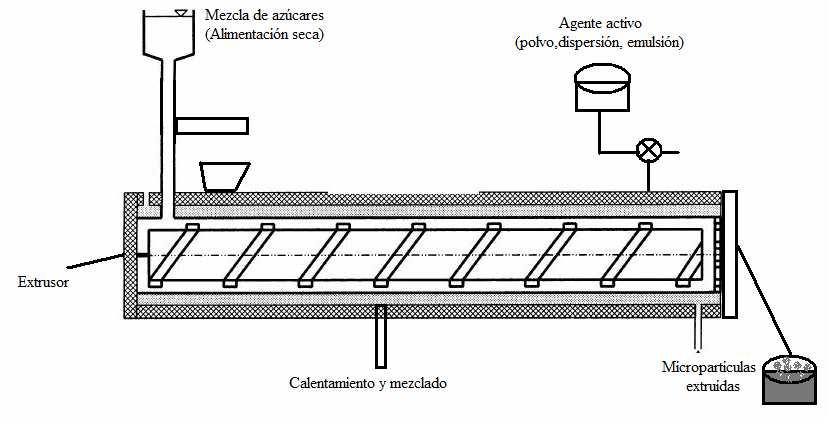
Existe una gran variedad de técnicas, aunque algunos autores de manera general los clasifican en métodos de encapsulación: físicos o mecánicos y químicos. En los métodos mecánicos se encuentran: el secado poratomización,laliofilización,elsecadoen lecho fluidizado y la extrusión; mientras que en los métodos químicos aparecen: la coacervación compleja, polimerización interfacial, gelificación iónica, incompatibilidad polimérica, cocristalización y atrapamiento en liposomas (Pedroza,2002;Madene et al.,2006).
La industria alimenticia aplica la encapsulación por varias razones: para estabilizar el agente activo, para controlar la liberación del material encapsulado (velocidad y forma de liberación), y para separar componentes reactivos o incompatibles. Las microcápsulas permiten proteger componentes alimenticios sensibles, asegurarlos contra la pérdida nutricional, utilizar ingredientes sensibles, incorporar un mecanismo inusual de tiempo de liberación dentro de la formulación, enmascarar o preservar sabores y aromas, y transformar líquidos en ingredientes sólidos de fácil manejo(Dziezak,1988).
Los procesos de encapsulación se han desarrollado como respuesta a la pérdida de viabilidad de aquellos componentes activos presentes en muchos alimentos funcionales. Esta técnica consiste en la protección de dichosmaterialescubriéndolosconunagente acarreador o encapsulante (Madene et al., 2006).Elobjetivodeesteprocesoesproteger al componente activo de las condiciones del medio (temperatura, luz, oxígeno, pH, enzimas,presenciadeotrosnutrientes)(Chen et al., 2006), las cuales disminuyen el efecto benéfico del componente activo en el producto alimenticio para el cual está dirigido (Dziezak, 1988; Shefer y Shefer, 2003;Pszezola,2005).
La efectividad de los productos nutraceúticos o funcionales, la cual está relacionada con la prevención de enfermedades,dependedelmantenimientode laviabilidad delosingredientesactivos.Este es uno de los principales retos actualmente, debidoaquesólounapequeñaproporciónde moléculas benéficas permanece disponible después de la ingesta por diversas causas, entreellas,lasensibilidaddeestasmoléculas.
La calidad de los encapsulados, es decir, su eficiencia en la protección y liberación controlada, depende de diversos factores, entre ellos: las condiciones de operación durante la producción (temperatura, pH, presión, humedad) y el manejo de estas partículas, así como de la composición y estructura de los materiales utilizados (Fuchs et al., 2006). De acuerdo a lo descrito por Madene et al. (2006), la retención del sabor, por ejemplo, está determinada por factores relacionados con la naturaleza química del agente activo, incluyendo su peso molecular, funcionalidad química, polaridad y volatilidad relativa, las propiedades y naturaleza del material encapsulante o agente acarreador, así como los parámetros del procesodeencapsulación.
Actualmente existe una amplia variedad de materiales encapsulantes y agentes activos. En este artículo se realiza una revisión de algunos de los materiales frecuentemente utilizados para la encapsulación de ingredientes alimenticios, tanto agentes activos como agentes acarreadores, así como algunas de sus aplicaciones.
Revisiónbibliográfica
Agentes activos
Aquellos compuestos o ingredientes que son protegidos mediante la encapsulación se denominan agentes activos, estos pueden ser:
N. A. Guevara – Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 22 - 27
sabores, antimicrobianos, compuestos nutraceúticos, terapéuticos, vitaminas, minerales, antioxidantes, colores, ácidos, bases, amortiguadores, edulcorantes, nutrientes, enzimas, agentes de entrecruzamiento, levaduras, agentes químicos para fermentación, grasas, aceites, oleoresinas, entre otros (Madene et al., 2006; Chiou et al.,2007;Lakkis,2007).
Dziezak, (1988) menciona una amplia variedad de compuestos de encapsulación con la finalidad de mejorar la funcionalidad del componente activo, entre ellos: los acidulantes, los colores naturales, los agentes de sabor, las especias, los agentes leudantes, el cloruro de sodio, los edulcorantes, las vitaminasylosminerales.
Otro grupo de interés, y en el cual la encapsulación está jugando un papel muy importante, son los microorganismos, conocidos también como probióticos, cuya función en el organismo se realiza sólo si éstos están presentes por lo menos con una población de 107 ufc/g, hasta su consumo. Entrelastécnicasdeencapsulaciónutilizadas para encapsular e incorporar estos microorganismos a los diferentes productos funcionales, se encuentran: la gelificación iónica con alginato (Iyer y Kailasapathy, 2005; Beristain, 2006), el sistema de hibridización mediante un rotor a alta velocidad (Ann et al., 2007), el secado por atomización, la extrusión (Muthukumarasamy et al., 2006), la liofilización (Champagne y Fustier, 2007) y la emulsificación (Krasaekoopt et al., 2003; Muthukumarasamy et al.,2006).
Laencapsulacióndelípidospuedeserútil para retardar la auto-oxidación, mejorar la estabilidad y permitir su completa funcionalidad; asimismo pueden funcionar como acarreadores de sustancias solubles como sabores, o para disipar compuestos amargos(MatsunoyAdachi,1993).
Agentes acarreadores
De acuerdo a Lakkis (2007) los componentes o agentes encapsulantes, se clasifican en diversas categorías como se enlistaacontinuación:
1. Ceras y lípidos: cera de abeja, ceras de carnauba y candelilla, emulsiones de micro y macro cera, diestearato de glicerol,grasasnaturalesymodificadas.
2. Proteínas:gelatinas,proteínasdesuerode leche, zeína, proteínas de soya, gluten, etc. Todas estas proteínas están disponibles tanto en su forma nativa comomodificada.
3. Carbohidratos: almidones, maltodextrinas, quitosano, sacarosa, glucosa, etilcelulosa, acetato de celulosa, alginatos,carrageninas,etc.
4. Polímeros de grado alimenticio: polipropileno, polivinilacetato, poliestireno,polibutadieno,etc.
Los carbohidratos son utilizados ampliamente en la encapsulación mediante el secado por atomización como soportes encapsulantes. Son excelentes candidatos en aplicaciones de encapsulación debido a que poseen muchos atributos tales como: presentar baja viscosidad a altas concentraciones, formar parte integral de muchos sistemas alimenticios, tener un bajo costo, estar disponibles en un amplio intervalo de tamaños, además de tener buena solubilidad (Charalampopoulos et al., 2002; Madene et al., 2006; Lakkis, 2007). Las maltodextrinas son un subgrupo importante de los carbohidratos, éstas se forman por la hidrólisis parcial del almidón de maíz por medio de enzimas o ácidos y se clasifican de acuerdo al grado de equivalentes de dextrosa (ED). Otros carbohidratos importantes son las gomas, las cuales generalmente son insípidas, pero puedenllegaratenerunefectoenel saborde losalimentos.Engeneral,loshidrocoloideso
A. Guevara – Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 22 - 27
gomas reducen la dulzura, esto se atribuye a la viscosidad y a las dificultades de difusión que propician en el sistema alimenticio (Madene et al., 2006). También se han utilizado trazas de cereales, como la amilosa del maíz, o gránulos de almidón para la encapsulación de microorganismos probióticos como Bifidobacterium (Charalampopoulos et al.,2002).
Las proteínas tienen excelentes propiedades funcionales, como solubilidad, viscosidad, y emulsificación. Tienen la propiedad de formar películas, debido a sus diversos grupos químicos, sus propiedades anfóteras, su capacidad de asociación e interaccióncondiferentestiposdesustancias, sualtopesomolecularylaflexibilidaddesus cadenasmoleculares(Madene et al., 2006).
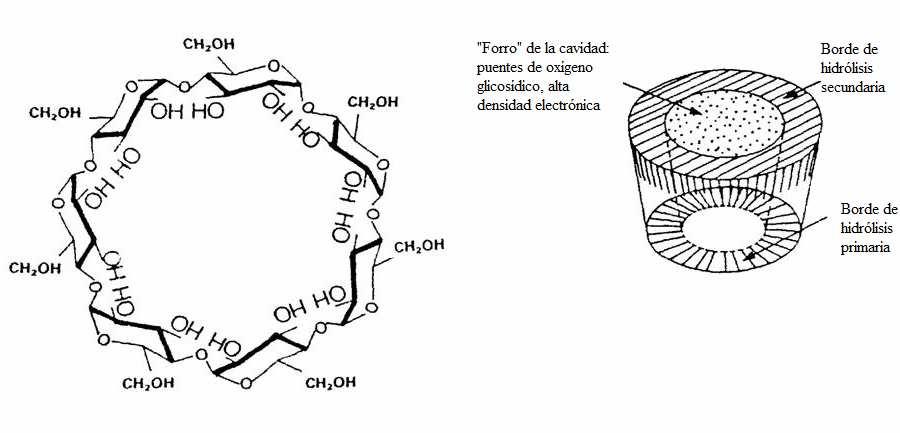
Un agente acarreador especial son las ciclodextrinas, las cuales son los únicos materiales que protegen al componente activo en base a selectividad molecular. Estos compuestos son oligosacáridos formados por varias subunidades de α-1-4 piranosa. Generalmente, una molécula de agente activo es incluida en una molécula de ciclodextrina, aunqueparaalgunas moléculas con bajo peso molecular, más de una molécula del agente activo es adaptada a la cavidad de la ciclodextrina. Sabores, grasas, colores y algunos otros agentes activos pueden ser atrapados o encapsulados mediante ciclodextrinas; en la tabla I se presentan algunas propiedades de diferentes ciclodextrinas, como su peso molecular, solubilidad, diámetro y volumen (Lakkis, 2007).
Debido a la amplia gama de propiedades de los distintos agentes acarreadores, en muchas ocasiones se ha utilizado una combinación de éstos para obtener un efecto sinérgico. Sheu y Rosenberg (1998) describen el uso de la proteína de suero con diferentes maltodextrinas ysu efectosobre la microestructura, la cual es función de la relación de dichos componentes y del grado de ED de las maltodextrinas. Asimismo, Shu et al (2006) utilizaron gelatina en combinación con sacarosa para encapsular licopeno y encontraron que los resultados fueron adecuados para una relación de 3/7 gelatina/sacarosa. Por otra parte, Fuchs et al. (2006) manejaron conjuntamente maltodextrina y goma de acacia para encapsular aceite vegetal, mostrando una adecuada protección de este agenteactivo.
Los sabores son ingredientes muy valiosos en la formulación de alimentos; sin embargo,porsunaturalezadelicada yvolátil, requieren de protección frente a las condiciones ambientales desfavorables. La encapsulación mediante diferentes procesos ha proporcionado excelentes resultados (Shefer yShefer, 2003; Madene et al , 2006). En la tabla II se presentan algunas características de materiales encapsulantes para sabores, donde se observa la gran variedad de materiales utilizados, carbohidratos,proteínas,grasas,entreotros.
Por otra parte, los denominados prebióticos (fructooligosacáridos, lactulosa, rafinosa, entre otros), han sido utilizados
Número de unidades de glucopiranosa678 Peso molecular (g/mol)97211351297
Solubilidad en agua a 25 °C (%p/v)14.518.523.2
Diámetro de la cavidad (Å)4.7 - 5.36.0 - 0.57.5 . 8.3
Volumen de la cavidad (Å)3 174262427
aLakkis, 2007
Tabla I. Propiedades fisicoquímicas de ciclodextrinasa
A. Guevara
de
Tabla II. Características de agentes usados para encapsular saboresa
Agente encapsulante
2 (2008): 22 - 27
Propósito
Maltodextrina (ED < 20)Formación de película
Sólidos de jarebe de maíz (ED > 20)Formación de película
Almidón modificadoBuen emulgente
Goma arábigaEmulgente, formación de película
Celulosa modificadaFormación de película
Gelatina
Ciclodextrina
Lecitina
Proteína de suero
Grasa hidrogenada
aMadene et al , 2006
para encapsular microorganismos probióticos y de esta forma aprovechar el efecto sinérgico entre estos compuestos, con resultados favorables (Charalampopoulos et al.,2002;Ann et al.,2007).
Evaluación de los encapsulados
Existen varios métodos para evaluar la calidad de los encapsulados. Algunos se basan en la forma, tamaño o estructura de la partícula, mientras otros lo hacen en la cantidad de agente activo encapsulado. Para el primer caso, las técnicas utilizadas son la microscopía electrónica de barrido (MEB) o la microscopía electrónica de transmitancia (MET) (Ann et al., 2007). En cuanto a la evaluación de la calidad a través de la cantidad de agente activo encapsulado, dependerádelmaterialqueseestéutilizando; así para el caso de lípidos encapsulados, se realiza una extracción con hexano para determinar la cantidad presente (Matsuno y Adachi, 1993);porotra parte,parael casode los microorganismos encapsulados se utiliza la medición de microorganismos sobrevivientes o viables, esto a través de recuento microbiano en placa (Muthukumarasamy et al.,2006).
Emulgente, formación de película
Encapsulante, emulgente
Emulgente
Buen emulgente
Barrera para el oxígeno yagua
Conclusiones
Existe una gran variedad de materiales utilizados en la industria alimentaria para las diferentes técnicas de encapsulación, sin embargo, también existe la necesidad de encontrar la mejor opción para lograr los resultados óptimos para cada caso en particular, con ello mantener las funciones del agente activo y además obtener un encapsulado con alta homogeneidad y por lo tanto de alta calidad. Los materiales frecuentemente utilizados para encapsular, son los carbohidratos, lípidos, proteínas, y algunos polímeros de grado alimenticio. Así también algunos de los ingredientes comúnmente encapsulados son vitaminas, enzimas,aceites,microorganismos,yalgunos coadyuvantes del proceso. Entre las técnicas para determinardichacalidadsetienen como herramientas la microscopía además de técnicas específicas de acuerdo a cadaagente activo. Es de suma importancia el conocimiento de sus propiedades, así como de sus aplicaciones en la industria alimenticia.
Referencias
Ann, E. Y., Kim, Y., Oh, S., Imm, J. Y., Park, D. J., Han, K. S. y Kim S. H. 2007. Microencapsulation of Lactobacillus acidophilus ATCC 43121 with prebiotic substrates using a
N. A. Guevara – Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 22 - 27
hybridization system. International Journal of Food Science and Technology. 42: 411-419.
Beristain, S. C. 2006. Viabilidad de L. acidophilus encapsulado en matrices de alginato incorporado a helado. Tesis de Maestría. Universidad de las Américas Puebla, México.
Champagne, C. P. y Fustier, P. 2007. Microencapsulation for the improved delivery of bioactive compounds into foods. Current Opinion Biotechnology. 18 (2): 184-190.
Charalampopoulos, D., Wang, R., Pandiella, S. S. y Webb, C. 2002. Application of cereals and cereal components in functional foods: a review. International Journal of Food Microbiology. 79 (1-2): 131-141.
Chen, L., Remondetto, G. E. y Subirade, M. 2006. Food protein-based materials as nutraceutical delivery systems. Trends in Food Science and Technology. 17 (5): 272-283.
Chiou, D. y Langrish, T. A. G. 2007. Development and characterization of novel nutraceuticals with spray drying technology. Journal of Food Engineering. 82:84-91
Dziezak, J. D. 1988. Microencapsulation and encapsulated ingredients. Food Technology 4:131-148
Fuchs, M., Turchiuli, C., Bohin, M., Cuvelier, M. E., Ordonnaud, C., Peyrat-Maillard, M.N. y Dumoulin, E. 2006. Encapsulation of oil in powder using spray drying and fluidized bed agglomeration. Journal of Food Engineering 75:27-35
Iyer, C. y Kailasapathy, K. 2005. Effect of coencapsulation of probiotics with prebiotics on increasing the viability of encapsulated bacteria under in vitro acidic and bile salt conditions and in yogurt. Food Microbiology and Safety. 70(1): 18-23
Krasaekoopt, W., Bhandari, B. y Deeth, H. 2003. Evaluation of encapsulation techniques of probiotics for yoghurt. International Dairy Journal. 13 (1):3-13.
Lakkis, J. M. 2007. Encapsulation and controlled release technologies in food systems. Blackwell Publishing. Iowa, EE. UU. pp. 1-8
Madene, A., Jacquot, M., Sher, J. y Desobry, S. 2006. Flavour encapsulation and controlled release- a review. International Journal of Food Science and Technology. 41: 1-21.
Matsuno, R., y Adachi, S. 1993. Lipid encapsulation technology-techniques and applications to food. Trends in Food Science and Technology. 4: 256261
Muthukumarasamy, P., Allan-Wojtas, P. y Holley, R. 2006. Stability of L. reuteri in different types of microcapsules. Journal of Food Science. 71 (1): 20-24.
Pedroza, R. 2002. Alimentos microencapsulados: particularidades de los procesos para la microencapsulación de alimentos para larvas de especies acuícolas. Avances en Nutrición Acuícola VI. Memorias del VI Simposium Internacional de Nutrición Acuícola. Cancún, Quintana Roo, México.
Pszezola, D. E. 2005. Formulation aids, serve as essential tools. Food Technology. 12:65-75.
Shefer, A. y Shefer S. 2003. Novel encapsulation system provides controlled release of ingredients. Food Technology. 57(11):40-42.
Sheu, T. Y. y Rosenberg, M. 1998. Microestructure of microcapsules consisting of whey proteins and carbohydrates. Journal of Food Science 63(3):491-494.
Shu, B., Yu, W., Zhao, Y. y Liu, X. 2006. Study on microencapsulation of lycopene by spray-drying. Journal of Food Engineering. 76:664-666.
Temas Selectos de Ingeniería de Alimentos 2 (2008): 28 - 35
Temas Selectos de Ingeniería de Alimentos
Técnicas encapsulación de microorganismos probióticos con polímeros
L. I. Hinestroza – Córdoba *, A. López – Malo
Departamento de Ingeniería Química y Alimentos, Universidad de las Américas – Puebla. San Andrés Cholula, Pue., México.
Resumen
La encapsulación de microorganismos para uso en productos lácteos puede ser realizada mediante la utilización de técnicas basadas en procedimientos físicos, químicos, fisicoquímicos y fisicomecánicos. En esta revisión se presentan algunas generalidades de las principales técnicas de encapsulación para probióticos utilizando diversos polímeros comestibles (alginato de sodio, gelatina, proteína de suero de leche, almidón y quitosano), así como algunas de sus ventajas, desventajas y el efecto del proceso en la viabilidad de los microorganismos después de haber sido incorporados a un producto alimenticio.
Palabras clave: encapsulación, probióticos, microorganismos.
Abstract
The encapsulation of microorganisms for its use in dairy products can be carried out by means of techniques based on physical, chemical, physico-chemical and physical-mechanical procedure. This review presents general information of the main techniques of encapsulation for probiotics using various edible polymers (sodium alginate, gelatin, milk whey protein, starch and chitosan). Also, some of the advantages, disadvantages and the effect of the process on the viability of microorganisms after having been incorporated into a foodstuff are discussed.
Keywords: encapsulation, probiotics, microorganisms.
Introducción
La microencapsulación puede ser considerada como una forma especial de empacar, enlaqueunmaterialescubiertode manera individual para protegerlo del deterioro ocasionado por el ambiente. Está técnica dependiendo de su utilidad en la industria puede ser aplicada en forma de microcápsulas,micropartículas,nanocápsulas
* Tel.: +52 222 229 2126, fax: +52 222 229 2727 Direccion electrónica:leidyindira@yahoo.es ysustancias activas atrapadas o humedecidas (Pedroza,2002).
Desde hace algunos años y con el animo de mejorar la estabilidad, la vida útil y el valor nutritivo de algunos productos a partir denuevastecnologías;lamicroencapsulación ha sido ampliamente utilizada en la industria alimentaría ymedicinal para la protección de enzimas y medicamentos (Baianu et al., 1993).
Los probióticos como parte de los alimentosfuncionales(alimentosque además de nutrir generan beneficios adicionales para el organismo humano) han venido ganando fuerza debido a que ayudan al mejoramiento de algunos problemas de salud. Algunos de los microorganismos usados como probioticos son: Lactobacillus acidophilus, Lactobacillus rhamnosus, Lactobacillus casei, Lactobacillus gasseri, y Lactobacillus reuteri, entreotros (Ainsley et al.,2005)
A los organismos probióticos se les adjudican muchos beneficios, entre éstos: mayor movimiento intestinal, alivio de la intolerancia a la lactosa, reducen efectos de la diarrea, reducción de niveles de colesterol y reducen la presión arterial. Sin embargo, para que estos microorganismos puedan llegar al sitio donde van a ejercer su acción, es decir al intestino, necesitan de ciertas cualidades o características específicas que no tienen naturalmente, por lo cual, últimamente se han aplicado diversas tecnologías para ayudar a los probióticos a sobrevivir al paso por el tracto gastrointestinal. Entre esas tecnologías se encuentra la encapsulación (Stanton et al., 2003).
El proceso de encapsulación de microorganismos probióticos consiste en recubrir a los microorganismos usando agentes gelificantes que resisten los diferentes valores de pH que se encuentran en el tracto gastrointestinal. Esta tecnología soluciona algunos problemas en el proceso, porque captura el ingrediente principal como núcleo central y se recubre con una capa inerte o protectora que mejora la estabilidad durante el paso por el tracto gastrointestinal (Vasishtha,2005).
En este articulo se presenta una descripción de diferentes técnicas de encapsulación (para garantizar la sobrevivencia de los probióticos al paso por
- 35
el organismo antes de llegar al sitio donde desarrollará su función) para microorganismos probióticos que ayudan al mejoramiento del sistema gastrointestinal del ser humano.
Revisiónbibliográfica
Encapsulación
La encapsulación es un proceso mediante elcual ciertascélulasvivas,micronutrientes, enzimas y otros componentes sensibles se envasan en un recipiente para protegerlo de las reacciones con otros compuestos presentesenelalimentooimpedirquesufran oxidación debido a la luz o al oxigeno. Es una técnica que se utiliza para mejorar la supervivencia de las bacterias probióticas en productos lácteos, la retención física de las células en una matriz encapsulante los protege de los factores adversos (Talwalkar et al.,2004;Yañez et al.,2002) (fig.1).
Fig. 1. Microcápsula de alimento (adaptada de Rodríguez, 2006).
En la industria de alimentos existen numerosas técnicas para la incorporación de microorganismosprobióticos alosalimentos, las cuales presentan múltiples beneficios y mantienen la viabilidad de los microorganismos durante un largo periodo, sin modificar sus propiedades nutricionales o su calidad nutricional. A continuación se describen diferentes técnicas de encapsulación de microorganismos prebióticos.
L. I. Hinestroza
– Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 28 - 35
Encapsulación con kappa-carragenina
La carragenina es un polímero natural extraído de las microalgas marinas que es comúnmente usado en la industria de alimentos (como aditivo o agente espesante) y en productos derivados de la leche (yogurt, leche con cholate, etc.). La carragenina es un polímero rico en hierro y compuestos de azufre y ha sido utilizada para encapsular bacterias acido lácticas como: Stretotococcus thermophilus y Lactobacillus bulgaricus (Lakkis,2007).
La encapsulación a través de esta técnica consiste en suspender en una solución (jarabes,soluciónsalina,jugodefrutas, entre otras) las células del microorganismo probiótico, luego se le agrega la kappacarragenina (es necesario elevar la temperatura a 60 – 80 °C para obtener una concentración del polímero del 2 al 5%) y posteriormente, se le inyecta una solución de cloruro de potasio con lo que se obtiene la cápsulaatravésdelaacciónfisicoquímicade la mezcla y finalmente se procede a la introducción al producto que se quiere enriquecer(Mortazavian et al.,2007).
La viabilidad de microorganismos encapsulados con esta técnica, se ha probado en algunos estudios. Por ejemplo, Dinakar y Mistry (1994) reportaron que Bifidobacterium bifidum encapsulado con kappa-carragenina e incorporado a queso Cheddar mantuvolaviabilidaddesuscélulas durante 24 semanas sin efectos negativos sobre la textura, apariencia y/o sabor del producto.
Encapsulación con alginato de sodio
El alginato es un biopolímero natural extraído de varias especies de algas, es comúnmente usado en la industria farmacéutica y en la biotecnología como
agente espesante, gelificante y estabilizador coloidal(Lakkis,2007).
Para llevar la encapsulación por alginato se prepara el cultivo microbiano, luego se lavan y separan las células mediante centrifugación. Posterior a ello, las células microbianas se suspenden en la solución que se desee (jarabes, solución salina, jugo de frutas, entre otras) para mezclar con alginato enuna concentraciónquepuede variarde1 a 3% (algunas veces se adiciona también citratodesodio),luegosedejacaerporgoteo sobre una solución de cloruro de calcio para formar las cápsulas. El tamaño de las cápsulas debe presentar un diámetro de 2 a 3 mm de diámetro (Muthukumarasamy et al., 2006).
Esta técnica ha sido aplicada a la encapsulación de Bacterias Ácido Lácticas (BAL) principalmente para observar su viabilidad en medios ácidos. Las ventajas que presenta este método son las siguientes: fácil formación de gel en las matrices de las células bacterianas, no es tóxica para el ser humano (es segura y biocompatible), es económica y fácil de preparar, es apropiada para células bacterianas con tamaño de 13µm. Sin embargo se le atribuyen muchos inconvenientes como por ejemplo: susceptible a la acidez del ambiente que la rodea, pérdida de la estabilidad mecánica, y la presencia de iones causa deterioro en el alginato (Mortazavian et al., 2007; FávaroTrindade yGroso,2002).
Aniveldeviabilidaddelmicroorganismo después de la encapsulación, Zhou et al (1998) reportaron quela supervivencia delas bacterias encapsuladas en alginato y con suspensión de bajo peso molecular de quitosano fue baja, ya que se redujeron las célulasenun40%,contrarioaesto,Lee et al (2004) indicaron que la encapsulación con alginato con suspensión en una solución de quitosano de alto peso molecular presento
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 28 - 35
una mayor supervivencia para Lactobacillus bulgaricus en un jugo gástrico simulado. Igualmente mostraron que con esta encapsulación se obtuvo una mayor estabilidada22°C.
De la misma manera, Krasaekoopt et al (2003) estudiaron la supervivencia de probióticos encapsulados usando alginato e incorporados en yogurt y encontraron que la supervivencia de las bacterias probióticas encapsuladas fue más alta que la obtenida conlasbacteriaslibres.
Encapsulación con gelatina
La gelatina es una sustancia de origen animalformadaporproteínasyesmuyusada en la formulación de alimentos. Igualmente ha sido utilizada para la encapsulación de probióticos. La técnica consiste en preparar una solución de gelatina al 2% y mezclarla con una solución de 0.45mol/dm3 de Na2CO3, a una temperatura de 35°C, para finalmente se suspenden las células microbianas en la solución de gelatina. La encapsulación se produce al enfriarse la mezcla. Posteriormente se incorpora al producto(Kumar et al.,2007).
Losmicroorganismosquesehanprobado con esta técnica incluyen al Lactobacillus lactis, y su viabilidad ha sido evaluada en aceite de soya, no se conocen reportes en productos lácteos, pero no se descarta su aplicación(Kumar et al.,2007).
Encapsulación con Quitosano
El quitosano es un polisacárido lineal, que se obtiene mediante la N-acetil-Dglucosamina. La quitina es unpolímero β-(14)-2-acetamido-2-Deoxi-glucopiranosa, es el más abundante en los materias orgánicos. Su uso en la encapsulación está ganando importancia en el ámbito alimenticio y farmacéutico, gracias a que es un polímero
catiónico que tiene buena biocompatibilidad, no es toxico, y regularmente se usa para recubrimiento de capsulas de alginato (Mortazavian et al.,2007).
Su uso en esta técnica consiste en realizar un espreado, para lo cual se utiliza una mezcla de alginato de sodio y células microbianas en el interior, con una solución de CaCl2 – quitosano. Para este procedimiento se usa un atomizador de aire para la formación de las capsulas y finalmente estas son inyectadas al producto (Kumar et al.,2007).
Aniveldeviabilidaddelmicroorganismo después de la encapsulación, Krasaekoopt (2003) y, Bhandari yDeerh(2004)evaluaron la supervivencia de las bacterias encapsuladas en quitosano y alginato incorporadas a yogurt y leche. Las bacterias utilizadas fueron L. acidophilus 547 y L. casei 01 y B. bifidum, mostrando que la supervivencia de las bacterias encapsuladas fueron más altas que las células libres en aproximadamente más de un ciclo logarítmico.
Encapsulación con almidón
El almidón es un componente que tiene importancia en muchas funciones fisiológicas. Su empleo en las técnicas de encapsulación se dio para asegurar la viabilidad de las poblaciones de probióticos en los alimentos por su paso en el intestino grueso, ofreciendo una superficie ideal para laadherenciadelosprobióticosalgranulode almidón durante el procesamiento, almacenamiento y el transito a través del tracto gastrointestinal (Kumar et al., 2007; Mortazavian,2007)
A nivel de viabilidad (Kleessen et al., 1997; Le Blay et al., 1999) utilizaron almidón resistente mostrando que se puede usar para asegurar la supervivencia de
L. I.
Hinestroza
– Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 28 - 35
bacterias probióticas en el intestino grueso, de igual manera los gránulos de almidón resistente proporcionan una superficie adecuada de adherencia para los probióticos durante el proceso de encapsulación, almacenaje y paso por el tracto gastrointestinal aportando resistencia de la capsulaalestrésambiental.
Otros investigadores (Mattila- Sandhom et al., 2002) trabajaron sobre la estabilidad de las BAL formulando dos tipos de alimentos fortificados encapsulados, utilizando gránulos de almidón de papa (50-100µm), encontrando que las BAL pueden sobrevivir al menos 6 meses a temperatura ambiente en condiciones normales y en congelación por lomenos18meses.
Talwalkar y Kailasapthy (2003) utilizaron almidón y alginato mezclados en una solución de cloruro de calcio, las bacterias que se utilizaron para encapsular fueron L. acidophilus y B. lactis, encontrando que la encapsulación impide la muerte las bacterias probióticas.
Encapsulación con proteínas del suero de leche
La proteína del suero de leche es una coleccióndeproteínasglobularesquepueden ser aisladas químicamente del suero de la leche, de productos lácteos como el queso o manufacturados directamente de la leche de vaca. Desde el punto de vista químico es una mezcla de proteínas como la betalactoglobulina (~65%), la alfa-lactalbumina (~25%), y la sero-albúmina (~8%). Su uso consiste en preparar una suspensión concentrada de células microbianas, las cuales son centrifugadas, para luego ser suspendidas en una solución salina con lo que finalmente se produce la encapsulación (Ainsley et al.,2005)
En cuanto a la viabilidad se comprobó que las bacterias de Lactobacillus rhamnous encapsuladas en una matriz de proteína de suero leche fueron protegidas en comparación con las bacterias no encapsulas (Ainsley et al.,2005).
Aplicaciones
La encapsulación probiótica es usada en la industria de alimentos en muchas aplicaciones entre las que se encuentra; estabilidaddelmaterialparaprotegerlodelas condiciones del medio ambientes (calor, luz, aire, humedad, etc), controlando las reacciones de oxidación, enmascarando sabor, color o olor, extendiendo la vida útil y protegiendo los componentes contra la perdida nutricional (Rahaman, 1999; Kumar, 2007). Los polímeros como alginato, carragenina, gelatina y quitosano son principalmente aplicada en la encapsulación demicroorganismos(tablaI).
Conclusiones
En la actualidad la encapsulación constituye una importante alternativa para la implementación de alimentos funcionales, debido a que este proceso permite que los microorganismos puedan llegar vivos al sitio dondevan ejercer suaccióncontribuyendo a la solución de problemas como intolerancia a la lactosa, inhibición de microorganismos patógenos, y reducción de los niveles de colesterol.
La encapsulación en alginato de sodio es la técnica que más se ha usado en la industria para garantizar la viabilidad de las bacteriasprobióticasydeácidolácticoquese han incorporado a alimentos funcionales, debido a su bajo costo y sencillez en su procesodepreparación.
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 28 - 35
TablaI.Encapsulacióndebacteriasprobióticascondiferentespolimeros.
Bacterias Polimeros Tecnologiade microencapsulación
Lactobacillus Carragenina
S. thermophilus Carragenina
L. bulgaricus Carragenina
B. infantis
Bifidobacterium Carragenina
Formación decapsulas degel
Formación decapsulas degel
Formación decapsulas degel
Funcionalidad Referencias
Producciónde biomasa Klein yVorlop,1985
Producciónde biomasa Audet et al .,1988,1990,1991
Producciónde biomasa Ouellette et al .,1994
Formación decapsulas degel Doleyres et al .,2002a
Formación decapsulas degel
Bifidobacterium Alginato/glicerol Capsula de gel
Producciónde biomasa Doleyres et al .,2002by2004
Producciónde biomasa Chandramouli et al .,2004
Lactobacillus AlginatoCapsulas degel Ácidoestable Kebary,1996
Bifidobacterium pseudolongum Celulosadeacetatato Chandramouli et al .,2004
L. delbrueckii AlginatodesodioCapsulas de gel
Producciónde biomasa Sheu et al .,1993
L. casei CarrageninaEmulsificaciónÁcidoestable ChanandZhang,2002
L. lactis Gelatina/tolueno2-4 diisocianato Capsulasdegel
Producciónde biomasa Hyndman et al .,1993
L. acidophillus AlginatoCompresióndirecta Ácidoestable duranteel ChanandZhang,2002
B. breve microesferadealginato Capsulasdegel Ácidoestable Hansen et al .,2002
Bifidobacterium Alginato/quitosanoCapsulasdegel Ácidoestable Lee et al .,2004
Bifidobacterium Alginato/pectina, proteina
Bifidobacterium Almidonresistente
Capsulasdegel Ácidoestable Guerin et al .,2003
Capsulasdegel Ácidoestable Crittenden et al .,2001
Bifidobacterium Almidon demaízCapsulasdegel Ácidoestable O’Riordan et al .,2001
Referencias
Audet, P., Paquin, C. y Lacroix, C. 1988. Immobilized growing lactic acid bacteria with kcarrageenan-locust bean gum gel. Applied Microbiology and Biotechnology. 29: 11- 18.
Audet, P., Paquin, C. y Lacroix, C. 1990. Batch fermentations with a mixed culture of lactic acid bacteria immobilized separately in k-carrageenan locust bean gum gel beads. Applied Microbiology and Biotechnology. 32: 662-668.
Audet, P., Paquin, C. y Lacroix, C. 1991 . Effect of medium and temperature of storage on viabilityof LAB k-carrageenan-locust bean gum gel beads. Biotechnology Techniques. 5: 307- 312.
Baianu, I.C, Lozano P.R 1993 Novel techniques and their applications to agricultural biotechnology, Health Foods and Medical Biotechnolog. University of Illinois at Urbana. Dept. Agricultural and Food Chemistry NMR and NIR Microspectroscopy Facility Goodwin Ave, Urbana, IL. 61801, USA. pp.1-39
Chan, E. S. y Zhang, Z. 2002. Encapsulation of probiotic bacteria Lactobacillus acidophilus by direct compression. Food and Bioproducts Processing. 80 : 78- 82.
Chandramouli, V., Kailasapathy, K., Peiris, P., & Jones, M. 2004. An improved method of microencapsulation and its evaluation to protect Lactobacillus spp. in simulated gastric conditions. Journal of Microbiological Methods, 56: 27- 35.
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 28 - 35
Ainsley, A., Vuillemard, J.C., Britten, M., Arcand, Y., Farnmworrh, E. y Champagne, C.P. 2005. Microentrapment of probiotic bacteria in a Ca2 –induced whey protein gel and effects on their viability in a dynamic gastro-intestinal model. Journal of Food microencapsulation. 22(6):603619.
Crittenden, R., Laitila, A., Forssell, P., Matto, J., Saarela, M. y Mattila- Sandholm, T . 2001. Adhesion of Bifidobacteria to granular starch and its implications in probiotic technologies. Applied and Environmental Microbiology. 67: 34693475.
Dinakar, P. y Mistry V. 1994. Growth and viability of Bifidobacterium bifidum in cheddar cheese. Journal of Dairy Science 77: 2854-2864
Doleyres, Y., Fliss, I. y Lacroix, C. 2002a. Quantitative determination of the spatial distribution of pure- and mixed-strain immobilized cells in gel beads by immunofluorescence. Applied Microbiology and Biotechnology. 59: 297- 302.
Doleyres, Y., Fliss, I. y Lacroix, C. 2004. Continuous production of mixed lactic starters containing probiotics using immobilized cell technology. Biotechnology Progress, 20: 145- 150.
Doleyres, Y., Paquin, C., LeRoy, M. y Lacroix, C. 2002b. Bifidobacterium longum ATCC 15707 cell production during free- and immobilized-cell cultures in MRS-whey permeate medium. Applied Microbiology and Biotechnology. 60: 168- 173.
Guerin, D., Vuillemard, J. C. y Subirade, M. 2003 Protection of Bifidobacteria encapsulated in polysaccharide-protein gel beads against gastric juice and bile. Journal of Food Protection. 66: 2076- 2084.
Hansen, L. T., Allan-Wojtas, P. M., Jin, Y. L. y Paulson, A. T. 2002. Survival of Ca-alginate microencapsulated Bifidobacterium spp. In milk and simulated gastrointestinal conditions. Food Microbiology. 19: 35- 45.
Kebary, K. M. K. 1996. Viability of Bifidobacterium bifidum and itseffect on quality of frozen Zabady. Food Research International. 29: 431- 437.
Kleessen, B., Stoof, G., Proll, J., Schmiedl, D., Noack, J. y Blaut, M. 1997. Feeding resistant starch affects fecal and cecal microflora and short chain fatty acids in rats. Journal of Animal Science. 75 : 2453- 2462.
Klein, J. y Vorlop, D. K. 1985. Immobilization techniques: cells. Editorial Oxford, UK: Pergamon Press. pp. 542- 550.
Krasaekoopt, W.,Bhandari, B. y Deeth, H. 2003. Evaluation of encapsulation tecniques for probióticos for yogurt. International Dairy Journal. 13: 3-13.
Krasaekoopt, W., Bhandari, B., y Deeth, H. 2004. The influence of coating materials on some properties of alginate beads and survivability of microencapsulated probiotic bacteria. International Dairy Journal. 14: 737- 743.
Kumar, A. y Harjinder, S. 2007. Recent advances in microencapsulation of probiotics for industrial applications and targeted delivery. Food Science y Technology 18: 240- 251.
Lakkis, J. M. 2007. Encapsulation and controlled release technologies in food systems. Blackwell Publishing. Iowa, EE. UU.
Le Blay, G., Michel, C., Blottie`re, H. M. y Cherbut, C. 1999. Enhancement of butyrate production in the rat caecocolonic tract by long-term ingestion of resistant potato starch. British Journal of Nutrition. 82: 419- 426.
Lee, J.S., Chan, D.S. y Park, H. J. 2004. Survival of freeze- dried Lactobacillus bulgaricus in chitosancoated calcium alginate microparticles. Journal of Agricultural Food Chemestry 52: 7300-7305.
Mattila-Sandholm, T., Mylla¨rinen, P., Crittenden, R., Mogenden, G., Fonde´n, R. y Saarela, M. 2002. Technological challenges for future probiotic foods. International Dairy Journal. 12: 173- 182.
Mortazavian, A., Hadi, R. S., Reza, E. M. y Sohrabvandi, S. 2007. Principles and methods of microencapsulation of probiotic microorganisms. Journal L of Food Biotechnology. 5(1): 1-15.
Muthukumarasamy, P., Allan-Wojtas, P., y Holley, R. 2006. Stability of L. reuteri in different types of
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 28 - 35
microcapsules. Journal of Food Science 71(1):20-24.
O’Riordan, K., Andrews, D., Buckle, K. y Conway, P. 2001. Evaluation of microencapsulation of a Bifidobacterium strain with starch as an approach to prolonging viability during storage. Journal of Applied Microbiology, 91: 1059- 1066.
Ouellette, V., Chevalier, P. y Lacroix, C. 1994. Continuous fermentation of supplemented milk with immobilized with immobilized Bifidobacterium infantis. Biotechnology Techniques. 8: 45- 50.
Pedroza-Islas, R., 2002. Alimentos Microencapsulados: particularidades de los procesos para la microencapsulación de alimentos para larvas de especies acuícolas. En: CruzSuárez, L. E., Ricque-Marie, D., Tapia-Salazar, M., Gaxiola-Cortés, M. G., Simoes, N. (Eds.). Avances en Nutrición Acuícola VI. Memorias del VI Simposium Internacional de Nutrición Acuícola. 3 al 6 de Septiembre del 2002. Cancún, Quintana Roo, México.
Rodríguez, J. J. 2006. La encapsulación en alimentos Disponible en http://www.consumaseguridad.com/ciencia-ytecnologia/, adquirido 16/4/2007.
Sheu, T. Y., Marshall, R. T. y Heymann, H. 1993. Improving survival of culture bacteria in frozen desserts by microentrapment. Journal of Dairy Science, 76: 1902-1907.
Stanton, C., Desmond, C., Coakley, M., Collins, J.K., Fitzgerald, G. y Ross, R.P. 2003. Challenges facing development of probiotic-containing functional foods. En “Handbook of Fermented Functional Foods”. Ed. E.R. Farnworth Boca Ratón. Fla. E.U.A. p. 27.
Talwalkar, A. y Kailasapathy, K. 2003. Effect of microencapsulation on oxygen toxicity in probiotic bacteria. Australian Journal of Dairy Technology. 58: 36- 39.
Talwalkar. Kailasapathy, K. 2004. A Review of Oxygen Toxicity in Probiotic Yogurts: Influence on the Survival of Probiotic Bacteria and Protective Techniques. Comprehensive Reviews in Food Science and Food Safety 3(3): 117-124.
Vasishtha, N. 2005. Microencapsulation: Dictionary of Food and Nutrition originally published by Oxford University Press. Disponible http://www.Ecncyclopedia.Com/doc/1O319microencapsulation.html, adquirido 1/04/2008.
Zhou, Y., Martins, E.,Groboillot, C. P. y Neufeld R. J. 1998. Spectrophotometric quantification of lactic bacteria in alginate and control of cell release with chitosan coating. Journal of Applied Microbiology. 84(3): 342-348.
Temas Selectos de Ingeniería de Alimentos 2 (2008): 36 - 49
Temas Selectos de Ingeniería de Alimentos
Encapsulación: técnicas y aplicaciones en la industria alimentaria
N. A. Guevara – Bretón *, T. Jiménez-Munguía
Departamento de Ingeniería Química y Alimentos, Universidad de las Américas – Puebla. San Andrés Cholula, Pue., México.
Resumen
En la actualidad la encapsulación es un método frecuentemente utilizado para conservar o mejorar las propiedades en el manejo y producción de algunos ingredientes alimenticios como vitaminas, acidulantes, sabores, aromas, enzimas, células microbianas entre otras. Se cuenta con una amplia variedad de técnicas para realizar este proceso, sin embargo, en la elección de dichas técnicas es necesario el conocimiento de sus alcances, limitantes y aplicaciones. Esta revisión muestra un panorama general de las técnicas de encapsulación comúnmente utilizadas en el área alimenticia, así como algunas ventajas, desventajas y aplicaciones. Las técnicas de encapsulación más adecuadas desde el punto de vista económico y de aplicaciones son el secado por atomización y la extrusión.
Palabras clave: encapsulación, técnicas de encapsulación, aplicaciones.
Abstract
In recent years the ecapsulation has been a technique used to protect and preserve some food materials (vitamins, acidulants, enzymes, microbial cells and so on), and to improve their properties in their handling and production. There are a great variety of methods used for this purpose, although in the choice of any technique it is needed to know the advantages, drawbacks and applications. This review shows in general way this items. The spray drying and extrusion techniques are the most suitable, since they are less expensive and their applications are wide.
Keywords: Functional food, probiotic foods, viability, legislation.
Introducción
La encapsulación está tomando cada vez mayor importancia en diversas industrias tales como la farmacéutica, la cosmética, la química y la alimentaria entre otras, esto a pesardequesusorígenesnosonrecientes.
* Tel.: +52 222 229 2126, fax: +52 222 229 2727 Direccion electrónica:ing_arelygb@yahoo.com.mx
Algunos autores mencionan su inicio en los años 30’s o 40’s, con el surgimiento de un tinte microencapsulado mediante grenetina (Dziezak, 1988; Yañez et al., 2005). Desde entonces, esta técnica ha sido utilizada industrialmente con la finalidad de darunvaloragregadoalproducto,atravésde la protección ytransporte, o bien mediante la
liberación controlada del agente activo en el tiempo y lugar más adecuados; logrando con esto mejorar la efectividad de los aditivos y ampliandosusaplicaciones(Gouin,2004).
El crecimiento y utilización de la encapsulación se ha incrementado actualmente. Varias técnicas de encapsulación consideradas nuevas ya tienen ciertas investigaciones científicas, y en otros casos incluso cuentan con patentes, por lo que en este momento existen una gran variedad de técnicas de encapsulación, algunas comúnmente utilizadas en el área alimenticia. Sin embargo, cada técnica tiene sus ventajas, limitaciones y aplicaciones, por lo que para la elección de alguna de ellas es necesario el conocimiento de dichas características. De esta forma utilizará la técnica más adecuada para el producto o ingrediente que se requiera encapsular, ya que de acuerdo al proceso de encapsulación seleccionado variarándiversosfactores como la forma (películas, esferas, partículas irregulares), la estructura (porosa o compacta) yel estadofísico(amorfoosólido cristalino deshidratado, elástico o vítreo), los cuales afectan las propiedades de difusión o estabilidad durante el almacenamiento. De aquí la importancia de elegir un método adecuado de encapsulación (Madene et al., 2006). Otros factores importantes en la elección de la técnica de encapsulación son sucostoysuadaptaciónagranescalaonivel industrial.
36 - 49
Entre la gran variedad de técnicas de encapsulación se encuentran: la coacervación simple, la coacervación compleja, el secado por atomización, la atomización por congelamiento o enfriamiento, la extrusión, la fluidización en lecho, la inclusión en liposomas, la polimerización interfacial y la inclusión molecular (Madene et al., 2006; Lakkis, 2007). Sin embargo, muchos autores mencionan que los métodos comúnmente utilizados tanto por costos como por aplicaciónsonelsecado poratomización yla extrusión(Gouin,2004;Lakkis,2007)
El objetivo de esta revisión es describir aquellas técnicas de encapsulación frecuentemente dirigidas a la industria alimentaria, sus ventajas, limitantes y aplicaciones.
Revisiónbibliográfica
En el área de alimentos, en un principio la encapsulación o microencapsulación fue utilizada para enmascarar algunos sabores indeseables de ciertos ingredientes y convertir alimentos líquidos en sólidos para facilitar sumanejo.Hoyendía, suaplicación en los alimentos es hacia la protección y liberación controlada de algunos ingredientes para mejorar su efectividad, así como para ampliarsuintervalodeaplicación.
De acuerdo a Madene et al. (2006), las técnicas de encapsulación se pueden
Tabla I. Clasificación ycaracterísticasdealgunos métodosdeencapsulacióna
Tipo de técnicaMétodo de encapsulaciónTamaño de partícula (µm)
QuímicasCoaservación simple20 - 200
Coaservación compleja5 - 200
Inclusión molecular5 - 50'
MecánicasSecadopor atomización1 -50'
Enfriamientopor atomización20 - 200
Extrusión200 - 2000
Fluidización en lecho> 100
aAdaptadodeMedene et al ., 2006
N. A Guevara-Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 36 - 49
clasificar en mecánicas o físicas y químicas; en la tabla I se muestra dicha clasificación. Sin embargo, Gouin (2004) menciona algunas otras técnicas utilizadas en la encapsulación de ingredientes alimentarios, como son: la coextrusión centrífuga y de disco giratorio, gelación iónica o por cápsulas de alginato, inclusión en liposomas, y expansión rápida de soluciones supercríticas.
En la figura 1 se encuentran algunas de estas técnicas, así como sus características principales. Aunque como se ha visto, existe una gran variedad de técnicas de encapsulación, en esta revisión se presentarán las más utilizadas en el área de alimentos.
Lecho fluidizado Coacervación
refiere a la transformación de un material líquido en un sólido; sin embargo, puede producir partículas que protegen el material activo en matrices formadas generalmente por polímeros. Esta técnica se realiza en tres pasos básicamente: primero se prepara la emulsión o dispersión, enseguida se homogeniza dicha emulsión y finalmente se atomiza en la cámara de secado (Dziezak, 1988).Elprimerpasoconsisteendispersarel material activo en una solución del agente encapsulante con el cual es inmiscible; el material encapsulante debe tener buenas propiedades de emulsificación, baja viscosidadyaltocontenidodesólidos(≥ a45 %), esto con la finalidad de disminuir el tiempo de secado, formar una película con
Método de encapsulación
Secadopor atomización
Enfriamiento por atomización Disco giratorio Fluidización en lecho
Naturaleza de los ingredientes
Hidrofílico
Lipofílico
Amfifílicas
Sólido
Líquido
Capacidad de producción
Mecanismo de liberación controlada
Térmico
Tiempo
Mécanico
Digestivo SencilloLaboriosoNo viable
Fig. 1. Algunas técnicas de encapsulación, características ylimitantes (Adaptado de Gouin, 2004).
Secado por atomización
Es el método comúnmente utilizado para encapsular ingredientes alimenticios (Shu et al., 2006) y además el más económico. En realidad, es un método de secado, ya que se
alto contenido de sólidos alrededor de las gotas del material activo y aumentar la retencióndel mismo.El siguientepaso,es la homogenización, consiste en crear gotas pequeñas del ingrediente en la solución encapsulante, formando una emulsión fina;
Tabla II. Ventajas y desvantajas de la encapsulación por secado por atomizacióna
Ventajas
Desventajas
Bajo costo de operaciónFalta de uniformidad de las cápsulas
Alta calidad de las cápsulas
Rapida solubilidad de las cápsulas
Tamaño pequeño
Alta estabilidad de las cápsulas
aAdaptado de Medene et al ., 2006
algunas veces es necesaria la adición de algún emulgente para lograr esta homogenización. Finalmente, se lleva a cabo la atomización, donde la mezcla de agente activo y agente encapsulante, convertida ya en una emulsión, es alimentada a través de una esprea a la cámara de secado, donde se secará formando los encapsulados, que luego pasarán a un ciclón, en el cual se obtendrán los diferentes polvos. Muchos parámetros de la atomización y el secado tienen un efecto significativo sobre el tamaño de partícula de los polvos resultantes; entre estos parámetros seencuentran:lavelocidaddealimentacióno flujo de alimentación, el tipo de esprea, la viscosidad de la emulsión, el contenido de sólidos o la técnica de aglomeración utilizada. Generalmente se obtienen polvos con tamaños menores a 100µm (Pegg y Shahidi,1999).
Entre las ventajas del secado por atomización se puede mencionar el hecho de ser adecuado para materiales sensibles al calor, debido a los tiempos cortos de exposición a las altas temperaturas. Además, el secado por atomización es auxiliar para otros métodos como los de coacervación y polimerización interfacial. En la tabla II, se presentan algunas otras ventajas y desventajas de esta técnica de encapsulación. Este método ha sido aplicado para la encapsulación de sabores, vitaminas,
Limitación en la elección de material encapsulante
Producción de polvos muy finos, que necesitan un procesamiento posterior
No siempre óptimo para materiales sensibles al calor
minerales, microorganismos, entre otros, empleando almidones modificados, maltodextrinas y gomas como agentes acarreadores, aunque actualmente también se han probado coloides y gomas naturales, buscando incrementar la retención de compuestos volátiles y la vida de anaquel de los encapsulados (Pedroza-Islas, 2002; Soottitantawat et al., 2005 Yañez, 2005). En lafigura2,semuestraunesquemadelequipo utilizadoparaelsecadoporatomización.
Extrusión
Este procedimiento consiste en la formación de una emulsión con el agente activo y el agente encapsulante, la cual se hace pasar por un tornillo extrusor a alta presión. Es la segunda técnica más utilizada en la encapsulación. Su aplicación más importante en el área alimenticia es para la encapsulacióndesabores,yaquelasmatrices de carbohidrato al estar en su estado vítreo, presentan buenas propiedades de barrera contra la oxidación de estos ingredientes volátiles. También se utiliza para encapsular vitaminas y colorantes que posteriormente se usan en la elaboración de bebidas, pasteles, gelatinas, postres, entre otros (Madene et al., 2004; Yañez et al., 2005). En la figura 3, se presenta un ejemplo del equipo utilizado en
(2008): 36 - 49
la encapsulación de micropartículas por extrusión.
De acuerdo a Lakkis (2007), las ventajas con las que cuenta esta técnica, las cuales la hacenúnicayampliamenteutilizadason:
1. Los extrusores son equipos que pueden manipularse de acuerdo a las temperaturas y velocidades de corte deseadas, variando parámetros como el diseño de tornillo, calentamiento del cilindro, velocidad de mezclado, velocidad de alimentación, contenido de humedad,entreotros.
2. Posibilidad de incorporar los agentes activosenvariospuntosdelproceso;para el caso de los materiales lábiles al calor, éstos pueden incorporarse al final del proceso para evitar su degradación.
3. Este tipo de equipo, además, puede producirdiferentesformasenlasmatrices omicrocápsulasobtenidas.
4. Serequierenpequeñascantidadesdeagua para cambiar los carbohidratos del estado vítreo al estado cristalino en el extrusor, por lo que no se requiere de posterior secado.
5. En general se obtienen rendimientos altos,mayoresa30%
6. Se le considera económico ya que es un sistema continuo además de que no requiereunsecadoposterior.
Por otra parte, una de las limitantes de esta técnica es el gran tamaño de partícula obtenido (500-1000 µm), lo cual limita su aplicación por ejemplo para el caso de sabores, donde la sensación en la boca es un factor esencial. Otra limitante es la escasa variedad de agentes encapsulantes, entre los que se encuentran, maltodextrinas de
Fig. 2. Secador por aspersión (Adaptado de Dziezak 1988).
2 (2008): 36 - 49
Fig. 3. Equipo utilizado para encapsulación de micropartículas por extrusión (Adaptado de Heinzelmann y Franke, 1999 y Lakkis, 2007).
diferentes equivalentes dextrosa, almidón y mezclasdeaditivos(PeggyShahidi,1999).
Coextrusión centrífuga y disco giratorio
Ambos son métodos de atomización que pueden utilizarse en la encapsulación modificada por enfriamiento. La técnica de discogiratorio(fig.4)involucralaformación de una suspensión de los agentes activos en el líquido encapsulante y el paso de esta suspensión sobre un disco giratorio bajo condiciones que conducen a la formación de una película de encapsulante mucho menor que el tamaño de partícula del agente activo. Se puede decir queconsiste en la desintegración del sistema, donde el líquido alimentado es distribuido centralmente sobre el torno o disco y acelerado por centrifugación antes de que se descargue a una atmósfera con aire en forma de gotas (Teunou, 2005), las cuales son atomizadas por enfriamiento o por secado (PeggyShaihdi,1999).
La coextrusión centrífuga está basada en una esprea doble modificada, donde el ingredienteactivoesbombeadoatravésdela parte interna de la esprea, mientras el material encapsulante es bombeado a través de la parte externa de la esprea, yse unen en un dispositivo giratorio que gira sobre su propio eje vertical (Gouin, 2004). A la vez que va girando, tanto el agente activo como el agente encapsulante son extruídos a través de los orificios concéntricos de la esprea; la fuerza centrífuga permite que la barra extruída sea expulsada formando pequeñas partículas y por acción de la tensión superficialelagenteencapsulanteenvuelvaal agenteactivo(Dziezak,1988).
La ventaja de estas dos técnicas recae en las características y propiedades de los materiales obtenidos, por lo que la cinética de liberación de las cápsulas obtenidas por disco giratorio es intermedia entre las obtenidasporatomizaciónporenfriamientoy coextrusión. Específicamente, la técnica de
(2008): 36 - 49
disco giratorio corresponde a un sistema continuo de alta capacidad, que toma segundos o minutos para encapsular las partículas; además el proceso puede manejar una gran variedad de agentes activos, incluyendo aquellos sensibles térmicamente, así como agentes encapsulantes líquidos, sólidos o en suspensión, sin tener problemas de agregación. El tamaño de partícula varía de 30µm a 200 mm y se pueden obtener rendimientosaltos(PeggyShaihdi,1999).
Esta técnica es muy promisoria tecnológicamente, ya que sus rendimientos son comparables o mucho más altos que los de los procesos de secado por atomización o atomizaciónporenfriamiento;ademásdeque el costo del proceso es similar, el equipo utilizado es simple y puede ser instalado en cualquier torre de atomización. En cambio, para el caso de la coextrusión centrífuga, la producción a gran escala puede resultar más demandante desde un punto de vista demandante desde un punto de vista ingenieril, ya que se necesitaría la
construcción de espreas múltiples suspendidas en la torre de espreado, además de que la disminución en el tamaño de la esprea puede conducir a problemas frecuentesdetaponamiento(Gouin,2004).
Coacervación
Esta técnica se refiere a un método químico de separación de fases líquidolíquido de forma espóntanea, que puede ocurrir al mezclar polielectrolitos de cargas opuestas en un medio acuoso. La coacervación puede ser simple o compleja; para la primera se utiliza sólo un tipo de polímero yla adición de agentes fuertemente hidrofílicos a la solución coloidal, mientras que en la segunda se usan dos o más tiposde polímeros. El coacervado se considera el soluto polimérico separado en forma de pequeñas gotas líquidas. La presencia de este coacervado alrededor de pequeñas gotas líquidas insolubles forma cápsulas, para una gelificación final apropiada; generalmente se utilizan gelatina y gomas por tener carga
Fig. 4 Esquema del atomizador de disco giratorio (Adaptado de Teunou y Poncelet, 2005).
2 (2008): 36 - 49
opuesta, para que la coacervación pueda ocurrir. La coacervación puede ser iniciada por diferentes formas: cambios de pH, temperatura,adicióndealgunasaliónica.Por pH, por ejemplo, el aditivo a encapsular se encuentra en una solución proteica, y ésta es mezclada con un polisacárido, manteniendo esta solución a un pH más alto que el punto isoeléctrico de la proteína, entonces se forma una mezcla con dos fases, una de las cuales es más pesada y contiene el agente activo (Madene et al.,2006).
La coacervación puede ser considerada eficiente, pero a la vez de un alto costo (Pedroza, 2002; Gouin, 2004), además de ser complicada, por la elección adecuada de la concentración respecto al agente encapsulante, asícomoporlaevaporaciónde volátiles y oxidación del producto por residuos en la superficie de la cápsula, entre otros(Madene et al.,2006).Enlafigura5,se presentan los pasos para este proceso. Entre sus aplicaciones se encuentra la encapsulación de aceites vegetales cítricos y devitaminaA(Gibbs et al.,1999).
Inclusión en liposomas
Es una técnica comúnmente utilizada en la industria farmacéutica, con ciertas aplicaciones biotecnológicas, como por ejemplo la liberación de enzimas, vacunas y vitaminas. Los liposomas son estructuras formadas por una bicapa de lípidos que engloban una sustancia acuosa, por tanto están formados por sitios hidrofóbicos (ácidos grasos, fosfolípidos) y sitios hidrofílicos (colina, serina, inositol, entre otros) (Kim yBaianu, 1991). Al igual que en el caso de las membranas naturales, los liposomas pueden clasificarse en tres grupos: multilamelar, vesículas de un compartimiento y macrovesículas. Los liposomas pueden ser obtenidos con cargas positivas utilizando aminas o con cargas negativas por la adición de fosfatidil serina o diacetil fosfato. Las sustancias activas solubles en agua presentan una mejor eficiencia de encapsulación que las hidrófobas (Yañez et al., 2005), además de que amplían su aplicación a productos con alta actividad de agua, lo cual resulta ser una
Fig. 5. Proceso de coacervación (Adaptado de Madene et al., 2006).
N. A Guevara-Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 36 - 49
ventaja de esta técnica (Gouin, 2004). Diferentes lípidos y diferentes tipos energía de éstos, pueden producir diferentes variedades de liposomas para propósitos específicos.Entrelosmétodosutilizadospara generar estas variedades de lipósomas se encuentran: la microfluidización, la ultrasonicación y la evaporación en fase reversa(PeggyShaihdi,1999).
La microfluidización se basa en la dinámica de microcanales; sus principales ventajas son: el gran volumen de liposomas que pueden formarse de manera continua y reproducible, la posibilidad de ajustar el tamaño medio de partícula, la alta captura de agente activo que se logra (>75%), la posibilidad de encapsular solutos sin ser expuestos a sonicación, el hecho de que los detergentes o solventes orgánicos y los liposomas formados parecen ser estables y sinagregación.
La ultasonicación se realiza de dos formas, la primera con una sonda metálica dentro de la suspensión de una gran cantidad de liposomas, requiere 2 horas; y en la segunda la dispersión lípidica es colocada en un vial de vidrio sellado herméticamente, suspendido en un baño ultrasónico, requiere sólo unos cuantos minutos para realizarse, además, que tiene la ventaja de que puede realizarse en un contenedor cerrado con nitrógenooargónynocontaminaellípido.
La evaporación en fase reversa se realiza al estar los lípidos en una mezcla acuosa no polar como solvente, formando micelas invertidas; el solvente no polar es removido por evaporación rotatoria bajo condiciones de vacío, y el gel intermedio cambia a vesículas unilamelares yoligolamelares. Este procedimiento se caracteriza por un tamaño devesículas pocouniformequeva de0.1 a1 µm de diámetro, además de una eficiencia superior al 65%. Sin embargo, su desventaja principal es que los componentes son
expuestostantoasolventesorgánicos comoa sonicación, lo que puede ocasionar una desnaturalización de las proteínas o de otras moléculasdeestabilidadsimilar.
Inclusión molecular
Es la única técnica que considera el parámetro de peso o tamaño molecular; utiliza alfa o beta ciclodextrinas para atrapar moléculas, las cuales tienen un centro hidrofóbico. Consiste en la formación de complejos con la inclusión del componente activo o molécula huésped en el centro de la molécula encapsulante u hospedera, hasta lograrunequilibrioenlasolución(fig.6). La estabilidad de estos complejos dependerá de factores como la estructura molecular de la molécula hospedera o encapsulante, hidrofobicidad de la molécula huésped, pH de la solución, disolvente orgánico, temperatura de la solución y concentración deciclodextrinas(Yañez et al.,2005).
El procedimiento de inclusión puede llevarse a cabo de tres maneras (Pegg y Shahidi,1999):
1. Por agitación o movimiento de la molécula huésped y hospedera (ciclodextrinas) para formar el complejo, posteriormente se filtra y se seca; en los casos donde se tenga un huésped insoluble, se puede preceder este procedimiento por una disolución de dicha molécula en un solvente soluble en agua
2. Por mezclado de la β-ciclodextrina y el huésped con agua para formar así una pasta; se puede no usar solvente. Esta forma es utilizada principalmente para oleorresinas
3. Haciendo pasar gas a través de la solución para que la inclusión ocurra. Esta forma es menos usada que las dos anteriores
2 (2008): 36 - 49
Fig. 6 Molécula de β-Ciclodextrina; a la izquierda estructura planar, y a la derecha distribución espacial y tamaño molecular (Adaptado de Dziezak, 1988).
Las aplicaciones de esta técnica se orientan hacia la protección de sabores y otros ingredientes sensibles al calor adicionados en alimentos extruídos, aceite de ajo, cebolla vitaminas A, E y K (Lakkis, 2007).
La composición del complejo de ciclodextrina dependerá sobre todo del peso molecular del agente activo, ya que una molécula de ciclodextrina normalmente incluye solamente una molécula de agente activo o huésped. Teóricamente no siempre será obtenido un máximo rendimiento. Además las ciclodextrinas tienen afinidad diferente por diversos compuestos activos, lo cual puedeconsiderarse ventajaodesventaja. Algunos investigadores han utilizado esta característica para lograr cierta selectividad, sin embargo en otros casos esto resulta una desventaja; por ejemplo en cuanto a la encapsulación de sabores, donde la falta de inclusión debido a la afinidad, o a su pérdida en los pasos siguientes como la recuperación o el secado de los complejos, ya formado el complejo este resulta ser poco estable a la evaporación. Otras desventajas son: la falta
de estabilidad frente a la oxidación (Pegg y Shahidi, 1999), los bajos rendimientos y el alto costo de esta técnica. Sus ventajas principales son las características de liberación únicas y la estabilidad térmica y química.Lasaplicacionessedirigenhacialos sabores y aromas por sus características de liberación controlada (Gouin, 2004; Madene et al.,2006).
Fluidización en lecho
Setratadeunatécnicamuyeficientepara lograr capas uniformes del material encapsulante y formar partículas sólidas. Usualmente se manejan equipos con aditamentos de atomización, Wûrster o rotacionales (fig. 7), para lograr la fluidización de las partículas, ycompensar la fuerza de gravedad. Se obtienen cápsulas desde100µmhastaunoscuantosmilímetros; sin embargo, para partículas pequeñas las fuerzas electrostáticas son de suma importancia para el proceso. Polisacáridos, proteínas, emulgentes, grasas, formulaciones complejas, cubiertas entéricas, polvos encapsulantes y extracto de levadura, son algunos materiales que se utilizan como
N. A Guevara-Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 36 - 49
agentes encapsulantes. Muchos ingredientes alimenticios han sido encapsulados por esta técnica: ácido ascórbico, acidulantes para procesar carne, agentes leudantes. Partículas secadas por atomización también utilizan esta técnica incluyendo una cubierta de grasa, para impartir una mejor protección y vidadeanaquel.
7. Secador de lecho fluidizado con mecanismo Wûster (Adaptado de Madene et al., 2006).
Básicamente los pasos del proceso son los siguientes: primero las partículas que serán encapsuladas (agente activo) se fluidifican en una atmósfera caliente de la cámara de secado; después el material encapsulante es atomizado a través de una esprea sobre las partículas de agente activo y la formación de película comienza; después seguirá una sucesión de estados de humectaciónysecado,laspequeñasgotasdel líquido son espreadas en la superficie de la partícula y coalecen; el solvente o la mezcla esevaporadaporelairecaliente yelmaterial encapsulanteseadhieresobrelaspartículas.
Esta técnica depende sobre todo de la esprea de atomización del material encapsulante sobre el lecho fluidificado. El tamaño de partícula varía de 0.3 a 10 mm. Algunasventajas deestatécnicason: permite una distribución de tamaño específica, baja porosidad, altas velocidades de secado por las buenas condiciones de contacto gaspartícula, óptimas velocidades de transferencia de calor y masa, áreas más pequeñas de flujo, alta eficiencia térmica, bajo presupuesto y costos de mantenimiento, así como un fácil control (Madene et al., 2006). Otra ventaja de esta técnica es su versatilidad en cuanto a la liberación controlada, respecto a otras técnicas (Gouin, 2004).
Atomización por congelamiento o por enfriamiento
Esta técnica es semejante a la encapsulación por secado por atomización, sin embargo no se utiliza agua ypor consiguiente no se lleva a cabo una evaporación. Consiste en mezclar el agente activo con el agente encapsulante y atomizarlos utilizando aire frío, lo cual causa la solidificación del agente encapsulante alrededordelagenteactivo,yaqueseutilizan como materiales encapsulantes aceites vegetales en el caso del secado por enfriamiento (45-120°C intervalo de puntos defusión)o aceitesvegetaleshidrogenados o fraccionados para el secado por congelamiento (32-42 °C intervalo de puntos de fusión). La limitante principal de esta técnica es que requiere un manejo y condiciones de almacenaje especiales; otra limitante es que cierta parte del material a encapsular puede quedar en la superficie de la microcápsula; sin embargo en algunos casos se logran esferas perfectas que permiten el libre flujo de los polvos (Pegg y Shahidi, 1999; Gouin, 2004). Vitaminas, minerales, acidulantes, materiales líquidos a bajas temperaturas, materiales sensibles al calor yaquellosmaterialesnosolublesconel
Fig.
N. A Guevara-Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 36 - 49
solvente, son encapsulados mediante secado por enfriamiento. Por otra parte en sopas deshidratadas, alimentos altos en grasa e ingredientes para panificación se utiliza la técnica de secado por congelamiento (Gibbs et al., 1999). Estos dos métodos son considerados económicos y frecuentemente utilizadosparaencapsulacióndecompuestos,
con liberación controlada mediante el punto de fusión del material encapsulante (Madene et al.,2006).
Gelación iónica o gotas de alginato
Es una técnica ampliamente utilizada, principalmente por su fácil preparación a
8 Diagrama de flujo de encapsulación de bacterias por las técnicas de emulsión yextrusión (Adaptado de Krasaekoopt et al., 2002).
Fig.
N. A Guevara-Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 36 - 49
nivel laboratorio, ya que cualquier ingrediente puede ser encapsulado por este método (Yúfera et al., 2005). Se utiliza principalmente alginato como agente encapsulante y su combinación con iones divalentes, como el calcio, para comenzar la gelificación; este gel se va endureciendo conforme aumenta el tiempo de contacto con los iones calcio. Las variables a controlar en el proceso son: pH, concentración de iones, concentración de alginato, entre otros (Pedroza- Islas, 2002). Aunque su costo es favorable, su mayor limitante resulta ser su aplicación a nivel industrial. Además, las microcápsulas obtenidas son muyporosas, lo cual permite una rápida y fácil difusión de aguaasí comodeotros fluidosdentro yfuera de la matriz de alginato; por esto último esta técnica es muy conveniente para la inmovilización de células yenzimas, pero no resultaasícuandoloquesebuscaesproteger completamente el agente activo de su medio (Gouin, 2004). Esta técnica es muy usada en la encapsulación de microorganismos probióticos(Krasaekoopt et al.,2003; Anal y Singh, 2007). En la figura 8 se presenta el procedimiento utilizado para la encapsulacióndebacteriasporlastécnicasde emulsión y extrusión, utilizando a la vez la gelacióniónica.
Conclusiones
Existen en la actualidad una gran cantidad de técnicas de encapsulación no sólo utilizadas en el área alimenticia, sino en otras industrias como la farmacéutica, cosmética y química. Sin embargo, al elegir alguna de estas técnicas, es necesario saber no sólo como se realizan, sino también sus ventajas y desventajas así como sus aplicaciones. Algunos aspectos importantes son: el costo, las diferentes variedades de agentes encapsulantes que pueden ser utilizados, la reproducibilidad a nivel industrial, la solubilidad de los agentes, la sensibilidad del agente activo, las
características físicas de los materiales, las características químicas de los agentes, entre muchos otros aspectos. De la revisión hecha en este artículo se concluye que, por sus ventajas y aplicaciones, los métodos más comúnmente empleados en el área alimenticia son el secado por atomización y laextrusión.
Referencias
Anal, A. K. y Singh, H. 2007. Recent advances in microencapsulation of probiotics for industrial applications and targeted delivey. Trends in Food Science and Technology. 18(5): 240-251.
Dziezak, J. D. 1988. Microencapsulation and encapsulated ingredients. Food Technology (4):131-148.
Gibbs, B. F., Kermasha, S., Alli, I. y Mulligan G. N. 1999. Encapsulation in the food industry: a review. International Journal of Food Science and Nutrition. 50(3):213-224.
Gouin, S. 2004. Microencapsulation: industrial appraisal of existing technologies and trends. Trends in Food Science & Technology. 15: 330347.
Kim, H.Y. y Baianu, I.C. 1991. Novel liposome microencapsulation techniques for food applications. Trends in Food Sciences and Technology. pp. 55-61.
Krasaekoopt, W., Bhandari, B. y Deeth, H. 2003. Evaluation of encapsulation techniques of probiotics for yoghurt. International Dairy Journal. 13 (1):3-13.
Lakkis, J. M. 2007. Encapsulation and controlled release technologies in food systems. Blackwell Publishing. Iowa, EE. UU. pp. 3-9
Madene, A., Jacquot, M., Sher, J. y Desobry, S. 2006. Flavour encapsulation and controlled release- a review. International Journal of Food Science and Technology. 41: 1-21.
Pedroza-Islas, R., 2002. Alimentos microencapsulados: particularidades de los procesos para la microencapsulación de alimentos para larvas de
N. A Guevara-Bretón et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 36 - 49
especies acuícolas. En: Cruz-Suárez, L. E., Ricque-Marie, D., Tapia-Salazar, M., GaxiolaCortés, M. G. y Simoes, N. (Eds.). Avances en nutrición acuícola VI. Memorias del VI Simposium Internacional de Nutrición Acuícola. 3 al 6 de Septiembre del 2002. Cancún, Quintana Roo, México.
Pegg, R. B. y Shahidi F. 1999. Encapsulation and controlled release in food preservation. En: M. S. Rahman (Ed). Handbook of food preservation. Marcel Dekker. EE. UU. pp. 611-667.
Shu, B., Yu, W., Zhao, Y. y Liu, X. 2006. Study on microencapsulation of lycopene by spray-drying. Journal of Food Engineering. 76:664-669.
Soottitantawat, A., Takayama, K., Okamura, K., Muranaka, D., Yoshii, H., Furuta, T., Ohkawara, M. y Linko, P. 2005. Microencapsulation of lmenthol by spray drying and its release characteristics. Innovative Food Science and Emerging Technologies. 6(2):163-170.
Teunou, E. y Poncelet, D. 2005. Rotary disc atomisation for microencapsulation applicationsprediction of the particle trajectories. Journal of Food Engineering. 71(4):345-353.
Yañez, J., Salazar J., Chaires, L., Jiménez, J., Márquez, M. y Ramos, E. 2005. Aplicaciones biotecnológicas de la microencapsulación. Mundo Alimentario. 2:24-30.
Yúfera, M., Fernández-Díaz, C. y Pacual, E. 2005. Food microparticles for larval fish prepared by internal gelacion. Aquaculture. 248(1-4):253-262.
Temas Selectos de Ingeniería de Alimentos 2 (2008): 50 - 57
Temas Selectos de Ingeniería de Alimentos
Productos lácteos fermentados como vehículo para microorganismos probióticos
L. I. Hinestroza – Córdoba *, A. López – Malo
Departamento de Ingeniería Química y Alimentos, Universidad de las Américas – Puebla. San Andrés Cholula, Pue., México.
Resumen
Hoy en día la industria de alimentos busca satisfacer las necesidades de los consumidores, por tal motivo anualmente se desarrollan un gran número de nuevos productos. Entre estos se encuentran los alimentos lácteos fermentados, que además de nutrir ofrecen beneficios a la salud. El objetivo de esta revisión es abordar los productos lácteos fermentados como vehículo para microorganismos probióticos, tomando en cuenta algunos aspectos tales como: definición, composición, clasificación y viabilidad.
Palabras clave: probióticos, lácteos fermentados, vehículo.
Abstract
Today, the food industry seek to satisfy consumer needs for this reason has developed new products, among these are fermented dairy foods besides nourish also offering health benefits. The aim of this review is to address the fermented milk products as a vehicle for probiotic microorganisms, which took some aspects such as the definition, composition, classification and viability.
Keywords: probiotic, fermented milk, vehicle.
Introducción
Los probióticos son microorganismos vivos que incorporados en alimentos, y al ser consumidos en cantidades adecuadas ejercen una acción benéfica sobre la salud del ser humano. Los productos lácteos fermentados hoy en día representan un papel fundamental en la alimentación humana e inciden de manera importante en el estilo de vida de las
* Tel.: +52 222 229 2126, fax: +52 222 229 2727
Direccion electrónica:leidyindira@yahoo.es
personas, por lo cual la industria de alimentos ha desarrollado nuevos productos más allá de su calidad nutricional y sabor agradable.Lalecheesunalimentoquerecibe elhombredesdeelmomentoenquenace, ya largo de su vida; de acuerdo a su versatilidad ysusderivados,esunalimentoindispensable para la mayoría de las culturas. Debido a su consumo y a su composición nutricional, los productos lácteos son utilizados como vehículo para los microorganismos probióticos, entre los que se pueden
Hinestroza
mencionar: leches fermentadas, yogurt, y quesos(Rowland,2002).
Los microorganismos estrechamente ligados a los productos lácteos son las bacterias ácido lácticas que en los últimos años han despertado un gran interés tanto enelsectorindustrialcomoenel científico, debido a que proveen grandes beneficios a la salud. Entre tales beneficios están: mejorar la inmunidad, reducir el nivel de colesterol en sangre, prevenir el cáncer del colon, mejorar la intolerancia a la lactosa, reducir los efectos de la diarrea, así como algunas infecciones urinarias (Ainsley et al.,2005).
Los productos lácteos son los vehículos de probióticos más comercializados actualmente; entre éstos se encuentra el yogurt, leches fermentadas, kéfir, postres refrigerados y congelados (helados), quesos, mantequilla, entre otros. Es evidente que el más conocido es el yogurt. Los cultivos probióticos pueden ser inoculados al iniciar lafermentaciónoseradicionadosalproducto alfinal de lafermentación.Paralograr queel cultivo tenga éxito como probiótico, es necesario que éste sea capaz de sobrevivir y desarrollarse en el medio durante la fermentación y el almacenamiento del producto(Vidal,2006).
El objetivo de este artículo es revisar diferentes productos lácteos fermentados, así como su viabilidad para ser usados como vehículosparamicroorganismosprobióticos.
Revisiónbibliográfica
Viabilidad de los productos lácteos como vehículos de microorganismos probióticos
Para poder llevar a cabo los beneficios a la salud, la bacteria probiótica debe estar viable y disponible en altas concentraciones, con un limite > 106 ufc/g en el producto
- 57
(Vinderola et al., 2002). Se han encontrado algunos factores responsables de la pérdida de la viabilidad de los microorganismos probióticos en los alimentos, tales como: acidez del producto, acidez producida durante el almacenamiento en refrigeración (también conocida como post-acidificación), nivel de oxígeno en los productos, permeabilidad del oxígeno a través del empaque, sensibilidad a sustancias antimicrobianas producidas en el producto, y faltadenutrientesenlaleche(Shah,2001).
Aunque gran parte de la investigación se ha enfocado a leches fermentadas como vehículos de probióticos, se ha observado que estos productos no son los óptimos por mantener altas concentraciones de algunos microorganismos como las bifidobacterias a menos que se inmovilicen. Una alternativa para mantener la viabilidad de las bifidobacterias sería su incorporación en productoscomolosquesos yel yogurtdonde el pH, el contenido de grasa, el nivel de oxígeno y las condiciones de almacenamiento son más adecuados para la supervivencia de este tipo de microorganismos(Hughes,1995).
Los productos lácteos fermentados (fig.1) que se revisaran en este artículo se describenacontinuación
Productos lácteos específicos
Queso. Es un alimento con un alto valor nutricional, que se constituye como un alimento importante en la dieta del hombre. Actualmente, el queso es uno de los productos lácteos que más se consumen en todo el mundo, así como del que mayor cantidad de variedades se conocen (Fox, 1993). En el mundo se fabrican más de 500 tipos diferentes de quesos, por lo que resulta untantodifícilsuclasificación(Blanchette et al.,1996).
2 (2008): 50 - 57
Fig. 1. Algunos productos lácteos fermentados: A. Queso fresco (Anonimo, 1999); B. Yogur natural (Berdayes et al., 1980); C. gránulos de kéfir (Kniesel. 2007); D. Productos lácteos fermentados; E. Kéfir Líquido (Kniesel, 2007).
Segúnla LeyGeneral de Salud Mexicana (1994) se entiende por quesos productos elaborados con la cuajada de leche estandarizada y pasteurizada de vaca o de otras especies animales, con o sin adición de crema, obtenida por la coagulación de la caseína con cuajo, gérmenes lácticos, enzimas apropiadas, ácidos orgánicos comestibles y con o sin tratamiento ulterior por calentamiento, drenada, prensada o no, con o sin adición de fermentos de maduración, mohos especiales, sales fundentes e ingredientes comestibles opcionales, dando lugar a las diferentes variedades de quesos pudiendo clasificarse por su proceso en: frescos, madurados y procesados.
La elaboración de queso generalmente involucralaconcentraciónde grasa ycaseína de la leche por la coagulación enzimática (usando renina) o ácida de la caseína. La leche de vaca es ampliamente utilizada para
la elaboración de quesos (Johnson y Law, 1999). Los quesos de acuerdo a su contenido de humedad se clasifican en: quesos duros (20-45% de humedad), semi duros/semi suaves (45-55% de humedad), y quesos suaves (>55% de humedad). Estos tres tipos de quesos son consumidos después de un periodo de maduración en contraste con los quesosfrescos(>70%dehumedad)(Heller et al., 2003). En cuanto a su valor nutricional, el queso aporta proteínas de alto valor biológico, fósforo, vitaminas A y D, grasa, calcio, riboflavina entre otros nutrimentos (DillonyBerthier,2000).
En relación a los microorganismos, aunque pueden sobrevivir durante mucho tiempo en el queso, no son capaces de crecer si se tienen unas condiciones de almacenamiento correctas. En consecuencia, lasaccionesatomarrespectoalosmismosse basan en primer lugar en la eliminación de las formas vegetativas mediante la pasterización, y la prevención de la
contaminación en todas las fases de la producción.
En la actualidad existen normas (Norma 185-SSA1-2002) que establecen las toleranciasmicrobiológicasdelosquesos.La norma mexicana expide las siguientes especificaciones: los coliformes totales con límite máximo de 10 UFC/g, Staphyloccus aureus <100UFC/g y la ausencia de Salmonella
En la actualidad se han estudiado diferentes tipos de quesos como vehículo para microorganismos probióticos, así como su viabilidad. Por ejemplo, Blanchette et al (1996) incorporaron Bifidobacterium infantis a queso Cottage durante un periodo de almacenamiento de 15 días, siendo las cuentas para este tipo de productos bajas (1x103UFC/g). De igual manera, Jaramillo–Flores et al. (2002) incorporaron Bifidobacterium bifidum encapsulado con alginato de calcio a queso fresco, demostrando que mantienen su viabilidad ideal (1 x106 UFC/g) después de una semana en refrigeración. Por otra parte, Gardiner et al. (1999) incorporaron Enterococcus faecium aquesoCheddar,obteniendocuentas de 4x108 UFC/g durante un periodo de almacenamiento de 15 meses a una temperatura de 8°C, lo que confirmó que el queso Cheddar es un excelente vehículo de microorganismosprobióticos.
Yogurt. Tiene sus orígenes en Turquía, Grecia, Rumania y Hungria. Es un producto lácteo fermentado, levemente ácido, de consistencia semisólida que es producido por homogeneización y pasteurización; además es efectivo para restaurar y mantener el funcionamiento normal del equilibrio intestinal. El yogurt se ha popularizado en muchos países del mundo debido a que una gran cantidad de personas tiene problemas digestivos y consumen yogurt para ayudar al tratamiento de estos desórdenes. Otras
(2008): 50 - 57
personas lo consumen para mantener o conservar su salud, ya que proporciona nutrientes como proteínas y vitaminas del complejo B. Y por supuesto, mucha gente consume yogurt por su textura y sabor agradable. Adicionalmente, el yogurt es producido a bajo costo, lo que es un beneficio para los consumidores y productores(TamineyRobinson,1991).
Según la Ley General de Salud de México (1996) se entiende por yogurt como un producto lácteo obtenido de la mezcla de leche entera, semidescremada o descremada conlechedescremadadeshidratada,sometida aunproceso depasteurización ycoagulación por fermentación, mediante la inoculación con dos bacterias Lactobacillus bulgaricus y Stretococcus thermophilus.
La elaboración del yogurt se lleva a cabo por medio de una fermentación de la leche por la acción de algunos microorganismos, los cuales hacen que se genere un sabor característico (Laye et al., 1993). Se elabora de leche de vaca generalmente descremada y en ocasiones enriquecida con sólidos de leche por adición de 2-5% de un fermentado láctico, que contenga igual proporción de L. bulgaris o L. helveticus y S. thermophilus. Estamezclasellevaa35°Cyenestaetapase proporcionan las condiciones de temperatura y tiempo para que se desarrolle óptimamente el cultivo inoculado responsable de la fermentación láctica y formación de compuestos característicos de aroma y sabor (TamineyRobinson,1991).
La Ley General de Salud de México (1996) establece que el producto final debe tener una acidez entre 0.85% y 1.8% expresada como porcentaje de ácido láctico; el pH debe tener un valor de entre 4.2 y 4.6, siendo el pH óptimo de 4.6 para obtener el aroma y las características deseables. La temperatura de almacenamiento debe estar entre0y7°C.
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 50 - 57
El yogurt es un alimento de gran valor nutricional, ya que aporta cantidades importantesdenutrimentosesencialesparael cuerpo humano. De acuerdo a su composición el yogurt contiene: calcio, fósforo,proteínasdealtacalidad,aligualque vitaminas como D, A, B1, y B2. Es un producto que aporta beneficios importantes al ser humano, ya que estimula las secreciones del aparatodigestivo, favorece la buena digestibilidad, aumenta el coeficiente deretencióndenumerosassustancias,yesun alimento importante para personas intolerantesalalactosa(Lamoureux,2002).
En la industria existen diferentes tipos de yogurt como pueden ser: líquido, concentrado, congelado, deshidratado, entre otros. El yogurt tiene un sabor ácido y se puedehacerdedistintossabores cuandosele adiciona fruta o cualquier saborizante artificial(TamineyRobinson,1991).
Los cultivos que generalmente se utilizan para la elaboración del yogurt y otros productos derivados de leche se denominan iniciadores de la fermentación; éstos se clasifican en dos grupos: los que fermentan la lactosa en ácido láctico y los que fermentan el ácido cítrico (Tamine y Robinson,1991).
El yogurt siempre ha tenido una imagen de alimento saludable, por lo que se le considera como un alimento funcional por excelencia, pero además como el vehículo idealparalaadicióndeprobióticos,
A nivel de viabilidad de microorganismos después de la encapsulación, Bodana y Roa (1990) observaron que los microorganismos de yogurt (Streptococcus thermophilus y Lactobacillus bulgaricus) son capaces de inactivar carcigenógenos como la 2 –dimetil hidracina y la N-metil- N- nitro-N-
nitrosoguanidinaparaevitareldañodelDNA enelcolon.
Por otra parte, se han llevado a cabo estudios inoculando bifidobacterias (como células libres) en yogurt, encontrándose que la viabilidad de este producto no es muy efectiva para tales microorganismos, debido a que las bifidobacterias son muy susceptiblesavalores de acidez elevada.Por esto, se han diseñado nuevos procesos y técnicas de encapsulación, usando materiales encapsulantes como carragenina y alginato, entre otros, para proporcionar protección a lascélulas.(LeeyHeo,2000).
Kéfir Es muy popular en Europa; es un producto que resulta de la fermentación de leche con una mezcla de bacterias lácticas y levaduras de distintas especies. La mezcla de microorganismos está atrapada en una goma, lo cual hace que se forme una masa que recibe el nombre de granos de kéfir o búlgaros; la goma es llamada kefirano y es producida por algunas bacterias lácticas que se multiplican por la fermentación. Al kéfir se le atribuyen algunos beneficios para la salud, debido al polisacárido que contiene (Koroleva, 1991); por ejemplo, se han realizado estudios con ratas que demuestran que el consumo de kéfir mejora la repuesta inmune de la mucosa intestinal contra la toxina del cólera. Por otra parte, también se ha demostrado que tanto el kéfir lácteo como el de soya poseen actividades antimutagénicas y antioxidantes significativas que los ubican dentro de los alimentos lácteos funcionales más promisorios(ThoreuxySchmucker,2001).
El kéfir se elabora de leche de vaca, entera o descremada, e incluso puede elaborarse con mezclas de leche y del suero de leche; se pasteuriza a una temperatura entre 85 y 95°C, durante 30 minutos. La inoculación se realiza entre 22 y 25°C y se fermenta hasta que el producto alcanza una
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 50 - 57
acidezentre0.7y1.0%;deácidolácticoyun contenido de 1% etanol, contiene además diacetilo y acetaldehído, los cuales son compuestos importantes para proporcionar el sabor característico al producto (GarcíaGaribay et al.,1993).
A nivel de viabilidad Garrote et al (2004) llevó a cabo varias pruebas in vitro para tratar de explicar cómo funcionan las bacterias en los granos de kéfir, mostrando que los dos lactobacilos hererofermentativos (L. kéfir y L. parakefir)poseenuna capa de proteína que puede ser usada para explicar en parte su auto-agregación ypropiedades de la hemoaglutinación. Además pudieron demostrar que estas dos bacterias se adhieren a las células, por lo que se llega a concluir que estas dos bacterias serán excelente vehículo de transporte para probióticos
Se conoce otro tipo de leches fermentadas como es el caso de la leche bífidofermentada,delaquehayestudiosque indican que cuando se elabora tanto a partir de leche de vaca como de cabra utilizando Bifidobacterium bifidum como probiótico se obtienen productos aceptables con pH de 5 y cuentas finales de aproximadamente 1 x 108 ufc/ml(Liu et al.,2005).
Incremento de la supervivencia
Del estudio de los aspectos tecnológicos relacionados con los productos lácteos como vehículos para microorganismos probióticos, se han generado una serie de recomendaciones para incrementar la supervivencia de estos microorganismos en dichos vehículos. Entre tales recomendacionesestánlassiguientes:
• Uso de inóculos elevados de microorganismos probióticos con la finalidad de asegurar que en el producto final se tenga la concentración final
recomendada de 1 a 100 millones de microorganismosporgramo.
• Adición de factores promotores de crecimiento para probióticos como fuentes de nitrógeno, como extractos de levadura, hidrolizados de caseína, combinaciones de aminoácidos, ribonucleótidos,péptidosyotros.
• Adición de compuestos que disminuyan el potencial redox del medio como ácido ascórbicoycisteína(Roy,2005).
Conclusiones
Los productos lácteos son fuentes ricas de proteínas, calcio, y toda una serie de vitaminas, minerales y compuestos bioactivos, por lo que son un vehículo ideal para adicionar microorganismos probióticos, yotrosingredientesfuncionales.
Losprobióticosayudanamejorarelvalor nutritivo de los alimentos a los cuales se les incorporan; además de que contribuyen a mejorar la estructura y función del tracto gastrointestinal, pueden facilitar la digestión yabsorcióndenutrientesyelestadonutritivo delserhumano.
Referencias
Ainsley, A., Vuillemard, J. C., Britten, M., Arcand, Y., Farnmworrh, E. y Champagne, C.P. 2005. Microentrapment of probiotic bacteria in a Ca2 –induced whey protein gel and effects on their viability in a dynamic gastro-intestinal model. Journal of Food microencapsulation. 22(6):603619.
Anonimo, 1991. Lote de material para aprender la elaboración del queso fresco, maduro con moho blanco fresco, maduro con moho blanco (tipo camembert) y moho verde ( tipo roquefort) y yogur; además el libro "Los quesos". Disponible en http://www.capraispana.com, adquirido 5/05/2008.
Blanchette, L., Roy, D., Bélanger, G. and Gauthier, S.F. 1996. Production of cottage cheese using
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 50 - 57
dressing fermented by bifidobacteria. Journal Dairy Science. 79: 8-15.
Bodana, A.R. and Rao, D.R. 1990. Antimutagenic activity of milk fermented by Streptococcus thermophilus y Lactobacillus bulgaricus. Journal Dairy Science. (73) 3379-3384.
Barman B. y Longo, E. 1980. El laboratorio profeco reporta, el yogurt, un alimento esencial. Revista del Consumidor N° 304. México
Dillon, J.C. y Berthier, A.M. 2000. Nutricional characteristics of cheese, en Cheesemaking-from Science to Quality Assurace, Eck, A. y Gillis, J.C., Eds., Lavoisier Publishing, Paris, pp. 66373.
Fox, P.F., McSweeney, P.L.H., Wallace, J., y Law.1993. Cheese, an overview, in Cheese: Chemistry, Physics and Microbiology. 2a.ed. Chapman and Hall: London, p.1.
García-Garibay, Revah S, Gómez-Ruiz L. 1993 Productos lácteos. En: Biotecnología Alimentaria Editorial Limusa, S.A., México D.F., pp. 153223.
Gardiner, G., Stanton, C., Lynch, P.B., Collins, J.K., Fitzgerald, G. and Ross, R.P. 1999. Evaluation of Cheddar cheese as a food carrier for delivery of a probiotic strain to the gastrointestinal tract. Journal Dairy Science. (82) 1379-1387.
Garrote, G.L., Delfederico, L., Bibiloni, R., Abraham, A.G., Perez, P.F., Semorile, L. and De Antoni, G.L. 2004. Lactobacilli isolated from kefir grains: evidence of the presence of Slayer proteins. Journal of Dairy Research 71: 222-230.
Heller, K. J, Bockelmann, W., Schrezenmeir, J. y deVrese, M. 2003. Cheese and its potencial as a probiotic food. En “Handbook of Fermented Functional Food”. Ed. E.R. Farnworth p. 203. CRC Press. Boca Ratón. Fla. E.U.A.
Hughes, D. B. and Hoover, D.G. 1995. Viability and enzymatic activity of bifidobacteria in milk. Journal Dairy Science. 78: 268-276.
Jaramillo-Flores, M. E., Flores, M. and HernándezSánchez, H. 2002. Survival of Bifidobacterium bifidum during the elaboration of a low-fat
spreadable fresh cheese. IFT Annual Meeting Book of Abstracts. Anaheim, CA, USA. p. 103.
Johnson, M. y Law, B.A. 1999 The origins, development and basic operations of cheesemaking technology, en Technology of Cheese Making, Law, B.A., Ed., Sheffield Academic Press, Shefield, pp.1-32.
Lamoureux, L., Roy, D. and Gauthier, S.F. 2002. Production of oligosaccharides in yogurt containing bifidobacteria and yogurt cultures. Journal Dairy Science. (85) 1058-1069.
Kniesel, V. A. 2007. Wikipedia Disponible en: http://es.wikipedia.org/wiki/Imagen:Kefirpilze.jp g, adquiridad 5/05/2008.
Koroleva N. S. 1991. Products prepared with lactic acid bacteria and yeasts. En: Therapeutic Properties of Fermented Milks. Elsevier Applied Sciences, London, pp. 159-179.
Lee, K.Y. and Heo, T.R. 2000. Survival of Bifidobacterium longum immobilized in calcium alginate beads in simulated gastric juices and bile salt solution. Appl. Environm. Microbiol. 66 (2): 869-873.
Laye, I., Karleskind, D. y Morr, C. 1993 Chemical, microbiological and sensorial properties of plain non fat yogur. Journal of Food Science. 58: 1991995.
Ley General de salud en México. 1996. Reglamento de la ley general de salud en material de control sanitario de actividades, establecimiento, productos y servicios. 14ª. Ed. México. D.F
Ley General de Salud. Norma oficial mexicana NOM121-SSA1-1994. Queso frescos, maduros y procesados bienes y servicios. quesos: frescos, madurados y procesados. Especificaciones sanitarias.
Liu, J.R., Chen, M.J. and Lin, C.W. 2005. Antimutagenic and antioxidant properties of milkkefir and soymilkkefir. J. Agric. Food Chem 53(7): 2467-2474.
NOM 185-SSA1-2002. Productos y servicio. Mantequilla, crema, productos lacteos condesados azucarado, productos lecteos fermentados y acidificados y dulces a base de Encontrado en la
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 50 - 57
web. leche. http://www.salud.gob.mx/unidades/cdi/nom/185ss a12.html, adquirido 30/03/2008.
Rowland, I. Ortega, R.M., Aranceta, J.M y Renguejo, A.M. 2002. Alimentos funcionales Nuevas tendencias. en Alimentos Funcionales. Probióticos. Editorial Médica Panamericana. Madrid. pp. 1-8.
Roy, D. 2005. Technological aspects related to the use of bifidobacteria in dairy products. Lait (85) 3956.
Shah N. 2001. Functional Food from Probiotics and Prebiotics. Food Technology. 55(11): 46-53.
Tamine, A. Y y Robinson, R. K. 1991. Yogurt, Ciencia y Tecnología. 1° Edición. España. Acriba. Zaragoza. p. 8.
Thoreux, K. and Schmucker, D.L. 2001. Kefir milk enhances intestinal immunity in young but not old rats. J. Nutr. (131) 807-812.
Vidal, D. R. 2006. Probióticos: aspectos microbiológicos y tecnológicos. Journal Alimentción, Nnutrición y Salud 13:(2) 48-52.
Vinderola, C.G., Mocchiuti, P y Reinheimer, J. 2002 Interactions Among Lactic Acid Starter and Probiotic Bacteria Used for Fermented Dairy Products. Journal of Food Science. 85: 721-729.
L. I. Hinestroza – Córdoba et al. / Temas Selectos de Ingeniería de Alimentos 2 (2008): 50 - 57
Temas Selectos de Ingeniería de Alimentos 2 (2008): 58 - 65
Temas Selectos de Ingeniería de Alimentos
Uso de microondas para el calentamiento de alimentos
A. A. Cano - Montiel *
Departamento de Ingeniería Química y Alimentos, Universidad de las Américas – Puebla. San Andrés Cholula, Pue., México.
Resumen
El presente trabajo aborda la tecnología de microondas en el calentamiento de alimentos, se discuten los principios en los que se basa este proceso, los componentes del microondas y las aplicaciones recientes en procesos industriales que implican calentamiento como el secado, pasteurización, esterilización y freído, entre otros. El uso doméstico ha tenido un gran éxito ya que representa un medio de calentamiento rápido y fácil, mientras que la aplicación industrial, aún cuando es aplicada a los procesos mencionados previamente, no se ha implementado como otras tecnologías. Algunas de las ventajas de esta tecnología son: mejora en la calidad de los alimentos, extensión de la vida de anaquel sin el uso de conservadores, mantenimiento de la apariencia y sabor naturales, bajo costo de distribución debido a la vida de anaquel extendida, ahorro energético, bajos costos de mantenimiento, personal mínimo, además de ser una tecnología amigable con el medio ambiente.
Palabras clave: Microondas, calentamiento, pasteurización, secado, esterilización.
Abstract
This paper addresses the microwave technology on food heating, the principles underlying this process, the components of the microwave and recent applications in industrial processes that involve heating and drying, pasteurization, sterilization and frying, among others are discussed. The domestic implementation has had a great success since it represents a means of warming quick and easy, while the industrial application, particularly when it is applied to procedures mentioned previously, it hasn´t had the same success as other technologies. Some of the advantages of this technology are: improving food quality, extending the shelf life without the use of preservatives, maintaining the natural appearance and flavor, low-cost distribution because of the extended shelf life, energy saving, low maintenance costs, minimum personnel, in addition of being a technology friendly to the environment.
Keywords: Microwave, heating, pasteurization, drying, sterilization, quality.
Introducción
En los últimos 10 años el uso de microondas (MO) ha encontrado muchos campos industrialesdeaplicaciónenlosprocesosde
* Tel.: +52 222 229 2126, fax: +52 222 229 2727
Direccion electrónica:ancamont@yahoo.com
calentamiento de los alimentos, donde los mecanismos convencionales (conducción, convección e irradiación) no permiten conseguir eficaz y rápidamente un incremento homogéneo de la temperatura. Comparadoconlamayoríadelosmétodosde
A. A. Cano – Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 58 - 65
calentamiento, las principales ventajas de la tecnología de microondas son la penetración inmediata y la alta rapidez de calentamiento, elahorrodeenergíaylamejoradelacalidad.
Además de los usos bien conocidos en el ámbito doméstico para calentar, cocinar y descongelar, se han desarrollado diversos equipos industriales que han ampliado enormemente las posibilidades de aplicación de las microondas en alimentos. De esta forma, las microondas se han utilizado durante los últimos años en operaciones como el secado, pasteurizado, esterilizado y freído. A nivel industrial, las microondas se utilizan para la descongelación de carne, tratamiento y manejo de mantequilla congelada, pasteurización en flujo continuo de leche, crema, yogurt, salsas, purés y alimentos infantiles. Como se observa, la versatilidad de la tecnología de MO le ha permitido ser aplicada en un sinnúmero de procesos y con un objetivo claro: ser una tecnologíaamigableconelmedioambiente y quepermitareducircostosdeoperación.
El presente trabajo busca mostrar el estado actual del uso de la tecnología de microondas en alimentos, los principios fisicoquímicos del proceso, las principales aplicaciones y sus ventajas respecto al calentamientoconvencional.
Revisiónbibliográfica
Generalidades
El calentamiento con microondas se refiere al uso de ondas electromagnéticas de ciertas frecuencias para generar calor en un material (Datta y Davidson, 2003). Las frecuencias asignadas por la Comisión Federal de Comunicaciones de Estados Unidos (FCC) para propósitos de calentamiento se enlistan en la tabla 1. Generalmente,elprocesamientodealimentos pormicroondasusalasfrecuenciasde2450y 950 MHz (Schlegel, 1992). De estas dos, la de 2450 MHz es usada en hornos domésticos y ambas son usadas en el calentamiento a nivel industrial (Michael et al., 1997). Sin embargo, aún cuando la frecuencia de 2450 MHzeslamásusada,laabsorcióndeenergía y el calentamiento de los alimentos son más efectivos a bajas frecuencias (Oliveira y Franca;2002).
La región de microondas del espectro electromagnético (fig. 1) se encuentra entre la radiación infra-roja y las frecuencias de radio y corresponde a longitudes de onda de 1cma 1metro. Laslongitudesdeonda entre 1 y 25 cm son ampliamente usadas para la transmisión vía RADAR y el intervalo de longitudes de onda restantes es usado para telecomunicaciones. Con la finalidad de no interferir con estos usos, los calentadores de
Frecuencia
915 MHz ± 13 MHz
2450 MHz ± 50 MHz
5800 MHz ± 75 MHz
24125 MHz ± 125 MHz
Microondas
Tabla I. Frecuencias asignadas por la FCC para uso industrial, científico y médicoa
a Datta y Davidson, 2003
A. A. Cano – Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 58 - 65
1. Espectro electromagnético (Fuente: Michael et al., 1997).
microondas domésticos e industriales están programados para operar a 12.2 cm (2450 MHz) o 33.2 cm (950 MHz) (Michael et al., 1997).
Proceso de generación de calor
El calentamiento con microondas involucra principalmente dos mecanismos: dieléctricoyiónico.Elaguaenelalimentoes la principal responsable del calentamiento dieléctrico. Debido a su naturaleza dipolar, las moléculas de agua tratan de acoplarse y seguir al campo electromagnético asociado con la radiación electromagnética conforme oscila a frecuencias muy altas. Estas oscilaciones de las moléculas de agua producen calor. El segundo mecanismo de calentamiento es a través de la migración oscilatoriadeionesenelalimentoquegenera calor bajo la influencia del campo eléctrico oscilatorio (Schlegel, W. 1992; Heddleson et al., 1994; Oliveira y Franca; 2002; Datta y Davidson,2003).
La velocidad de generación de calor por unidad de volumen, Q, en una ubicación particular en el alimento durante el calentamiento por microondas puede ser caracterizadaporlasiguienteexpresión:
Donde E es la fuerza del campo eléctrico delaondaenesaubicación, f eslafrecuencia del microondas, 0 es la permitividad del espacio libre (una constante física), y ´´ es el factor de pérdida dieléctrica (propiedad dieléctrica) representando la habilidad del material de absorber la onda. Las propiedades dieléctricas dependen de la composición (o formulación) del alimento, siendo la humedad y el contenido de sal los dos aspectos de principal interés. El subsecuente incremento de la temperatura en el alimento depende de la duración del calentamiento, la transferencia por convección de calor en la superficie y la cantidad de evaporación de agua dentro del alimento y en la superficie (Michael et al., 1997).
El horno de microondas
Aunque varios son los componentes de un horno de MO (fig. 2), la operación de calentamiento se basa en tres de ellos (Schlegel,1992):
Magnetrón. Es la unidad que convierte la energía eléctrica en energía de MO de alta frecuencia, es un diodo termoiónico que posee un ánodo y un cátodo calentado directamente (Michael et al., 1997). En sistemas industriales, está acoplado a una computadora y se ajusta individualmente
Fig.
A. A. Cano – Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 58 - 65
para cumplir con los requerimientos del producto. Lafigura 3muestrael esquemadel magnetrón.
Sistema guiador de ondas. Es un acoplador ysintonizadordireccionalqueguíalaenergía de MO al punto de aplicación. Al enfocar la energía directamente a un área pequeña se garantiza un óptimo en la eficiencia, así comounalargavidadelmagnetrón.
Cámara de tratamiento. El alimento es expuesto a las MO dentro de la cámara, un espacio cerrado cuyo centro se encuentra acoplado al sistema guiador de ondas y que seencuentraaislado.
Efecto de las características de los alimentos en el calentamiento
Cada producto reacciona de manera diferente a las microondas, dependiendo de
Fig. 2. Elementos de un horno de microondas doméstico (Michael et al., 1997).
Fig. 3. Ilustración esquemática de un magnetrón (Michael et al., 1997).
A. A. Cano – Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 58 - 65
sus propiedades dieléctricas, tamaño, peso, homogeneidad y porcentaje de humedad. Debido a que todos los productos son diferentes, será necesario procesarlos usando diferentescondiciones(Harlfinger,1992).
Efecto del tamaño del alimento La velocidad del calentamiento está en función del tamaño y forma del alimento, las formas irregulares y pequeñas permiten una mayor disipación de energía electromagnética en calor(OliveirayFranca, 2002).Enproductos grandes, el calentamiento ocurre principalmente de la superficie hacia el centro, mientras que en productos pequeños elcalentamiento essignificativoenlaspartes internas.
Aplicaciones actuales
La tecnología de microondas está siendo usada como medio de calentamiento en diversos procesos de transformación de alimentos, a continuación se hace una breve discusióndeellos;
Secado. En este proceso, el uso de MO cumple con los cuatro principales requerimientos tecnológicos: velocidad de operación, eficiencia energética, costo de operación y calidad del producto final. Sin embargo, dado que el calentamiento exclusivo por MO tiene algunos inconvenientes como falta de uniformidad del calor en el alimento, posible daño a la textura ypenetraciónlimitadadelaradiación en el alimento (Zhang et al., 2006), su aplicación en el secado de alimentos se ha realizado de forma acoplada con otros procesos como aire caliente (Funebo, y Ohlsson, 1998; Andrés et al., 2004), vacío (Clary et al., 2005), lecho fluidizado (Feng y Tang, 1998) y liofilización (Barret et al., 1997). Al combinar ambas tecnologías se están desarrollando procesos muy eficientes en el secado de alimentos al aprovechar las ventajas que cada proceso aporta, aunque en
la mayoría, el efecto más importante es la reduccióndelostiemposdesecado.
Pasteurización. La tecnología de MO permite lograr incrementos lineales de la temperatura, característica que la hace muy factible en la aplicación de tratamientos térmicos como la pasteurización. Dada su versatilidad, se ha aplicado en productos como carnes empacadas (Huang y Sites, 2007), purés de papa (Burfoot et al., 1996), huevos (Dev et al., 2008), pasta, productos panificados, comidas preparadas (Harlfinger, 1992) yespárragosensalmuera(Lau yTang, 2002), entre otros productos. En la mayoría de los casos se han obtenido productos con atributos sensoriales mejorados, respecto a los productos obtenidos usando procesos de pasteurizaciónconvencional.
Esterilización.ElusodeMOenesteproceso permite obtener productos con larga vida de anaquel, libres de conservadores y con la ventaja de contar con un mejor sabor, ya que el calentamiento se logra en un tiempo reducido(3a5vecesmásrápidoqueenotros sistemas de esterilización comercial). El productoesterilizadopor estavíanotienelos efectos del abuso de temperatura, tiene una mejor apariencia, textura y sabor que los productos procesados por cualquier otra tecnologíadisponible.Enestecaso, dadoque los productos son esterilizados en su empaque, es importante tener precaución en los materiales usados para este fin, ya que pueden presentar problemas durante el proceso, especialmente los que contienen metal. Son deseables los materiales transparentes y con un alto punto de fusión como el polipropileno (Harlfinger, 1992; George,1993).
Freído. El uso de MO en el freído puede ser considerado como una nueva forma de mejorar la calidad de los productos freídos. Los alimentos que son sometidos a MO, exhiben una pérdida de humedad mayor que
A. A. Cano – Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 58 - 65
en los procesos convencionales de calentamiento, produciendo una tasa de evaporación mayor, dando como resultado unamayorabsorcióndeaceite.Esunproceso que permite mejorar el rendimiento, ahorro de aceite de freído, velocidad, sanidad, vida de anaquel extendida y calidad superior (Schiffmann,1992;Oztop et al.,2007).
Calentamiento de pan. Dado el estilo de vida actual de los consumidores, la tecnología de MO está siendo utilizada para el recalentamiento de productos panificados, específicamente del pan. Se ha observado que por este medio, aún cuando es fácil y rápido, el pan desarrolla características indeseables debido a la pérdida de agua por evaporación (Sumnu, 2001; Mandala, 2005). Esta problemática ha sido la justificación para realizar trabajos de investigación que buscan aprovechar esta tecnología para recalentar el pan y evaluar el efecto del recalentamiento en sus características. De esta forma, en la última década se han desarrollado diferentes formulaciones y alternativas como tratamientos para inducir la hidrólisis del gluten, la adición de hidrocoloides y emulgentes, solos o en combinación, debido a su capacidad de retención de agua (Clarke y Farrell, 2000; Mandala, 2005; Sumnu et al., 2007), entre otros.
Otras aplicaciones. Adicionalmente, la tecnología de MO está siendo utilizada en operaciones muy específicas como la inactivación de enzimas (v. g. peroxidasa en zanahoria y clorofilasa en té verde), proceso que ha mostrado ser muy efectivo en comparación con otros tratamientos, como el calentamiento convencional, ya que los efectos colaterales como la pérdida de vitaminas se reducen de manera considerable y la calidad de los productos se ve mejorada (Soysal y Söylemez, 2005; Gulati et al., 2003;Huang et al.,2007).
Ventajas del calentamiento con microondas
Los beneficios de la tecnología de microondas incluyen una mejora en la calidaddelosalimentos,extensióndelavida de anaquel sin el uso de conservadores, mantenimiento de la apariencia y sabor naturales, bajo costo de distribución debido a la vida de anaquel extendida, ahorro energético, bajos costos de mantenimiento, personal mínimo, además de ser una tecnología amigable con el medio ambiente (Schlegel,1992).
En procesos de pasteurización y esterilización, el calentamiento con microondas es preferido sobre el calentamiento convencional debido a que es muy rápido y requiere menos tiempo (3 a 5 minutos) para alcanzar la temperatura deseada en el proceso (Schlegel, 1992; Ryynanen y Ohlsson, 1996; Datta y Davidson, 2003). Por otra parte, en procesos dedeshidratación,elusodemicroondastiene las siguientes ventajas: se puede ajustar el nivel de absorción de energía, puede hacerse un calentamiento selectivo en algunas porcionesdelalimento,ocurreunadisipación rápida de la energía a través del alimento, ocurreunamigraciónrelativamentemenorde los componentes del alimento que son solubles en agua, el proceso se lleva a cabo a temperaturas bajas cuando se realiza en vacío, se logra una deshidratación más eficiente, etc. (Zhang et al., 2006).Sin embargo, el uso de la tecnología de MO a gran escala está restringido debido a su alto costo.
Conclusiones
La tecnología de MO estásiendoutilizada en una gran variedad de operaciones a nivel doméstico e industrial. Algunos ejemplos de su aplicación son el secado, pasteurización, esterilización y freído, entre otras. En cada proceso se han encontrado ventajas y
A. A. Cano – Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 58 - 65
desventajas, sin embargo, en operaciones industrialesqueimplican sólounaumentode temperatura y remoción de humedad, la tecnología de MO ha encontrado importantes aplicaciones y se prevé que seguirá mejorando a fin de lograr un valor agregado en los procesos. Se percibe que, dadas las necesidades de fuentes de energía alternas, y siempre y cuando se logren minimizar las deficiencias actuales, la tecnología de MO puede tener grandes aportaciones al desarrollo económico, amén de las ventajas únicas que posee dado su carácter amigable conelmedioambiente.
Referencias
Andrés, A., Bilbao, C. y Fito, P. 2004. Drying kinetics of apple cylinders under combined hot airmicrowave dehydration. Journal of Food Engineering. 63, 71-78.
Barret, A., Cardello, A., Prakash, A., Mair, L., Taub, I. y Lesher, L. 1997. Optimization of dehydrated egg quality by microwave assisted freeze-drying and hydrocolloid incorporation. Journal of Food Processing and Preservation. 21, 225-244.
Burfoot, D., Railton, C., Foster, A. y Reavell, S. 1996. Modelling the pasteurization of prepared meals with microwaves at 896 MHz. Journal of Food Engineering. 30, 117-133.
Clarke, C. y Farrell, G. 2000. The effects of recipe formulation on the textural characteristics of microwave-reheated pizza bases. Journal of the Science of Food and Agriculture. 80, 1237-1244.
Clary, C., Wang, S.J. y Petrucci, V. 2005. Fixed and incremental levels of microwave power application on drying grapes under vacuum. Journal of Food Science. 70 (5): 344-349.
Datta, A. y Davidson, P. 2003. Microwave and radio frequency processing. Journal of Food Science 32-41.
Dev, S., Raghavan, G. y Gariepy, Y. 2008. Dielectric properties of egg components and microwave heating for in-shell pasteurization of eggs. Journal of Food Engineering. 86, 207-214.
Feng, H. y Tang, J. 1998. Microwave finish drying of diced apples in spouted bed. Journal of Food Science. 63 (4): 679-683.
Funebo, T. y Ohlsson, T. 1998. Microwave-assisted air dehydration of apple and mushroom. Journal of Food Engineering. 38, 353-367.
George, R. 1993. Recent progress in product, package and process design for microwaveable foods. Trends in Food Science & Technology. 4 (12): 390-394.
Gulati, A., Rawat, R., Singh, B. y Ravindranath, S. 2003. Application of microwave energy in the manufacture of enhanced quality green tea. Journal of Agriculture and Food Chemistry. 51, 4769-4774.
Harlfinger, L. 1992. Microwave sterilization. Food Technology. 46, 57-61.
Heddleson, R. A., Doores, S. y Anantheswaran, R. C. 1994. Parameters affecting destruction of Salmonella spp. bymicrowave heating. Journal of Food Science. 59(2):447-451.
Huang, L. y Sites, J. 2007. Automatic control of a microwave heating process for in-package pasteurization of beef frankfurters. Journal of Food Engineering. 80, 226-233.
Huang, Y., Sheng, J., Yang, F. y Hu, Q. 2007. Effect of enzyme inactivation by microwave and oven heating on preservation quality of green tea. Journal of Food Engineering.78, 687-692.
Lau, M. y Tang, J. 2002. Pasteurization of pickled asparagus using 915 MHz microwaves. Journal of Food Engineering. 51, 283-290.
Mandala, I. 2005. Physical properties of fresh and frozen stored, microwave-reheated breads, containing hidrocolloids. Journal of Food Engineering. 66, 291-300.
Michael, D., Mingos, P. y Baghurst, R. 1997. Applications of microwave dielectric heating effects to synthetic problems in chemistry. En: Kingston, H. y Haswell, S. (Eds.). MicrowaveEnhanced Chemistry. Library of Congress Cataloging-in-Publication Data. Washington, D. C. EE.UU. pp. 1-54.
A. A. Cano – Montiel / Temas Selectos de Ingeniería de Alimentos 2 (2008): 58 - 65
Oliveira, M. y Franca, A. 2002. Microwave heating of foodstuffs. Journal of Food Engineering. 53: 347359.
Oztop, M., Sahin, S. y Sumnu, G. 2007. Optimization of microwave frying of potato slices by using Taguchi technique. Journal of Food Engineering 79: 83-91.
Ryynanen, S. y Ohlsson, T. 1996. Microwave heating uniformity of ready meals as affected by placement, composition, and geometry. Journal of Food Science. 61(3):620-624.
Schiffmann, R. 1992. Microwave processing in the U. S. food industry. Food Technology. 46: 52-56.
Schlegel, W. 1992. Commercial pasteurization and sterilization of food products using microwave technology. Food Technology. 46(12):62-63
Soysal, C. y Söylemez, Z. 2005. Kinetics and inactivation of carrot peroxidase by heat treatment. Journal of Food Engineering. 68: 349356.
Sumnu, G. 2001. A review on microwave baking of foods. International Journal of Food Science and Technology. 36: 117-127.
Sumnu, G., Datta, A., Sahin, S., Keskin, S. y Rakesh, V. 2007. Transport and related properties of breads baked using various heating modes. Journal of Food Engineering. 78: 1382-1387.
Zhang, M., Tang, J., Mujumdar, A.S. y Wang, S. 2006. Trends in microwave-related drying of fruits and vegetables. Trends in Food Science and Technology. 17: 524-534.
Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
Temas Selectos de Ingeniería de Alimentos
Comparación y evaluación de las pruebas de diferencia Dúo – trío, triangular, ABX e igual diferente
R. Olivas - Gastélum*
Departamento de Ingeniería Química y Alimentos, Universidad de las Américas – Puebla. San Andrés Cholula, Pue., México.
Resumen
La evaluación sensorial de alimentos es de suma importancia en la investigación y el desarrollo de alimentos. Las pruebas sensoriales existentes se deben utilizar dependiendo del tipo de información que se desee obtener. Las pruebas de diferencia se utilizan cuando se desea conocer si dos alimentos son perceptiblemente diferentes, y son ampliamente usadas tanto en la academia como en la industria por sus aplicaciones en el control de calidad, el estudio del impacto por cambios en la formulación o el proceso, la habilidad de los consumidores para discriminar entre dos productos similares, entre otras aplicaciones. Primero, se lleva a cabo una revisión de las pruebas discriminativas, y posteriormente se describen teorías de análisis de resultados que tienen como finalidad indicar si hay o no diferencias a partir de un análisis estadístico. Finalmente, se revisan los fundamentos de la modelación Thurstoniana, incluyendo el cálculo del parámetro d’. El presente artículo provee un panorama de algunas pruebas de diferencia, considerando el proceso cognitivo que se lleva a cabo en cada una de las pruebas. La consideración de todas estas variables permitirá la selección del protocolo más adecuada en investigaciones de evaluación sensorial con este tipo de pruebas.
Palabras clave: Pruebas de diferencia, Igual-diferente, Modelación Thurstoniana, d’, Distribución binomial.
Abstract
Sensory evaluation has a major contribution to research and development of foods. The existent methods must be used accordingly with the desired information. Difference tests are to be used when a researcher wants to know if two confusable stimuli are perceivably different. Difference tests have important applications in quality control, reformulation studies, and consumer research, and are widely used both in industry and in education. At first, a review on difference tests, and the theories to analyze the results on difference testing are addressed. Later, Thurstonian Modelling fundamentals and d’ calculations are also explained. The present work provides a revision on some difference tests, considering the cognitive strategy being held in each of the tests. The review of all the variables involved in difference testing will allow the selection of the appropriate test in sensory evaluation research.
Keywords: Difference tests, Same-different, Thurstonian Modelling, d’, Binomial distribution
* Tel.: +52 222 229 2126, fax: +52 222 229 2727
Direccion electrónica:ricardo.olivasgm@udlap.mx
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
Introducción
La evaluación sensorial es el análisis de alimentosuotrosmaterialespormediodelos sentidos (Anzaldúa-Morales, 1994). La palabra sensorial se deriva de latín sensus, que quiere decir sentido. La evaluación sensorial de los alimentos es una técnica de medición tan importante como los métodos químicos,físicos,microbiológicos,etc.
Las técnicas de evaluación sensorial tienen fundamento científico al igual que otros tipos de análisis al ser respaldadas por diversas áreas de estudio como la estadística y la psicología. El estudio sensorial es de suma importancia y puede resultar en una poderosa herramienta, si tan solo se estudia seriaycuidadosamente.
La evaluación sensorial de alimentos se llevaacabopormediode diferentespruebas, dependiendo del tipo de información que se busque obtener. Existen tres tipos principales de pruebas: las pruebas afectivas, las de discriminación, y las descriptivas. Las pruebas afectivas son aquellas que buscan establecer el grado de aceptación de un producto a partir de la reacción del juez evaluador. Por otro lado, las pruebas de discriminación son aquellas en las que se desea establecer si dos muestras son lo suficientemente diferentes para ser catalogadas como diferentes. Finalmente, las pruebas descriptivas intentan definir las propiedades de un alimento y medirlas de la manera más objetiva posible (AnzaldúaMorales, 1994). Cada tipo de prueba busca obtenerinformacióndeunaovariasmuestras de alimento, no obstante, el tipo de información a obtener es muy diferente para cadaunadeellas.
Para lo que ha sido denominado Evaluación Sensorial I, los sentidos humanos se utilizan como una herramienta analítica; por ejemplo, la nariz se utiliza como una
alternativa a un cromatógrafo de gases para detectar compuestos químicos volátiles. El objetivo de este tipo de evaluación es estudiar las propiedades de los alimentos, no la capacidad de los consumidores de detectar diferencias. En este caso es lógico que se busque utilizar la prueba más poderosa sensibleyestadísticamente,aligualqueenel laboratorio se busca utilizar el equipo analítico más sensible (O´Mahony y Rousseau,2002).
En la Evaluación Sensorial II, se busca predecir que tan buenos son los consumidores para discriminar en condiciones naturales de consumo o uso. El objetivo de este tipo de evaluación es estudiar la sensibilidad de los consumidores para diferenciar entre dos productos. La sensibilidad de la prueba a utilizar se debe nivelar con las condiciones normales de consumo, por lo que no necesariamente se debe utilizar las pruebas más sensibles (O´Mahony y Rousseau, 2002). En el desarrollo de esta investigación se hace una revisión detalladas de algunas pruebas discriminativas.
Revisiónbibliográfica
Pruebas de diferencia
El área de las pruebas de discriminación se ha vuelto recientemente un área activa de investigación en evaluación sensorial (Rousseau et al.,2002;Ishii et al.,2007).Las pruebasdiscriminativassedebenusarcuando un investigador desea determinar si dos muestras son perceptiblemente diferentes (Peryam,1958;Amerine et al.,1965;Stone y Sidel, 1993, O´Mahony y Rousseau, 2002). Es posible que dos muestras tengan formulaciones químicamente diferentes pero los humanos sean incapaces de percibir la diferencia. Eldesarrollodeproductos se basa
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
en esta posibilidad, al reformular los ingredientesdelosproductostratandodeque el consumidor no detecte diferencia alguna. De la misma manera, cuando se busca reformular para crear un producto nuevo o mejorado, es deseable que el consumidor detecte diferencia entre el producto nuevo y elyaexistente(LawlessyHeymann,1999).
Las pruebas discriminativas son concebidas como pruebas simples, sin embargo, la teoría asociada a éstas las hace más complejas de lo que comúnmente se cree. Estas pruebas son copiosamente aplicadas a alimentos y son ampliamente usadas tanto en la academia como en la industria por sus diversas aplicaciones; son de utilidad en el control de calidad, en el estudio del impacto por cambios en la formulación o el proceso, en determinar la habilidad de los consumidores para discriminar entre dos productos similares, entreotrasaplicaciones(Lee et al.,2007).
Las pruebas de discriminación son de mayorutilidadcuandosetienesolamentedos productos. Esto no debe confundirse con el número de muestras que utilizan los distintos procedimientos, ya que hay pruebas que presentan más de dos muestras a los evaluadores pero evalúan diferencia entre dos productos (e.g. dúo-trío, triangular). Es posible realizar pruebas de diferenciación de más de dos productos, pero no son eficientes y carecen de fondo estadístico (Lawless y Heymann,1999).
Existen dos tipos de pruebas discriminativas; las primeras buscan establecer si hay o no diferencia entre dos muestras, independientemente de la razón o atributoporlacualsepodríagenerarésta.De lamismamanera,tambiénexistenpruebasde diferencia que identifican un atributo o característica como la fuente de posible diferencia (e.g. dulzura, amargor, sabor a cocido). Si el experimentador conoce la
fuente de la diferencia entre las dos muestras puedeutilizarcualquieradelosdostipos.Sin embargo, si la diferencia es debida a más de un atributo, o si el origen de la diferencia no es claro, es necesario utilizar la segunda manera(O´MahonyyRousseau,2002).
Lo anterior es observable en estudios donde se pretende reformular algún producto (e.g. cambio de proveedor de harina en la producción de pasteles). La variación que la reformulación produce puede extenderse a más de un atributo, por lo que evaluar el cambio en un solo atributo puede menospreciar el efecto real que la reformulación tiene. De igual manera, cuando se desea hacer estudios sobre consumidores, es posible que la inhabilidad de éstos para identificar y describir atributos específicos o la posible noción errónea de lo que un atributo significa equivoque parcial o totalmente los resultados (O´Mahony y Rousseau,2002).
Las pruebas de diferencia que indican atributos específicos a evaluar, como las de selección forzada con 2 y 3 alternativas (conocidas en la literatura como 2-AFC y 3AFC respectivamente, por sus siglas en inglés), son más poderosas que aquellas que no los especifican como la dúo – trío y la triangular (O´Mahony y Rousseau, 2002). Pese a esto, cuando se trabaja con jueces no entrenados en detectar atributos específicos (e.g. consumidores), es comprensible e incluso justificable, utilizar pruebas que no identificanatributosespecíficos.
Un aspecto importante en la selección de la prueba a utilizar es que la estrategia cognitiva para los dos tipos de pruebas es diferente, por lo tanto, éstas tenderán a ser mejores o peores en encontrar diferencias dependiendo de la prueba específica que se esté utilizando, aún cuando la diferencia real entre dos muestras sea constante (O´Mahony yRousseau,2002).
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
Para entender los mecanismos cognitivos que se llevan a cabo en las pruebas de diferencia, es necesario considerar diversos factores como la desviación de respuesta, la adaptación y los criterios de decisión involucrados. Dado que el presente estudio pretende evaluar metodologías sin especificación de atributos utilizando consumidores, se hace una revisión más detalladaacercadeestetipodepruebas.
Tipos de pruebas discriminativas sin especificación de atributo como fuente de variación
Prueba igual – diferente. Esta prueba consiste en determinar si dos muestras difieren o no, sin especificar la o las dimensiones de la diferencia. Es de utilidad cuando se evalúa cambios en la formulación que pueden afectar más de un parámetro, ademásdeserestadísticamentemáspoderosa que las pruebas tradicionales dúo-trío y triangular, cuando se utiliza su versión larga (Ennis, 2001). Un ejemplo de su uso es observable en un estudio sobre dos pasteles idénticos en formulación excepto por la cantidad de azúcar. Además del dulzor del pastel, es probable que otros parámetros como la textura o el color de la corteza cambien tras la reformulación. Sería incorrecto evaluar solamente el cambio en el dulzor, ya que subestimaría la diferencia real queexisteentrelosdosproductos.
En el desarrollo de esta prueba se le presenta al juez un par de estímulos y se le pide que simplemente indique si los percibe como iguales o diferentes. Es importante mencionar que existen dos maneras de presentar esta prueba. La versión corta involucra la presentación de un par de muestras, ya sean iguales o diferentes. La versión larga comprende la presentación de dos pares de muestras, uno de muestras iguales y otro de muestras diferentes; estos dos pares se le presentan al juez sucesivamente ysinqueéstesepaqueunode los pares es de muestras iguales y otro de diferentes (Lee et al., 2007; Kim et al., 2006). Un ejemplo del cuestionario de esta pruebaseobservaenlafigura1.
Esta prueba tiene ocho posibles secuenciasdepresentación(AAAB,AABA, AB AA, BA AA, BB AB, BB BA, AB BB y BA BB) las cuales deben ser presentadas en igual número y de manera aleatoria entre los jueces(Kim et al.,2006).
Prueba Triangular. En esta prueba se presentantresmuestrassimultáneamente,dos de ellas son idénticas y una es de una formulación diferente. El panelista debe indicar cual de las tres es la muestra diferente. En algunas versiones de la prueba, el juez debe indicar las dos muestras que son iguales (Helm y Trolle, 1946). A pesar de que no existen estudios acerca de si es mejor
Fecha
Ante usted hay dos pares de muestras. Pruebe las muestras del primer par en la secuencia que es presentada, de izquierda a derecha. Indique si las muestras son iguales o diferentes. Proceda de la misma manera con el segundo par.
Par 1__________IgualesDiferentes 2__________IgualesDiferentes
Fig. 1. Cuestionario para la prueba Igual – Diferente (adaptado de O´Mahony y Rousseau, 2002).
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
una versión u otra, y que de manera lógica las dos versiones son iguales, puede existir una diferencia psicológica involucrada (O’Mahony, 1995). Al igual que con la pruebaigual-diferente,estapruebapermiteal investigador conocer si existe diferencia perceptible entre dos productos sin tener que especificar la naturaleza de la posible diferencia(LawlessyHeymann,1999).
La hipótesis nula para la prueba triangular establece que la probabilidad de escogerlamuestradiferentecuandonoexiste diferencia entre las muestras es de uno en tres (H0:Pt= 1/3). Para esta prueba, existenseis posibles secuencias de presentación de las muestras (AAB, ABA, BAA, BBA, BAB, ABB) que deben ser presentadas a los jueces en igual número y de manera aleatoria (Kim et al., 2006). Un ejemplo del cuestionario de estapruebaseobservaenlafigura2.
Para esta prueba, hay dos formatos a seguir: con referencia constante o con referencia balanceada. Cabe recalcar que para el juez evaluador no existe diferencia entreambosformatos.
El formato de referencia constante, todos los panelistas reciben la misma muestra referencia, dando como consecuencia dos secuencias de presentación (RA AB, RA BA). Por otro lado, cuando se usa referencia balanceada,lamitaddelospanelistasreciben una muestra como referencia y la otra mitad reciben la otra, obteniendo así cuatro secuencias de presentación (RA AB, RA BA, RB AB, RB BA). Este último método es de utilidad cuando ambos productos son prototipos y los evaluadores no están familiarizadosconningunodeestosocuando la cantidad del producto más conocido no es suficiente parahacer lapruebaconreferencia
Fecha___________
Ante usted hay tres muestras. Dos de ellas son iguales entre si.
Pruebe las muestras e indique con un círculo cuál es la muestra diferente.
Fig. 2. Cuestionario para la prueba Triangular (adaptado de O´Mahony y Rousseau, 2002).
Prueba Dúo-Trío. En la prueba Dúo – Trío se presentan tres muestras simultáneamente al juez. Una de éstas está identificada como referencia y es idéntica a una de las dos muestras identificadas con código. La tarea del juez es identificar la muestra codificada idéntica a la referencia. Al igual que la prueba triangular, permite identificar si hay diferencia entre dos productos, pero no indicaenquéatributodifieren.
constante (Lawless y Heymann, 1999). Un ejemplo del cuestionario de esta prueba se observaenlafigura3.
Prueba ABX. La prueba ABX es un ejercicio de emparejamiento a la muestra. El panelista recibe dos muestras de referencia, una siendo el control y otra la muestra “modificada” que generalmente tiene un cambio en su formulación o en su procesamiento. Además, recibe una muestra
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
Fecha___________
Frente a usted hay una muestra de referencia, marcada con R, y dos muestras marcadas con claves. Una de las muestras es idéntica a R y la otra es diferente. Pruebe primero la muestra de referencia, y después las otras muestras en el orden en que son presentadas, de izquierda a derecha. Indique con un circulo el número de la muestra más parecida a la muestra de referencia.
Referencia __________
Fig. 3 Cuestionario para la prueba Dúo – Trío (adaptado de O´Mahony y Rousseau, 2002).
X que es igual a una de las referencias expuestas. El juez deberá indicar a qué muestra de referencia es idéntica (Huang y Lawless, 1998; Lawless y Heymann, 1999; MacMillan y Creelman, 1991). En esencia, éste ejercicio se asemeja a una prueba dúo –trío en reversa. En teoría, al recibir dos muestras referencia, el juez inspecciona las dos referencias ydescubrelanaturaleza dela diferencia entre ambas, si es que la hay (Huang y Lawless, 1998). Al ser presentadas todas las diferencias al juez, la prueba debería tener las mismas ventajas que las pruebas duales tradicionales (O´Mahony et al., 1986). Un ejemplo del cuestionario de estapruebaseobservaenlafigura4.
prueba esté aventajada por el hecho de que solo se evalúa una muestra desconocida, induciendo a menos fatiga sensorial o adaptación. La naturaleza de la diferencia no es especificada a los panelistas, lo que representa un desafío a éstos para descubrirla, no obstante, la variación natural característica de los alimentos podría representar una falsa señal y atraer la atención de los jueces sobre características que no son realmente diferentes entre las muestras(EnnisyMullen,1986b).
Numerosos estudios se llevan a cabo en la actualidad para definir los métodos de discriminación más poderosos, con el fin de
Fecha___________
Frente a usted hay dos muestras de referencia marcadas con A y B respectivamente, y una muestra X. La muestra X es idéntica a A o a B. Indique con un círculo a qué referencia es idéntica la muestra X.
Fig. 4. Cuestionario para la prueba ABX (adaptado de O´Mahony y Rousseau, 2002).
El periodo de inspección de las muestras referencia puede servir como periodo de “calentamiento”.Asimismo,esposiblequela
disminuir la imprecisión de resultados o conclusiones. Entre más poderosa es una prueba, mayor la probabilidad de que ésta
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
encuentre diferencia entre dos muestras cuandolahaya(Rousseau et al.,2002).
Análisis de resultados de las pruebas discriminativas
Existen varios métodos tradicionales para analizar los datos obtenidos de pruebas discriminativas.Éstosasumenqueeljuezfue obligado a escoger una respuesta, es decir, escogieron una respuesta aún cuando no supieran con precisión la respuesta. Esta suposición es de suma importancia para que el análisis estadístico de los resultados tenga validez.
es posible que media persona consiga la respuesta correcta. El estadístico chicuadradaseestimaapartirdelaecuación2:
1
Distribución binomial. Este análisis permite al investigador determinar si el resultado del estudio es debido al azar o si los panelistas realmente percibieron diferencias entre las muestras. La ecuación 1 calcula la probabilidaddeacierto(decisióncorrecta,p), o la probabilidad de fracaso (decisión incorrecta,q)(LawlessyHeymann,1999): y n y p p y n y n y P = )! ! ) (
Donde n es el número total de juicios, y es el número de aciertos y p es la probabilidaddeacertarporazar.
A partir de esta ecuación, Roessler et al. (1978) publicaron tablas para cada prueba en las que a partir del número total de jueces se indicaelnúmerode juicioscorrectos mínimo para indicar diferencia significativa entre dos productos.
Prueba Chi-cuadrada (χ 2) ajustada. Este método permite comparar frecuencias observadas contra frecuencias esperadas hipotéticamente.Enlaecuacióndecálculoes necesario corregir la continuidad ya que esta distribución es continua mas las frecuencias observadas son números enteros, es decir, no
Donde O1 corresponde al número de respuestas correctas observadas, O2 corresponde al número de respuestas incorrectas observadas, E1 es el número de correctas esperado, igual al número de evaluaciones multiplicado por la probabilidad de tener una respuesta correcta (p =½paradúo–trío, p = 1/3 paratriangular, etc.) y E2 es el número de incorrectas esperado, igual al número de evaluaciones multiplicado por la probabilidad de obtener una respuesta incorrecta por azar (q = ½ para dúotrío, q = 2/3 paratriangular,etc.).
Con esta información y utilizando una tabla de χ 2 (Desarrolladas por Fisher y Yates en O´Mahony, 1986), es posible analizar los resultados. Para utilizar correctamente las tablas, es importante considerar que a partir de que se evalúan dos productos, los grados de libertadde la prueba son igual a uno (gl = númerodeelementos–1).
DistribuciónnormalypruebaZ.Esposible utilizar el área bajo la curva de la probabilidad normal para estimar la probabilidad de que azar en este tipo de pruebas. Las tablas asociadas con la curva normal utilizan áreas específicas asociadas con valores específicos de la desviación normal (z). Stone y Sidel (1978) propusieron una ecuación para obtener el valor de z específicoparapruebasdediferencia:
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
En esta ecuación, X es el número de respuestas correctas, n es el número total de respuestas y p y q son la probabilidad de obtener una respuesta correcta e incorrecta respectivamente, por azar (dependiente de la prueba que se utilice: 1/3 para triangular, ½ para dúo – trío, etc.). En esta ecuación también se observa el factor de corrección a lacontinuidad,0.5.Estevaloresnecesarioya queesimposiblequelamitaddeunjuezesté correcta y la otra mitad incorrecta. Con el valor de z es posible analizar la probabilidad de que el juez está tomando la decisión por azar, utilizando las tablas correspondientes (O´Mahony,1986).
Problemas en las pruebas de discriminación. Existen dos tipos de errores que se pueden cometer al probar una hipótesis nula (H0 para cualquier prueba). El primero de estos, el Error Tipo I (α) ocurre cuando se rechaza la hipótesis nula cuando en realidad es cierta, es decir, decir que dos productos son percibidos como diferentes cuando en realidad no son perceptiblemente diferentes. El Error Tipo II (β) se refiere al riesgo de no encontrar una diferencia cuando en realidad la hay. El poder de una prueba está definido como 1 – β (Lawless y Heymann, 1999). En otras palabras, el poder de una prueba es la probabilidad de que la hipótesis nula sea rechazada cuando la hipótesisnulaesfalsayeltamañodemuestra y la probabilidad de error Tipo I (α) fueron especificadas. El fracaso para lograr esto es unerrorTipoII(β)(Ennis,1993).
Un error típico en las pruebas discriminativas es no saber lo que realmente significan los resultados o la interpretación incorrecta de éstos. Si un estudio de discriminación entre dos productos es llevado a cabo correctamente y se concluye que no hay diferencia entre estos productos, es innecesario realizar un estudio de preferencia entre éstos; si la diferencia entre ambos es imperceptible, ninguna de las
muestras será realmente preferida sobre la otra. No obstante, lo anterior no funciona al revés. Cuando se lleva a cabo un estudio de preferencia y en éste no hay diferencia significativa entre ambos productos, no significa que las muestras son diferentes entre sí. El resultado del estudio indica que las dos muestras tienen el mismo nivel de agrado/desagrado mas no que son iguales entre si (Lawless y Heymann, 1999). De hecho, existen investigaciones acerca de las pruebas de preferencia que cuestionan el análisis de los datos de estas pruebas cuando existe la opción de “no preferencia” (AlfaroRodríguez et al., 2005, Angulo yO´Mahony, 2005).
Como se mencionó anteriormente, en el análisis tradicional de resultados de las pruebas de diferencia se llevaba a cabo un análisis estadístico correspondiente al número de respuestas correctas e incorrectas y se llega a una conclusión. Sin embargo, es necesario analizar más a fondolo que sucede realmente en este tipo de pruebas para entender la sensibilidad relativa de las pruebas y el proceso cognitivo que lleva a caboeljuezevaluadorcuandoresponde.
El problema central en las pruebas de diferencia es la desviación de respuesta, que consiste en que cuando un juez que puede discriminarentredosmuestras,reportequelo puede hacer (O´Mahony y Rousseau, 2002). La naturaleza de este problema tiene que ver conlapruebaqueseutilice.
Modelación Thurstoniana
El trabajo de Thurstone (1927) fue capaz de proveer un análisis de resultados más apropiado a pruebas de discriminación y otras pruebas en el análisis sensorial. En este análisis se calcula el valor de d’ como índice para describir el grado de diferencia percibidoentredosproductos.Amayorvalor ded’,mayorladiferenciaentreéstos.
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
Numerosos estudios han sido llevados a cabo basándose en este análisis para el estudiodediferentespruebassensoriales ysu uso en la determinación de pequeñas diferencias sensoriales entre dos productos (Hautus y Irwin, 1995; Stillman y Irwin, 1995; Huang y Lawless, 1998; Masuoka et al., 1995; Rousseau y O´Mahony, 1997, 2000,2001; Rousseau et al.,1998;Rousseau et al., 1999; Rousseau et al., 2002). La mayoría de estos estudios se han realizado bajocondicionescontroladasenlaboratorio.
Las ideas principales detrás de la modelación Thurstoniana son dos: por un lado, cada vez que se prueba un producto, su sabor varía en intensidad, ya sea como resultado de efectos fisiológicos o por falta de homogeneidad en la muestra. Por otro lado, en las pruebas de diferencia existe una regla de decisión o estrategia cognitiva para tomar la decisión (O´Mahony y Rousseau, 2002).
Cuando un alimento es probado repetidamente, en ocasiones se percibirá el sabor más intensamente o menos intensamente, sin embargo, existirá una intensidad promedio que ocurrirá con mayor frecuencia. Esta variación en intensidad se debe a diversas razones. En el juez existe un nivelderuido porparte del sistemanervioso, hay adaptación especialmente por residuales de estímulos degustados anteriormente y hay variabilidad en el número de receptores que mandan unarespuesta a nivel periférico,etc. En el producto puede haber falta de homogeneidad tanto en las muestras como entreéstas(O´MahonyyRousseau,2002).
Independientemente del origen de la variación, ésta puede ser representada por una distribución de frecuencia continua a lo largo de un eje de intensidad de sabor (fig. 5). La intensidad al momento de probar la muestra caerá en algún lugar del eje y dicha
intensidad se repetirá más comúnmente entre máscercadelamediaseencuentre.
Fig. 5. Distribución de frecuencias a lo largo de un eje de intensidad de sabor representando la variación de sabor de un estímulo (O´Mahony et al., 1994).
Usando este acercamiento, dos estímulos confundibles entre si pueden ser representados por dos distribuciones que se traslapan (fig. 6). Comúnmente se asumeque ambas distribuciones tienen la misma varianza, hecho que ha sido confirmado experimentalmente por diversos autores (HautuseIrwin,1995;O’Mahony,1972).
Fig. 6. Representación Thurstoniana de la diferencia/similitud entre dos estímulos (O´Mahony y Rousseau, 2002).
El grado de diferencia entre las dos muestras se denomina δ o d’ (δ para poblaciones y d’ para muestra experimental) y es la distancia entre las medias de las distribuciones en términos de desviaciones estándar. A mayor diferencia percibida entre dosmuestras,mayorelvalorded’.
El segundo aspecto de la modelación Thurstoniana concierne a la regla de decisión. Cada prueba discriminatoria tiene almenosunaregladedecisiónespecíficaque el juez va a seguir para generar una respuesta. O´Mahony et al. (1994) indican quelasdosreglasdedecisiónprincipalesson
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
la “comparación de distancias” (en las pruebas triangular y dúo – trío) y el “desnatado” (en las pruebas 2-AFC, 3-AFC) que significa ir evaluando de mayor intensidad a menor tratando de encontrar el estímulo más significativo. Se han desarrollado tablas para relacionar la proporción de respuestas correctas con d’ para diversas pruebas de discriminación (Hacker y Ratcliff, 1979; Frijsters et al., 1980; Ennis y Mullen, 1986a; Ennis, 1993; Ennis et al.,1998; Frijters,1982; Rousseau y Ennis,2001)
Basándose en la teoría de Thurstone, las pruebas que utilizan la regla de decisión de “desnatado” son estadísticamente más eficientes que aquellas que realizan “comparación de distancias”, por lo tanto, éstasúltimasrequierendeunamayormuestra paradetectarelmismogradodediferencia.
A partir de lo descrito, parecería que las pruebas 3-AFC y 2 AFC son las más apropiadasparadetectardiferenciasentredos estímulosconfundibles.Estoesciertocuando se realiza evaluación sensorial con jueces entrenados (Tipo I), ya que éstos estarán suficientementeentrenadosparaidentificarel atributo relevante en cada prueba. No obstante, cuandonosetienelaposibilidadde identificar el atributo o se trabaja con jueces no entrenados para identificar atributos específicos (e.g. consumidores), el investigador se puede ayudar de un “calentamiento” para inducir a los jueces a identificar la diferencia. Igualmente, si la naturaleza de los estímulos no permite un proceso de “calentamiento” por exceso de fatiga, se debe utilizar pruebas sin especificacióndelatributo.
En la comparación de distancias, la regla de decisión más común en pruebas de diferencia sin atributo específico, existen dos estrategias cognitivas diferentes, definidas como criterios τ y β. Cuando un juez se
encuentraconvariosestímulos,éstetrazauna línea a partir de la cual, los estímulos que perciba caerán antes o después de ésta, calificándolos como con o sin el atributo evaluado (Rousseau, 2001; Rousseau et al., 1998; Lee et al., 2007). Si el atributo fuera dulzura, respondería a la pregunta ¿Qué tan dulce tiene que ser el estímulo para ser llamado “dulce”? A este criterio se le conoce como criterio β, y es el utilizado en pruebas de decisión forzada con dos o tres alternativas(2-AFCy3-AFC)
El criterio τ está orientado a la distancia que existe entre dos estímulos, y responde a lapregunta¿Quétandiferentestienenqueser dos estímulos para ser considerados diferentes? (Rousseau, 2001; Rousseau et al., 1998; Lee et al., 2007). Las pruebas de decisión forzada como dúo-trío y triangular sonprocesadasporlosjuecesdeéstamanera.
Siempre existe la posibilidad de que cuando un juez tienen ante si los estímulos, cambie de criterio para tomar su decisión. Por ejemplo, si un juez que realiza una prueba triangular “descifra” que la fuente de la diferencia está en el dulzor, puede llevar a cabo la prueba cuestionándose “¿qué tan dulce tiene que ser una de las muestras para ser llamada dulce?”, dando como resultado global, mejores desempeños y con ello la posible detección de diferencia cuando no la hay(Lee et al.,2007)
De acuerdo a Ennis (1993), algunas pruebas son más apropiadas para detectar pequeñas diferencias entre muestras. Dependiendo de la prueba sensorial aplicada, algunas reglas de decisión son más eficientes que otras, dando como resultado que un juez tenga mejores o peores desempeños con una prueba o con otra, aún cuando la diferencia entrelasmuestras(d’)sealamisma.
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
Cálculo de d’
La diferencia entre dos muestras expresada en valores de d’ se ha calculado paradiversaspruebas, en funcióndelnúmero de juicios correctos e incorrectos (Ennis, 1993). No obstante, el cálculo de d’ en la prueba igual-diferente es diferente ya que estapruebapuedeinvolucraruncriterio β o τ (Hautus y Irwin, 1995, O´Mahony y Rousseau, 2002). El cálculo descrito aquí es aplicable para cuando se presenta el criterio τ. Inicialmente se calcula el tamaño del criterio τ yposteriormentesecalculad’.
idénticas(XXoYY)se consideran. Paraesta situación, d’=0 y su desviación estándar será √2. El juez responderá que las muestras son diferentes si la diferencia percibida es mayor a τ.Porlotanto,cualquierdiferenciamenora esta, se calificará como “igual”. La proporción de respuestas “igual” es equivalente al área bajo la curva entre -τ y +τ (fig.8).
Existen tablas generadas para estudiar la relación entre el área bajo la curva de una distribución normal (por ejemplo, O´Mahony, 1986, Tabla G1), no obstante,
Fig. 7. Desarrollo de la distribución de diferencias en la intensidad de la percepción, ilustrado a partir de dos estímulos diferentes pero confundibles (“X” y “Y”). La percepción momentánea se ilustra con “x” y “y” (adaptado de O´Mahony y Rousseau, 2002).
De la figura 7, se observa que la diferencia entre dos distribuciones independientesde intensidades (varianza=1) se puede representar por una distribución de diferencias (varianza=2, desviación estándar=√2). Al igual que d’, τ se mide en términos de desviación estándar de las distribuciones de intensidad (valores z). Los resultados de la presentación de muestras
éstas fueron diseñadas para distribuciones condesviaciónestándarde1.
Para estandarizar los datos de τ, se debe dividir todos los valores para que sean analizables por medio de las tablas normales (fig.9).
Fig. 8. Estimación del tamaño de τ a partir de presentación de muestras idénticas (adaptado de O´Mahony y Rousseau, 2002).
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
Fig. 9. Distribución estandarizada de las diferencias entre pares de muestras idénticas (adaptado de O´Mahony y Rousseau, 2002).
Una vez que se conoce el valor de τ, se calcula d’ a partir de la distribución de diferencias generada para pares de muestras diferentes(XY yYX).Enestecaso,lamedia de la distribución será d’ en lugar de 0 (fig. 10).
Conclusiones
Las pruebas de diferencia en la evaluación sensorial de alimentos son de suma utilidad para el análisis y desarrollo de alimentos. La teoría detrás de las pruebas de diferencia
Fig. 10. Distribución de diferencias generada por muestras diferentes (adaptado de O´Mahony y Rousseau, 2002).
El cálculo de d’ no es directo ya que el área bajo la curva de ésta distribución no se puede obtener directamente de tablas, no obstante,sepuedeobtenercomoladiferencia entre dos áreas: el área entre d’ y– τ, menos el área entre d’ y +τ (fig. 11). A partir de lo anterior, se genera una ecuación de utilidad paraelcálculoded’.
aporta un fundamento estadístico que da fuerza a los resultados de las pruebas. No obstante, la selección del tipo de prueba, el tipo de jueces a utilizar y las condiciones de evaluación dictan en gran medida la efectividadyutilidaddelanálisis.
Fig. 11. Áreas utilizadas para estimar d’ (adaptado de O´Mahony y Rousseau, 2002).
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
De acuerdo a lo revisado, cuando se busca evaluar la capacidad de consumidores de detectar diferencias entre muestras, las pruebas de diferencia sin especificación de atributo pueden ser la mejor opción, ya que se asemejan más al tipo de juicio que hacen los consumidores cuando tienen dos productossimilares.
El estudio de los mecanismos cognitivos llevados a cabo al resolver un cuestionamiento de diferencia es un área de investigación en estudio que explica las diferencias entre los resultados de las diferentes pruebas de diferencia cuando se estudiandosalimentosconfundibles.Sedebe hacer un análisis más detallado de los procesos cognitivos en pruebas de diferencia para identificar los factores involucrados en las diferencias entre pruebas y su relación conlasdiferentessecuenciasdepresentación.
Referencias
Alfaro-Rodriguez, H., O´Mahony, M., Angulo, O. 2005. Paired preference tests: d values from Mexican consumers with various response options. Journal of Sensory Studies. 20: 275 –281.
Amerine, M.A., Pangborn, R.M. y Roessler, E.B. 1965. Principles of Sensory Evaluation of Food. Academic. Nueva York. Citado en H.T. Lawless y H. Heymann. 1999. Sensory Evaluation of Food. Aspen Publishers, Inc. Maryland, E.E.U.U.
Angulo, O. y O´Mahony, M. 2005. The paired preference test and the “No Preference” option: Was Odesky correct? Food Quality and Preferente. 16: 425–434.
Anzaldúa-Morales, A. 1994. La evaluación sensorial de los alimentos en la teoría y la práctica. Acribia. Zaragoza, España
Ennis, D. M. 1993. The power of sensory discrimination methods. Journal of Sensory Studies. 8: 353–370.
Ennis, D.M. 2001. Comunicación personal. En M. O’Mahony y B. Rousseau. 2002. Discrimination testing: a few ideas, old and new. Food Quality and Preference. 14: 157–164.
Ennis, D.M. y Mullen, K. 1986a. A multivariate model for discrimination methods. Journal of Mathematical Psychology. 30: 206 – 219.
Ennis, D.M. y Mullen, K. 1986b. Theoretical aspects of sensory discrimination. Chemical Senses, 11. Citado en H.T. Lawless y H. Heymann. 1999. Sensory Evaluation of Food. Aspen Publishers, Inc. Maryland, E.E.U.U.
Ennis, J. M., Ennis, D.M., Yip, D. y O´Mahony, M. 1998. Thurstonian models for variants of the method of tetrads. British Journal of Mathematical and Statistical Psychology. 51: 205 – 215.
Frijters, J. E. R. 1982. Expanded tables for conversion of a proportion of correct responses (Pc) to the measure of sensory difference (d0) for the triangular method and the 3-alternative forced choice procedure. Journal of Food Science. 47: 139–143.
Frijters, J. E. R., Kooistra, A., y Vereijken, P. F. G. 1980. Tables of d’ for the triangular method and the 3-AFC signal detection procedure. Perception and Psychophysics, 27, 176–178. Citado en M. O’Mahony y B. Rousseau. 2002. Discrimination testing: a few ideas, old and new. Food Quality and Preference. 14: 157–164.
Hacker, M. J. y Ratcliff, R. 1979. A revised table of d’ for M-alternative forced choice. Perception and Psychophysics, 26, 168 – 170. Citado en M. O’Mahony y B. Rousseau. 2002. Discrimination testing: a few ideas, old and new. Food Quality and Preference. 14: 157–164.
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
Hautus, M. J., y Irwin, R. J. 1995. Two models for estimating the discriminability of foods and beverages. Journal of Sensory Studies. 10: 203–215.
Huang, Y. T., y Lawless, H. T. 1998. Sensitivityof the ABX discrimination test. Journal of Sensory Studies. 13: 229–239.
Helm, E. & Trolle, B. 1946. Selection of a taste panel. Wallerstein Lab. Communications, 9, 18 l-94. En M. O’Mahony. 1995. Who told you the triangle test was simple?. Food Quality and Preference. 6: 227–238.
Ishii, R., Kawaguchi, H., O´Mahony M., Rousseau, B. 2007. Relating consumer and trained panel´s discriminative sensitivities using vanilla flavored ice cream as a medium. Food Quality and Preference. 18: 89 – 96.
Kim, H.-J., Jeon, S.J., Kim, K.-O., O´Mahony, M. 2006. Thurstonian models and variance I: experimental confirmation of cognitive strategies for difference tests and effects of perceptual variance. Journal of Sensory Studies. 21: 465–484.
Lawless, H.T. y Heymann, H. 1999. Sensory Evaluation of Food. Aspen Publishers, Inc. Maryland, E.E.U.U.
Lee, H. S., van Hout, D., Hautus, M., O´Mahony, M. 2007. Can the same – different test use a β –criterion as well as a τ – criterion? Food Quality and Preference. 18: 605 – 613.
MacMillan, N. A., Creelman, C. D. 1991. Detection theory: A user’s guide. Cambridge University Press, Cambridge, Reino Unido.
Masuoka, S., Hatjopoulos, D., y O’Mahony, M. (1995). Beer bitterness detection: testing Thurstonian and Sequential Sensitivity Analysis models for triad and tetrad methods. Journal of SensoryStudies, 10, 295–306.
O’Mahony, M. 1972. Salt taste sensitivity: a signal detection approach. Perception. 1: 459 – 464.
O’Mahony, M. 1986. Sensory Evaluation of Food: Statistical methods and procedures. Marcel Dekker Inc. Nueva York, E.E.U.U.
O’Mahony, M. 1995. Who told you the triangle test was simple? Food Quality and Preference. 6: 227–238.
O’Mahony, M., Masuoka, S., y Ishii, R. 1994. A theoretical note on difference tests: models, paradoxes and cognitive strategies. Journal of Sensory Studies. 9: 247–272.
O´Mahony, M., Wong, S.Y. y Odbert, N. 1986. Sensory difference tests: Some rethinking concerning the general rule that more sensitive tests use fewer stimuli. Lebesn – Wiss. u –Technol, 19, 93 – 94. Citado en M. O’Mahony, S. Masuoka y R. Ishii. 1994. A theoretical note on difference tests: models, paradoxes and cognitive strategies. Journal of Sensory Studies. 9: 247–272.
O’Mahony, M. y Rousseau, B. 2002. Discrimination testing: a few ideas, old and new. Food Quality and Preference. 14: 157–164.
Peryam, D.R. 1958. Sensory difference tests. Journal of Food Technology. 12: 231 – 236.
Roessler, E.B., Pangborn, R.M., Sidel, J.L., y Stone, H. 1978. Expanded statistical tables for estimating significance in paired – preference, paired –difference, duo – trio and triangle tests. Journal of Food Science. 43: 940 – 941.
Rousseau, B. 2001. The b-strategy: an alternative and powerful cognitive strategy when performing sensory discrimination tests. Journal of Sensory Studies, 16, 301–318.
Rousseau, B., y Ennis, D. M. 2001. A Thurstonian model for the dual-pair (4IAX) discrimination method. Perception and Psychophysics. 63: 1083–1090.
R. Olivas – Gastélum / Temas Selectos de Ingeniería de Alimentos 2 (2008): 66 - 80
Rousseau, B., Meyer, A., y O’Mahony, M. 1998. Power and sensitivity of the same–different test: comparison with triangle and duotrio methods. Journal of Sensory Studies. 13: 149–173.
Rousseau, B., y O’Mahony, M. 1997. Sensory difference tests: Thurstonian and SSA predictions for vanilla flavored yogurts. Journal of Sensory Studies. 12: 127–146.
Rousseau, B., y O’Mahony, M. 2000. Investigation of the effect of within-trial retasting and comparison of the dual-pair, same–different and triangle paradigms. Food Quality and Preference. 11: 457–464.
Rousseau, B., y O’Mahony, M. 2001. Investigation of the dual-pair method as a possible alternative to the triangle and same–different tests. Journal of Sensory Studies. 16: 161–178.
Rousseau, B., Rogeaux, M., y O’Mahony, M. 1999. Mustard discrimination by same–different and triangle tests: Aspects of irritation, memory and t criteria. Food Quality and Preference. 10: 173–184.
Rousseau, B., Stroh, S., y O’Mahony, M. 2002. Investigating more powerful discrimination tests with consumers: effects of memory and response bias. Food Quality and Preference. 13: 39–45.
Stillman, J. A., y Irwin, R. J. 1995. Advantages of the same–different method over the triangular method for the measurement of taste discrimination. Journal of Sensory Studies. 10: 261–272.
Stone, H. y Sidel, J. L. 1978. Computing exact probabilities in sensory discrimination tests. Journal of Food Science. 43: 1028 – 1029.
Stone, H. y Sidel, J. L. 1993. Sensory Evaluation Practices. 2da Ed. Academic. E.E.U.U.
Thurstone, L. L. 1927. A law of comparative judgment. Psychological Review, 34, 273 – 286. Citado en B. Rousseau y M. O’Mahony. 2002. Discrimination testing: a few ideas, old and new. Food Quality and Preference. 14: 157–164.