



James Devonshire jdevonshire@nineteengroup.com
I'm very excited to be introducing you to our second issue of 2025 and, as always, this one’s a cracker!
But before I get to this edition’s content, I want to share the fantastic news that we've been shortlisted for the Association of Online Publishers (AOP) Digital Publishing Awards and not just once but twice.
Myself and the rest of The Manufacturer editorial team – Tom St John, Molly Cooper and Joe Bush – are up for Editorial Team of the Year: B2B. Meanwhile, the wider team has been recognised for Best Research/Insight Project for our 2025 Manufacturing Momentum Report.
Now, back to this edition of The Manufacturer, where we kick off with a look into Nestlé’s sustainability drive, as Editor Joe Bush sits down with the food giant’s UK Head of Sustainability to learn more about the proactive steps the business is taking to be net zero by 2050 – no mean feat when you consider the effects climate change is having on agriculture and the ongoing supply chain disruption caused by global geopolitical events.
There’s also a preview of this year’s Smart Manufacturing Week (SMW), which takes place on 4-5 June at the NEC in Birmingham. With four major exhibitions, a stellar lineup of speakers from across industry and academia, and an impressive educational agenda, SMW 2025 is shaping up to be yet another cracking instalment of the greatest
manufacturing event on the planet.
Let’s also not forget the Manufacturing Digitalisation Summit at SMW, where many of the UK’s top 250 manufacturers will converge to discuss the key challenges and opportunities facing the industry.
Meanwhile, The Manufacturer Top 100 for 2025 will be announced, celebrating and recognising the heroes of UK manufacturing across a range of categories.
I’ll be traveling the 6,791 miles from my home in the Philippines to be at SMW, so I don’t want to hear any excuses about people not being able to attend because of travel logistics.
Plus, Tom St John gets a tour of Michelin’s retread facility in Stoke to discover how the tyre manufacturer breathes new life into old rubber. Molly Cooper visits AB InBev’s Magor Brewery in Newport for an exclusive tour, showcasing the manufacturer’s sustainability efforts in action. And I speak with the Managing Director of an SME manufacturer to discover how heritage, innovation and sustainability underpin the company’s long-term success.
There’s all that and much more to look forward to in this latest edition of The Manufacturer.
I’m now off to consider my decision to fly out of Heathrow early on the morning after the AOP Awards. Schoolboy error James, schoolboy error…
@TheManufacturer www.themanufacturer.com
Jonny Williamson INDUSTRY ANALYST
Henry Anson DIRECTOR
Ashley Oulton
Stuart Biddle
STRATEGIC ACCOUNTS
Grace Gilling
MANAGING DIRECTOR
DIRECTOR & HEAD OF SALES












70 SME FOCUS Stamp of approval

From grain to glass with AB InBev
36 Empowering women in manufacturing Paving the way for inclusive leadership and industry growth

42 Hitting the right notes How tech is helping the evolution of guitar manufacturing
46 What will EPR mean for the food and beverage sector? The Food & Drink Federation discuss the potential impact of pending regulations
Focus
52 Chairman of the boards Manufacturer of timber products is thriving amid challenges
56 Waste not, want broth How one food manufacturer is achieving rapid growth
62 From garage to globe The remarkable Ryse of 3D printing manufacturer
66 Hitting the sweet spot UK expansion for India’s biggest snack brand




“Investing in sustainability is not only good for reducing emissions and supporting nature, but also to drive resilience in your business
Emma Keller, Head of Sustainability for UK and Ireland, Nestlé
be designed for recycling and we’ll be sourcing 50% of our ingredients from regenerative sources by 2030.
Of course, we can’t get complacent. We know that there is now a big drive to 2030. The low-hanging fruit has been picked, so we've got to look at how we drive the bigger step changes in emissions reductions, particularly in agriculture.
How are global events changing the strategy?
In recent years the only constant has been change, and we are continually adapting and evolving our strategy as we go. In many cases, it's strengthened our resolve for many of the commitments we've made.
For example, the climate impacts currently hitting Western Africa are affecting the yields of cocoa plants, seeing them hit a record price high; more than we've seen in over six decades. That is obviously very challenging for businesses but when we look closely and what's driving the price surge, among the factors at play is climate change linked weather conditions. This supports the case for the work we've been doing to drive regenerative agriculture in cocoa producing regions and ensure more resilience into the future.
Similarly, conflicts around the world have created supply chain challenges in terms of the availability of particular ingredients. Knowing we can work with trusted suppliers elsewhere in the world ensures we can get hold of the right ingredients to

“
We do a huge amount of work to make sure that we're communicating in a way that is honest, credible, evidence-based and transparent
Emma Keller, Head of Sustainability for UK and Ireland, Nestlé
get food on shelves and have a resilient business model.
Challenges are continuing, and there will likely be more climate shocks. We're yet to see the impact of the really wet summer we had last year on UK yields of wheat and other commodities.
Conversely, farmers haven't had much rainfall in the first quarter of 2025. Every
year is uncertain, but it only serves to demonstrate why investing in sustainability is not only good for reducing emissions and supporting nature, but also to drive resilience in your business.
How are consumer demands changing the way Nestlé manufactures?
Every year we see an increase in the number of eco-actives - consumers who are saying they actively want to make purchasing decisions based on sustainability criteria. However, at the same time we know there are other factors impacting consumers, often leading to a say-do gap. What we do know is consumers still have a greater expectation on businesses than they do policy makers in terms of action. So, there's a real role for us as a manufacturing sector to step up, act and drive change.
Consumers also have far greater access to data than they've ever had before, whether that be shopper assist apps which can be used to understand a company's credentials, or external sustainability ratings. So it's up to us to provide transparency.
At the same time, we know consumers are really savvy, engaged and are looking out for incidents of greenwashing. Therefore, we do a huge amount of work to make sure we're communicating in a way that
LEFT: Climate change has impacted the yield of crops such as cocoa and coffee - crops that are integral to Nestlé products RIGHT: Nestlé manufactures a range of products including coffee, confectionery and pet food
is honest, credible and evidence-based because we want to take consumers on the journey with us.
How is the business navigating supply chain challenges?
It's important we consult the best available science and projects to help us understand and plan for what might face us. Through our Task Force for Climate-related Financial Disclosure (TCFD) report we look globally at the risks and opportunities from both physical events e.g. changing weather patterns, and transitional events such as changes in policy.
So, what do we do about it? The first thing to note is that when you’re working in this sector, there isn't a one-size-fits-all solution. The approach we take to support a more resilient cocoa supply chain in West Africa is completely different to that required for coffee grown in Vietnam or fresh milk produced in Scotland.
Therefore, we've got a broad range of activities and programmes in place to tackle this. In the UK, for example, we’ve worked with First Milk, a regenerative farming cooperative, for over 20 years and they supply all our fresh milk for our confectionery and frothy coffee products.
Over those two decades we have created a partnership of trust and an ability to truly engage and try new things. As such we were able to reduce our carbon footprint by 30% by the end of 2024 and by working with partners such as First Milk, it enables us to better navigate challenges and cost fluctuations in the market.
How is the company working with growers/ farmers to enhance ecology and the environment?
We depend on nature and a balanced ecosystem so our partnerships within the supply chain are absolutely essential. Biodiversity and nature are metrics that are just as important to us as carbon. However, tracking the impact on nature is much more nascent and a common methodology doesn't yet exist.
But by adopting holistic regenerative agricultural practices on farms and at landscape level, we are able to see the impacts for ourselves. And, it's often the topic that farmers get most excited about.
They're proud to share with us and with each other pictures of bird species that may have returned or what's going on underneath the hedgerows they've planted.
The government have biodiversity and nature commitments to uphold to help protect 30% of the UK’s land and sea by 2030 and so we know nature is going to rise on the political agenda too.
So, that ecology piece is really important, and it's only going to become more so as policy makers start to commit to nature restoration and we begin to see the real impacts that can come about if we don't look after the environment.
How is your supply chain resilience linked to sustainability?
Sustainability, by its very definition, is about meeting the needs of a future planet without compromising the needs of today.
As well as trying to have as positive an impact as possible, we have a role to play in ensuring the business exists into the future. We want to ensure we can source the ingredients at the quality and quantity we need to produce the products we all know and love.
Being able to demonstrate how sustainability drives business resilience is really valuable to help channel more effort and resource to do more. It might be showing how a regenerative farmer is better able to withstand weather shocks or how a factory is less at risk of flooding or heat stress. Showing how resilience shows up in real terms is when you know you've hit a sweet spot in sustainability action.
Showing resilience within the business also creates those true light bulb moments; the real opportunities that help us get more investment into our different activities. That can be as simple as showing a farmer what we’ve been doing with regenerative agriculture practices, such as cover crops that will enable the farm to better withstand climate shocks.
That demonstrates what resilience looks like in real terms; where we can continue to get products on shelves because we can source ingredients at the quality and availability we need them.
How is technology influencing Nestlé’s sustainability strategy?
Technology is playing a role in everything we do; it’s helping us collect, analyse and synthesise data so that we can better streamline our reporting processes and disclosure. We operate in over 186 countries globally, so we have programmes all over the world collecting data. Being able to use it to report on our global emissions reductions pathway is incredibly complex, so the role of technology is key.
We're also seeing the role it can play through the supply chain; whether it be providing new tools to different suppliers to help them understand their impact and how we can better collaborate, to the impact it can make on farms. We're now in the era of digital farming, so we can use remote sensing to track how soil carbon is changing in real time, for example.
Part of our role is leveraging the power of tech to get people on board and make sure it's right for the application. We don't want to add burdens to already busy farmers. But by using technology, we can make their lives easier, collect more data and make better decisions to achieve better outcomes.
We're still getting our heads around where AI could really support more actionable sustainability, but I have no doubt it will. So, I’m excited about how we can leverage the power of AI to go further and faster together on our sustainability objectives.
With climate change inextricably linked to agriculture, what does the future of production look like at Nestle?
The immediate future means doubling down on what we’ve been doing already. We have a number of projects and programmes that are starting to really deliver, so we’ve been given the business confidence that this is the right track.
We’ll be leaning in to those existing projects and looking to scale them wherever possible. We've been in a phase of test and learn - which we'll still be doing a lot of going forward, particularity as new solutions and science comes to light.
We also need to continue to strengthen and build new partnerships and collaborations. No one company can do any of this alone. So, we need to work together, particularly in a challenging business context. Farmers need us and we need them, so it's really important we

support this vitalistic system together.
It’s also worth highlighting that while things are tough in the current business environment, sustainability isn’t a topic that can be parked. Results take a long time to come to fruition, so we need to be designing and implementing now, to see the impacts down the line.
I feel fortunate that sustainability has become part of Nestle's DNA. That's not to say we have all the answers but we're making good progress and I'm confident that with continued energy, action and collaboration we can deliver on our commitments and ultimately deliver for people and planet.
We need to continue on that train; knowing that projects we start today might not deliver any benefits until 2028/2029. Everything we do today is really important for the commitments we've set in the future. l
• Nestlé hit its 2025 emissions reduction commitment a year early
• 70% of the company’s carbon footprint is in the supply chain with agriculture and farming
• Advancing regenerative food systems is key to the company’s sustainability strategy
• The company will be sourcing 50% of ingredients from regenerative sources by 2030
• While some sustainability strategies take time to yield results Nestlé has learned so much by taking action
• An uncertain future means that sustainability is not only good for reducing emissions, but also to drive business resilience

“
Speakers from across industry and academia will share the ideas and strategies shaping manufacturing today and preparing it for what comes next
Impressive educational agenda
Smart Manufacturing Week’s educational programme has been carefully curated using in-depth research by The Manufacturer to highlight the topics that those working in manufacturing really want to hear about.
Across seven themed theatres, visitors will find sessions that explore Digital Transformation, Industrial Data and AI, IIoT and Connectivity, Design and Innovation, Automation and Robotics, Leadership and

Strategy, and Maintenance. One session not to miss will be presented by Professor Henrik von Scheel, also known as the ‘Godfather of Industry 4.0’. He will take the stage in the Design & Innovation Theatre on the morning of 4 June to present on The Future of Manufacturing: Megatrends that Shape the Next Decade.
In this session, he will examine the megatrends that he believes will dominate the manufacturing landscape in the years ahead. His insights offer a valuable look at the forces that will transform the sector, making this a mustattend for those looking to stay ahead.
Another standout session comes from Daniel Simkiss, Industry 4.0 Programme Lead at British Sugar. In his talk, Data Analytics and Insights for Decision-Making, he will cover how businesses can use data to optimise operations and make smarter decisions, while emphasising the importance of equipping employees with data-driven decision-making skills. This session will be particularly valuable for manufacturers seeking to upskill their workforce to meet the demands of an increasingly datadriven industry.
This year’s programme also places greater emphasis on discussion and debate. The panel session, The Innovation Imperative: Staying Competitive in a Rapidly Changing Manufacturing
Landscape, will explore how manufacturers can stay competitive by embedding a culture of continuous improvement.
Led by Nick Kemp, Head of DesignX50 at Brompton Bicycles, the session will consider how to respond to shifting market expectations and successfully integrate new technologies. The topic is particularly pertinent given the current climate shaped by Brexit, the aftermath of the pandemic and ongoing changes to global trade and tariffs.
According to Grace Gilling, Event Director, balancing technical depth and leadership insight has been a key focus for the educational programme. “We’ve put a huge focus on curation, ensuring that manufacturing end-user keynotes are scheduled so they don’t compete with one another, and that there’s the right balance of leadership insights and technical deep dives.”
Expert-led insights
At Smart Manufacturing Week 2025, the Institute for Manufacturing (IfM) will play a key role, hosting a series of masterclasses designed to address some of the most pressing challenges in the manufacturing sector. As the Knowledge Partner of the event, IfM will deliver expert-led sessions at the IfM Theatre, offering a unique, free-of-charge opportunity to gain valuable insights and practical solutions in areas such as sustainability, digital transformation, industrial safety, and diversity and inclusion.
The masterclasses will cover several critical topics such as navigating the journey to net zero, enhancing industrial safety, developing digital skills in SMEs and fostering inclusive leadership. These sessions are crafted to provide actionable strategies and frameworks, equipping attendees with the tools needed to tackle



Running alongside the exhibition, the Manufacturing Digitalisation Summit returns with a bold focus for 2025: AI-Driven Solutions for Smarter Industry. Over two days, senior leaders will explore realworld applications of AI across production, supply chains and strategic decision-making—driving transformation at the heart of UK industry.
This is not a talk-shop. With a 60% interactive agenda and 40% focused plenaries, attendees will engage in five dynamic discussion rounds, hosted by manufacturers and tech experts. Sessions are tailored across two streams—for large enterprises and scaling businesses—ensuring relevance and actionable value.
From predictive maintenance and AI-powered quality control to real-time visibility and autonomous decision-making, the summit unpacks the technologies reshaping manufacturing. Expect insights from leading sectors including defence, aerospace, and automotive, as well as proven strategies for competitive edge and operational agility. A separate ticket is required for this event. Visit: manufacturingdigitalisation.com to register. A full preview of the summit can be found on page 12.
these complex issues head-on. Notably, IfM’s masterclasses will be interactive, with participants working through challenges together in a collaborative environment guided by experienced industrial practitioners.
IfM will also be highlighting the Global Industry Safety Manifesto, calling for a collective industry effort to enhance worker safety through technology and best practices and Professor Tim Minshall, Head of IfM, will discuss insights from his new book Your Life is Manufactured, with an aim to inspire manufacturers to tackle challenges and seize opportunities in innovation and sustainability. “The book has received excellent reviews, with The Times describing it as fascinating”, said David Lott, Chief Executive Officer at IfM Engage, the knowledge transfer arm of the IfM, “Tim is a fantastic speaker, so we expect the talk to be busy.”
Places at IfM Masterclasses are limited, and pre-booking is required. These freeto-attend sessions are an invaluable opportunity for anyone looking to enhance their understanding of the latest trends and best practices in manufacturing.
Spotlighting tomorrow’s talent
Smart Manufacturing Week is once again putting the spotlight on the next generation of engineers and manufacturers. This year, the ‘Manufacturers and Engineers of the Future’ initiative has been expanded to welcome school-age students, offering them the opportunity to engage directly with people working in the sector across a myriad of roles.
Through hands-on demonstrations and real-world insights, students and apprentices will get the chance to take a closer look at the advanced technologies
driving modern manufacturing, which can help to spark their interest in STEM careers and broaden their understanding of the sector’s opportunities.
Beyond encouraging new talent into the sector, the event is committed to making manufacturing more inclusive. It continues to partner with organisations such as WISE (Women into Science and Engineering) and WES (Women’s Engineering Society) to drive gender diversity. Their work is crucial in breaking down barriers and ensuring that manufacturing roles are accessible to a broader talent pool. Both organisations contribute to discussions on attracting and retaining diverse talent, creating inclusive workplaces and ensuring that women and underrepresented groups are supported, and will be on hand to have these important conversations with visitors.
Further reinforcing its commitment to expanding the industry’s talent pipeline, Smart Manufacturing Week has partnered with New Futures Network to explore recruitment strategies that tap into previously overlooked sources. Attendees interested in innovative approaches to workforce development should also visit exhibitor LISI Aerospace, which will be featured in the Best of British Showcase and are excited to talk about the company’s approach to people and skills.
In addition, on the afternoon of Thursday 5 June, and following on from the Manufacturing Digitalisation Summit, Unloc, The Manufacturer, Verizon Business and Juniper Networks will be hosting the Changemaker Moments: Smart Manufacturing Event.
This interactive session will bring together around 50 business leaders and 50 tech native young people from the local area, to foster open discussions, share intergenerational perspectives, and develop actionable solutions.
Some of the world’s biggest manufacturers will be joining the session to help answer the question - what culture and skills do we need to attract the future workforce in manufacturing?
The organisers of Smart Manufacturing Week acknowledge that its primary role is to create business connections, but they also make it a vibrant, energising experience that blends the latest innovation with a lively atmosphere. Live music will set the tone from the moment visitors arrive, with performances throughout the event, including a Baby Grand
Piano busking spot. The Guitar Legends competition also returns, giving attendees the chance to show off their musical talent and to win a custom 3D-printed guitar. Capping off day one, The Shadow Monkeys will take the stage at the evening visitor party, bringing high-energy hits to keep the fun going.
Just announced and new for this year, ‘Smart Tank’ offers a dynamic platform for entrepreneurial talent to pitch ideas and products to a panel of industry experts in the hope of gaining funding and feedback. The businesses venturing into ‘the Tank’ are comprised of some of the most innovative exhibiting within Innovation Alley which is a mix of cutting-edge start-ups and university spin-outs, so expect huge amounts of passion and creative thinking.
The event also plays host to the FANUC WorldSkills UK Industrial Robotics Competition qualifier, giving visitors a front-row seat to the next generation of automation talent. Alongside this, the Best of British Showcase will shine a light on outstanding achievements in UK manufacturing, from bold design to global success stories. Previous years have featured projects from ThrustWSH, Airbus and Aston Martin.
While the event moves at pace, there are also opportunities to recharge. Visitors can take advantage of Workspace Hubs with seating, charging points and private phone booths. The dedicated Wellness Area offers a space to pause and reset, with professionals on hand to provide revitalising treatments. These moments of downtime are designed to help visitors stay refreshed and focused, ensuring they make the most of their time at the event.
A spotlight on exhibitors
Smart Manufacturing Week 2025 will host over 450 exhibitors, offering visitors the chance to explore the latest innovations, product launches and transformative solutions across the manufacturing ecosystem. Among the standout participants are this year’s Platinum Partners, who will be key stops on the show floor.
In Smart Factory names including Biffa, Epicor, FANUC and ifm Electronic will be showing off their smart solutions. Visitors can also discover how Ericsson (Stand: 5-C130) is helping manufacturers drive smarter operations by connecting people, data and things through robust, limitless connectivity.
At Maintec, Platinum Partners Fluke
and IFS Ultimo will be displaying their maintenance solutions. IFS Ultimo (Stand: 5-J20) will showcase its innovative approach to enterprise asset management (EAM), while Fluke will display its wide range of portable test instruments, including the ii900Sonic Industrial Imager, which enables maintenance teams to quickly and accurately locate air, steam, gas and vacuum leaks in compressed air systems.
In the Drives & Controls area you’ll find exhibitors including binder and Charter Controls and in Design & Engineering Expo you can expect to see 3M highlight its range of industrial adhesives and tapes designed to optimise assembly processes and improve cost-efficiency.
Visitors can also expect to see Schneider Electric, Hoffmann Group, HP Additive Manufacturing Solutions, Cembre and IFS.
Every minute counts
With so much to see across the exhibition floor, a little planning will help visitors get the most out of Smart Manufacturing Week. The event is organised into clearly defined zones, each focused on a specific area of manufacturing. Reviewing the exhibitor list and programme in advance makes it easier to pinpoint the sessions and stands that align with your priorities, ensuring time on-site is spent where it matters most.
A brand-new addition for 2025, the Smart Manufacturing Week event app is a must-have tool for attendees. It provides an interactive schedule, an exhibitor directory and other useful features to help plan and navigate the event seamlessly.
To help navigate the exhibition, curated Visitor Trails offer guided routes tailored to key themes such as Digital Transformation, Innovation and Smart Technologies and Workforce Development and Upskilling. These structured paths lead attendees to the most relevant presentations,
The evening of 4 June will see the announcement of The Manufacturer Top 100 2025. The awards programme scours the length and breadth of the nation to find the 100 most dynamic leaders and innovators in manufacturing, nominated by The Manufacturer’s audience, the industrial community and judged by a panel of industry leaders, academics and manufacturing associations.
The Manufacturer Top 100 celebrates the heroes of UK manufacturing and recognises their contribution to Net Zero, Digital Transformation, Innovation and Leadership. We shine a spotlight on Unsung Heroes, Sector Activists and the Young Pioneers making an impact in the industry. themanufacturertop100.com
technologies and suppliers, making it easier to focus on what matters most to their business.
With all this under one roof, Smart Manufacturing Week is a time-efficient way to tick off so many of the ‘to-do’ list actions all in an enjoyable, upbeat environment.
Smart Manufacturing Week 2025 takes place on 4-5 June at the NEC in Birmingham. Other exhibitions relevant for the manufacturing and engineering sector are taking place at the NEC at the same time, and these include Automechanika, Med-Tech Innovation Expo, TCT 3Sixty and Subcon. One visitor badge provides access to all events. l

This coming 4–5 June, the NEC Birmingham will once again become the centre of industrial innovation as The Manufacturer hosts its fifth annual Manufacturing Digitalisation Summit, colocated with Smart Manufacturing Week. This year’s event promises to be the most ambitious yet, tackling the most urgent challenges and most exciting opportunities facing manufacturers today
With the pace of change accelerating across every sector, the summit provides a crucial platform for manufacturing leaders to come together, exchange ideas and explore practical solutions for digital transformation. From scaling smart factory initiatives to integrating AI and building agile supply chains, the summit’s keynote sessions and interactive roundtables will provide insight, inspiration and actionable strategies.
Addressing the real challenges facing UK manufacturers
The manufacturing sector is undergoing a seismic shift. Technology is no longer a bolt-on, it’s the backbone of future competitiveness. But with this opportunity comes complexity. Many of the themes explored at this year’s summit reflect the very real challenges manufacturers are facing on their digital journeys.
Artificial Intelligence (AI) will have a major focus. While the potential of AI to optimise quality control, automate key processes and enhance supply chain planning is widely recognised, many manufacturers still struggle to move from pilot projects to production-scale deployment. A dedicated roundtable will examine how to use AI for predictive maintenance, reduce waste and streamline operations - without losing the vital human expertise that drives innovation.
Data, ERP and the pursuit of smart operations
Despite the wealth of data generated by modern manufacturing environments, many businesses are not yet leveraging it
to full effect. At the summit, a roundtable on data-driven decision-making will explore how to break down siloes, connect insights across the business and embed a culture of data into day-to-day operations.
No digitalisation strategy is complete without tackling ERP modernisation. While ERP is often seen as a back-end system, when aligned with broader transformation goals, it can become a key enabler of agility and growth. This year’s summit will host a roundtable on avoiding the common pitfalls of ERP projects, aligning them with AI and MES rollouts, and driving true businesswide engagement.
Another standout theme will be the shift from Industry 4.0 to smart operations. It’s not just about digital connectivity anymore - it's about transforming how operational decisions are made in real-time using AI agents, automation and intelligent workflows. This evolution demands new thinking about roles, responsibilities and the nature of frontline empowerment. Sessions will explore how to make digital tools genuinely useful for the people using them - and how to ensure adoption takes root at every level of the organisation.
With connectivity now critical to digital transformation, several sessions will explore the rise of private 5G networks and how they can underpin secure, scalable and agile manufacturing. The focus will be on building infrastructure that supports dataintensive operations, AI applications and real-time analysis - without compromising reliability or security.
Process mining and intelligent workflows will also feature prominently. Process mining software is now helping manufacturers map what actually happens on the factory floor, uncover inefficiencies and drive automation in weeks rather than months. Similarly, intelligent workflows are redefining the relationship between people, machines and data - enabling agile responses, sharper decisions and more engaged teams.
One of the biggest hurdles that still remains is cyber security. Despite growing threats, cyber security is still too often viewed as an IT problem rather than a business-critical priority. A key session will focus on how manufacturers can overcome internal resistance, secure executive buyin and foster a proactive, security-first culture across the business. The discussion will explore how to make cybersecurity a shared responsibility and a source of competitive advantage.
Real dialogue, real insight
Unlike traditional conferences, the Manufacturing Digitalisation Summit is built around interactive, off-the-record roundtables designed to encourage open discussion and honest insight. Delegates will have the opportunity to choose from a range of discussion topics across both days, covering everything from quality modernisation and frontline transformation to supply chain resilience and scaling smart factory initiatives.
This peer-to-peer format is what sets the summit apart. Whether you're just starting your digital journey or leading enterprisewide change, the summit is a space to challenge ideas, test strategies, and share lessons with fellow manufacturers facing the same pressures and ambitions. l
As the UK manufacturing sector navigates an era of change, the need for strategic clarity, cross-functional collaboration, and shared learning has never been more important. The 5th annual Manufacturing Digitalisation Summit offers exactly that: a chance to step back from the day-to-day, engage with leading thinkers, and shape the digital future of your business. Find out more: manufacturing-digitalisation.com








Richard Lloyd Leadership and Manufacturing Consultant
Scott Foxall Group IT & Business Systems Manager, Sertec
Carl Milbourne Head of SASB Operations, Sertec
Robert Baker Director, Operations IT –Engineering, Astra Zeneca
Amelia Kallman Futurist and Author
Edward Markey Manufacturing Intelligence & Visualisation Team Lead, Rolls-Royce
Dan Middleton Head of Innovation, Atlas Copco







Louis Gill Production Manager, LISI Aerospace
David Forrest Manager, AMIEO Digital Manufacturing, Nissan
Nasar Jockey Manufacturing Engineering Specialist, Rolls-Royce
Stephen Mason Advanced Digital Technologies Manager - Global Industrial Operations, JLR
Christopher Morris ME Digital Systems Methods Engineer, Airbus Defence & Space
Lauren Orszt Programme Director, Leonardo
Stefan Clements Information Technology Manager, Worldwide Fruit







Anna Kimber-Tarbuck Operations Systems Developer, Smurfit Westrock
Shona Munro General Manager, Sanmina
Aitana Ucles Design Business Coordinator, General Motors
Razvan Popescu AI Strategy Lead, Johnson Matthey
Claire Umney Managing Director, Alwayse
Jennifer Fenner Co Founder & Managing Director, DefProc Engineering
Ben Richards IT Manager, Dynex Semiconductor
In March, AB InBev welcomed journalists, local government representatives and the British Beer & Pub Association to its Magor Brewery in Newport, South Wales, for an exclusive tour that showcased its sustainability efforts in action. The Manufacturer’s Molly Cooper joined them
When the editorial team got invited to a brewery for a tour and tasting, who better to send than Molly Cooper - the only team member who can’t indulge due to a gluten intolerance? Questionable choice? Maybe. But there was no way we could pass up the chance to visit one of the world’s largest brewing brands.
The day was titled ‘Cheers to Nature’, but why? Well, AB InBev’s beer is made from 100% natural ingredients, and the brewing industry relies on the natural world around them to make manufacturing possible. “Being sustainable is not only the right thing to do, but it’s in our long-term interest to be great stewards of natural resources,” said Brian Perkins, President, West Europe & CEO, Budweiser Brewing Group, part of AB InBev.
THE MAGOR BREWERY SITE TIMELINE
Evolution of business
In 1979, the greenfield site in Magor was purchased and the company at the time, Whitbread (sold to AB InBev in 2001), built a brewery as part of its decision to move from many smaller scale breweries into several large-scale sites.
Originally, the site only kegged beer, but due to the market change, in the 1980s it introduced canning and then in the 2000s, bottling. Due to this packaging evolution, the site now has two canning and four bottling lines as well as kegging

LEFT: Some of the brands that are brewed at Magor Brewery, Newport RIGHT: Brian Perkins, President, West Europe & CEO, Budweiser Brewing Group, part of AB InBev
facilities and more recently, producing the PerfectDraft kegs.
Magor Brewery is responsible for brewing many of the world’s most loved brands including Stella, Budweiser, Corona, Bud Light and more recently Camen Hells.
The location of the site was chosen due to the abundance of water that flows through the area. In 1879, a large volume of water, later dubbed the ‘Great Spring’, flooded the works during construction of the nearby Severn Tunnel. The spring originated from the Welsh side which means the water can be pumped in and used at the brewery.
“This is great source of good quality water. It produces around 15 million litres every single day,” explained Lloyd Manship, Brewery Manager at Budweiser Brewing Group UK&I.
The brewery currently has over 500 employees. “We have found it very easy in South Wales to recruit highly skilled people and retain them. We have people working in the brewery who have been here for over 40 years, but we also have young people just starting out on their careers,” said Lloyd.
The business has invested in the apprenticeship team, which has been critical. As a former apprentice himself, Lloyd sees the importance of working with the next generation of brewers.
Not only this, but the brewery is located on the M4 corridor meaning the business has good transport links which also creates easy access to the rest of the European market.
Sustainable initiatives
Every investment Magor Brewery receives is all in a bid to make it more sustainable. The local Welsh government has been of great

support both financially and with policy, and the brewery has received several grants over the years to grow the business.
Throughout that time, it has also developed more sustainability goals and environmental impact initiatives. “We’ve removed all plastic from our packaging. This includes the plastic rings from our cans and the plastic wrap which went around the packs. This ensures that we're plastic-free,” explained Lloyd.
Magor is also committed to delivering its Budweiser with 100% renewable energy. To achieve this, the company has installed one of the largest wind turbines in the UK and it also uses 100% UK barely within its Budweiser brewing at the site.
The brewery strives to invest in optimisation of the plant, its output and energy savings. To achieve this there has been a variety of new technology introduced at Magor including the world's biggest wort cooler, which can chill three million pints of beer each day. With a surface area the size of a football field, the new cooler is four times the size of a standard version which would be used in a similar scale brewery. It can also reheat the water as well.
Sustainability is not only the right thing to do but it’s also in our long-term interest to be great stewards of natural resources
Brian Perkins, President, West Europe & CEO, Budweiser Brewing Group, part of AB InBev.
Time to invest
“For us, our stewardship of natural resources is critical if we plan to continue brewing for the next 300 years,” urged Lloyd.
He also explained that looking back ten years, the brewery wouldn’t have been a good choice for investment. Magor found itself inefficient and underperforming. “We
2012 Began brewing Becks
Began brewing Bud Light
2023 Facilities installed for PerfectDraft 2025 Began brewing San Miguel


Consistency is key
Water from the Great Spring is piped directly into the brewery where it’s treated to make sure it is perfect for the brewing process. Over time the pipes which feed the brewery are at risk of degrading. If the brewery notices a change in the flow, it could suggest a breakage in the pipe meaning that inferior quality water could be pulled through into the brewery. “When this happens, we must re-clean and restart our systems, which is a problem. However, the quality of the natural spring water is stable and is the same as it always has been; it’s perfect for our beer,” said Llyod.
Right now, it takes 2.99 pints of water to make one pint of beer. Although this has been significantly reduced from 3.62, the Magor site is aiming to halve this number again, reducing it to 1.65. Lloyd certainly believes this to be possible as it is being done in other breweries around the world.
“Our target for this year is 2.8, which is an ambitious goal,” he said.
Magor brewery runs on 100% renewable energy which it purchases from solar farms. Lloyd continued: “For us, we want to work on our own green energy. We discussed a range of options including changing our power plants, installing more solar panels and wind turbines to provide more electricity. The wind turbine here provides us with 20% of our power directly on an annual basis.”
One option the company is exploring still further is hydrogen. As battery technology improves and the batteries themselves become smaller, the feasibility of having electric boilers versus hydrogen boilers becomes more of a viable option. For Magor, it’s about finding the most sustainable method.
One project the site is looking at is refillable bottles for its brewed drinks. It is working alongside the local Welsh government and a consortium of beverage producers across soft drinks, spirits and beer to discuss the idea further.
“Can we imagine a future where bottles are returnable and refillable in the UK? This idea is both sustainable and good for business. But it requires significant investment and the creation of an industry-wide bottle washing and sorting facility,” said Brian.
The cost of investment is partly a response to the UK's extremely high packaging taxes, which are among the steepest globally. “With the upcoming regulations, the UK will have the highest Extended Producer Responsibility (EPR) costs in Europe, nearly double that of the next country. While these policies are well-intentioned, their financial burden can discourage companies like ours from investing,” he added. This incentive would need to be industry-wide and could not only apply to one brand or company. As such, AB InBev has created a consortium of competitors as it is not a problem that the business could realistically or practically solve on its own.
“The project has the potential to materialise, but it would require a bottle sorting and washing facility plus a return loop. The industry would have to consider standardised containers for the products to make the lines work efficiently and it would need to be simpler for the consumer when they are returning bottles,” explained Brian.
The scheme is in its early stages and discussion has been ongoing for a few years. The next stage is putting together a pilot in Wales. “We have a huge opportunity to reframe and reposition this idea to consumers and beer drinkers as a better and more sustainable choice. This has not been the narrative for the last 20 years,” Brain added. l
• Magor Brewery, part of AB InBev, has made significant strides in reducing its environmental impact. From eliminating plastic packaging to using 100% renewable energy and UK-sourced barley
• The brewery has achieved a 60% reduction in water loss over five years, improving from nearly ten per cent to 3.51% as of 2024. It treats water from The Great Spring and uses technologies like the Simmer and Strip process and water recycling to further cut water usage
• Magor has undergone major upgrades including expanding packaging capabilities, adding new fermenters and installing advanced equipment. These moves have improved efficiency and allowed the site to produce over 1.1 billion pints annually
• Located in South Wales with access to high quality water and strategic transport links, Magor Brewery employs over 500 people. Its apprenticeship programme supports workforce development and has created long-term career paths for the local population
• AB InBev is collaborating with the Welsh government and industry peers to explore refillable bottle schemes. This initiative aims to reshape the consumer packaging experience for long-term environmental benefit

After a bruising decade, the automotive industry faces another set of formidable challenges. However, industry leaders remain adamant that the UK’s strengths in advanced engineering, local supply chains and clean-tech investment still offer a competitive edge. Jonny Williamson reports

Following Brexit upheaval, pandemic shutdowns and supply chain chaos, automotive bosses had hoped for a smoother road ahead. It wasn’t to be. Vehicle output has fallen to near seven-decade lows, global
trade tensions are rattling boardrooms, and the transition to electric vehicles is testing the readiness of both industry and consumers. The result is a sector caught between long-standing strengths and mounting structural pressures.
“There’s no denying the current situation is extremely challenging,” said Mike Hawes, Chief Executive of the Society of Motor Manufacturers and Traders (SMMT). “Our production data shows demand for Britishbuilt cars rose in March, up for the first time
government support is also essential. Yes, it will be led by the Department for Business and Trade, but the issues cut across energy, education, transport and the treasury. All must be aligned behind a shared goal of driving economic growth. That’s how we give investors the confidence to back UK manufacturing for the long-term.”
The pivot to electric
The shift to electrification is where longterm commitment is needed most. In April, the government adjusted the Zero Emission Vehicle (ZEV) mandate to give carmakers more leeway. While the core 2030 target remains – ending the sale of new petrol and diesel cars – manufacturers now have greater flexibility in how and when they meet emissions targets in the run-up. Key revisions include extended allowances for hybrid vehicle sales, now permitted until 2035. But the pressure to invest and adapt hasn’t gone away.
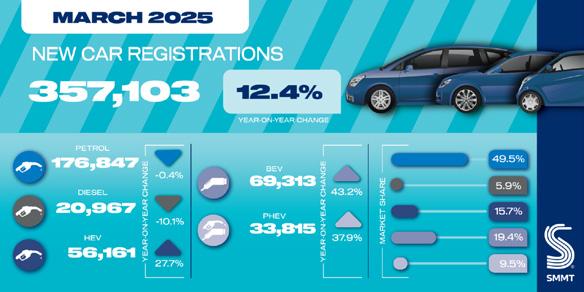
That urgency is visible in production trends. Electrified vehicles now account for almost half of all UK car output. EV sales hit a record high in March, with growth across all categories – hybrid electric vehicles (HEVs), plug-in hybrids (PHEVs) and battery electric vehicles (BEVs). It’s a welcome sign, but one driven more by looming tax deadlines than true consumer confidence.
From April, electric cars became subject to the ‘luxury car tax’ – the Vehicle Excise Duty (VED) supplement applied to cars costing more than £40,000 new. The change has drivers paying several thousand pounds over the first six years of ownership, compared with zero previously.
Combined with ambitious targets, like 28% of new car sales and 16% of vans
• £93bn turnover and £22bn value added to the economy
• The sector employs employs 813,000 people, with wages 13% higher than the average
• It invests invests around £4bn each year in R&D
• 25+ manufacturers build 70+ vehicle models, supported by 2,500 component providers
• Eight out of ten UK-built cars are exported to 140 different markets
needing to be zero emission this year, it’s hard to ignore that government policy and industry investment seem to be moving in different directions. “There’s little to no fiscal incentive for private buyers right now,” Mike said. “If anything, recent policy changes have made it harder.”
“Manufacturers are doing their part,” he continued. “They spent an estimated £4.5bn on EV discounting last year alone. They’ve also invested in product development, with more than 130 models now available across every size category. And pushed the average driving range to 290 miles, more than double the typical weekly mileage. But relying on industry discounting isn’t sustainable. We need long-term growth, not short-term bubbles.”
While fewer than one in four new car buyers plan to go electric by 2028, two in five EV sceptics say the right incentives and infrastructure development could change their mind. A clear opportunity if government and industry can align.
Suppliers, meanwhile, are feeling the squeeze. Many are grappling with high interest rates, volatile demand and rising employment costs. Mike suggests simple, short-term relief measures, such as flexible payment terms from HMRC, could provide vital breathing room. “It’s not about avoiding tax,” he said. “It’s about helping small businesses manage cash flow during a turbulent time.”
The road ahead
Despite the headwinds, there’s no shortage of ambition within UK automotive. It has the highly skilled workforce, dense network of globally regarded brands and
TOP TO BOTTOM: March was the best month ever for new EV registrations, but the tenfold increase since 2020 has only been possible thanks to unsustainable subsidies by car makers
The number of vehicles on British roads reached its highest ever level in 2024, rising by 1.4% to just under 42 million, with plug-in vehicles now accounting for one in 20
Germany is the largest source of cars on UK roads, accounting for 29.5%, followed by the UK (14.1%) and Spain (10.3%). China has risen to become the 12th largest
Switching to zero emission commercial vehicles would shrink the UK’s carbon footprint by 35.7 megatonnes, more than the total emissions of Sweden
All slides courtesy of
EV uptake is still being heavily and unsustainably subsidised by the industry




Protectionism isn’t good for industry, for economies or consumers
Mike Hawes, Chief Exec, SMMT
proven capacity for innovation needed to thrive. But realising that potential depends on clarity from government, confidence from investors and closer collaboration across the supply chain.
Above all, the Industrial Strategy must be delivered as promised this summer. That strategy must go beyond broad ambition and include clear, accountable delivery plans that give businesses the certainty to invest.
“There’s a tremendous prize to be won if we can navigate the choppy waters,” Mike concluded. “The UK has the capability, the reputation and the global standing to lead, but we can’t take it for granted. We need to build on it. New brands are entering the market here and in Europe, and are looking to manufacture locally. That’s just one example of the huge opportunities available to drive value in the UK supply chain.”
Through its Vision 2035 report, SMMT outlines a three-pronged plan to secure the future of UK automotive: shore up exports through urgent trade diplomacy, accelerate domestic EV production with clear industrial policy, and support the supply chain and workforce through long overdue investment. Whether this proves enough to reverse the slide may depend on the speed and clarity of government action in the weeks ahead. l
*All quoted figures courtesy of SMMT
Once a tyre’s tread wears thin, you may assume its life is over. But in Stoke-onTrent, Michelin is breathing new life into truck and bus tyres through a sophisticated, high quality remanufacturing process. Retreading is a sustainable, longer-lasting alternative to the wasteful single-use tyres that are making their way into the UK. The Manufacturer’s Tom St John went inside Michelin’s retread facility to learn more
Michelin is a household name, and a titan of the tyre industry.
Those who work in one of its 121 production facilities across the world, proudly associate the name with performance and durability. And those on the outside will no doubt think of the little, smiling, chubby fella made out of tyres. (more on him further down the page)
Group Michelin is over 130 years old. By 1927, it had established itself in the UK, and made Stoke-on-Trent its home. Which of course, is a city with its own industrial heritage — kilns, clay and craftsmanship. And just like the potteries, the Michelin plant has its own artisanal touch, albeit one focused on rubber and tread rather than porcelain and glaze.
Over the years, the Stoke plant has manufactured tyres for cars, two wheel vehicles, buses and trucks. And, just over 40 years on from arriving in Stoke, a retreading facility was built on the site.
Today, the site is solely focused on giving tyres a second life through retreading. It no longer produces brand-new tyres, which makes it the company’s only retreading facility in the UK.
Remarkably, as early as 1923, Michelin began to offer retread truck tyres, setting a precedent for its focus on sustainability.
The modern day retread process fuses cutting-edge technology with hands-on inspections by skilled operators.
This site wants to spread the message and unite other tyre manufacturers in the

fight against cheaper, single-use tyres that are flooding the UK market from overseas. Michelin is desperately trying to convey to its customers that this alternative, while more costly, results in a significantly higher quality and more environmentally friendly product. This plant in Stoke-on-Trent is loudly leading a retread revolution, one tyre at a time.
Tread carefully I arrived in Stoke knowing that retread certainly doesn’t mean patched-up or second-rate tyres. We visited Bridgestone in Lincolnshire last year. A competitor of Michelin, yes, but united in the retread ethos.
As Andrew French, B2B Sales Director at Michelin, explained, this is a process steeped in sustainability and circular thinking.
“Over the years that we’ve been based in Stoke, we’ve given a second life to over ten million tyres,” he said. “That’s a huge sustainability win – and something the group has been committed to for over a century."
It’s easy to underestimate the significance of that number. Each retread tyre means raw materials haven’t been extracted, emissions haven’t been released, and waste hasn’t gone to landfill.
To be more specific, the retread process doubles the lifespan of truck tyre casings. Five tonnes of raw materials are saved and more than six tonnes of CO2 are prevented from entering the atmosphere for every 100 Remix tyres remanufactured.
LEFT: The black crumb from detreaded tyres is used in a variety of other applications

In a world where manufacturers are focussing on sustainability as environmental regulations tighten, those numbers aren’t just impressive, they’re essential. And yet, there’s a trend in the market that’s completely at odds with this approach.
“Over the last six to eight years, there’s been a big influx of budget, tier-three tyres entering the market,” explained Andrew. “These tyres are designed for single use only. They’re not built for longevity or a second life. Environmentally, it’s a huge concern.”
He continued: “That’s why we believe the multi-life offer that Michelin provides, supported by retreading, is an absolute game-changer."
For companies like Michelin, there are several problems with the continuing influx of these tyres, many of which come from China. Two concerns are particularly key; the cost difference and the quality disparities.
Both undermine the retread market, and are damaging for its long-term future. As far as retreaders like Michelin are concerned, the problem is that good quality and environmentally sound retreads are being priced out of the market.
As we’re about to find out, there is no comparison in terms of quality here. It’s cheap, short-lived tyres versus premium products designed to live again. One
feeds a throwaway culture, the other a sustainable future.
The plant in Stoke receives and examines used Michelin and competitor truck tyres. Once these arrive in the warehouse, they’re assessed to see whether they can be rebuilt as Remix or Encore, the two brands of Michelin retreads.
The Remix line has been in place since 1968, and uses Michelin truck tyres. The Encore line, which uses worn Remix casings or competitor tyres, came in during the year 2000. The plant has the capacity to produce 315,000 tyres per year.
The retread process is a thorough and complex one, as Chrissy Peloquin, Stoke Factory Manager, explained: “There are really four major stages: casing inspection, detreading, retreading and final quality examination."
It all starts with inspection. Tyre casings, the body of the tyre after the tread has worn down, arrive from across the UK and overseas. Each is painstakingly examined by skilled operators, both manually and using high-tech scanning equipment like X-rays and shearography machines, which can detect internal flaws invisible to the human eye.
MAIN PIC: The tyre goes through a series of checks before and after it gets retreaded
“
Once people see the amount of checks and testing one of our tyres goes through, we feel able to ask the question, ‘why consider the alternative?’
Chrissy Peloquin, Factory Manager, Michelin
“The inspection process is still very manual,” Chrissy explained. “We’re actually piloting automation in Europe right now, to make inspection better from an ergonomics and safety perspective.”
Once the casings are thoroughly examined, only the ones in a suitable condition are allowed to continue to the next stage, which is detreading.
This is where the worn tread is ground away, producing a storm of black rubber
As Andrew put it: “We’re committed to minimising impact and maximising the use of materials while they’re in service. Extending the life of tyres is crucial for reducing CO2 emissions, lowering resource consumption and improving the green credentials of both Michelin and our customers.”
As we’ve touched on, every saved casing means less raw rubber, and fewer tyres piling up in waste streams. It's all pretty logical, and intuitively sensible. The wider challenge is getting the whole industry on board.
And it’s a challenge for which Andrew has a clear vision: “There's a lot of pressure from cheap imports, especially tier-three Chinese tyres. These are single-use, low-longevity products. It’s a real environmental setback.
“That’s why we’re working with other companies, even our competitors like Bridgestone, to push for stronger regulations and to benchmark best practices across the industry. We’re all in this together."
Chrissy added: “Over the last three to five years there has been a greater willingness to benchmark other companies. In the past, companies weren’t interested in that, especially larger companies. We didn't want to share necessarily.
“However, sharing best practices is the way forward, particularly when it comes to battling the tier-three Chinese market. That's an area where we have to stick together.”
This is another good example of the increased collaboration that is occurring in manufacturing. Rather than a cutthroat competition culture that may have existed in previous years.
There is a problem in the tyre market that needs to be answered. But, walking through the Stoke-on-Trent plant, there’s a welcomed feeling of optimism in overcoming that challenge.
And actually, when you drill into the numbers, the UK is quite receptive to retreads - 25,000 busses are fitted with retread tyres, as well as an impressive 70% of supermarket delivery lorries.
There are also considerably less supply chain emissions when you opt for retreads; 95% of truck tyre retreads in the UK are made in the UK. Emissions are greater, and lead times are longer if you buy from China.
Eight-five per cent of the worn out tyre is reused in a retread. And as mentioned

already, the discarded black crumb can be used in other applications.
The only metric where imported tyres win out is cost. But as manufacturers like Michelin are pointing out, it’s also an inferior product that doesn’t have the same longevity as a Michelin retread. This means that over the whole lifetime of the product, the increase in cost is balanced out. The challenge is making customers realise this bottom line impact.
Like any sustainable product or project, while you pay more upfront, your benefits are longer-lasting.
In the last issue of the magazine, we brought you the exploits of The Royal Mint’s e-waste processing – using the extracted precious metals for jewellery and sending other elements out into manufacturing supply chains.
Retreading tyres might not conjure the same romance of striking gold, but the outcome is just as precious, and it’s evidence of another one of the UK’s manufacturers answering a deeply urgent problem.
One-hundred years of retreading at Michelin is proof that sometimes, the most revolutionary ideas aren't new. They’re simply old ideas done better, at scale and for the right reasons.
It’s a key differentiator. While some might associate retread tyres with a compromise in quality, Michelin’s relentless focus on inspection and verification ensures that every tyre leaving Stoke-on-Trent is as safe, reliable and durable as a brand-new product.
One of the final inspections involves a pressure check. The tyre is placed inside an enclosed, controlled area, just in case it goes bang. I was told this makes quite a sound, one that can be heard right across the site.
As someone who doesn’t do well with sudden, loud noises, I was relieved that the tyre we were watching passed this test, and remained intact.
I asked Chrissy if customers get taken on this factory tour. “Absolutely,” she replied. “It usually seals the deal. Once people see the amount of checks and testing that one of our tyres goes through, we feel able to ask the question, ‘why consider the alternative?’”
The alternative being single-use tyres that wear out quickly and end up discarded. It’s clear which path is more environmentally responsible. To say nothing of the fact that the customer is also getting a high-quality product. l

• Extending the life of over ten million tyres goes a long way to reducing raw material use and CO2 emissions
• Quality and safety are central to Michelin’s retread process
• The influx of low-cost, singleuse tyres pose a significant environmental and industry-wide challenge
• There is strong advocation for industry collaboration, with competitors like Bridgestone, and regulatory reform to answer this challenge
Wendy Graham is the first woman Plant Manager in the 97 years of Ford’s iconic Dagenham site, coming 57 years after its women factory workers famously went on strike in a demand for equal pay. The Manufacturer’s Molly Cooper went to the site to speak with her about being a woman in a traditionally male dominated field and what the new role means
I’ve never had a woman as my manager, so it was difficult to envisage myself in a leadership position
Wendy Graham, Plant Manager, Ford Dagenham
Visiting the Ford Dagenham site was of both personal and professional interest to me.
I was excited to speak with Wendy but also, my dad has worked at the site for over 29 yearsthat’s longer than I’ve been alive. Until now, I had never seen where he worked. Over the years, he’s held various roles across the plant, from the shopfloor to, more recently, the union office. Seeing the site in person provided a greater appreciation of the history and scale of the manufacturing operations that take place there.
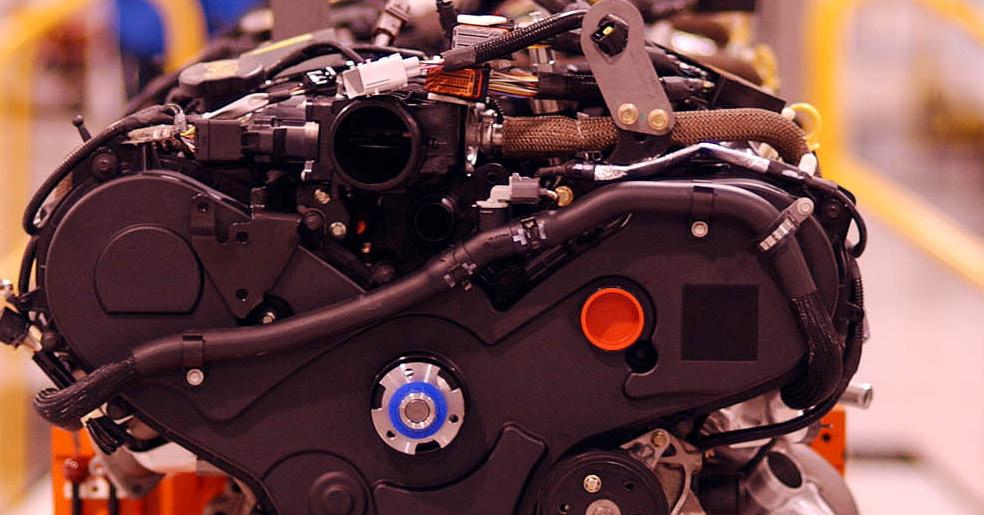
The Dagenham site manufactures diesel engines and machined components for the global market, predominantly for commercial vehicle products such as the popular Ford Transit Van and Ford Ranger. Currently it produces over 2,100 engines per day, equaling 480,000 per year. To date, the plant has produced and shipped over 49 million engines worldwide.
“I have just recently been appointed the Plant Manager, which is overall operations manager for the site. Before that, I was the Assistant Plant Manager, and was mainly in charge of day-to-day operations and production scheduling. The expanded role means that I have full control over engineering, manufacturing, logistics and the interactions with the external partners, such as our local councils and Thames Freeport,” explained Wendy.
The right path
As a young child, Wendy was always curious about how things worked. “Growing up on a farm in Northern Ireland, we had a variety of different machinery that needed regular repairs.” At school, Wendy saw herself as an all-rounder and even though she enjoyed learning languages, the logic of maths and science appealed more.
Yet, it was a work experience week when she was 16 that was a turning point on her path. “I worked at a drinks bottling and canning factory and seeing the entire process from raw material through to a product that we see on the shelves in the
supermarket, sparked something in me,” Wendy continued.
From there, she realised that engineering was all about solving real-world problems and making the world a better place. “It combined my love of problem-solving with an opportunity to make a real impact. Engineering felt like a natural fit for me, aligning with my interests and abilities.”
Wendy first joined Ford Dagenham in Vehicle Operations, a large part of the business on the shopfloor. The sheer scale of the operation was overwhelming to a new apprentice. “The speed of vehicles flying past every 90 seconds, the complexity of the operations and the amount of equipment was complete sensory overload,” she explained.
Wendy quickly realised that automotive manufacturing was high pressured, dynamic and was consistently changing its priorities. “Decisions needed to be made quickly. I joined towards the end of a new product launch, so everyone in the plant was getting used to how it all worked so it was a steep learning curve. I spent a lot of time listening, asking questions and learning how things got done.” She also discovered the importance of teamwork, collaboration and how the success of an entire operation depends on how the team work together.
For those also feeling overwhelmed after joining the automotive industry, Wendy believes the best advice is to find a trusted colleague; an unofficial mentor who can help grow your understanding and how you can be more valuable to the organisation. “I was most likely out of my comfort zone 95% of the time, but I adapted to survive,” Wendy said.
Being a woman in a traditionally male dominated industry, Wendy admits that there have been some challenges. “Early in my career, I felt that I had to work harder than everyone else to be taken seriously. Looking back, there were certainly instances of unconscious bias, where ideas were overlooked and contributions weren't fully recognised as my own due to my age and gender.”
Wendy added that one of the biggest hurdles she faced was not having any other female role models to look up to. When joining Ford, there weren't any women in leadership positions and it wasn’t until her second decade of working at the company before there was a woman leader in the manufacturing organisation. “I’ve never had

ABOVE: Wendy Graham, Plant Manager, Ford Dagenham BELOW: The Ford Dagenham Diesel Centre at night
a woman as my manager, so it was difficult to envisage myself in a leadership position.”
However, when it came to being a leader, Wendy wanted to be true to herself when it came to her management style. “Initially, I tried the ‘macho’ leader style, making sure that when I spoke, it was with facts. I didn’t want to leave room to be corrected. But that wasn’t me, and as time went on, I became more confident in my own knowledge and began expressing my first thoughts, without having to research everything beforehand,” she said.
Wendy also found support in seeking out allies - both male and female - across the business and recognised that change takes time. “Twenty years ago, it was rare to see any women in a manufacturing leadership position. Now I can confidently say that every manufacturing position across Ford Europe has been occupied by a woman at one time, which is real progress. Now, by being visible and successful I’m helping to pave the way for future generations.”
There have also been other challenges that come with working in a manufacturing environment that Wendy has faced. She added: “When you have major equipment failure, and particularly when you work with older equipment, it can cause significant disruption to production.”
Ford Dagenham’s operations are not just local, and the company has global
27 customers, so if a major breakdown does occur, it can cause huge setbacks. “I can stop vehicle operations in Thailand, Argentina and South Africa. The pressure and stress associated with that is high as I've become more experienced and more senior in the company and in my position,” explained Wendy.
Once, she was the engineer who needed to find a solution to fix the issue, before becoming the Production Manager who had to report the numbers. “Now I am the plant manager and its taught me the importance of trusting the expertise of the team, remaining calm under pressure, making quick decisions and sticking with them, but flexing if you need to.”
With lows, comes highs and Wendy recalls a significant success being a paint engineering project where she was leading as Chief Engineer in Europe. “I was implementing a new paint material for emissions regulations purposes. However, the change meant that while introducing a new material, we also had to introduce industry first application equipment as well.”


The primary goal was to meet emissions legislation in the future and allow Ford Motor Company to introduce cost efficiencies in its paint application process and reduce energy consumption.
Wendy added: “For me, the project was pivotal. I worked on the base programme which was launched in one plant. After its success I moved roles, but it continued to be rolled out in other plants. In the decade since the initial project, it was replicated across six other plants globally. I was responsible for setting that in motion and it was my first experience of leading a global team.”
• Wendy’s journey from a farm in Northern Ireland to the top of Ford Dagenham was fuelled by a love of problem-solving and a determination to make an impact in engineering and manufacturing
• Navigating a male-dominated industry, Wendy overcame unconscious bias and the absence of female role models to carve out a leadership style that’s both authentic and inclusive
• She has led high stakes, globally implemented projects such as introducing new, environmentally friendly paint materials and worked across continents to drive innovation and collaboration
• Wendy is steering the Dagenham plant toward a more sustainable, technologically advanced and inclusive future, while fostering a culture of continuous learning and adaptability among the workforces
Back in November 2024, Wendy was appointed Plant Manager at the Dagenham site. Starting her career at the same site 30 years ago, Wendy could never have imagined herself in this position. “It’s a tremendous responsibility to be given. Dagenham has a rich history and a legacy that goes back nearly 100 years.”
Dagenham still stands as one of the largest industrial sites in London and to be the first woman to lead the plant after so many years provides Wendy with a sense of pride. “This isn’t just for me but for all the women who have worked at this site before. Women in Dagenham changed the course of history as the strikes triggered the passing of the Equal Pay Act in 1970.”
Wendy hopes that her newest appointment will send a message that anything is possible regardless of gender. “It is now my responsibility in this role to make sure that I lead Dagenham with integrity, innovation and build a diverse and inclusive workforce where everyone can thrive, regardless of gender for future generations. That’s my mission.”
Wendy has worked in different roles and regions, broadening her knowledge and providing her with a deeper understanding of the complexities of the automotive industry.
“My time in global manufacturing engineering exposed me to different cultures. I had teams working across Russia, South America, China and Europe. Learning the importance of cultural sensitivity and ensuring that our workforce were able to work effectively with people from different backgrounds was key to successful production,” she added.
The next generation Encouraging the next generation into manufacturing requires a multipronged approach and Wendy believes it starts with changing the perception of what manufacturing is.
“We need to start showcasing the different roles and opportunities that exist within industry, from manufacturing, engineering, design, operations and management. It’s important to reach children early and expose them to STEM in a fun, engaging way.”
Ford UK are involved in school outreach projects and hands-on activities in the local and wider community to get young people involved in the sector. “Mentoring and shadowing are so important. It was a work experience week that sparked my interest for the sector so as a personal mission, I’ve ensured that we have restarted work experience placements for students at Dagenham.”
Another issue pertinent within modern manufacturing is the landscape of the workplace. People

Lance Owide, General Manager of B2B at BigCommerce, recently spoke with The Manufacturer about the role of AI in manufacturing and B2B ecommerce. In this article, Lance shares how manufacturers are already applying AI to drive efficiency, improve margins and streamline operations. He also outlines the essential foundations for getting started
Artificial intelligence is rapidly reshaping industries across the board, but few sectors stand to benefit as comprehensively as manufacturing. From sales and logistics to forecasting and inventory management, AI is proving its worth in driving efficiency, improving margins and creating more dynamic customer experiences.
Lance believes the manufacturing sector is particularly well-positioned to capitalise on AI’s potential. In a wideranging conversation, he outlined why AI is gaining momentum, what real-world applications are delivering results today, and how manufacturers can begin their AI journeys effectively.
Why AI has captured manufacturers’ attention
The manufacturing sector’s interest in AI is no passing trend. For Lance, it’s the promise of end-to-end optimisation that’s capturing attention - extending far beyond front-end sales automation to core processes like production planning, supply chain management and post-sale servicing.
“AI’s real draw is in its ability to boost revenue while driving efficiency and margin improvement,” he explained. “It’s not just the flashy stuff like chatbots. It’s about optimising how products are built, where they’re sent and how they’re supported after the sale. That has huge implications for the entire product lifecycle.”

Start small. Test and learn. Build internal advocacy. That’s how real transformation happens
Lance Owide, General Manager of B2B, BigCommerce
ABOVE: AI-powered product recommendations are incorporated into many ecommerce platforms
While elements of AI – such as demand forecasting models - have existed in manufacturing for some time, what’s new is the ability to feed those systems with real-time data. Inputs such as changing customer behaviours, seasonal patterns or even weather data, can now update predictive models dynamically, improving accuracy and responsiveness.
Real-world efficiency gains
Lance shared several practical examples where manufacturers are already seeing measurable returns from AI. In one case, a BigCommerce customer - a children’s product manufacturer - implemented AI-powered product recommendations on its ecommerce platform. The result? A more than 50% increase in product purchasing among users who interacted with these tools.
“This was about suggesting complementary products that distributors frequently purchased together,” Lance said. “It drove conversion and helped both the manufacturer and their buyers sell more effectively.”
Another standout use case involved automated quoting. One BigCommerce client, a manufacturer of mobile device accessories, developed an AI-based system that allows distributors to request and negotiate quotes directly on the website. The AI uses live pricing data, customer lifetime value and purchasing history to make dynamic offers - removing the salesperson from the initial quoting process entirely.
“The bot can negotiate within guardrails, and if it can’t reach an agreement, the process then gets passed to a human,” said Lance. “It’s a smart way to automate while still maintaining control.”
Strengthening the supply chain AI’s impact extends deeply into logistics and supply chain strategy. With dynamic pricing and predictive analytics, manufacturers can optimise everything from warehouse placement to shipping routes in real time.
“Think about placing inventory closer to where it’s being purchased,” Lance noted. “Manufacturers have long done this in a static way. AI now enables those decisions to be updated in real time, helping to reduce overheads and speed up sell-through.”
AI also plays a critical role in helping manufacturers manage disruptionsomething that’s become all too common in recent years. Whether it's navigating tariffs, pandemics or supplier shortages, AI can detect risk factors, run scenario planning models and suggest proactive mitigation strategies.

The promise of AI is in driving revenue, improving margins and creating efficiency across the entire product lifecycle
Lance Owide, General Manager of B2B, BigCommerce
BELOW: The manufacturing sector is particularly well-positioned to capitalise on AI’s potential
Where to begin: clean data and business alignment
With AI offering so much potential, a common challenge for manufacturers is knowing where to start. According to Lance, the first step isn’t choosing the right AI tools, it’s getting your data in order.
“You need clean, structured data across the board, from customer history to inventory to product specs,” he said. “Without it, even the best AI solutions won’t be effective.”
He also stressed the importance of system readiness. Many manufacturers are still using legacy or homegrown ERPs and CRMs that aren’t cloud-based or API-accessible, making real-time data integration difficult. Investing in foundational systems that can support AI is essential.
Once the data and infrastructure are in place, manufacturers should align their AI initiatives with broader business goals. If revenue growth is the primary objective, tools that support sales – such as recommendation engines or sales rep enablement tools - might be the right starting point. If the goal is cost reduction, the focus may shift toward manufacturing process optimisation or supply chain efficiency.
“I always advocate a crawl-walk-run approach,” Lance said. “Start small. Test and learn. Build internal advocacy. That’s how real transformation happens.” l

data is then overlaid on recordings made by the scene camera – the small camera built into the front of the frames. The result is a quality POV video recording that also shows precisely where the wearer looks at any given time.
What does that mean for your training? At Tobii, I’ve already seen that manufacturers like Denso have been able to cut their training time in half. That means better training outcomes in less time and at a fraction of the cost.
Eye tracking helps capture the hidden knowledge of your most skilled employees. It empowers you to create focused learning materials that summarise skills that are hard to articulate, through subconscious attention patterns. Most importantly, it allows you to free up employees from across your workplace to focus on their jobs –because the task of training new employees is slashed by a powerful behavioural analysis tool that can be conducted in minutes.
Preserving the knowledge
Training new staff is one thing, but let’s think bigger. According to a Gallup study, replacing an existing employee can cost between 1.5–2x their annual salary. But when specialised manufacturing skills are developed over years, an important colleague moving on can mean operations grind to a halt entirely.
Eye tracking glasses give you the opportunity to see how skilled people think – not just what they do. With concrete data on specialist skills built over the long term, you can develop a new generation of capable employees quicker; employees that continue growing value for your business far into the future.
Level up quality
Let’s go a step further. Now you’ve got the eye tracking glasses, and training is back to being the growth hormone for your business. You want to see if operations on the ground level are running as smoothly as possible. Workplace hazards, employee accidents, and quality issues often fly under the radar, but they can cost a business dearly. An eye tracking study logs what your business looks like day to day, from the ground level.
Small changes like the position of machinery, lighting on the work floor, the location of storage units or the sequence of events in a production line can ripple out and make huge productivity gains down the line. I work with companies every

Competence is not about marking whether the training was attended, but knowing they can apply what they’ve learned when it really matters
Gunnar Troili, Senior Vice President of Products and Solutions, Tobii
ABOVE: Eye tracking helps capture the hidden knowledge of your most skilled employees BELOW: Eye tracking glasses consist of a discreet frame, with a series of cameras and illuminators hidden in the sides of the lenses


Tobii provides cutting-edge eye tracking solutions that help organisations improve training, streamline assessments, and capture real-world performance. Our wearable technology and analysis software enable teams to work smarter, train faster, and scale knowledge more effectively.
day using eye tracking to find efficiencies like these that lurk in plain sight. Some are even successfully using eye tracking to inform decisions about fundamental transformations to their production lines. Whatever decisions your team needs to take, you’re doing it with the highest quality data on your operations – no guesswork.
A solution for training, and beyond
At Tobii, we’ve developed tools to enable smarter ways of working. Ways to pull industrial training procedures out of the 20th century and meet the demands of modern, fast-growing organisations. In many ways, the approach is simple – put on the glasses, review the data and visualisations with your team, and uncover actionable insights. But the implications are massive –objective data without labs, without disruption. Just the raw, unfiltered truth of how skilled people operate, and how to scale valuable knowledge and skills across your entire team – faster and more effectively than ever. Not bad for a pair of glasses. l
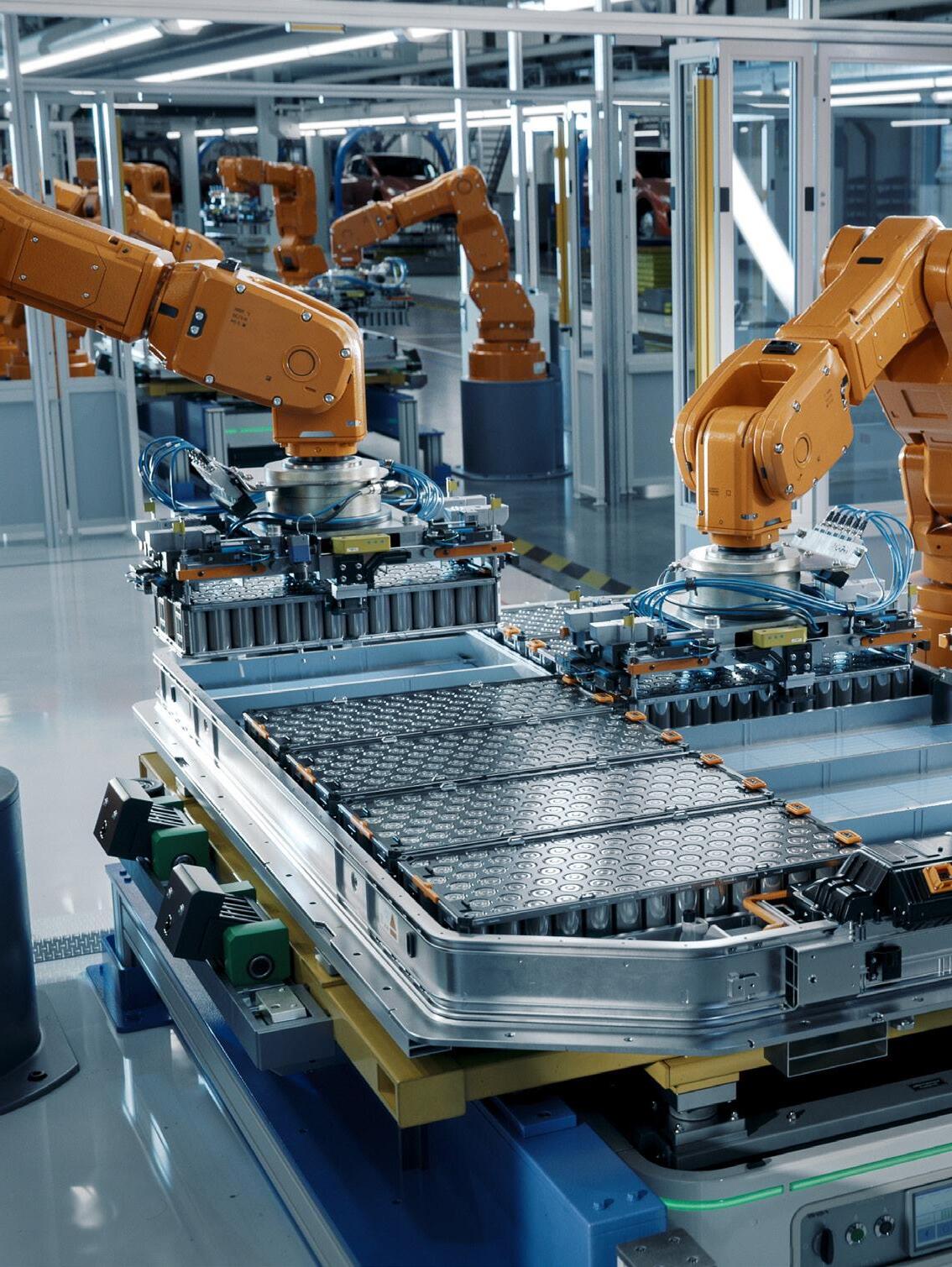
We’re a specialist lender for Manufacturing finance in the UK.
Whether you’re manufacturing for the UK markets or for export, we understand how important it is to continually invest in equipment and new technology. That’s why we’re supporting the British manufacturing industry with our specialist finance.
Our specialist team have the experience and expertise to support you with your commercial vehicle investment, finding the right deal for you.
Finance products available:
Finance Lease
Operating Lease
Sale and Hire Purchase back
01489 775 699
paragonbank.co.uk/business/asset-finance
newproposals@paragonbank.co.uk

The Institute for Manufacturing, University of Cambrdige (IfM), spotlight the inspiring initiatives led by Women in Manufacturing UK and their dedication to increasing women’s representation in the industry. This article also examines the critical importance of inclusive leadership and how it can pave the way for a more diverse and vibrant manufacturing landscape
The manufacturing industry is undergoing a profound transformation fuelled by digitalisation, a pressing shortage of skilled workers and a determined shift towards achieving a net zero economy. While these changes present unique challenges, they also bring significant opportunities for growth and innovation. One of the most promising avenues is to address gender disparities and foster inclusive leadership within the sector.
The Women in Manufacturing UK (WiM UK) initiative, launched in 2022,
was established by the Institute for Manufacturing (IfM), the High Value Manufacturing Catapult and Innovate UK, all united by a shared commitment to enhancing diversity and inclusion in the manufacturing sector. With the ambitious goal of increasing women's participation in manufacturing to 35% by 2035, WiM UK aims to unlock the potential of over 200,000 women, tackling labour shortages while driving growth in the industry.
“While progress has been made in fostering more inclusive workplaces, women remain significantly
underrepresented. Their perspectives, creativity and skills are key to shaping the industry's future. Building a culture that values gender diversity, fuels innovation, strengthens resilience and accelerates growth. To unlock the sector’s full potential, a steadfast commitment to inclusion is essential", said WiM UK Senior Adviser Jennifer Castañeda-Navarrete of the IfM. “As the manufacturing industry evolves, diversity and inclusion must be seen not only as ethical responsibilities, but as essential drivers of business success and societal progress.”
manufacturing countries in women’s participation, ranking last in the top 15
The report provides principles for companies and industry associations and recommendations for a gender-responsive Industrial Strategy to help create equal opportunities and a diverse workforce.
The principles cover all aspects of business, from championing equality, diversity and inclusion in leadership to ensuring a diverse talent pool and inclusive recruitment. A set of key steps ensures that diversity and inclusion remain an integral part of business operations.
“As organisations adopt these principles, the focus on inclusive leadership becomes particularly relevant. This emphasis not only supports the overarching objectives of equality and diversity but also highlights the tangible benefits of prioritising gender diversity", highlighted Jennifer.
The business case for inclusive leadership Inclusive leadership is a cornerstone of WiM UK, as businesses that prioritise gender diversity not only outperform their competitors in innovation, decision-making and financial performance, but also contribute significantly to economic growth.
For instance, a 2024 Make UK report estimated that filling manufacturing vacancies could boost the UK’s GDP by £7bn annually, emphasising the vital role of inclusive practices in driving both company success and national prosperity.
Despite the proven benefits, many organisations struggle to implement effective equality, diversity and inclusion (EDI) strategies. “The business case for inclusive leadership is clear", continued Jennifer. “Companies that invest in fostering
Smart Manufacturing and Engineering Week Panel: Women in Manufacturing –Inspiring Inclusive Leadership Join industry experts as they share best practices and strategies for inclusive leadership in manufacturing.
Download the Women in UK Manufacturing 2024 Report

Gain key insights into women's progress, labour shortages and the gender gap— plus actionable strategies to foster a more inclusive industry.

an equitable workplace not only enhance employee engagement but also improve retention and productivity. However, to achieve lasting change, inclusion must be embedded in business strategies rather than treated as a checkbox exercise.”
To support organisations in cultivating an inclusive culture, WiM UK has identified key actions that drive measurable progress:
Dedicated leadership: Assigning senior leaders to oversee EDI initiatives ensures company-wide accountability. Inclusive leadership starts at the top - when executives champion diversity, it signals to employees that inclusion is a business priority.
Unconscious bias training: Unconscious biases influence hiring decisions, performance evaluations and workplace interactions. Providing managers with training to recognise and mitigate biases is essential for fostering an inclusive workplace.
Gender equality integration: Embedding EDI into business values, strategic plans and culture promotes sustainable change. Businesses that align EDI goals with their overall strategy and integrate diversity into decision-making processes see more sustainable outcomes. This includes setting measurable targets for gender representation at all levels and ensuring diversity in leadership roles.
Clear EDI strategies: Setting measurable targets and implementing roadmaps for diversity and inclusion initiatives drives progress.
Resource allocation: Financial and human resources must be dedicated to EDI efforts to ensure long-term impact.
Industry-wide collaboration: Participating in diversity charters and networks amplifies collective efforts toward gender equality.
For inclusive leadership to create lasting impact, businesses must move beyond performative measures and commit to systemic change. By embedding these principles into their business models, manufacturing organisations can unlock greater innovation, enhance employee satisfaction and secure a competitive edge.
“As the manufacturing industry evolves, companies that prioritise inclusivity will not only meet workforce demands but also shape a more resilient, forwardthinking sector. Now is the time to invest in leadership that champions diversity - not just as an ethical imperative, but as a strategic advantage,” added report Coauthor Dr Viktória Döme, IfM. l





MARKETING TO MANUFACTURERS
The Oscars of manufacturing. Shine a light on your achievements, benchmark your business against industry leaders and gain invaluable expert insights to drive future success. Enter now.
AI-Driven Solutions for Smarter Industry. Join digital experts for the 5th time to explore AI-powered automation, emerging trends, and best practices - an essential gathering for manufacturing innovators. 4-5 JUN
Uniting the community for an innovation festival with dynamic digital and live events, inspiring, informing, and entertaining participants.
Join us to celebrate the very best individuals of UK manufacturing. It is one of the biggest nights in the industry’s calendar, attended by 100 brightest manufacturing stars, judges, alumni and the wider community. 4 JUN
The premier event shaping the future of industry. Gain cutting-edge insights, network with decision-makers, and explore transformative solutions. 16th annual event - an unmissable opportunity.
NOV
Join 500 industry movers and shakers for this goldstandard Gala Dinner & Awards Ceremony night, delivered in partnership with IMechE. (Silver Winner for Awards Event of the Year). 12 NOV
Sharing input from the industry’s best manufacturers and technology providers to map the technical areas, skills and behaviours that define modern industry. MONTHLY
Exclusive group of senior executives from The Manufacturer’s community, meeting for confidential roundtables, networking, and sharing insights.
Exclusive reports, events, newsletters, and direct industry engagement to ensure solution providers stay ahead of the curve by translating knowledge into commercial success.

Today, almost every workplace is a digital workplace, and we make them all work better across industries of every kind. In smart factories, TeamViewer is helping to supercharge productivity. We enable remote access to any machine or device, so production lines can be managed, maintained, and kept up and running, from anywhere. The digital workplace company—connecting people with technology—enabling, improving, and automating digital processes. teamviewer.com/workbetter
Whatever your digital workplace, make work work better.


When traditional, hand-made skills combine with the latest digital technology, amazing things can happen. Just ask Northern Irelandbased manufacturer Lowden Guitars which has been working with Storm Reply to transform its business
SStorm Reply, part of the Reply Group, is a dedicated arm of Amazon Web Services, primarily focusing on engineering, architecture, product development and systems integration.
For the last five years Storm Reply has developed its offering and products around industrial IoT for manufacturing and covers everything from operational efficiency to predictive maintenance.
More recently, the company has been enhancing its ability to leverage artificial intelligence and machine learning to help manufacturers improve or create new products.
Changing needs of manufacturers
Manufacturing is on the cusp of a huge digital transformation, with technology set to change the whole landscape of the sector.
Matt Mould, a Partner at Storm Reply added: “A number of manufacturers have already set out a road map and in a lot of cases, have implemented a digital transformation strategy. In addition, a new wave of manufacturers are now accelerating digital adoption due to the increased accessibility of hardware and technology.”
He added that barriers to entry are becoming lower and lower, particularly around cloud services targeted at industrial IoT, and there has been a distinct shift towards manufacturers taking ownership of their own data, their digital landscape and around developing their own unique solutions.
A key driver behind this shift is that much of the complexity of vendor solutions is starting to be removed and having one cloud platform that operates both in the cloud, at the edge and onpremise in manufacturers’ facilities, is becoming more commonplace.
Another driver is the ability to improve the visibility of operational efficiency.
Once data can be provided centrally, it can be leveraged to identify for example, the full capacity at any given hour, day, month or year; hugely beneficial in organisations with individual siloed operations. “With IoT and a digital strategy, visibility into operations can be done efficiently, quickly and without the laborious process of bringing all that data together”, added Matt.
Storm and Lowden
Lowden Guitars is a guitar manufacturer based in Downpatrick, Northern Ireland, and is renowned for its handcrafted acoustic instruments that blend traditional
craftsmanship with innovative design.
The brand has been favoured by numerous acclaimed musicians, including Eric Clapton and Damien Rice. In 2019, the company launched the ‘Sheeran by Lowden’ range, a collaboration with Ed Sheeran aimed at making quality guitars more accessible to aspiring musicians. This partnership, along with the company's commitment to excellence, earned Lowden Guitars the prestigious Queen’s Award for Enterprise in International Trade.
Storm’s partnership with Lowden came off the back of an already existing relationship with AWS. The Irish part of AWS is connected to many businesses in Ireland, and knowing that Lowden had an interest in intelligent, connected products and IoT, AWS put the two entities together.
Matt continued: “We follow a very well-trodden path with any customer. We understand their challenges, wants and needs. And we then prove the technical feasibility with them. And as a premier AWS partner, we can help customers to get ideas qualified quickly.
“The hope of course, is for a business to develop a way forward quickly, but sometimes they may fail fast on an idea and have to stop, rethink and go back. We can unlock funding for businesses like Lowden in order to develop pilots, proof of concepts and minimum viable products.”
Customer loyalty, maintaining the quality of the product and creating a stronger connection with customers is essential to Lowden and so Storm Reply helped the company to develop the MyLowden endto-end connected solution that enables customers to GPS track the location, temperature, vibration and humidity of their guitars.
Despite Lowden’s guitars being very traditional, hand-made instruments, there is still a universal consumer expectation around connected products. Most purchases now come with some kind of connected service, and consumers are far more familiar with features such as over the air updates; making a purchase on one day and then having additional features drop at a later date is now commonplace.
The application developed by Storm will be available on Android and iOS and allows customers to register their guitar, qualify proof of ownership, access the instrument’s warranty and service history for insurance purposes. Continues over....

A new wave of manufacturers are now accelerating digital adoption due to the increased accessibility of hardware and technology
Matt
Mould, Partner, Storm Reply
MAIN IMAGE: The Lowden brand has been favoured by numerous acclaimed musicians, including Eric Clapton, Ed Sheeran and Damien Rice
INSET: Founded by George Lowden in the early 1970s, Lowden Guitars has built a reputation for exceptional craftsmanship, innovative design and a distinct, rich tonal quality
RIGHT: George Lowden, Founder at Lowden Guitars with son and Managing Director, Aaron BELOW: MyLowden enables customers to GPS track the location, temperature, vibration and humidity of their guitars
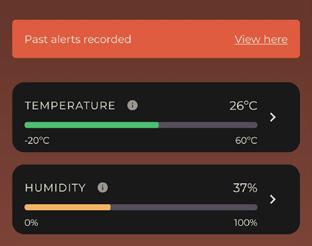
“Customers can also check the condition of the guitar to ensure it is being maintained at its optimum level. For a session guitarist, your instrument is your main tool for your income, so you need to make sure it’s in the best possible health, and is serviced and maintained properly”, added Matt. “This connected product offers customers conditional monitoring of what is a very traditional classic piece of instrument making. Luxury brands and retailers are all thinking how they can make their customer feel more aware of the condition of their product, especially if it's a high-value item?” l

Aaron Lowden Managing Director, Lowden Guitars
“Over the years we have found that the typical Lowden owner has dreamed of owning their custom guitar for years before they finally take ownership of the instrument. When the guitar leaves our workshop and falls into the hands of its player, that is when the real partnership begins.
“Inspired by the hand-kept ledger documenting all the guitars our Founder and my father George Lowden has created throughout his 50 years as a luthier, this breakthrough platform highlights a real collaborative effort to draw on the rich heritage of Lowden Guitars infusing cutting-edge technology to continue to push the boundaries into the future.
“We are delighted to offer Lowden owners a way of truly documenting the journey of their guitars through the MyLowden platform, and we believe this added insight, knowledge and ability to document milestones on their guitars will further enrich the treasured relationships between Lowden players around the world and their guitars.
“Working with the teams from Storm Reply, ubloquity and AWS was a real pleasure as they helped us bring this idea to life. In addition to tracking the guitar’s physical environment and condition through built-in sensor technology, MyLowden will also identify the guitar’s location and usage – all of which is written and stored on an immutable register for proof of ownership.
“The ability to document important studio or song-writing sessions and performances throughout the instrument’s history will significantly add to the emotional value of the guitar for their owners or for future buyers of preloved instruments.
“On a practical level, MyLowden will also offer a gateway to warranty and insurance services and insights for maintaining optimum condition and performance. For our global network of trusted retailers, it can reinforce proof of sale, service records and more, and for the Lowden team, the platform provides an additional route to connecting with players after they take ownership of their guitars through added opportunities for education, collaboration and engagement.”
“Lowden’s reputation has been established on quality craftsmanship and superior tone and playability over the past five decades. Our team continue to seek ways to continue the innovative spirit on which our brand was built.
“As we look to the next generation of guitar players, we are proud to continue to find ways to push the boundaries between craft and technology and are grateful to partners like AWS, ubloquity and Storm Reply as we continue our journey to creating heirloom instruments which will live on for generations to come.”
We are proud to continue to find ways to push the boundaries between craft and technology George Lowden, Founder, Lowden Guitars



Extended Producer Responsibility (EPR), set to come into force later this year, essentially shifts the financial responsibility for packaging waste from taxpayers to producers. As food and beverage manufacturers are set to be one of the most affected by this new legislation, The Manufacturer caught up with Jim Bligh, Director of Corporate Affairs, Communications and Packaging at The Food and Drink Federation (FDF), to find out more


“Defra would say that they’ve been working with businesses in the UK, including our members, on the scheme. But that's all been based around starting our EPR from scratch, rather than importing best practice from overseas.
“Another key differentiator in the UK is that the scheme administrator, PackUK, is a public sector organisation. In every other country except Russia and Hungary, the scheme administrator is run by producers. As such, it is the producers who are genuinely taking responsibility for increasing recycling rates.
“Here, for reasons known only to Defra and the Treasury, this has been placed within the public sector. They’ve created a quango, and that limits the ability of the scheme to really attract private investment and get the system change that's required if we're going to make this successful.”
For reasons known only to Defra and the Treasury, the EPR in the UK is a public sector organisation. They’ve created a quango, and that limits the ability of the scheme to really attract private investment
Jim Bligh, Director of Corporate Affairs, Communications and Packaging, FDF “
As EPR has been run so successfully in other countries, one would think it would have been prudent to follow another’s example. In Canada, for example, there are several different EPR schemes that have been running for 25 years or more. One is the Recyclability Assessment Methodology (RAM) which means that every product put on the market has to be assessed and fees paid based on its recyclability.
This methodology is complicated, and takes a lot of time, discussion and tradeoffs between different material sectors and producer types. This took around two years to get up and running in Canada. However, as Jim continued: “Defra, for their own reasons, have decided to do that in the space of three months, without really consulting businesses on the implications and what it means for them. They've created a scheme that is actually quite different from other countries, when they could have simply replicated the ones that work well.”
He added that this bespoke UK approach will probably lead to a more expensive system, and certainly one that's more complicated for producers to deal with. In the UK’s version of the RAM, producers will have to assess 700 different data points on each piece of packaging placed on the market, and all this by October. “That's just not possible”, Jim continued. “If you're a big business with 8,000 different SKUs, and are required to capture 700 different pieces of data on each of those products, that’s not going to happen by October.
The aim of the scheme of course, is to create a circular economy, so the packaging that is put into the recycling system comes out as food grade packaging at the other end. This will require investment, infrastructure and new rules on issues such as chemical recycling.
It will also require attracting overseas investors to come in to the UK and create the new systems and processes to make it work. Being able to use waste as a resource is the ultimate prize for manufacturers.
However, because of the lack of infrastructure planning, and the fact the Treasury has slowed down the decision making process, Jim is worried that currently, all companies have been left with is a £1.4bn bill that's payable this year and every year thereafter.
He added: “Let's hurry up the process of ring-fencing those fees, investing them in infrastructure and creating that circular flow of materials where producers own the content that comes out of the recycling system to use it again.
“Without this in place, the only impact of the £1.4bn is food prices will go upwhich will subsequently be passed on to consumers - and recycling rates will stay the same.”
Should F&B manufacturers be worried? The first concern is cost, and making sure those can be passed on - Defra estimate that 80% of the EPR costs will be passed straight on to consumers. However, it is Jim’s view that this figure will ultimately be closer to 90% or even 100%. Food and beverage is

















THIS MONTH
SMALL
ARCHWOOD GROUP BOROUGH
BROTH
RYSE 3D
HALDIRAM BRANDAUER
Amid a challenging economic environment and evolving demands across the construction and home improvement sectors, Archwood Group continues to demonstrate the resilience of family-led, purpose-driven manufacturing. Managing Director Josh Burbidge - who represents the fifth generation of his family at the helm - speaks to The Manufacturer’s James Devonshire about how heritage, innovation and sustainability underpin the business’s long-term success
Though the Archwood Group name was officially established in 2011, the business’s origins date back to 1867. “We rebranded to create a group structure,” Josh explained, noting that the group comprises three distinct brands: Richard Burbidge, Atkinson & Kirby and Masons Timber Products.
The group’s portfolio is intentionally diverse. From decorative stair parts and hardwood flooring to timber components used in sectors ranging from windows and doors to coffins, Archwood Group’s broad market coverage provides a valuable buffer against economic fluctuations. “The eclectic mix is quite useful from a business perspective,” Josh added. “If

one sector slows, another often balances it out.”
Despite the spread of products and sectors, all three brands are unified by a commitment to manufacturing excellence and design innovation. “We try to constantly innovate under the brand to create strength, add value and drive profitability.”
“We’ve evolved from a contract wood processor to a business that invests in R&D and brand building,” he noted. “Whether it’s combining metal, glass and timber in staircase design or simplifying installation for DIY customers, we aim to lead the market with design-driven, accessible products.”
Proudly British, globally connected
Roughly half of Archwood’s product volume is manufactured in the UK, with efforts underway to increase that share through investment in new technologies. “We're trying to bring in more complex manufacturing techniques and higher value products into the market by manufacturing in the UK,” Josh said.
LEFT: Archwood Group manufacturers a range of timber-based products, from decorative stair parts and hardwood flooring to timber components used in sectors ranging from windows and doors to coffins
However, international sourcing remains a crucial part of the company’s supply chain. Raw materials are primarily imported from Scandinavia, while finished products come from regions including China and Eastern Europe. This global footprint supports product diversity, but also poses challenges, particularly around sustainability goals.
“We’ve been working with our suppliers to align them with our sustainability targets,” Josh explained. “In fact, two of our major partners in China have installed solar panels after visiting our site and seeing what we’ve done here. That kind of influence is rewarding.”
A legacy of sustainability leadership Environmental responsibility is woven deeply into the fabric of the business.
Archwood Group was one of the founding partners of the WWF 95 Group, which evolved into the Forest Stewardship Council (FSC). Today, that commitment is even more pronounced.
Josh outlined the company’s five core values - reputation, responsibility, growth, transformation and evolution - with sustainability sitting squarely under the responsibility pillar. “It’s not something new,” he said. “We’ve been committed to sustainable sourcing and environmental best practice for decades.”
Recent initiatives include a major investment in solar power, with over 2,600 photovoltaic cells now installed on the factory roof, generating 35–40% of the company’s electricity. Combined with process improvements and a shift to electric forklift trucks, these efforts have reduced Scope 1 and 2 emissions by twothirds. The company has also signed up to the UN’s Race to Net Zero by 2050.
Such efforts earned Archwood Group the prestigious King’s Award for Sustainable Development in 2023 - a recognition that Josh describes as “an incredibly proud moment” and a clear market differentiator.
The firm’s proactive approach also extends to packaging and materials. “We’re moving to 30% recycled plastics in all of our products and switching to cardboard wherever we can,” said Josh. “We’ve even installed recycling points throughout the business to make it easy for everyone to contribute.”
Investing in transformation and technology
Beyond sustainability, the business is also undergoing digital and operational transformation. A recent switch to a modern ERP system - Sage X3 - has enabled greater transparency across manufacturing

Analysing data in real time enables us to pinpoint where waste occurs and lets us improve how we manage orders and customer expectations
Josh Burbidge, Managing Director, Archwood Group
processes and order management.
Additionally, investment in new machinery has allowed Archwood to reshore some production. Robotics are also on the horizon.
“There’s still a lot of lifting and shifting in timber manufacturing,” Josh said. “We want to take the mundane tasks away from people and focus them on value-added activities.”

Josh added that Archwood is: “now analysing production data in real time and pinpointing where waste occurs. That lets us improve not just output but how we manage orders and customer expectations.”
A skills strategy rooted in development
At a time when many manufacturers are struggling with skill shortages, Archwood appears well-positioned. The company benefits from long average staff tenureover 15 years - and an internal culture that fosters progression.
“Historically we’ve brought people in at a relatively low level and developed them,” Josh explained. The company is currently sending three employees on a lean manufacturing course and has promoted warehouse staff into supply chain roles. It’s a model based on meritocracy and multiskilling, where even cleaners may be found operating machines when needed.
This commitment was recognised with an Investors in People Gold Award. “It gives people variety, better job fulfilment and means they add more value to the business,” he added.
The business is also preparing for demographic changes. “We’ve got around 20 people nearing retirement in the next five years,” said Josh. “But the recent quality of temporary labour has been encouraging - and we’re looking at setting up graduate recruitment schemes to keep the pipeline strong.”
That said, the business remains cautious about apprenticeships, having faced mixed results in the past. “We are looking

By investing in robotics, we can take the mundane tasks away from people and focus them on value-added activities
Josh Burbidge, Managing Director, Archwood Group
at it again,” Josh confirmed, noting the importance of ensuring foundational skills are in place.
Responding to economic and political pressures
Despite the company’s solid performance, Josh is critical of recent government policy decisions. The removal of business property relief for family businesses and successive minimum wage increases have raised concerns. “It just makes us uncompetitive,” he warned. “If you want a manufacturing base in the UK, you need an achievable entry point for lower-skilled roles.”
Archwood has so far avoided redundancies, thanks in part to its use of temporary labour. But Josh admitted
• Archwood Group’s broad portfolio across multiple sectors - ranging from home improvement to specialist timber products - helps mitigate market volatility and supports steady growth
• Long before ESG became a trend, Archwood was championing sustainable practices. Today, its commitment includes major investments in solar energy, reduced emissions and FSCcertified sourcing - efforts that earned it a King’s Award for Sustainable Development
• The company is reshoring more production and embracing digital transformation - including a new ERP system and plans for automation - to improve efficiency and product value
• Rather than relying heavily on external hires, Archwood focuses on upskilling and promoting from within - a strategy that has earned them Investors in People Gold accreditation and fosters long staff tenure
• While committed to growth, Archwood warns that recent government policy changes - such as the higher minimum wage and the removal of family business relief - risk undermining UK manufacturing competitiveness
LEFT: Roughly half of Archwood’s product volume is manufactured in the UK, with efforts underway to increase that share through investment in new technologies
that continued wage pressures may limit future hiring or investment. “We want to invest, but changes like this make it more difficult.”
“Our energy contract was also set to rise significantly after the Ukraine invasion,” he recalled. “Thanks to our early solar investment and switching providers, we avoided that increase - and that stability meant we didn’t have to pass costs onto customers.”
Outlook: steady progress and product innovation
Looking ahead, Josh said that Archwood’s focus remains on “steady as she goes” growth. With revenue targets on track, the business is now working

to expand its product offering to meet shifting customer demands.
“We’re doing lots of new product development,” he added. “That drives profitability and keeps us attractive to our customers.”
Josh added that Archwood’s customers are changing what they want to buy.
“We’re actively pushing back with fresh products to retain our relevance in the market. Innovation is how we compete.”
While challenges remain - from political uncertainty to an ageing workforceJosh remains confident in the company’s long-term strategy. Grounded in sustainability, innovation and a peoplefirst ethos, Archwood Group appears well-positioned to continue its evolution well into its second century. l
and beef bone broth, but we also have organic lamb and duck flavours as well as sustainably caught fish broth.” In addition, the company produce noodle soup bases such as Vietnamese chicken pho broth and Japanese inspired tonkotsu ramen broth made from organic British pork.
Ten years ago, Ros found herself developing allergies, struggling with her digestion and feeling inflamed. Alongside stripping back her diet, eliminating certain foods and finding others to help improve her condition, a friend recommended drinking bone broth as part of the process.
Looking back, Ros feels that it was one of the foods that really helped sustain her health and regain her strength. As a business, Borough Broth makes no snake oil-type claims and lets its customers do their own research into the benefits of bone broth. However, Ros is in no doubt as to its potential. She added: “One of the qualities of bone broth is that it is full of collagen. This comes from the gelatin in the bones and there is more evidence coming to light all the time about its ability to aid digestion, heal your gut lining, reduce inflammation and induce your body's own production of collagen. Many think collagen is just for hair, skin and nails but it is also in your joints.”
Many of us have heard the old wives tale that chicken soup is best when you have a cold, but it’s no myth. “Chicken broth has been proven to reduce the amount of mucus that your body produces, helping to aid recovery from congestion”, Ros added. “Drinking it helped my digestion and reduced a lot of inflammation. I was making it every day and cooking it overnight in slow cookers in my kitchen.”
After speaking with her butcher who was supplying Ros with the bones to make the broth, they came to an agreement; she helped him with his website, and he gave her as many free bones as she needed (as they would only have been thrown away).
Ten years strong
Borough Broth has always manufactured each of its products in-house, and with growing demand it has moved three times over the last decade. “This is our third expansion in our current site. We
have been manufacturing here since 2020, and in 2017 we secured our first big customer, Ocado, and have grown exponentially with them” said Ros.
In that period, Borough Broth developed and launched a co-branded range with Mindful Chef back in 2020 and similarly a co-branded range with Holland & Barrett in 2023. “Two years ago, we launched in Waitrose and at the beginning of this year, we got our products into Sainsbury's. And next month, we launch with Tesco.”
The business was born from taking an unwanted byproduct of the meat industry and using it in human food, rather than going into the waste stream or being used for pet food.
“Our foundation was based around taking a waste product and reusing it. And even the byproduct from our own processes - the leftover cooked bones and vegetables - get taken from our site to East London to a giant bio-digester. That then anaerobically processes all our waste food and turns that into a mixture of liquid fertilisers and methane gas”, Ros explained. This methane is then cleaned and put back into the grid, which can fuel up to 1,000 homes a year.
The company is B Corp certified, meaning that Borough Broth is verified by B Lab to meet high standards of
Although there are elements in production that we're going to automate, there will always be that human touch to what we do
Ros Heathcote, Founder and Managing Director, Borough Broth
social and environmental performance, transparency and accountability. “For me, I have reservations about a net zero target, because as a manufacturer, you do have an environmental impact, and it is becoming easier for that to be covered by offsetting. But for us, I want to focus on reducing our impact first in whatever way we can”, Ros added.
BELOW: Borough Broth now has 18 bratt pans at its manufacturing facility in Greenford, London.


This is our third expansion at our current site... in 2017 we secured our first big customer, Ocado, and have grown exponentially with them
Ros Heathcote, Founder and Managing Director, Borough Broth
Borough Broth’s manufacturing relies heavily on its suppliers. It works closely with numerous meat producers across the UK and is always open to different ways of working as the company expands.
“We have great relationships with our suppliers, and we’ve worked closely with
them on a case-by-case basis of what works for them and for us. We want to make it as easy as possible for us to receive the products and to ship them in the most sustainable way”, explained Ros.
As such the company ensures that it fills lorries rather than just loading one pallet, uses less fossils fuels, reduces labour and packaging costs, and makes the partnership mutually beneficial for both parties. “We are taking a waste product away so they no longer need to pay any disposal costs."
Like every other manufacturing business, Borough Broth has faced some challenges. “Rising fuel costs made logistics more difficult with our suppliers and there was a recent CO2 shortage which caused us some issues. Avian flu is always posing a risk to us with regards to the supply of our chicken bones,” said Ros.
Borough Broth found the COVID pandemic particularly challenging when it came to staffing. Ros believes this was due to the number of workers that left the UK after Brexit, making the employability pool smaller. The company currently doesn’t import or export outside of the UK so hasn’t felt the direct impact of Brexit on its shipping, but it supplies its products to places that do.
Borough Broth also uses spring water in all its broths. “From the very early beginnings of the business I have always used spring water. For me it was a taste preference but now, from the perspective of our customers, when they are concerned about health, it’s important to only put the best in your body”, said Ros.
The company used to purchase water cooler bottles and tip them into bratt pans but now, it has found the best quality spring water that it could in the UK and ships it to the manufacturing site in large quantities for use. “We have found it makes a world of difference to our end products.”
In the UK food manufacturing industry, Borough Broth is a small player in comparison to some but that allows the company to be nimble and agile, working on smaller lines and shorter runs.
“We have brought in automated equipment in some areas, but automation fundamentally lends itself more to very large runs and in turn, full automation would mean that we’d be unable to do bespoke ranges or collaborations. We could end up producing a run of 100,000 units when we only needed 500”, said Ros.
As a no waste manufacturer, this flexibilty is key and means that Borough Broth never throws anything away and only makes what it needs. “There are elements in production that we're going to automate, but there will always be that human touch to what we do”, she added.
Originally, Ros didn’t set out to manufacture the bone broth herself. “In the early days when I was approaching other manufacturers - predominately those making soup or stock - they were always challenged on how long we were cooking the products.”
However, it is the 24-hour cooking time that gives Borough Broth one of its unique







In a quiet corner of Warwickshire, far from the bustle of big-city tech, sits Ryse 3D, a production 3D printing company. This business isn’t just pushing the limits of additive manufacturing, it’s attempting to redraw the boundaries in the UK. Born from humble beginnings, this hyper-focused engineering team now 3D prints components and production tools for some of the world’s most advanced industries. Tom St John spoke with Mitchell Barnes (above), the Founder of Ryse 3D
Unlike many additive manufacturing projects that focus on prototyping, Ryse 3D set its sights on end-use, productiongrade components. The industries it serves includes automotive - which is the primary focus - and aerospace, with its products found in airport security systems and scanners all over the world.
Other markets include pest control, medical device development, and essentially any industries where performance and reliability aren’t optional.
The company's core market is in hypercars, where complexity and lowvolume production converge to make 3D printing a good fit for the applications. “Every vehicle we touch costs between one
to four million pounds,” said Mitchell. “We make all the 3D printed plastic parts on those vehicles.”
Out growing the garage
Looking back on the foundation of the business, Mitchell didn’t start out with a business plan or seed funding, he started with a problem. “The whole premise of this
64
You need to be investing in innovation and technology to stay ahead. You cannot rely on machine or material manufacturers, or the government to do it for you
Mitchell Barnes, Founder, Ryse 3D
Mitchell continued: “By doing this we can meet production volumes of up to 10,000 vehicle sets a year. That's our push; we want to replace a lot of existing low volume production parts with 3D printing. We’re essentially using 3D printing to make other manufacturing technologies better.”
The company’s success is tightly linked to its ability to rethink traditional manufacturing norms. It doesn’t need to rely heavily on machine manufacturers and material suppliers. Ryse, as mentioned, brings those capabilities in-house.
Innovations in the reusability of materials is a key pillar of improvement. Pelletbased 3D printers, which again, have been manufactured in-house, are able to produce parts with the same mechanical properties and performance as traditional manufacturing methods.
Plant-based materials, made out of castor beans, are used to manufacture production components. The beans are grown and processed into a powder which can then be used to 3D print parts. This can be turned into plastic componentsproduction grade nylon - that can be found in many hypercars.
“We also generate waste from support material,” said Mitchell. “We're regrinding and reusing that to manufacturer part components. We’re trying to ensure that we've got as little waste as possible.”
Zero waste is the overall goal, and

apparently, Ryse has almost reached that target. Again, this is all aimed at making additive manufacturing in the UK accessible, scalable and profitable.
The speed of growth at Ryse has come with some hurdles, understandably. Like many manufacturers, it faces recurring recruitment challenges. Its location puts it at a disadvantage. Shipston-on-Stour is a picturesque market town, but not quite a manufacturing stronghold.
“It’s not exactly a breeding ground for engineers,” Mitchell admitted. “We’re close to Silverstone and Brackley - motorsport valley. But there’s not a particularly big manufacturing base in the area.”
Mitchell added that the company has had to be inventive when it comes to recruitment. Instead of chasing unicorn hires, a grassroots approach has been taken and talent has been picked from unlikely places.
“In some cases, we’ve hired baristas and fast food workers,” he said. “If you can follow a process, take raw ingredients and produce something at the end of it, then that’s manufacturing. We can teach the rest.”
These are industries that have developed skills within people that can be transferred, nurtured and applied to a manufacturing setting. The way Mitchell sees it, the job is about understanding process control. People can be re-skilled to use that process mindset on 3D printers.
This further proves that sometimes, it’s attitude as much as anything else, that businesses are looking for in new hires. “Experience helps, but drive is everything,” said Mitchell. “A lot of people lost that during COVID and furlough. We’re trying to reignite it.”
Interestingly, university graduates aren’t being targeted quite as much, and Mitchell has shifted direction in recent years. “We’re focusing more on exapprentices,” he said.
“This isn’t down to graduates, it’s not their fault. Universities are just so poor now in terms of educational quality - it's more about bums on seats, and ticking as many boxes as they can. I just don't see the quality coming out of university courses.”
Ryse is also pivoting slightly from the original recruitment plan. While early projections aimed for a team of 100, recent shifts in the UK employment landscape have forced a change in strategy.
“We’re now targeting 50 to 60 staff,”
Eight years ago, India’s biggest snack brand, Haldiram’s, opened a manufacturing site in Southall, London, in response to restrictions on dairy exports to the UK and Europe. Now, it’s expanding again and opened its doors to The Manufacturer to see first-hand how a small branch of a global enterprise operates

Entering the Haldiram’s unit on an industrial site in Southall, there is much more than first meets the eye. As India’s largest snack brand, the company is sure to be found in every home across the country, but the growing UK market, it is currently found in more specialist stores, convenience shops and in major retailers such as Sainsbury's
and Morrisons during certain holiday seasons such as Diwali and Ramadan.
The company was founded in 1937 and began in a small town called Bikaner in Rajasthan. “My great grandfather started the business by himself and made savouries that he sold locally. It wasn’t until his son, my grandfather, took the business to Delhi that it started to expand”, said Rhea Agarwal,
Director of Business Development UK and EU at Haldiram’s Overseas.
Haldiram’s consider Rhea’s grandfather to be the first generation of the family business, making Rhea a third-generation member of the operation. “He was the person to begin the expansion of the company and take it to the metropolitan cities of India”, she said.
By the 1990s the business began exporting goods overseas with the US being the first to receive these sweet treats in 1993 due to the demand from its large Indian population. The company now exports to over 108 countries worldwide, ensuring everyone has access to its extensive product line, full of traditional, family favourite flavours.
Over the years the business has expanded to produce many products such as frozen food, ready meals and instant foods. It established its first overseas factory in the UK in 2018. Haldiram’s also has its own chain of over 300 restaurants where its food is sold and served across India and in February, opened its first international store and restaurant in Dubai.
Gen Z leader
Rhea joined the business four years ago, firstly part-time to help during the COVID-19 pandemic when her family could not travel from India to support operations. Now she has finished her studies and has joined the company full-time as the UK and EU’s Director of Business Development. “My role is to find more business opportunities where we can grow. Although the position we’re in currently is great, there is no drive in just continuing what we have done for years - we need to move forward. Haldiram’s never had anyone on the ground in the UK and we have so much room to grow here”, she said.
Although a granddaughter of Haldiram’s founder, joining in the family business was not initially on the cards for Rhea. “It was never a given that I would work at Haldiram’s full-time, but I’ve always been extremely passionate about food. As a child I would always hang out in the kitchen and I Iove the idea of serving someone a mealit feels like a way to care for them”, she said. As a child, Rhea was actually unaware of what the family business actually involved, but she believes the passion for food was in her blood. “Aside from my family sharing mealtimes together, I was never influenced by anything else. I found enjoyment in feeding people and them enjoying the food - it made me want to do that in my work.”
Having time on her hands during COVID, she offered a helping hand to those who were still working on-site. She began by creating invoices prior to expanding into other areas. “I found myself in a position where I had to decide where I wanted to work; it was a no-brainer as I already had experience within manufacturing”, said
Rhea.
Manufacturing does come with its challenges, and it isn’t always glamorous, but this was certainly not something that phased Rhea. “It's not an easy job. But when I see the product and hear customers talk so fondly about the brand, it makes me proud to work at Haldiram’s. Knowing that it’s what my family created also makes me what to strive to create something ten times bigger”, she said.
Globally, the company has four main product lines. This includes sweets, ready to eat, frozen and snacks. Rhea continued: “The ready to eat is extremely popular with students and people on the go. The food is already cooked so doesn’t even have to be heated if that isn’t available. Our frozen selection has grown immensely in the last few years and resulted in us opening our largest factory in India earlier in 2025 so we could keep up with the demand.” In the UK, Haldiram’s has three lines of production. It manufactures eight sweet products in various forms including chilled, ambient and tinned.
Haldiram’s exports mostly to the US as a significant consumer of the company’s frozen line. Within the UK market the chilled and ambient products have proved more popular.
While the taste of the products doesn’t vary greatly by country or region, the size and packaging of the products is the biggest differentiator.
Food trends are consistently changing and when working in food manufacturing, it can be difficult to keep up with the ongoing change in regulations and requirements.
“There has been a huge shift in consumer preferences towards health. It’s far more common now to read the back of a packet before buying a product, and people are no longer unaware of what they are consuming”, she added.
Being in the packaged food sector, Rhea sometimes recognises that there is stil a stigma around it. “People think anything that’s packaged is bad, but that’s not the case. None of our products use preservatives. Our ready-to-eat curries only contain the ingredients a person would use to make that food in their home. It’s never going to contain something they don’t recognise”, she added.
Consumers are now also far more
It’s not about having the best and biggest machines but rather, making processes easier and quicker. Something that is vital for us is our packaging machines. This allows for extended shelf life and ensures the packages are sealed correctly so our product can taste its best
Stanley Wilber Fernandes, Head of Operations,

My role is to find more business opportunities where we can grow. Although our current position is great, there is no drive in just continuing what we have done for years - we need to move forward
Rhea Agarwal, Director of Business Development UK and EU, Haldiram’s Overseas

• Haldiram’s opened its first UK manufacturing site in Southall in 2018 to overcome dairy export restrictions and post-Brexit challenges. The company is now expanding that site to meet growing demand and increase production capacity
• Rhea Agarwal, a third-generation member of the founding family, now leads UK and EU business development. She brings fresh vision, emphasising innovation, growth opportunities and adapting to local market preferences
• While core recipes remain traditional, product formats, packaging and ingredients are being investigated to suit UK consumer trends like convenience, health consciousness and reduced sugar intake
• Haldiram’s uses a hybrid approach in manufacturing, combining automation (e.g., for packaging) with handcrafted methods (like hand-rolled sweets) to preserve authenticity and quality
• The UK factory sources ingredients like milk from local farmers, employs a largely female workforce and plans to introduce new products like paneer and chilled snacks. A London-based Haldiram’s restaurant is also planned by the end of 2025

focused and conscious of their sugar consumption, which has proved difficult for Haldiram’s to tackle when it is one of the main ingredients in the company’s sweets. “It’s important that we recognize this trend and try our best to look at ways we could lower our sugar content, without affecting the taste or quality of our products.”
Often referred to as ‘Little India’ Southall in West London has a lively and diverse community making it the perfect location for Haldiram’s first UK manufacturing site.
“The Indian demographic here is huge and at the time of opening the factory in 2018, Southall was the only predominately Indian community in London. Now, we see other areas have also become popular, such as Wembley, but this was an obvious choice”, Rhea explained.
Not only that but the manufacturing site has great transportation links and makes it easier to recruit new staff members when needed.
The site in Southall has been in operation for eight years and was opened due to the restriction on exporting dairy products to the UK. Haldiram’s needed a base in the UK, so it was able to sell products into the UK market and export to Europe, while opening the door to exporting to New Zealand and Australia in the future.
“Brexit was a significant challenge, even before it officially happened. Before the UK voted to leave the EU, the supply of goods to Europe was consistent and smooth. However, once Brexit took effect - and especially with COVID hitting simultaneously - it caused a major disruption. There were many new requirements, such as increased paperwork and customs procedures, making it harder to export goods from the UK”, she added. Haldiram’s has now adapted to the new processes, and the Southall site has helped this change.
Stanley Wilber Fernandes is Head of Operations at Haldiram’s UK and was the person who opened and began production at the Southall site. He is now taking the lead on the expansion of the site.
He commented: “We have just purchased the unit next door and are planning to expand our production as well as increasing the number of employees. When expansion is complete, we are
expecting to increase staff from 48 to around 80 during peak times and holiday seasons, when we are busier and may need to work longer hours to keep up with demand”, said Stanley.
Some of the sweets being produced at the UK site are made by hand. “This is the only way to do it. We have explored automation and machines to help, but it’s a traditional method and Haldiram’s takes pride in producing sweets that taste and look the same as if they were made at home.”
Right now, the production line focuses on a few products at a time over eighthour shifts. This means one product will be made each shift, before cleaning, resetting and producing another product. “For us, this works. We know we have demand and shipments to fulfill but we focus on the quality of the product over the quantity we make”, he said.
Haldiram’s also takes pride in the quality of ingredients it uses as the products are free of any preservatives or chemicals. “Our three main ingredients across the sweets we make here are milk, sugar and ghee. The sugar itself works as the only preservative we need”, added Stanley.
The milk is provided as part of a partnership with local farmers who bring fresh milk to the site each day to ensure the high quality of ingredients. “This is great for us and just reflects the quality and consistency we require when making our sweets. The sugar and ghee are purchased wholesale, but we are looking into how we can source this from one provider too”, he added.
Haldiram’s uses a balance of handcrafted techniques in combination with automation technologies in its manufacturing. "Our products are so traditional that we do need to preserve certain hand-crafted elements. However, automation is important when it comes to scaling up", said Rhea.
An example of this is with its most popular product, Gulab Jamun (a dessert of fried dough balls that are soaked in a sweet sugar syrup), where the balls are rolled by machine. “This makes the process quicker, it reduces labour and is better for contamination because there's less human touch,” explained Rhea.
Indeed, Haldiram's is incorporating technology wherever it can. “It’s not about having the best and biggest

It's not an easy job but when I see the product and hear our customers talk so fondly about the brand it makes me proud to work at Haldiram’s
Rhea Agarwal, Director of Business Development UK and EU, Haldiram’s Overseas
machines but rather, making processes easier and quicker. Something that is vital for us is our packaging machines. This allows for extended shelf life and ensures the package is sealed correctly so our product can taste its best”, said Stanley.
Women in manufacturing
Rhea explained that when it comes to manufacturing for Haldiram’s the dynamic is quite the opposite of the industry standard, with many women making up the workforce, from the factory floor to the offices upstairs.
Many traditional roles such as cooking are perceived to be taken on by women
yet professional kitchens are filled with male chefs. However, in the manufacturing space, especially in food production, it’s not unusual to see women taking the lead.
“It’s very normal”, Rhea said. Speaking about the authenticity of Indian food in particular. “The staple food that we eat at home would be made by our mothers or grandmothers and I don’t think anyone can cook better than them. Having that element here as well helps to replicate that same taste.”
For those wanting to join the manufacturing industry, Rhea’s advice would be to have patience. “It is number one in manufacturing, you are working with a lot of people, often in a team and need to be able to stay calm and balanced in the face of issues”, she said.
Another vital component is efficiency. “It’s important that you are the best at whatever you are producing. You must be able to keep the costs conservative, while having ambitious targets to help you grow. Manufacturing comes with its own challenges and having a problem-solving mindset while being efficient in making quick decisions is so important.
“Coming to the office or manufacturing site and being present is key. You need to know everything that’s going on as the smallest thing can make a huge difference”, she added.
Alongside its expansion in the UK, Haldiram’s has other areas for business development too. Coming into that new role here in the UK and Europe, Rhea has plans for the company’s future strategy.
“We are placing a lot of effort into R&D for the reduction of sugar, as we know this is a growing trend we must be aware of”, she said.
The expansion will also see the diversification of products, and the UK site has plans to introduce new lines based on UK trends. “The popularity of paneer in the UK has increased greatly. When I came to this country you couldn’t find it anywhere. But now it’s in all the large supermarkets.” As a dairy site, this is something the UK production facility will look to do as well as producing more savoury items such as chilled samosas or onion bhajis.
Not only that, but like in India and Dubai, Haldiram’s has plans to open a restaurant in London by the end of 2025. l
exporting to 26 different countries, making all manner of metal components.
The slightly sad reality, as Rowan put it, is that it’s unlikely that you will ever see a Brandauer product. The output of what the company manufactures is metal parts and widgets.
“Everything we make is hidden,” said Rowan. “From razors and cars to consumer electronic items such as washing machines and kettles. All of these applications have many of our components in them, and they’re crucial to making them work. But you can't see them.”
To enable the manufacture of huge quantities of these metal parts, Brandauer also makes progression tools. And it's this tooling that the company believes sets them apart. Not just in the UK but across Europe, and probably most of the world.
In making these tools, Brandauer can supply millions of metal widgets to an array of different industries. This has been key to moving the company forward in new markets.
“It's not usual for a company in Birmingham to be exporting to China,” said Rowan. “And it's because of the lack of capability globally. It’s our progression tools that enable that to happen.”
Brandauer is now the proud owner of two Kings Awards. Unsurprisingly, one was for international trade. The second was won last year, for innovation. This was awarded for its ability to make those progression tools.
The company has also recently won the SME Employer Award at the Enginuity Skills Awards. A recognition of the journeys that it has been able to put its employees on, according to Rowan.
“It's a bit of a self-fulfilling prophecy. Generally speaking, if you look after people and invest enough into them, you'll keep them,” said Rowan.
He then spoke further about how the company has been built up to this point, touching on some of the challenges and future opportunities that exist.
What are some of the trends that you’re seeing in your industry?
RC: I would say it's survival of the fittest at the moment. We’re in quite challenging economic times, and it's the nimble ones among us that are performing the best. Our focus recently has been on innovation, research and development

in brand new technologies such as renewables and electrification. We’ve also focused on servitisation, with an emphasis on how best to sell our products and capabilities.
Most manufacturers are starting, or are in the midst of some form of digital transformation project. Tell us about your journey, have there been any challenges in implementing that?
We've done numerous digitalisation projects over the past five years or so. The most successful for us was the introduction of a brand new MRP system, which enabled us to really focus in on our costs and the processing of materials that we stamp and supply to our customers.
The second example would be our new design system, which is fully integrated for our progression tooling that we make. There have been some particular challenges here around adopting new technology and training existing people in the different ways of operating unfamiliar pieces of equipment. Some smart use of adoption techniques have given us the ability to get over those hurdles and have been key to the success of these projects.
Given that you export and sell into a number of different markets, has the business been impacted by recent supply chain difficulties?
It’s definitely getting better. Nonetheless, we're processing materials like copper, brass, electrical steels and stainless steel. These are all quite specialist because they're thin
It's a bit of a selffulfilling prophecy, Generally speaking, if you look after people and invest enough into them, you'll keep them
Rowan Crozier, CEO, C Brandauer & Co
BELOW: Brandauer has recently broken into the razor blade industry
My mantra is spot the opportunity in everything, even in the darkest of days
Rowan Crozier, CEO, C Brandauer & Co
gauge. Most of the materials we’re stamping are actually thinner than paper.
The lead times associated with these materials are normally long. So, when you've got disruption, they can take up to 50 weeks. You're talking nearly a year from deciding on the material to actually getting it and having it stamped for your customers.
Like I say, that sort of disruption has eased a little. But to guard against this in the future, the solution has been to buy directly from manufacturers - the metal mills. We make sure we maintain really tight communications on a very regular basis.
When the customer demand increases or decreases, we can react in the shortest possible time to make sure we don't run out or we don't have too much stock.
Many businesses are currently focussed on sustainability and net zero goals. Is that the case for Brandauer?
On a product level, recycling and creating a circular economy is very much embedded in what we do. The scrap metal that we create as a result of our processes is really important. It's valuable to us and our customers.
We've always controlled that, and with the investment in a new MRP system, we’ve taken this to the next level. We’re able to control, to a microgram, how much we're
expecting to yield and how much we end up with. We can then yield the best value for us and our customers when we come to sell and recycle.
In addition to that, we've put in place new management systems that have made us focus a lot more on our environmental impact. Our journey to net zero probably started about seven or eight years ago when we put that business system in place, and we’ve continued to develop things from there.
Now, we're just dotting the I's and crossing the T's on a new net zero strategy that should get us there by 2030.
Birmingham is a real manufacturing heartland. Has that made recruitment easy?
The average age of an employee in the factory 15 years ago was 58. That will only get older if we don’t address it every year we’re trading.
We identified this as a significant risk for the business. We invested and engaged heavily to put in place a scheme that was fit for purpose. That doesn’t just mean churning out excellent engineers of the future, it's about retaining them and keeping them on the journey while we’re training them to be the engineers that we need.
We’ve worked tirelessly at that. We’ve invested around £25,000 per apprentice over a four to six year period – that’s how much it has cost us. We’ve had around 40 through the doors to date. And we’ve retained approximately half. But a good 80% of the other half have actually stayed in the industry.
In that respect, we're doing our bit for the sector, as much as we’re doing it for ourselves. And the numbers speak for themselves. Our average age in the

factory now is about 44. I’d say that’s about right for our business and the levels of technicality that we're involved with.
Do you have any advice for other companies, particularly SME manufacturers?
My mantra is spot the opportunity in everything, even in the darkest of days. Let's talk about COVID - we actually reinvented our business as a result of the pandemic, and we now offer a much wider capability.
We already had the knowledge and expertise to be able to do this. Nothing has changed in terms of how we approach things and the processes we follow. We've just pivoted successfully to new markets and customers.
We've broken into the razor blade industry recently, which is a market we really struggled with previosuly. How did we do that? Initially, it was through selling our knowledge, which is built on all the things we're good at. As a business you must spot the opportunity in everything.
One other area I would offer advice is in planning. You really need to spend time on it. It could take you a year to plan, but it will allow you to come up with a roadmap for the next ten years. And work at it over time - don't take no for an answer when it comes to delivering that goal. l

