www.meccanica-automazione.com



La manutenzione predittiva rivoluziona l’industria tra automazione, dati e strategie

www.meccanica-automazione.com
La manutenzione predittiva rivoluziona l’industria tra automazione, dati e strategie
Le prime applicazioni in produzione aprono nuovi scenari, ma è necessaria la fisicità umana?
Piano 5.0, orizzonte più lungo: investimenti estesi fino al 2028 con il maxiemendamento

Tecnologia avanzata per il lavaggio e la finitura di componenti metallici.





ALCOOLI MODIFICATI - IDROCARBURI - SOLUZIONI DETERGENTI ACQUOSE
LA NOSTRA TECNOLOGIA, LA VOSTRA ECCELLENZA IFP PORTAL
Controlla i tuoi impianti di lavaggio KP Kleen Power da qualsiasi luogo, in modo sicuro.
✓ Sicurezza e controllo.
✓ Monitoraggio in tempo reale.
✓ Ottimizzazione dei consumi.
✓ Reportistica semplificata.
✓ Gestione multi-impianto.
✓ Manutenzione predittiva.
✓ Massima reattività.

Per maggiori informazioni contattaci. Tel.+39 049.5996883 info@ifpsrl.com

Produttività Garanzia di qualità Flessibilità
Ispezioni assolute con il nuovo sistema di misura EquatorTM
Il nuovo sistema di misura Equator-X offre alle officine funzionalità esclusive, grazie alla doppia modalità di misura: assoluta (Absolute) e per comparazione (Compare). Gli utenti possono selezionare il metodo di ispezione ottimale in base alle proprie esigenze di processo, implementando con efficienza due sistemi in uno.
•Aumento della produttività: velocità di misura ultra elevata.
• Garanzia di qualità: verifica completamente tracciabile dei pezzi durante il processo e validazione continua della produzione direttamente in officina.
• Flessibilità: il metodo di misura ottimale per ogni applicazione con un unico dispositivo.

Nel panorama delle riviste tecniche dedicate alla manifattura siamo abituati a trovare macchine, componenti, prestazioni. Contenuti importanti, ma oggi non più sufficienti per comprendere davvero un settore che evolve sotto la spinta di trasformazioni tecnologiche, economiche e organizzative sempre più rapide. È da questa consapevolezza che prende forma la nuova linea editoriale di M&A-Meccanica Automazione.
L’idea nasce con l’obiettivo di andare oltre il prodotto, per raccontare il contesto in cui quel prodotto viene progettato, scelto, integrato e valorizzato. Non solo tecnologia, quindi, ma strategie industriali, modelli di business, filiere, mercati e competenze. Uno spazio editoriale che prova a leggere la fabbrica come parte di un sistema più ampio, dove innovazione e competitività si costruiscono attraverso scelte manageriali, investimenti e visione.
Al centro del racconto ci saranno le voci nazionali e internazionali di chi l’industria la guida ogni giorno: imprenditori, manager, direttori tecnici e responsabili di funzione chiamati a condividere esperienze concrete, percorsi di trasformazione e prospettive future. Accanto a loro troveranno spazio anche esperti di settore, rappresentanti del sistema confindustriale, analisti, giuristi ed esperti di normativa, per offrire una lettura autorevole e completa dei cambiamenti in atto. Accanto alle interviste, inchieste e approfondimenti tematici per indagare i grandi temi che stanno ridefinendo la manifattura: digitalizzazione, sostenibilità, automazione avanzata, nuovi modelli di servizio, sicurezza, competenze, AI. La tecnologia resta protagonista, ma come leva di cambiamento per l’organizzazione del lavoro, per l’efficienza dei processi e per la capacità delle imprese di competere sui mercati internazionali.
Questa evoluzione riguarda anche il modo in cui la rivista si presenta. M&A-Meccanica Automazione si rinnova profondamente nella grafica, a partire dalla copertina fino all’impostazione interna: un linguaggio visivo più contemporaneo, dinamico e riconoscibile, capace di valorizzare contenuti di analisi, interviste e inchieste con un taglio chiaro e autorevole.
Con questa impostazione, M&A-Meccanica Automazione si propone come una voce nuova nel panorama editoriale tecnico: meno centrata sul prodotto, più attenta alle scelte strategiche che stanno ridisegnando l’industria. Una rivista pensata per chi vuole capire non solo quali tecnologie utilizzare, ma in quale direzione sta andando il sistema manifatturiero.
fabio chiavieri


COVER STORY
6 ROBOTICA INTELLIGENTE, INDUSTRIA FLESSIBILE
ECONOMIA
10 IL 5.0 ENTRA NEL VIVO
16 LE BARRIERE INVISIBILI
PER CHI ESPORTA
ROBOTICA UMANOIDE
22 TRA FABBRICA REALE
E FABBRICA POSSIBILE
26 DALLA RICERCA ALL’INDUSTRIA
DIGITALE & AI
30 INTELLIGENZA ARTIFICIALE, L’ITALIA DEFINISCE IL QUADRO
NORMATIVO
34 UTENSILI E DATI, L’ALLEANZA
PER IL TAGLIO DEI METALLI
38 L’AUTOMAZIONE AVANZATA
RIDISEGNA LA MANUTENZIONE
42 MOBILITÀ SOSTENIBILE
SUPPLY CHAIN
46 INTEGRATISSIMA INTRALOGISTICA
54 IL PROCUREMENT CAMBIA PELLE
RICERCA
60 L’EUROPA NON FORMA I TALENTI STEM
70 SENZA ESG SEI FUORI FILIERA
76 SOFT ROBOTICS, DARE UN SENSO A CIÒ CHE ACCADE
82 FATTI E NUMERI


fabio chiavieri



Dalla visione artificiale alla mobilità autonoma fino all’AI generativa nei sistemi industriali, ABB Robotics ha tracciato le direttrici di una robotica più versatile e capace di operare in ambienti dinamici. Su questa traiettoria si innesta l’operazione finanziaria e strategica con SoftBank Group, orientata a valorizzare ulteriormente questo patrimonio tecnologico nell’era dell’intelligenza artificiale
Al centro dell’evoluzione della robotica industriale c’è la capacità dei sistemi di percepire l’ambiente, interpretarlo e agire in modo sempre più autonomo. In questo scenario si colloca il percorso tecnologico delineato negli ultimi anni da ABB Robotics, che ha contribuito a definire una visione di robotica industriale più flessibile, intelligente e accessibile.
Questa visione nasce dal fatto che i modelli produttivi stanno cambiando rapidamente. Personalizzazione di massa, cicli di vita più brevi, carenza di manodopera qualificata e crescente attenzione alla sostenibilità stanno modificando



i requisiti richiesti ai sistemi di automazione. I robot non possono più essere confinati a operazioni rigidamente ripetitive in ambienti perfettamente strutturati; devono diventare strumenti capaci di adattarsi, collaborare e gestire variabilità. La robotica industriale tradizionale si è basata per decenni su un principio fondamentale: la prevedibilità.
Layout definiti, oggetti standardizzati e sequenze di movimento programmate con precisione hanno reso possibile un’automazione estremamente efficiente, ma poco flessibile. Questo modello resta essenziale in molte applicazioni ad alto volume, ma non è sufficiente a coprire la crescente varietà di scenari produttivi. ABB Robotics ha descritto l’ingresso in una nuova fase, definita come “robotica autonoma e versatile”. L’obiettivo è superare la logica della sola programmazione preventiva, introducendo capacità di percezione, ragionamento e adattamento che permettano ai robot di operare in ambienti meno strutturati e più dinamici. Il robot, quindi, non è più soltanto un esecutore di traiettorie predefinite, ma un sistema in grado di comprendere il contesto operativo e modifi-
care il proprio comportamento entro parametri di sicurezza e qualità stabiliti.
La visione si articola in sei capacità chiave che, integrate, delineano il profilo della nuova generazione di robot industriali.
La prima riguarda l’interazione uomo–robot.
ABB Robotics ha posto l’accento su modalità di utilizzo più intuitive, che riducano la complessità della programmazione tradizionale. Interfacce semplificate, strumenti di insegnamento diretto e soluzioni che abbassano la soglia di competenze necessarie rappresentano un passo verso una robotica più diffusa.
La seconda direttrice è il rilevamento e la percezione. L’integrazione di visione artificiale tridimensionale, sensori di forza e altri sistemi di rilevamento consente ai robot di ottenere una rappresentazione più ricca dell’ambiente circostante. Non si tratta solo di riconoscere un oggetto, ma di comprenderne posizione, orientamento e interazione con il contesto. Il terzo elemento è il ragionamento autonomo. Qui entrano in gioco algoritmi capaci di pianifi-
care e ripianificare sequenze di azioni in base a condizioni che cambiano nel tempo. Questa capacità può essere applicata al singolo robot oppure estesa a flotte coordinate, dove più unità collaborano condividendo informazioni.
A queste si aggiungono il controllo del movimento con elevati standard di sicurezza, la localizzazione e navigazione autonoma in ambienti complessi, e una maggiore destrezza nella manipolazione di oggetti anche variabili o non perfettamente noti. Insieme, queste sei direttrici delineano una robotica meno rigida e più capace di operare nella complessità.
Un’altra chiave interpretativa proposta da ABB LA


Algoritmi capaci di pianificare e ripianificare sequenze di azioni in base a condizioni che cambiano nel tempo. Questa capacità può essere applicata al singolo robot oppure estesa a flotte coordinate, dove più unità collaborano condividendo informazioni

Robotics è la formula “occhi, mani, cervello e mobilità”. Gli “occhi” rappresentano i sistemi di visione AI 3D, che consentono di percepire profondità, forme e variazioni dell’ambiente. Le “mani” indicano la destrezza resa possibile da sensori di forza e controllo fine, fondamentali per manipolare oggetti delicati o irregolari.
Il “cervello” è l’intelligenza artificiale, inclusa quella generativa, che contribuisce a interpretare istruzioni, gestire eccezioni e supportare la risoluzione di problemi.
La mobilità, infine, permette ai robot di uscire dalle postazioni fisse e operare in spazi più ampi, integrandosi con la logistica e con flussi produttivi dinamici.
Questa combinazione amplia il raggio d’azione della robotica, rendendola adatta non solo alla produzione manifatturiera tradizionale, ma anche a contesti come logistica, edilizia, sanità e laboratori di ricerca, dove la variabilità ambientale è elevata.
Tra gli elementi più innovativi vi è l’introduzione dell’AI generativa come strumento di supporto all’interazione e alla configurazione dei sistemi robotici. L’idea è affiancare agli strumenti tradizionali assistenti software in grado di facilitare


ABB Robotics è uno dei principali fornitori mondiali di automazione con una gamma ampia e integrata di robot industriali, cobot e AMR. ABB Robotics supporta le aziende nella transizione verso la fabbrica connessa e collaborativa del futuro.
ABB Robotics S.p.A.
Via Luciano Lama, 33 20099 - Sesto San Giovanni (MI) Tel. +39 02 2414 1 contact.center@it.abb.com new.abb.com/products/robotics/it
la programmazione, la diagnosi di guasti e l’ottimizzazione dei processi.
Questo approccio non elimina la necessità di competenze tecniche, ma le rende più accessibili. Ridurre la complessità percepita e i tempi di messa in servizio è un fattore chiave per estendere l’adozione della robotica anche in contesti produttivi dove finora l’automazione avanzata era meno diffusa.
Un ulteriore aspetto riguarda la possibilità di interagire con i sistemi robotici attraverso modalità più naturali. La combinazione tra AI generativa, interfacce intuitive e strumenti di simulazione avanzata punta a ridurre la distanza tra l’operatore e la macchina. In prospettiva, questo può favorire una collaborazione più stretta tra persone e robot, con ruoli complementari all’interno del processo produttivo.La mobilità autonoma rappresenta un altro asse strategico. L’integrazione tra robot industriali e piattaforme mobili consente di superare la separazione tradizionale tra isole di produzione e sistemi logistici. Veicoli autonomi capaci di mappare l’ambiente, localizzarsi con precisione e navigare in sicurezza permettono di collegare le diverse fasi del processo produttivo con maggiore flessibilità. Questo contribuisce alla realizzazione di fabbriche più riconfigurabili, dove layout e flussi possono essere adattati con minori interventi
strutturali. In un contesto di domanda volatile e crescente personalizzazione, la capacità di riconfigurazione diventa un elemento di resilienza industriale.
La mobilità, inoltre, favorisce una visione più integrata tra produzione e logistica interna. I robot mobili possono diventare elementi di connessione tra reparti, linee e magazzini, contribuendo a una gestione più dinamica dei materiali e delle risorse.
Queste direttrici tecnologiche delineate da ABB Robotics non si fermano a un piano di ricerca, ma hanno già trovato applicazioni concrete in piattaforme di controllo, software di simulazione e sistemi integrati presentati come base per la robotica di nuova generazione. Questa evoluzione, tuttavia, si colloca oggi in una fase di trasformazione anche dal punto di vista industriale. L’accordo tra ABB e SoftBank Group viene descritto come un’operazione finanziaria e strategica volta a collocare l’attività robotica in un contesto fortemente focalizzato sulla convergenza tra intelligenza artificiale, robotica e calcolo avanzato. Nelle dichiarazioni ufficiali si sottolinea come la combinazione tra la tecnologia industriale sviluppata in ABB Robotics e le competenze di SoftBank nell’AI possa rafforzare ed
espandere la leadership tecnologica dell’attività. Il riferimento alla “Physical AI” – l’estensione dell’intelligenza artificiale ai sistemi fisici che interagiscono con il mondo reale – offre una cornice ulteriore a questa evoluzione. La robotica, in questa prospettiva, diventa uno dei terreni privilegiati di integrazione tra capacità cognitive digitali e azione meccanica nel mondo fisico.
La convergenza tra robotica e AI avanzata non ha solo una dimensione tecnologica, ma anche organizzativa e strategica per le imprese manifatturiere. Sistemi più autonomi e versatili possono contribuire a ridurre i tempi di cambio produzione, a migliorare la qualità e a gestire in modo più efficiente la variabilità della domanda. Inoltre, una robotica più accessibile e semplice da configurare può favorire l’adozione anche da parte di aziende di dimensioni medio-piccole, ampliando la base industriale che beneficia dell’automazione avanzata. Questo aspetto è particolarmente rilevante in contesti dove la competitività si gioca sulla capacità di produrre in modo flessibile, mantenendo elevati standard di qualità e sostenibilità.
Il filo conduttore che emerge è quello della continuità della visione tecnologica, accompagnata da un’evoluzione del contesto industriale in cui questa visione si sviluppa. Le direttrici tracciate – autonomia, versatilità, interazione naturale, integrazione dell’AI – restano centrali, ma entrano in una fase di sviluppo che punta a valorizzarle ulteriormente attraverso nuove sinergie. Questa nuova visione della robotica non rappresenta solo una tecnologia di automazione, ma una piattaforma abilitante per sistemi produttivi più flessibili, resilienti e integrati. I robot tendono a diventare nodi intelligenti di ecosistemi industriali connessi, capaci di collaborare tra loro e con le persone in modo sempre più naturale. La trasformazione in atto suggerisce quindi una robotica meno vincolata a scenari ideali e più capace di operare nella complessità del mondo reale. Un’evoluzione che amplia il ruolo dei robot nei processi produttivi e ne rafforza la funzione di tecnologia chiave nella manifattura del prossimo decennio.

5.0
Marco Calabrò spiega come la Legge di Bilancio 2026 rafforza il sistema degli incentivi 5.0 con oltre 15 miliardi per innovazione, sostenibilità e filiere strategiche, puntando su stabilità normativa e programmazione pluriennale
stefano belviolandi

Le imprese guardano con attenzione alle novità introdotte dal maxiemendamento collegato alle politiche per il Made in Italy, in particolare per capire quando potranno beneficiarne concretamente e come si integreranno con gli strumenti già esistenti.
Il cuore della questione, in questa fase, non è tanto la misura in sé, che è già definita nel suo impianto, quanto i tempi tecnici di attuazione. La norma prevede infatti un decreto attuativo da emanare entro 60 giorni, necessario per rendere operative le agevolazioni e per mettere a disposizione delle imprese la piattaforma attraverso cui presentare le domande e accedere ai benefici.
Sul piano amministrativo, il ministero competente si è mosso con rapidità predisponendo in tempi strettissimi lo schema di decreto e avviando il confronto con il Ministero dell’Economia e delle Finanze (MEF) per il necessario concerto. Questo passaggio richiede tuttavia il preliminare consolidamento della norma primaria. Parallelamente, si definisce lo strumento informatico che consente alle imprese di operare in modo diretto e semplificato. Uno degli elementi di novità introdotti con la conversione riguarda il criterio geografico legato ai beni agevolabili. La formulazione attuale limita l’accesso al beneficio ai beni prodotti all’interno dello Spazio Economico Europeo, sia materiali sia immateriali.
Proprio su questo punto è in corso una riflessione istituzionale per valutare un’eventuale estensione dell’ambito territoriale. L’ipotesi allo studio riguarda un possibile ampliamento ad altre aree geografiche, con particolare attenzione
ai Paesi industrialmente avanzati. È evidente, tuttavia, che una modifica di questo tipo comporta valutazioni di carattere finanziario e richiede una definizione normativa chiara prima di poter completare il decreto attuativo. Per le imprese, questo significa che conviene attendere la versione definitiva delle regole per comprendere appieno quali beni potranno rientrare nell’agevolazione. Al di là della nuova misura, il maxiemendamento non sostituisce gli strumenti già noti alle imprese, ma li rafforza. Tra questi, la cosiddetta “Nuova Sabatini” continua a rappresentare uno degli strumenti più apprezzati, spesso utilizzato in modo complementare con le altre agevolazioni. Le risorse aggiuntive stanziate garantiscono la piena operatività dello strumento per i prossimi anni, offrendo continuità a un meccanismo ormai collaudato.
Anche i contratti di sviluppo vengono confermati come leva strategica per i grandi investimenti industriali, con nuovi fondi dedicati. In parallelo, è in corso un lavoro di aggiornamento delle procedure per rendere l’iter più snello, ridurre i tempi di istruttoria e rendere lo strumento ancora più vicino alle esigenze delle imprese, anche attraverso il ruolo dell’ente gestore. Il quadro che emerge è quello di un sistema di incentivi in cui le imprese potranno accedere concretamente al nuovo Piano Transizione 5.0 non appena sarà pubblicato il decreto attuativo definitivo, con le modifiche sul criterio geografico dei beni.
Nel frattempo, restano pienamente attivi e rafforzati gli strumenti già conosciuti, per sostenere investimenti e piani di crescita. La parola MARCO CALABRÒ, CAPO DIPARTIMENTO
chiave, in questa fase, è chiarezza normativa: attendere la definizione finale delle regole consentirà alle imprese di programmare con maggiore certezza i propri investimenti e sfruttare al meglio il quadro agevolativo disponibile. Ne parliamo con Marco Calabrò, capo del Dipartimento per le Politiche per le Imprese del Ministero delle Imprese e del Made in Italy (MIMIT), che ci guida dentro la logica complessiva della manovra, le modifiche introdotte dal maxiemendamento, le differenze rispetto al precedente 5.0 e l’impatto atteso su PMI, filiere produttive e strumenti già esistenti come la Nuova Sabatini e i contratti di sviluppo.
Qual è l’impianto complessivo della Legge di Bilancio 2026 per quanto riguarda il sostegno al sistema produttivo e quali sono le priorità che la guidano?
La Legge di Bilancio 2026 si colloca in un contesto complesso, caratterizzato da una forte attenzione all’equilibrio dei conti pubblici ma, allo stesso tempo, dalla necessità di non interrompere il sostegno alla crescita delle imprese. È proprio in questo equilibrio che si inserisce l’impianto complessivo del provvedimento: pur nel rispetto dei vincoli di finanza pubblica, si è riusciti a destinare al sistema produttivo risorse molto significative, che superano i 15 miliardi di euro. Queste risorse non sono state distribuite in modo frammentario, ma inserite all’interno di una visione coerente che punta su due direttrici fondamentali. Da un lato, l’attenzione ad alcune filiere strategiche del nostro tessuto industriale, come la moda e l’acciaio, che rappresentano settori chiave del Made in Italy. Dall’altro, e forse ancora più rilevante, il rafforzamento di strumenti orizzontali, capaci di accompagnare tutte le imprese, indipendentemente dal settore di appartenenza, in un percorso di aggiornamento tecnologico e di transizione verso modelli produttivi più sostenibili.
In un contesto internazionale sempre più insta-
5.0
AVANZATI E SOSTENERE GLI INVESTIMENTI IN FONTI RINNOVABILI DESTINATE
bile e incerto, la priorità politica ed economica diventa quella di sostenere i fattori abilitanti della competitività: l’innovazione tecnologica e l’accompagnamento ai processi di decarbonizzazione e sostenibilità ambientale. È su questo terreno che si gioca la capacità delle imprese italiane di restare competitive nei prossimi anni.
Il maxiemendamento ha introdotto modifiche rilevanti rispetto al testo originario. Quali sono le novità più significative per le imprese e perché si è reso necessario un intervento così ampio?
Le modifiche introdotte dal maxiemendamento sono state, nel complesso, tutte migliorative per il mondo produttivo. Non si è trattato di togliere misure, ma di aggiungere risorse e di rendere più efficace l’impianto originario. Una parte rilevante delle risorse stanziate confluisce in due strumenti centrali: il credito ZES e il Piano Transizione 5.0, che ha visto raddoppiare la propria dotazione finanziaria rispetto alla versione iniziale. L’elemento più rilevante, tuttavia, non è soltanto l’incremento delle risorse, ma l’introduzione di una prospettiva temporale più ampia. In origine, il Piano 5.0 copriva soltanto gli investimenti del
2026. Con il maxiemendamento si è deciso di estendere l’orizzonte fino a tutto il 2027 e al settembre 2028. Questo significa restituire alle imprese la possibilità di programmare gli investimenti su un arco triennale, superando quella logica di incertezza e di interventi annuali che spesso ha reso più difficile pianificare strategie di medio periodo.
Questa scelta nasce anche da un confronto costante con le associazioni di categoria e con le imprese, che hanno evidenziato con forza la necessità di stabilità e prevedibilità delle regole.
Rispetto alla precedente configurazione del Piano Transizione 5.0, quali sono le differenze sostanziali che si possono rilevare da quest’anno in avanti?
Gli obiettivi del Piano restano sostanzialmente invariati: favorire l’acquisto di beni strumentali tecnologicamente avanzati e sostenere gli investimenti in fonti rinnovabili destinate all’autoconsumo. Rimane dunque centrale il binomio innovazione tecnologica e sostenibilità energetica. Le differenze riguardano soprattutto lo strumento e il contesto in cui si muove la misura. Le risorse non provengono più dal Pnrr, ma sono di natura nazionale, e questo consente una semplificazione significativa delle procedure che in passato avevano appesantito l’accesso al piano. Inoltre, si passa dal credito d’imposta all’iperammortamento, cioè a una maxi-deduzione fiscale. Questo consente di distribuire nel

IL MAXIEMENDAMENTO
RAFFORZA IN MODO DECISO STRUMENTI GIÀ ESISTENTI
COME LA NUOVA SABATINI
E I CONTRATTI DI SVILUPPO:
LA PRIMA RICEVE NUOVE RISORSE FINO AL 2027, I SECONDI VENGONO
RIFINANZIATI CON UNA
SEMPLIFICAZIONE
DELLE PROCEDURE
tempo l’impatto sul bilancio dello Stato e rende possibile la pluriennalità del piano. Un altro elemento di novità è rappresentato dall’aggiornamento degli elenchi dei beni agevolabili, che tengono conto dei progressi tecnologici degli ultimi dieci anni, con particolare attenzione a intelligenza artificiale, cybersecurity e tecnologie legate alla sostenibilità ambientale.
Chi investe in queste tecnologie può cumulare il Piano 5.0 con altre misure?
Il Piano 5.0 è una misura orizzontale, non selettiva, e non costituisce aiuto di Stato. Questo significa che può essere cumulato con altri strumenti di incentivazione. Il caso più significativo è rappresentato dalla possibilità di cumularlo con il credito ZES/ZLS nelle aree del Mezzogiorno e in alcune zone del Centro Italia, creando condizioni di incentivazione particolarmente favorevoli per l’ammodernamento dei processi produttivi.
Nel precedente 5.0, i vincoli europei hanno reso il piano troppo complesso?
I vincoli legati al Pnrr, compresi quelli relativi al principio Dnsh e alle complesse procedure di rendicontazione richieste dalla Commissione europea, hanno sicuramente reso il piano meno immediato, soprattutto nella fase iniziale. Tuttavia, pur con i vincoli europei, quell’impostazione ha avuto il merito di favorire un cambiamento culturale: per competere è necessario non limitarsi alla sostituzione di un macchinario, ma ripensare il processo produttivo nel suo complesso, con un’attenzione all’efficienza energetica e alla sostenibilità. Dopo una fase di apprendimento da parte di imprese e consulenti, il piano ha registrato una forte accelerazione nel 2025, chiudendosi con risultati significativi.
Le piccole e medie imprese potranno beneficiare pienamente del nuovo impianto?
La semplificazione delle procedure e la prospettiva pluriennale favoriscono sicuramente anche le PMI nella programmazione degli investimenti. Tuttavia, il passaggio all’iperammortamento implica la necessità di avere un imponibile positivo, quindi la misura è rivolta a imprese che generano utile.
Ci sono settori produttivi che beneficiano più di altri delle misure contenute nel maxiemendamento?
Accanto agli strumenti orizzontali, tornano interventi mirati al Made in Italy. In particolare, viene data continuità e si rafforza il credito d’imposta per ideazione estetica e design, misura molto importante per la moda ma non solo. Sono inoltre previsti interventi a favore del settore dell’acciaio inox, in un’ottica di economia circolare e valorizzazione del rottame.
Le modifiche introdotte vanno nella direzione di una maggiore stabilità normativa?
Sì, ed è uno degli aspetti più rilevanti. Le imprese hanno chiesto con forza stabilità e certezza delle regole. Per garantire la pluriennalità si è scelto di restringere leggermente l’ambito dei beni agevolabili e di rinunciare ad alcune mag-
giorazioni, ma questa scelta ha permesso di rendere la misura stabile per tre anni.
Quando le imprese potranno concretamente accedere alle misure?
È previsto un decreto attuativo entro sessanta giorni. Mimit e MEF hanno lavorato per accelerare i tempi, ma per la finalizzazione del provvedimento occorrerà attendere le novità sul vincolo che limita l’agevolazione ai beni prodotti nello Spazio Economico Europeo. Nel frattempo, con il supporto del GSE, si sta comunque completando la piattaforma operativa.
Il maxiemendamento rafforza strumenti già esistenti come la Nuova Sabatini e i Contratti di sviluppo?
Sì, in modo deciso. La Nuova Sabatini riceve nuove risorse che ne garantiscono l’operatività fino al 2027, mentre i Contratti di sviluppo vengono rifinanziati e accompagnati da un lavoro di semplificazione delle procedure.
Come si è bilanciata l’esigenza di finanza pubblica con la competitività delle imprese? Il risultato finale è molto positivo. Alcune rinunce hanno consentito di garantire stabilità e risorse nel tempo, rispondendo alle esigenze del mondo imprenditoriale. L’obiettivo è favorire una crescita più solida già a partire dal 2026.
Questi interventi rappresentano un passaggio strutturale nella politica industriale italiana?
Sì. Puntare sui fattori abilitanti della crescita significa impostare una strategia di medio-lungo periodo, capace di dare stabilità e direzione alle scelte di politica industriale. In questa prospettiva si inserisce anche il lavoro sul Libro Bianco della politica industriale, frutto di una vasta consultazione e di un confronto articolato con i diversi attori coinvolti, che mira a dare continuità, coerenza e visione alle scelte compiute.

PERCHÉ LA QUALITÀ NASCE DA UN SOLIDO ARTIGIANATO.
La Fritz Studer AG, fondata nel 1912, è una fra le aziende leader del mercato e sotto il profilo tecnologico per quanto riguarda la rettifica universale, esterna, cilindrica interna e non cilindrica. Con oltre 25’000 impianti prodotti, STUDER è da decenni sinonimo di precisione, qualità e durata.
studer.com

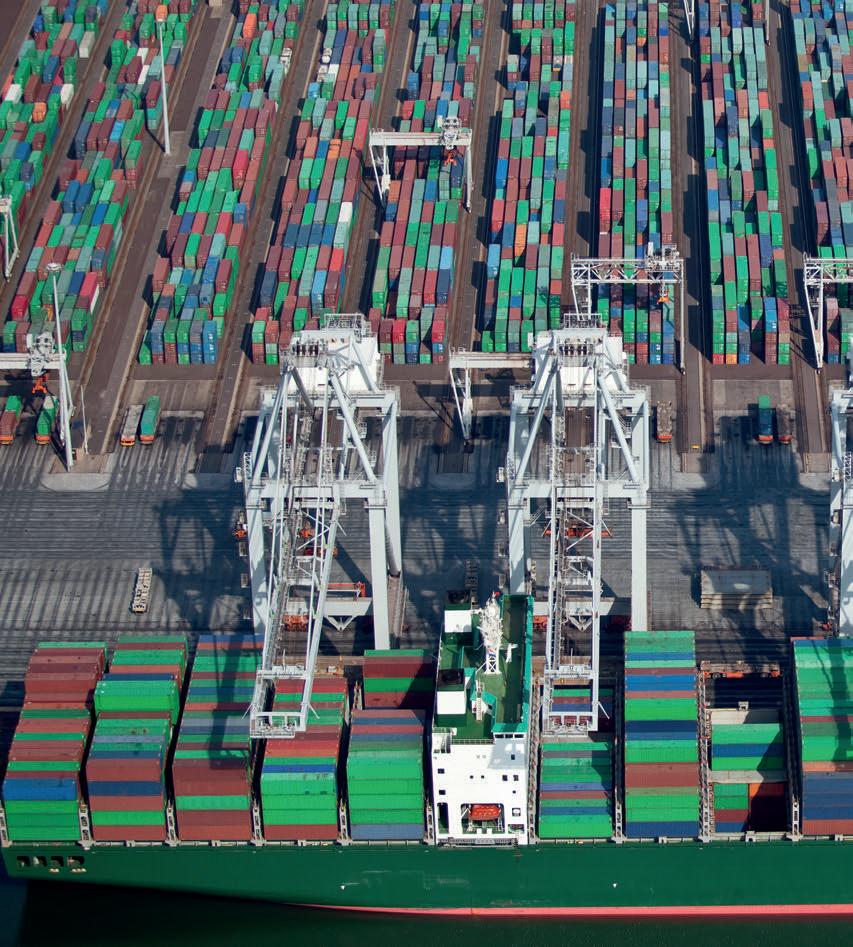
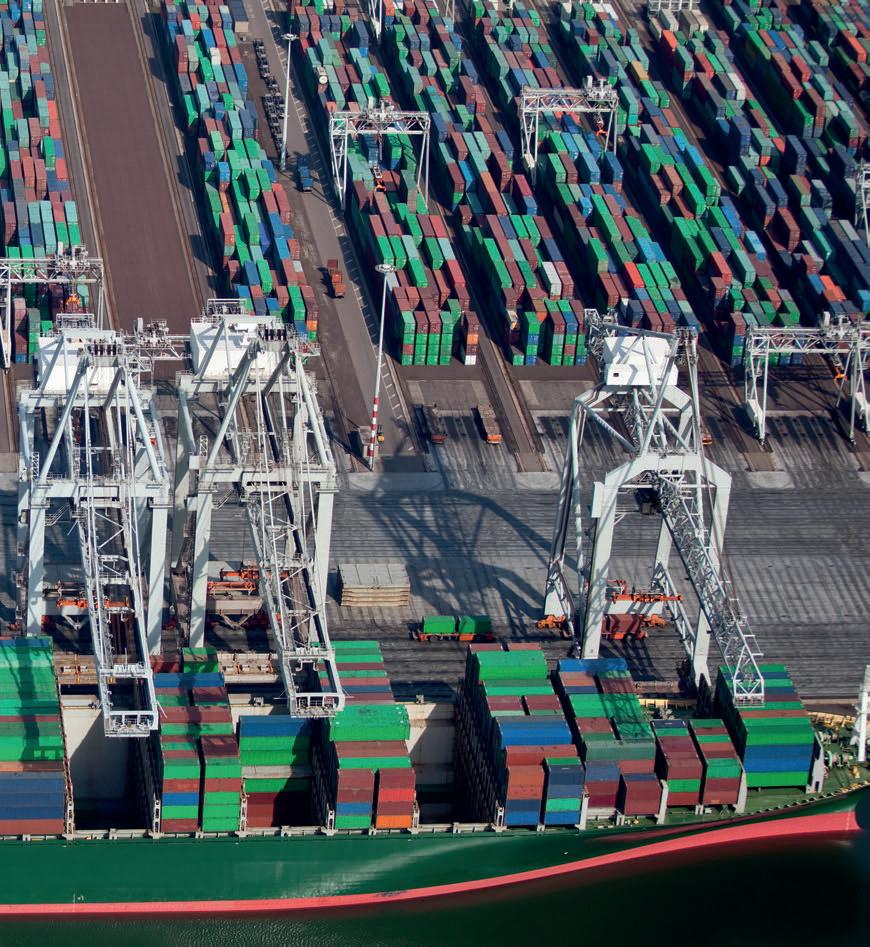
Oltre ai dazi, sono classificazione HS, criteri di melt and pour e binding rulings a determinare l’accesso al mercato. Senza tracciabilità completa e documentazione solida, il rischio di contestazioni a posteriori diventa elevato. Uno spaccato dalla “Guida operativa sui dazi USA”, promossa da Anima Confindustria
stefano belviolandi
I dazi doganali sono tornati al centro del commercio internazionale. Negli ultimi anni gli Stati Uniti li hanno trasformati da strumento marginale a leva strutturale di politica industriale e di sicurezza economica, colpendo in modo mirato acciaio, alluminio, rame e un numero crescente di prodotti derivati. Per le imprese europee, soprattutto manifatturiere, il cambio di scenario è profondo e impone una revisione delle strategie di export verso il mercato americano. Il riferimento normativo è la Sezione 232 del Trade Expansion Act del 1962, che consente al Presidente USA di imporre restrizioni alle importazioni considerate una minaccia per la sicurezza nazionale. Una norma nata in un altro contesto storico, ma oggi reinterpretata come strumento per orientare le filiere produttive e ridurre la dipendenza dall’estero per materiali strategici.
Come emerso durante la presentazione della “Guida operativa sui dazi USA”, promossa a Milano da Anima Confindustria, la Sezione 232 non va più letta solo in chiave difensiva. Secondo Fabrizio Di Gianni, partner dello studio Van Bael & Bellis, si tratta ormai di un elemento strutturale della strategia industriale statunitense. Dal 2018 i dazi su acciaio e alluminio sono stati progressivamente ampliati. Dopo l’estensione ai prodotti derivati nel 2020, nel febbraio e nell’agosto 2025 l’elenco delle voci doganali è
stato ulteriormente allargato, fino a comprendere centinaia di codici tariffari. In molti casi, l’aliquota ha raggiunto il 50% ad valorem, un livello tale da incidere in modo decisivo sulla competitività dei prodotti importati.
Export e sostenibilità
Un dazio di questa entità non è più un semplice costo da assorbire. Riduce i margini, altera le politiche di prezzo e può rendere non sostenibile l’accesso al mercato USA. Ma il problema per le imprese europee non è solo economico. A pesare è anche la complessità normativa, l’incertezza interpretativa e il rischio di contestazioni da parte delle autorità doganali statunitensi. In questo contesto, la compliance doganale diventa una variabile strategica, non più un adempimento amministrativo. Uno dei punti più critici riguarda il valore in dogana, base di calcolo dei dazi. egli Stati Uniti il valore imponibile è calcolato su base FOB (Free On Board), mentre nell’Unione europea si utilizza il valore CIF (Cost, Insurance and Freight). In concreto, negli USA il valore non include trasporto e assicurazione internazionali, mentre in UE questi costi fanno parte della base imponibile. Una differenza apparentemente tecnica, ma con effetti economici rilevanti, soprattutto per prodotti complessi o con elevati costi logistici.

liquota del 15% o al dazio MFN (Most Favoured Nation), se superiore.
Il regime ex Sezione 232 introduce criteri di origine particolarmente stringenti. Per l’acciaio conta il Paese di melt and pour (fusione e colata), mentre per l’alluminio è necessario indicare i Paesi di smelt e cast. Non rileva più, quindi, solo l’ultima lavorazione, ma l’intera storia produttiva del metallo.
DAL 2018 I DAZI SU ACCIAIO E ALLUMINIO SONO STATI PROGRESSIVAMENTE AMPLIATI, FINO A COMPRENDERE OGGI CENTINAIA DI CODICI TARIFFARI
Il dazio MFN è l’aliquota doganale ordinaria che un Paese applica alle importazioni provenienti da tutti gli altri Paesi con cui non ha accordi preferenziali specifici). Tuttavia, la definizione del “valore del contenuto metallico” resta uno dei nodi più controversi. In assenza di indicazioni univoche da parte delle autorità USA, ogni scorporo di valore deve essere rigorosamente documentato.
Senza prove solide, il rischio di contestazioni a posteriori è elevato.
Altro passaggio cruciale è la classificazione doganale. Il sistema armonizzato garantisce uniformità solo fino alla sesta cifra; oltre, gli Stati Uniti introducono specificazioni proprie tramite l’Htsus. Una diversa classificazione può determinare l’applicazione o meno dei dazi ex Sezione 232.
Questo approccio impone alle imprese europee un livello di tracciabilità senza precedenti. In mancanza di informazioni precise, il dazio viene applicato automaticamente. Formalmente la responsabilità delle dichiarazioni doganali è dell’importatore USA, ma le informazioni fornite dall’esportatore europeo sono centrali. Schede tecniche, dichiarazioni sui materiali e certificati di colata diventano documenti essenziali, che possono essere richiesti anche a distanza di anni. La compliance, quindi, va pensata in un’ottica di lungo periodo.
L’accordo tra Unione europea e Stati Uniti prevede contingenti tariffari ed esenzioni per alcuni prodotti, ma si tratta di strumenti limitati e soggetti a revisione politica. Inoltre, la sospensione del regime de minimis nel 2025 ha ampliato ulteriormente il numero di merci soggette a dazio, colpendo anche spedizioni di basso valore ed e-commerce.
r I
E CON t EN u t O ME
ll ICO Per i prodotti derivati, il regime ex Sezione 232 prevede che il dazio del 50% si applichi solo al valore della componente in acciaio o alluminio, mentre la parte restante è soggetta a un’a-
Per ridurre l’incertezza, gli esperti consigliano di ricorrere alle binding rulings della U.S. Customs and Border Protection, decisioni vincolanti preventive che consentono di chiarire in anticipo il trattamento doganale di un prodotto.
Di fronte a questo scenario, molte imprese europee stanno riconsiderando le proprie strategie: riorganizzazione delle filiere, revisione dei mercati di sbocco, fino alla possibile localizzazione produttiva negli Stati Uniti. Decisioni che vanno ben oltre il tema doganale e coinvolgono investimenti e occupazione. In un commercio internazionale sempre più politicizzato, la capacità di comprendere e gestire le regole doganali non è più un costo accessorio, ma una vera leva competitiva. I dazi USA su acciaio e alluminio
rappresentano una nuova normalità: per l’industria europea, adattarsi è ormai una necessità, non una scelta.
Per molte imprese manifatturiere italiane, esportare macchinari e beni strumentali fuori dall’Unione Europea non è più una semplice estensione della vendita domestica. Oggi l’export è diventato un terreno complesso, in cui compliance normativa, controlli doganali, sanzioni internazionali e responsabilità penali possono incidere quanto, e talvolta più, del prezzo o della qualità del prodotto. È questo il quadro che emerge dalle analisi di Benedetto Santacroce, avvocato esperto di diritto doganale e commercio estero, e di Fulvio Liberatore, CEO Easyfrontier, rappresentante di Confindustria e di Business Europe nel Trade Contact Group della Commissione Europea. Un messaggio chiaro: la dogana non è più uno “sportello tecnico”, ma uno snodo centrale della politica commerciale e della sicurezza economica. Il punto di partenza, secondo Santacroce, è sempre la classificazione del bene.
«Ogni azienda dovrebbe chiedersi, prima di spedire una macchina, che cosa sta realmente esportando e verso quale Paese - spiega -. La stessa macchina può essere liberamente esportabile verso una destinazione e soggetta a restrizioni o autorizzazioni verso un’altra». Negli ultimi anni, le norme sull’export control si sono estese anche a beni apparentemente civili. Macchinari e componenti possono rientrare tra i beni a duplice uso, con l’obbligo di autorizzazioni preventive o, nei casi più critici, con il divieto assoluto di esportazione verso determinati Paesi. A questo si sommano le sanzioni internazionali, ampliate in modo significativo dopo l’inizio del conflitto russo-ucraino. «Non si

tratta di norme doganali in senso stretto - osserva Liberatore - ma di misure di politica commerciale che passano comunque dalla dogana. E se l’azienda non è in grado di dimostrare la legittimità dell’operazione, l’export può bloccarsi già in partenza». Il tema del dual use è oggi uno dei più delicati per chi esporta tecnologia e macchinari. «Non basta “mettere un codice” - avverte Liberatore -. Serve una conoscenza tecnica approfondita del prodotto e un’analisi puntuale del destinatario finale». Santacroce porta il tema sul piano giuridico, ricordando che la recente trasposizione della Direttiva 2024/1226, approvata definitivamente nel dicembre 2025, ha inasprito in modo signi-
ficativo le sanzioni penali per la violazione delle restrizioni. «La sanzione non è più solo amministrativa - sottolinea - ma diventa uno strumento di protezione del mercato. La compliance oggi è un presidio essenziale di governance». Accanto ai divieti normativi, cresce il peso delle misure economiche. «Negli Stati Uniti anche un dazio del 15% è molto significativo - osserva Liberatore -. Ma è soprattutto in mercati come il Brasile, per esempio, che la complessità aumenta: oltre ai dazi, esistono tassazioni equivalenti, misure antidumping e strumenti compensativi che possono rendere proibitivo l’ingresso».
Il problema, evidenzia Santacroce, è che molte imprese scoprono questi costi troppo tardi, quando il contratto è già firmato o la macchina è pronta per la spedizione. «Un aumento improvviso dell’aliquota può far saltare accordi già negoziati o rendere il prodotto non competitivo». Un errore diffuso, secondo Liberatore, è pensare che il problema doganale sorga solo nel Paese di arrivo. «L’export è un problema anche in partenza - afferma -. I controlli riguardano classificazione, restrizioni applicabili,
LA RECENTE TRASPOSIZIONE DELLA DIRETTIVA 2024/1226, APPROVATA DEFINITIVAMENTE NEL DICEMBRE 2025, HA INASPRITO IN MODO SIGNIFICATIVO LE SANZIONI PENALI PER LA VIOLAZIONE DELLE RESTRIZIONI. LA SANZIONE NON È PIÙ SOLO AMMINISTRATIVA MA DIVENTA UNO STRUMENTO DI PROTEZIONE DEL MERCATO.
Benedetto Santacroce, avvocato esperto di diritto doganale e commercio estero
congruità del prezzo e destinatario finale. Se manca un elemento, la spedizione si ferma». In questo contesto, anche la reputazione dell’operatore conta. «Un esportatore sconosciuto con prezzi molto competitivi viene guardato con sospetto - spiega Liberatore -. E questo si traduce in più controlli e tempi più lunghi».
La classificazione doganale resta l’architrave dell’intero sistema. «Dalla voce HS discendono i dazi, le certificazioni, le barriere non tariffarie e persino l’origine - sottolinea Liberatore -. L’errore non è tanto la sanzione immediata, quanto il blocco a destino: una riclassificazione può richiedere analisi tecniche e generare ritardi devastanti». Senza una classificazione corretta, diventa complesso anche determinare l’origine del prodotto, oggi centrale sia per le preferenze
daziarie sia per le misure restrittive legate ai Paesi di provenienza. Sul piano della sicurezza, la direttiva macchine, e il futuro regolamento che entrerà pienamente in vigore dal 2027, continua ad avere un ruolo chiave anche fuori dall’UE. «I suoi principi sono ormai riconosciuti a livello internazionale», osserva Santacroce. Il fulcro delle responsabilità resta il fabbricante. «È l’unico soggetto in grado di garantire la sicurezza del prodotto fin dalla progettazione», spiega. Importatori e distributori hanno obblighi di controllo, ritiro e richiamo, ma la responsabilità originaria rimane in capo a chi il prodotto lo ha concepito e realizzato.
Secondo Santacroce, le PMI commettono spesso errori evitabili: documentazione di conformità gestita in modo superficiale, istruzioni non tradotte nella lingua del Paese di destinazione, utilizzo improprio del marchio CE. «Lasciare tutto in inglese è una prassi ancora troppo diffusa, ma giuridicamente rischiosa». Ancora più delicata è la situazione in cui l’impresa modifica un prodotto o lo commercializza con il proprio marchio. «In questi casi – avverte - l’azienda assume il ruolo di fabbricante, spesso senza rendersene conto». Molte criticità sono documentali. Fatture criptiche, valori “ai soli fini doganali”, gestione approssimativa dei ricambi in garanzia aumentano il rischio di contestazioni. Anche gli Incoterms, se scelti in modo meccanico, possono creare problemi seri. Santacroce richiama casi in cui l’uso improprio dell’Ex Works ha generato conflitti assicurativi e responsabilità inattese, perché la realtà operativa non coincideva con la resa pattuita.
Il modello commerciale incide direttamente sulle responsabilità. Vendere direttamente in un Paese extra-UE significa farsi carico di dazi, procedure doganali e, in alcuni casi, obblighi fiscali rilevanti. «Per questo - suggerisce Santacrocemolte PMI dovrebbero valutare se fermarsi “alla porta” e lasciare l’importazione a un soggetto locale strutturato». Quando una merce viene bloccata in dogana, i margini di intervento sono limitati. «Alcuni errori si correggono - spiega Santacroce - altri, come la violazione di un embargo, non lasciano alternative». La vera tutela è la prevenzione: analisi preventiva di prodotto, destinazione, classificazione, origine e requisiti normativi.
Negli ultimi mesi cresce l’interesse per spostare parte della produzione negli Stati Uniti. «Il fenomeno esiste - conferma Santacroce - ma va valutato con estrema prudenza». Produzioni minime o di semplice finissaggio raramente portano vantaggi reali, soprattutto per le PMI. Su questo punto interviene anche Liberatore: «Spostare la produzione significa spesso perdere il Made in Italy». Una scelta che può penalizzare altri mercati dove l’origine italiana è un valore competitivo. In un contesto in cui la dogana è diventata un vero checkpoint di politica commerciale e sicurezza economica, la competitività dell’export passa sempre più dalla capacità di governare regole, documenti e rischi. Il prezzo della leggerezza, oggi, non si misura solo in ritardi: può tradursi in costi imprevedibili, perdita di mercato e, nei casi più gravi, responsabilità penali.

Alta dinamica: lavorazioni di grandi dimensioni con movimenti ad elevata dinamica, rigidità e precisione garantite.
Massima precisione: controllo giroscopico a 5 assi per lavorazioni molto precise.
Versatilità totale: ideale per settore aerospace e stampi, lavorazioni di geometrie complesse ad elevata produttività.
Prestazioni elevate: elettromandrini fino a 30.000 rpm e potenze fino a 100 kW di prestazioni pure.
Nasce al Politecnico di Milano l’Osservatorio Innovative Robotics, nuova realtà dedicata a leggere l’evoluzione della robotica avanzata tra intelligenza artificiale e tecnologie digitali. Dalla manifattura alla logistica, fino ai primi robot umanoidi in produzione, una fotografia concreta dei cambiamenti che stanno ridisegnando l’industria italiana
fabio chiavieri
La robotica industriale si sviluppa all’interno di un ecosistema in cui convergono intelligenza artificiale, sensoristica avanzata, virtualizzazione e potenza di calcolo, cambiando profondamente il modo in cui le fabbriche progettano e utilizzano i sistemi robotici. In questo scenario si inserisce l’Osservatorio Innovative Robotics del Politecnico di Milano, nato per leggere e interpretare queste trasformazioni e offrire una chiave di lettura concreta dell’evoluzione in corso.
«La spinta iniziale - spiega Luca Dozio, direttore dell’Osservatorio - non è arrivata tanto dalla robotica in sé, quanto dallo sviluppo accelerato di tecnologie complementari. L’intelligenza artificiale è l’esempio più evidente, ma non è l’unico: connettività, digital twin e virtualizzazione stanno ampliando in modo significativo i casi
d’uso possibili». La robotica, quindi, non evolve più solo per miglioramenti incrementali delle macchine, ma per effetto di una combinazione tecnologica che abilita nuovi modelli applicativi.
A differenza di molte iniziative focalizzate prevalentemente sugli aspetti tecnici, l’Osservatorio Innovative Robotics adotta un’impostazione dichiaratamente applicativa. «Esistono numerose ricerche di stampo accademico - sottolinea Dozio - ma spesso manca un’analisi che tenga conto del business case, dell’impatto sui processi aziendali e delle reali condizioni di adozione nel contesto industriale italiano». Da qui la scelta di una ricerca annuale, ciclica, basata su metodologie accademiche ma orientata al mercato: survey, interviste, analisi di fonti primarie e

L’Osservatorio Innovative Robotics analizza trend, applicazioni e impatti della robotica, mettendo in relazione innovazione tecnologica, intelligenza artificiale e modelli di business. La ricerca approfondisce l’evoluzione del mercato, le principali aree applicative e le opportunità per le imprese, offrendo una lettura aggiornata dei cambiamenti in atto e degli scenari di sviluppo della robotica industriale e di servizio per aiutare aziende e stakeholder a comprendere l’evoluzione del settore.
secondarie, con il coinvolgimento diretto di imprese della domanda e dell’offerta. Un approccio che trova piena sintonia con il lavoro di Paolo Rocco, professore ordinario di Automazione e Robotica al Politecnico di Milano e responsabile scientifico dell’Osservatorio. «Per chi fa ricerca - osserva - l’Osservatorio rappresenta un modo diverso di dialogare con le imprese, usando un linguaggio comune. È uno strumento utile per diffondere cultura tecnologica e per aiutare le aziende a orientarsi tra opportunità reali e aspettative non sempre fondate».
Se il quadro tecnologico appare in rapida evoluzione, il tessuto industriale italiano procede a velocità differenziate. Nelle grandi imprese la robotica è una realtà consolidata; nelle piccole e medie imprese, invece, il lavoro manuale resta
spesso predominante. «La cultura dell’automazione - ammette Rocco - fatica ancora a penetrare in molte PMI, dove l’operatività quotidiana lascia poco spazio allo scouting tecnologico». Eppure, le pressioni esterne sono sempre più forti: difficoltà nel reperire manodopera, esigenze di produttività, necessità di migliorare ergonomia e sicurezza. «Sempre più aziende ci contattano perché sanno di dover automatizzare - aggiunge Dozio - ma non sanno da dove partire, temono di fare investimenti sbagliati e faticano a valutare le soluzioni disponibili». In questo scenario, un osservatorio con ruolo precompetitivo può offrire quadri di riferimento più stabili, riducendo l’incertezza decisionale. È su questo sfondo che si inserisce il tema più discusso del momento: i robot umanoidi. Fino a pochi anni fa considerati poco più che dimostratori tecnologici, oggi sono al centro di un’attenzione crescente, alimentata dall’ingresso di grandi player globali. «In passato - ricorda Rocco - erano tecnologie acerbe, instabili, quasi folkloristiche. Oggi la situazione è cambiata, ma è necessario distinguere tra hype e reale maturità industriale».
Nel breve termine, l’adozione degli umanoidi nelle PMI appare poco realistica. «Molte aziende stanno ancora valutando l’introduzione di un robot collaborativo per applicazioni semplici come l’asservimento macchina», osserva Rocco. In questi contesti, l’umanoide rappresenta un salto troppo ampio in termini di costi, complessità e

affidabilità. Diverso il discorso per la grande industria, dove iniziano a emergere casi di sperimentazione più concreti. Le applicazioni oggi più promettenti riguardano attività a bassa precisione ma ad alta variabilità: kitting, preparazione ordini, movimentazione interna. «Il robot industriale tradizionale resta imbattibile in termini di precisione e ripetibilità - chiarisce Rocco - ma l’umanoide può offrire vantaggi quando serve adattabilità a contesti pensati per l’uomo». Il vero valore aggiunto del robot umanoide risiede nella sua capacità di operare in ambienti progettati a misura d’uomo senza richiedere una riconfigurazione radicale degli spazi. Un vantaggio che emerge in modo evidente nei settori extra-industriali – sanità, assistenza, accoglienza – ma che inizia a essere esplorato anche in ambito produttivo, soprattutto in logistica e intralogistica. «L’idea di fondo - spiega Rocco - è che l’umanoide sia la macchina che meglio
si adatta a un contesto antropocentrico. Scale, gradini, scaffali, oggetti di uso comune: sono elementi che per un essere umano sono naturali, ma che rappresentano una sfida complessa per una macchina». Il passaggio decisivo per rendere gli umanoidi realmente utilizzabili è legato all’intelligenza artificiale.
«L’umanoide - afferma Rocco - è l’esempio più chiaro di physical AI: portare l’intelligenza artificiale dal dominio digitale a quello fisico». Se nel mondo virtuale i progressi dell’AI sono stati straordinari, l’interazione con la realtà introduce variabili complesse: percezione, incertezza, apprendimento dall’esperienza.
In questo senso, tecnologie come i digital twin assumono un ruolo centrale. Addestrare il robot in ambienti virtuali consente di accumulare esperienza senza rischi, trasferendo poi le competenze nel mondo reale.
«È un cambio di paradigma - osserva Roccoperché significa insegnare al robot non una sequenza rigida di movimenti, ma una capacità di adattamento».

PER CHI FA RICERCA, L’OSSERVATORIO RAPPRESENTA UN MODO DIVERSO DI DIALOGARE CON LE IMPRESE, USANDO UN LINGUAGGIO COMUNE. È UNO STRUMENTO UTILE PER DIFFONDERE CULTURA TECNOLOGICA E PER AIUTARE LE AZIENDE A ORIENTARSI
Accanto alla tecnologia, resta aperta la questione della sicurezza. Un robot umanoide introduce rischi nuovi rispetto ai sistemi tradizionali,
a partire dalla stabilità e dalla possibilità di caduta. «Le normative attuali - avverte Rocco - non sono ancora pienamente attrezzate per questi scenari». Il rischio è quello di un divario regolatorio tra Europa e altri Paesi, dove gli approcci sono meno stringenti e l’adozione può essere più rapida. Il bilanciamento tra sicurezza e innovazione diventa quindi una scelta strategica. «Se l’eccesso di cautela rallenta lo sviluppo - osserva Rocco - il rischio è perdere competitività rispetto ai competitor internazionali».
Il tema degli umanoidi si inserisce in una questione più ampia: la capacità del sistema europeo, e italiano in particolare, di trasformare la ricerca in valore industriale. «In Europa facciamo ottima ricerca - sottolinea Dozio - ma fatichiamo nel passaggio verso l’imprenditorialità». Favorire la nascita di start-up, attrarre investimenti e creare un ecosistema favorevole diventa essenziale per restare competitivi su tecnologie di frontiera. L’Osservatorio Innovative Robotics si propone anche come piattaforma di osservazione di questi fenomeni, con l’obiettivo di for-
La trasformazione della robotica rende sempre più difficile per le imprese distinguere tra innovazione concreta e semplice aspettativa. Dal confronto con esperti e aziende emerge come molte realtà, soprattutto PMI, sappiano di dover automatizzare ma fatichino a capire da dove partire e quali tecnologie adottare senza rischiare investimenti sbagliati. La ricerca e le attività di analisi diventano fondamentali per offrire punti di riferimento chiari, collegando evoluzione tecnologica, applicazioni reali e impatti sul business. Attraverso dati, casi concreti e confronto con il mondo industriale, aiutano le aziende a orientarsi e a prendere decisioni più consapevoli.
nire dati e analisi utili non solo alle imprese, ma anche alle istituzioni.
I robot umanoidi non rappresentano una soluzione universale né immediata. «È una tecnologia promettente - conclude Rocco - ma va collocata nel giusto contesto applicativo». Prima di chiedersi quando entreranno in fabbrica, la vera sfida è capire come integrarli in modo sostenibile nei processi produttivi e organizzativi.
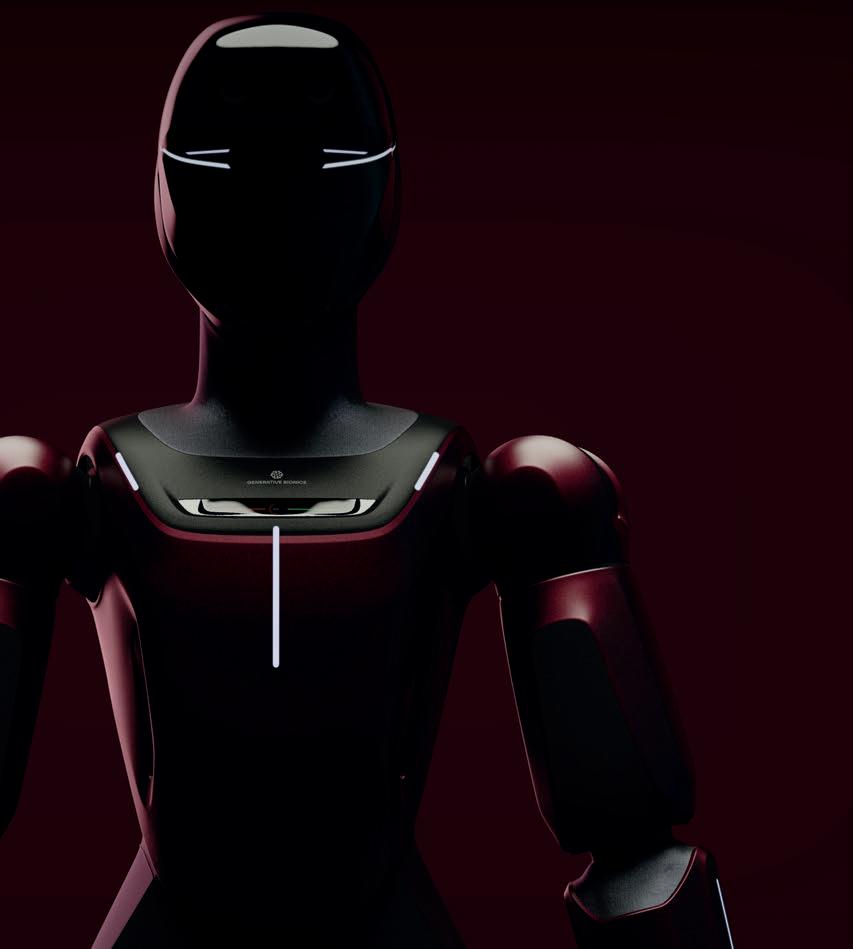
Presentato al CES di Las Vegas, Gene.01 è il primo robot umanoide sviluppato da Generative Bionics, start-up dell’Istituto Italiano di Tecnologia. Il progetto segna l’avvio di una linea di umanoidi industriali basata su un’architettura comune, progettata per adattarsi a diversi casi d’uso e per sostenere lo sviluppo di soluzioni di Physical AI orientate all’interazione con l’uomo e l’ambiente
luca rossi

Al CES di Las Vegas dello scorso gennaio, Generative Bionics ha presentato Gene.01, il suo primo robot umanoide. Non un prototipo isolato, ma il punto di partenza di una nuova linea di umanoidi industriali pensati per adattarsi a diversi contesti applicativi mantenendo un’identità comune. Un progetto che rappresenta una tappa significativa nello sviluppo della Physical AI umano-
centrica e che riflette l’ambizione della start-up dell’Istituto Italiano di Tecnologia di costruire, nei prossimi anni, una famiglia di robot capaci di integrare tecnologia avanzata, design e visione industriale.
PIATTA fORMA DI PhySICAL AI
Gene.01 incarna l’approccio di Generative Bionics alla Physical AI come piattaforma costru-
ita attorno al robot umanoide. Una piattaforma progettata per raggiungere livelli di intelligenza simili a quelli umani, consentire un’intera-zione fisica sicura tra uomo e robot ed essere ingegnerizzata in prodotti reali e industriali. L’ispirazione viene dalla biomeccanica. Il movimento umano si basa su riflessi rapidi e locali, che rendono il corpo importante quanto il cervello per l’intelligenza e l’azione. Generative Bionics ap-
Entro il 2050, la popolazione mondiale over65 raddoppierà, passando da circa 760 milioni di persone nel 2021 a oltre 1,6 miliardi (United Nations, World Social Report 2023 e in Our World in Data, Global Ageing Data Insights). In Europa e in Giappone oltre il 20% della popolazione ha oggi più di 65 anni, mentre in Italia la quota supera il 24% secondo i dati Eurostat relativi al 2024 (Eurostat, Population structure and ageing). Questa tendenza modifica in profondità la struttura della popolazione attiva. Un’automazione flessibile e leggera diventa una necessità sistemica e non solo un’opportunità di efficienza. I robot umanoidi si propongono come la risposta più evoluta a questa sfida: possono occupare ruoli scoperti o non più attrattivi, possono integrare il lavoro umano negli spazi esistenti, senza necessità di costose modifiche infrastrutturali.
plica lo stesso principio ai suoi umanoidi: l’intelligenza emerge dall’integrazione stretta tra corpo, sensori e calcolo. Il tatto è un elemento chiave di questa visione. Gene.01 integra una pelle tattile distribuita su tutto il corpo, che consente al robot di percepire pressione, contatto e interazione in tempo reale. Il tatto diventa così una fonte primaria di intelligenza, permettendo decisioni più sicure e una collaborazione più naturale negli ambienti industriali complessi. Il design è centrale in questo sistema. Gene.01 è italiano per design: elegante, prevedibile e sicuro negli ambienti umani. La bellezza non è decorazione, ma uno strumento funzionale di fiducia, che rende intuitiva l’intenzione del robot attraverso proporzioni, postura e movimento. Design e intelligenza sono inseparabili. Integrando la sensoristica direttamente nella pelle del robot, Gene.01 amplia la percezione a livello del corpo stesso, migliorando sicurezza e interazione in tempo reale. Il design non è uno strato estetico aggiunto dopo l’ingegneria, ma una componente attiva dell’intelligenza.
Generative Bionics è la start-up nata recentemente dall’Istituto Italiano di Tecnologia (IIT) che sviluppa robot umanoidi che integrano design e Intelligenza Artificiale. Alla base degli umanoidi di Generative Bionics ci sono le tecnologie sviluppate nei principali progetti di robotica dell’Istituto Italiano di Tecnologia: iCub, il robot cognitivo per la ricerca; ergoCub, l’umanoide progettato con Inail per supportare le persone nel lavoro; e iRonCub, l’unico robot umanoide volante al mondo. Da questa esperienza, l’a-

L’industria sta compiendo il passaggio dall’Industria 4.0 alla Industria 5.0, con l’evoluzione dalla digitalizzazione alla collaborazione uomo-macchina. Le fabbriche del futuro saranno ambienti riconfigurabili, flessibili e interattivi, dove operatori e macchine condivideranno lo spazio e i compiti. L’umanoide rappresenta la forma più avanzata di automazione flessibile: può apprendere nuove mansioni, muoversi liberamente tra le postazioni e utilizzare strumenti già presenti, adattandosi in tempo reale alle esigenze della produzione. Oltre alla produttività, il valore aggiunto è nella sicurezza e nel benessere dei lavoratori.
zienda ha definito tre pilastri tecnologici per la nuova generazione di umanoidi Made in Italy: una rete di sensori tattili e di forza distribuiti, derivata da iCub, che garantisce un’interazione fisica sicura; un’architettura di Physical AI, maturata con ergoCub, che consente di progettare umanoidi per applicazioni specifiche e di farli apprendere dall’ambiente reale; e metodi avanzati di AI, sviluppati con iRonCub, che permettono al robot di adattarsi a condizioni operative estreme. Insieme, questi elementi abilitano umanoidi capaci di operare con affidabilità e sicurezza in contesti reali. A completare il quadro, un design Made in Italy curato nelle proporzioni, nei materiali e nella relazione estetica con gli esseri umani.
Questa eredità dona a Generative Bionics un patrimonio scientifico e tecnologico senza paragoni: da un lato, anni di ricerca che hanno prodotto conoscenze, tecnologie e brevetti di livello internazionale; dall’altro, la dimostrazione concreta che i robot umanoidi possono diventare piattaforme affidabili, scalabili e capaci di adattarsi rapidamente alle esigenze industriali. Non è un caso che Genova venga definita la ‘Robot Valley’ italiana: qui si concentra un ecosistema unico fatto di istituzioni di eccellenza (IIT, CNR,
Università di Genova) e programmi di innovazione come l’ecosistema Raise o il Polo per il Trasferimento Tecnologico RoboIT che rendono la città un punto di riferimento europeo per robotica e Intelligenza Artificiale. Oggi Generative Bionics conta circa 80 professionisti tra ingegneri, ricercatori e specialisti di prodotto. La società prevede un piano di assunzione di oltre 400 persone nei prossimi 5 anni e oltre 1.000 entro il 2035 non esclusivamente nell’headquarter genovese.
Il progetto Generative Bionics ha potuto consolidarsi grazie al supporto di una rete di partner strategici e investitori di primo piano, che apportano non solo capitali ma anche competenze e sinergie industriali. I principali attori coinvolti nel round iniziale da 70 milioni di euro sono: AMD Ventures - Investor & Technology Partner (il veicolo di investimento strategico di AMD), CDP Venture Capital SGR - Lead Investor ( SGR partecipata al 70% di CDP Equity e al 30% da Invitalia), Gruppo Duferco - Strategic Industrial Partner, ENI Next - Corporate Venture Capital (società di corporate venture capital di ENI, che investe in start-up che sviluppano tecnologie innovative per ridurre l’impronta carbonica nella produzione energetica).
Generative Bionics intercetta simultaneamente la spinta della domanda (carenza di lavoratori e necessità di automazione flessibile) e la maturità dell’offerta tecnologica per posizionare, l’Italia e l’Europa come protagoniste nella nuova economia della robotica umanoide, in un panorama oggi dominato dalle iniziative nordamericane e asiatiche. Generative Bionics intende contribuire a definire standard globali che mettano al centro la sicurezza, l’etica e l’utilità sociale della tecnologia. L’impatto potenziale è di portata storica: se ben governata, la diffusione dei robot umanoidi potrà preservare la produttività, sostenere il welfare e valorizzare il lavoro umano.
La strategia industriale di Generative Bionics adotta un approccio progressivo e validato, che
accompagna la maturazione tecnologica con risultati dimostrabili sul campo. Nella fase iniziale, l’azienda si concentrerà su settori industriali ad alta intensità operativa, dove i robot umanoidi possono da subito rispondere a esigenze concrete di produttività e sicurezza: manifattura avanzata, automotive, aerospazio, industria pesante e data center. In questi contesti - caratterizzati da carenza di manodopera qualificata e compiti gravosi o pericolosi - l’introduzione di umanoidi dotati di Physical AI consentirà di ridurre l’esposizione umana a rischi, migliorare l’efficienza e garantire la continuità produttiva. Con il consolidamento delle prestazioni nei primi settori industriali, Generative Bionics estenderà gradualmente la propria presenza verso ambiti a maggiore interazione sociale (come sanità e surveillance), dove i robot potranno affiancare gli operatori umani in attività ripetitive o logisticamente complesse: gestione di scaffali, movimentazione di materiali, supporto a servizi di assistenza.
Questa roadmap a fasi - dall’industria pesante a contesti più ‘leggeri’ - è concepita per garan-
Secondo un’analisi di Morgan Stanley (2024), il mercato globale dei robot umanoidi potrebbe raggiungere un valore di circa 5 trilioni di dollari annui entro il 2050, con un 1 miliardo di unità operative nel mondo. Gli analisti della banca d’investimento stimano che una tale diffusione “sarebbe equivalente a circa il doppio delle vendite combinate dei 20 principali produttori automobilistici attuali” (Morgan Stanley, Humanoid Robot Market Could Reach $5 Trillion by 2050). Per gli orizzonti temporali più vicini, altre analisi di settore, come quelle di Future Market Insights, prevedono che il mercato dei robot umanoidi possa raggiungere un valore compreso tra 150 e 180 miliardi di dollari entro il 2035, trainato dall’evoluzione dell’intelligenza artificiale e dalla crescente carenza di forza lavoro qualificata (Future Market Insights, Humanoid Robot Market Report 2024–2035).
tire adozione controllata e fiducia degli utilizzatori, con ogni espansione basata su metriche di performance, sicurezza e accettabilità.
Il debutto di Gene.01 non rappresenta soltanto il lancio di un prototipo, ma il segnale di una strategia industriale che punta a collmare il divario tra ricerca avanzata e applicazioni reali, rafforzando il ruolo europeo nella corsa globale agli umanoidi. Se la roadmap delineata da Generative Bionics manterrà le promesse, l’Italia potrà ritagliarsi uno spazio distintivo in un settore destinato a ridefinire produzione, servizi e organizzazione del lavoro nei prossimi decenni.


Entrata in vigore la Legge che disciplina l’utilizzo dell’Intelligenza Artificiale. È la prima normativa organica italiana sull’AI e recepisce i principi dell’AI ACT europeo.
Stabilisce regole per l’uso etico e sicuro della tecnologia nei diversi ambiti
luca rossi
VALERIO DE GIOIA, MAGISTRATO E CONSIGLIERE
PRESSO LA PRIMA SEZIONE PENALE DELLA
CORTE DI APPELLO DI ROMA, ANALIZZANDO LA LEGGE N. 132 SOSTIENE CHE L'AI DEVE COMUNQUE RIMANERE AL SERVIZIO DELLA PERSONA, NEL RISPETTO DELLA DIGNITÀ, DELLA LIBERTÀ E DEI
DIRITTI FONDAMENTALI
Anticipando molti altri Paesi europei, nell’ottobre scorso l’Italia si è dotata di una Legge organica che disciplina l’utilizzo dell’Intelligenza Artificiale. L’introduzione nel quadro normativo nazionale non si limita a recepire i principi dell’AI ACT europeo, ma li declina nella specifica realtà nazionale. È un vero e proprio un cambio di paradigma che impone di ripensare strategie, procedure e competenze. L’alternativa, quindi, oggi non è tra adottare o non implementare l’AI, ma tra governarla in modo consapevole, strutturato e conforme alla legislazione, oppure subirla in modo disorganizzato, rischioso e, in ultima analisi, illegittimo. Valerio de Gioia, magistrato e consigliere presso la prima sezione penale della Corte di Appello di Roma, analizza la normativa e il suo percorso di adozione.
Il 10 ottobre 2025 è entrata in vigore la Legge n. 132 in materia di Intelligenza Artificiale. L’Italia è il primo Paese europeo con una norma organica sul tema, allineata al Regolamento UE 2024/1689 (AI ACT).
Qual è la ratio della Legge?
La Legge reca norme generali - “principi” - relativamente ai sistemi e modelli di Intelligenza Artificiale, con riguardo alla loro ricerca, sperimentazione, sviluppo, adozione e applicazione. La disciplina che si viene a profilare persegue una duplice finalità: si mira, da un lato, a un utilizzo “corretto, trasparente e responsabile”, in una dimensione antropocentrica, di questa strumentazione tecnologica, onde coglierne le opportunità; dall’altro, si intende “garantire” la vigilanza sui rischi economici e sociali e sull’impatto sui diritti fondamentali.
Quella appena entrata in vigore è una Legge il cui quadro normativo si formerà progressivamente attraverso i decreti legislativi. All’articolo 24, in materia di Deleghe al Governo in materia di Intelligenza Artificiale , infatti, si specifica che il Governo ha dodici mesi di tempo per adeguare e specificare la disciplina dei casi di realizzazione e di impiego illecito dell’AI. Potrebbe quindi cambiare qualcosa?
Certamente. Non avremo, tuttavia, “stravolgimenti” della normativa considerato che l’esercizio della delega è subordinato al rispetto di principi e criteri direttivi, sia generali che specifici puntualmente indicati dalla Legge.
Al centro della normativa c’è il principio antropocentrico. Rappresenta un punto di equilibrio tra innovazione, etica e responsabilità. Cosa significa?
Vuol dire che l’AI deve comunque rimanere al servizio della persona, nel rispetto della dignità, della libertà e dei diritti fondamentali, l’Intelligenza Artificiale non deve sostituire ma supportare le capacità umane così da cogliere le opportunità offerte dalla tecnologia senza compromettere i valori essenziali.
Come impatta sulle imprese questa Legge e come dovranno adeguarsi?
Le imprese devono garantire un uso dell’Intelligenza Artificiale nel rispetto dei diritti fondamentali. Ogni sistema di AI deve prevedere un controllo e una supervisione umana, garantendo la cybersicurezza in tutte le fasi di sviluppo. Fondamentale è anche l’aspetto della privacy - i dati personali devono essere trattati in modo lecito, trasparente e proporzionato,
con linguaggio chiaro e comprensibile - e della formazione del personale così da accrescere la competitività nazionale.
La Legge 132/2025 impartisce delle indicazioni chiare sull’uso dell’AI nelle professioni tecniche. Ad esempio, per un progettista che gestisce dei dati o utilizza delle simulazioni, come impatta la normativa?
Fermo il rispetto delle regole sul trattamento dei dati personali, il professionista che utilizza strumenti avanzati di AI, è comunque responsabile per l’eventuale errore o danno causato dall’uso improprio del sistema. Imprescindibile diventa la stipula di polizze assicurative RC professionale in grado di coprire anche i rischi connessi all’utilizzo di tecnologie AI oltre alla formazione obbligatoria su AI e tecnologie digitali. Una delle novità di maggiore rilievo della nuova Legge è l’introduzione dell’articolo 612-quater del codice penale riguardo i cosiddetti deepfake. Ma anche modifiche nel TUF e nel codice civile.
Chiunque cagiona un danno ingiusto ad una persona, cedendo, pubblicando o altrimenti diffondendo, senza il suo consenso, immagini, video o voci falsificati o alterati mediante l’impiego di sistemi di Intelligenza Artificiale e idonei a indurre in inganno sulla loro genuinità, verrà adesso punito con la reclusione da uno a cinque anni.
Risulta colmato un vuoto di tutela del codice penale considerato che il reato di revenge porn non trova applicazione in caso di diffusione di immagini o video sessualmente espliciti realizzati con sistemi di intelligenza artificiale. Dopo la riforma, il reato di manipolazione del mercato, previsto dall’articolo 185, comma 1, del testo unico delle disposizioni in materia di intermediazione finanziaria - che sanziona la condotta di chiunque diffonde notizie false o pone in essere operazioni simulate o altri artifizi concretamente idonei a provocare una sensibile alterazione del prezzo di strumenti finanziariprevede la pena della reclusione da due a sette anni e della multa da euro venticinquemila a euro sei milioni se il fatto è commesso mediante l’impiego di sistemi di Intelligenza Artificiale. Anche per l’aggiotaggio manipolativo, previsto dall’art. 2637 c.c. - che punisce chiunque diffonde notizie false, ovvero pone in essere operazioni simulate o altri artifici concretamente idonei a provocare una sensibile alterazione del prezzo
OGNI SISTEMA DI AI DEVE PREVEDERE UN CONTROLLO E UNA SUPERVISIONE
UMANA, GARANTENDO
LA CYBERSICUREZZA IN TUTTE LE FASI DI SVILUPPO. FONDAMENTALE È ANCHE
L’ASPETTO DELLA PRIVACY: I DATI PERSONALI DEVONO ESSERE TRATTATI IN MODO
LECITO, TRASPARENTE E PROPORZIONATO
di strumenti finanziari non quotati - la riforma ha previsto la pena è della reclusione da due a sette anni se il fatto è commesso mediante l’impiego di sistemi di Intelligenza Artificiale.
Quali soluzioni possono essere messe in campo per armonizzare le nuove regole con quelle già esistenti, ad esempio la Legge sul Gdpr e quella sulla Privacy?
La riforma ha esteso all’ambito dell’Intelligenza Artificiale i principi vigenti in materia di riservatezza dei dati personali: il trattamento lecito, corretto e trasparente dei dati personali, la compatibilità con le finalità per le quali sono stati raccolti, in conformità con il diritto dell’Unione europea in materia di dati personali e di tutela della riservatezza. Le informazioni e le comunicazioni con-
nesse all’utilizzo di sistemi di Intelligenza Artificiale, se relative al trattamento dei dati, devono essere rese con linguaggio “chiaro e semplice”, in modo da garantire all’utente la piena conoscibilità nonché la facoltà di opporsi ai trattamenti non corretti dei propri dati personali.
Il mondo del lavoro è preparato per l’applicazione di questa Legge? Reputa che senza l’AI literacy, cioè l’alfabetizzazione in materia di Intelligenza artificiale la normativa non potrà davvero funzionare?
Fatti salvi i settori tecnologici, non credo che il mondo del lavoro sia pronto per l’applicazione della nuova normativa. L’art. 4 dell’AI ACT ha introdotto l’obbligo per società e pubbliche amministrazioni di garantire che il proprio personale disponga di una conoscenza adeguata sull’intelligenza artificiale. Si tratta, verosimilmente, del primo obbligo “massificato”, nel senso che trova applicazione in maniera trasversale anche ai soggetti che operano fuori dal settore tecnologico, ma che utilizzano le tecnologie di AI. Il funzionamento della nuova normativa può essere assicurato solo da una corretta e completa attività di formazione, con l’adozione di programmi per assicurare che i dipendenti comprendano le opportunità e i rischi associati all’AI.
Il 21 maggio 2024 il Consiglio dell’Unione Europea ha approvato l’AI ACT (Artificial Intelligence ActRegolamento UE 2024/1689), entrato poi in vigore il 1° agosto dello stesso anno. È il primo regolamento completo della UE in materia di Intelligenza Artificiale, mirato a creare un quadro normativo unico che bilancia innovazione e sicurezza, proteggendo i diritti fondamentali, la salute e la sicurezza dei cittadini. Esso prevede un periodo di transizione con applicazione graduale delle regole, culminante nel 2026-2027, per guidare aziende e sviluppatori verso un’AI affidabile e conforme. Sulla scorta di questo, il 10 ottobre 2025 l’Italia si è dotata della Legge nazionale sull’Intelligenza Artificiale (Legge n. 132/2025) che prevede un iter di dodici mesi durante i quali il Governo ha tempo, attraverso i decreti legislativi, di adeguare e specificare la disciplina dei casi di realizzazione e di impiego illecito dell’AI. Per garantire l’applicazione della Legge nazionale ed europea, il legislatore ha designato come autorità nazionali competenti l’Agenzia per la Cybersicurezza Nazionale e l’Agenzia per l’Italia Digitale (AgID): la prima è responsabile della vigilanza dei sistemi di AI, avendo dei veri e propri poteri ispettivi, mentre la seconda è responsabile della promozione dell’innovazione dello sviluppo dell’AI. La Legge ha anche attivato degli investimenti (1 miliardo di euro) a favore di PMI e start-up dei settori contigui, come quello ad esempio della cybersecurity.
Esperienza applicativa, dati di processo e collaborazione con i clienti sono i pilastri con cui Javier Guerra guida la strategia di Sandvik Coromant nel Sud Europa: un modello che integra utensili, soluzioni digitali e co-ingegnerizzazione per aumentare produttività, resilienza e sostenibilità nella manifattura avanzata
fabio chiavieri
Con oltre vent’anni di esperienza nel settore del taglio dei metalli e un percorso professionale sviluppato in contesti internazionali, Javier Guerra, general manager per il Sud Europa di Sandvik Coromant, offre un punto di osservazione privilegiato sull’evoluzione tecnologica della lavorazione meccanica. Con lui abbiamo approfondito il contributo concreto della digitalizzazione nelle soluzioni per gli utensili da ta-
glio e il ruolo che dati, monitoraggio dei processi e automazione stanno assumendo non solo nello sviluppo dei prodotti, ma anche nella costruzione di nuovi servizi. Un percorso di innovazione che poggia su investimenti strutturati in ricerca e sviluppo.
Quali sono le priorità strategiche per rimanere ai vertici mondiali nel taglio dei metalli?
Le nostre priorità si basano su un’idea semplice: stare vicini ai nostri clienti e imparare costantemente dalle loro sfide. Il settore manifatturiero sta cambiando rapidamente, quindi ci concentriamo sul miglioramento delle prestazioni degli utensili, sull’accelerazione della lavorazione digitale e sul supporto a una produzione più efficiente dal punto di vista delle risorse. Una parte fondamentale della nostra strategia consiste
nel combinare il nostro profondo know-how applicativo con nuove capacità digitali, per aiutare i clienti ad aumentare la produttività, la stabilità e ridurre l’impatto delle emissioni di CO₂. Ciò richiede un apprendimento continuo, sia all’interno dei nostri team che insieme ai nostri partner, in modo da poter adattare le nostre soluzioni all’emergere di nuovi materiali, processi e aspettative.
Come sta evolvendo il ruolo del Sud Europa all’interno della strategia globale del Gruppo?
Il sud Europa rimane una regione importante per la produzione avanzata e l’ingegneria complessa. Qui vediamo molti clienti all’avanguardia nell’uso di nuovi materiali, nell’automazione e negli approcci sostenibili, il che ci offre preziose opportunità per apprendere e sviluppare congiuntamente nuovi concetti di lavorazione prima di estenderli a livello globale. La regione funge sempre più da banco di prova per applicazioni avanzate e le conoscenze che acquisiamo qui contribuiscono a plasmare soluzioni che possiamo applicare in tutto il mondo.

In che modo la digitalizzazione sta incidendo oggi sulle soluzioni e sui processi legati agli utensili da taglio?
I nostri strumenti digitali aiutano i clienti a preparare i lavori più rapidamente, selezionare i dati di taglio corretti, monitorare le prestazioni in tempo reale e valutare l’impatto energetico e di CO₂ per ogni operazione. Collegando la conoscenza degli utensili con i dati, aiutiamo i clienti a ridurre i tempi di configurazione, aumentare la durata degli utensili e migliorare l’affidabilità dei processi. Questa combinazione di utensili fisici e intelligenza digitale sta diventando un potente
fattore abilitante per una lavorazione più intelligente e sostenibile.
Che ruolo giocano dati, monitoraggio del processo e automazione nello sviluppo dei vostri prodotti e servizi?
I dati e l’automazione consentono una comprensione più approfondita del comportamento reale della lavorazione. Li utilizziamo per progettare soluzioni che funzionano in modo affidabile in ambienti altamente automatizzati e in funzionamento continuo. Le informazioni ricavate dal monitoraggio dei processi ci aiu-
tano a perfezionare le geometrie, i rivestimenti e le interfacce dei supporti in modo da garantire una maggiore prevedibilità e robustezza. In definitiva, lo sviluppo basato sui dati garantisce che le nostre soluzioni siano pronte per il futuro, in cui i processi di lavorazione saranno sempre più connessi e intelligenti.
Quali sono gli investimenti più significativi che state portando avanti nei vostri centri di ricerca e sviluppo?
I nostri centri di ricerca e sviluppo si evolvono continuamente di pari passo con l’evoluzione della produzione. Rafforziamo le nostre competenze nei settori dei materiali avanzati, della lavorazione digitale, dell’automazione e della sostenibilità, aree in cui registriamo una crescente domanda da parte dei clienti. Altrettanto importante è la creazione di solidi ambienti di apprendimento in cui i nostri team possano sperimentare, testare e convalidare strategie di lavorazione insieme ai clienti.
Quanto pesa oggi l’innovazione “incrementale” rispetto alle innovazioni realmente di discontinuità tecnologica?
Entrambi i tipi di innovazione sono essenziali per i clienti. I progressi incrementali, come una maggiore resistenza all’usura o un controllo più accurato dei trucioli, garantiscono un aumento immediato della produttività e una stabilità a lungo termine. Le innovazioni rivoluzionarie, invece, aprono possibilità completamente nuove e possono ridefinire il modo in cui un componente viene lavorato.
Come sta cambiando l’approccio al mercato: dal prodotto alla soluzione integrata?
I produttori cercano sempre più spesso part-
ner in grado di supportarli durante l’intero processo di lavorazione. Ecco perché integriamo sempre più spesso utensili, soluzioni digitali e conoscenze applicative in concetti integrati che affrontano i processi nella loro totalità. Questo cambiamento è guidato dall’apprendimento diretto delle sfide reali dei clienti e dall’utilizzo di tali conoscenze per progettare soluzioni che offrono miglioramenti misurabili in termini di produttività, qualità e sostenibilità.
Che valore attribuite oggi alla co-ingegnerizzazione e alla condivisione di know-how con i partner industriali?
Il co-engineering è uno dei modi più efficaci per accelerare il progresso. Lavorando a stretto contatto con i clienti, i costruttori di macchine utensili e gli istituti tecnologici, possiamo sviluppare insieme soluzioni su misura per le sfide del mondo reale. Questo approccio collaborativo riduce il time-to-market, aumenta l’affidabilità dei processi e garantisce che le innovazioni offrano vantaggi pratici immediati.
In che modo le tensioni sui dazi, le politiche commerciali e la disponibilità delle materie prime stanno influenzando le vostre scelte di approvvigionamento e produzione?
Le condizioni globali cambiano nel tempo, quindi progettiamo la nostra catena di fornitura in modo che rimanga flessibile e resiliente indipendentemente dai cambiamenti esterni. La nostra presenza diversificata, i nostri solidi programmi di riciclaggio e le nostre iniziative di circolarità ci aiutano a garantire i flussi di materiali, sostenendo al contempo gli obiettivi di sostenibilità. L’obiettivo è sempre lo stesso: consegne affidabili, tempi di consegna stabili e livelli di servizio elevati per i clienti in ogni regione.
State rivedendo la distribuzione delle vostre capacità produttive per aumentare la resilienza e garantire la continuità?
Valutiamo continuamente la nostra rete produttiva globale per rimanere agili e in linea con le esigenze dei clienti. Si tratta di un processo continuo volto a garantire coerenza, qualità e assistenza affidabile.
Qual è la trasformazione più profonda che prevede nel settore del taglio dei metalli entro i prossimi cinque anni?
I prossimi cinque anni saranno caratterizzati dall’integrazione di strumenti avanzati, automazione, dati e conoscenze in materia di sostenibilità in ecosistemi di lavorazione unificati.
I processi assistiti dall’intelligenza artificiale, l’ottimizzazione in tempo reale e l’uso trasparente dell’energia diventeranno la norma. La produzione completamente automatizzata si espanderà, rendendo la stabilità e la prevedibilità dei processi più importanti che mai. Questa trasformazione ridefinirà il modo in cui i produttori valutano le prestazioni, passando da operazioni isolate a una visione olistica della produzione e dell’impatto ambientale.
Se dovesse individuare un unico ambito su cui concentrarsi per garantire una leadership tecnologica continua, quale sarebbe?
L’area più importante è l’integrazione continua delle conoscenze di lavorazione con l’intelligenza digitale. Combinando esperienza, dati e competenze avanzate sui materiali, possiamo aiutare i clienti a ottenere miglioramenti significativi in termini di efficienza e sostenibilità.


Configura e acquista una soluzione che corrisponde alle tue esigenze e al tuo budget

La manutenzione predittiva sta attraversando una trasformazione profonda. Automazione avanzata, sensoristica intelligente, convergenza OT/IT e algoritmi di Intelligenza Artificiale stanno spostando la manutenzione da pratica reattiva o programmata a funzione strategica per continuità operativa, sostenibilità e valorizzazione dell’intero ciclo di vita degli asset. Di conseguenza cambia anche il modo di progettare impianti e componenti: manutenibilità, diagnostica e capacità prognostiche devono essere integrate fin dalle fasi iniziali. Paralle-
lamente, la crescente disponibilità di dati di campo impone di affrontare temi chiave come integrità del dato, scalabilità delle architetture, cybersecurity e nuove competenze per tradurre l’informazione in scelte operative affidabili. Le esperienze di Camozzi Automation, Hydac e Schaeffler delineano un quadro concreto delle trasformazioni in atto, mostrando come la manutenzione stia evolvendo verso modelli più predittivi, misurabili e allineati agli obiettivi operativi e industriali.
L’evoluzione degli asset industriali passa sempre meno da soluzioni correttive e sempre più da logiche predittive integrate. Automazione avanzata e Intelligenza Artificiale stanno abilitando sistemi capaci di monitorare il proprio stato operativo e di supportare, già in fase di progettazione, strategie di manutenibilità, diagnostica e prognostica nativa.
Dalla diagnostica nativa all’asset management data-driven: automazione avanzata e Intelligenza Artificiale stanno ridefinendo strategie, strumenti e competenze della manutenzione predittiva, oggi funzione strategica per l’industria
patrizia ricci
Per Camozzi Automation, il cambiamento parte direttamente dalla progettazione del componente, con un passaggio netto da logiche di monitoraggio aggiuntivo a un approccio nativamente digitale. « L’evoluzione radicale sta nel passaggio da un monitoraggio “add-on” a una diagnostica nativa - spiega Fabio Bottarelli, head of product management di Camozzi Automation -. La progettazione degli asset deve integrare capacità prognostiche fin dal design freeze, creando componenti “Born Digital”». In Camozzi Automation, questo paradigma è realtà con l’Isola di Valvole Serie D con tecnologia CoilVision, che monitora lo stato di salute dei solenoidi direttamente a bordo, e con il motore con azionamento integrato DRVI, che analizza in tempo reale le derive meccaniche tramite l’assorbimento di coppia. Progettare oggi significa esporre questi dati “Edge” via protocolli aperti, trasformando il componente in un Gemello Digitale attivo che non segnala solo il guasto, ma suggerisce come ottimizzare il ciclo di vita. Secondo Hydac, automazione e AI rappresentano gli abilitatori fondamentali della transizione verso modelli di manutenzione realmente predittivi, basati sull’integrazione tra sensoristica, analisi e feedback dall’esercizio. Giuseppe Ferrari, technical manager dell’azienda spiega come automazione avanzata e Intelligenza Artificiale siano gli strumenti ideali per attuare la transizione dai modelli tradizionali di manutenzione a guasto o a tempo al modello più moderno ed efficace: quello basato sul condition monitoring e la predittività, sui dati e sull’integrazione di sensoristica e di strumenti evoluti di analisi e diagnostica. «L’impiantistica ormai da qualche anno ha sposato questa tendenza immettendo sul mercato prodotti altamente sensorizzati e dotati di algoritmi di diagnostica; il percorso verso una efficienza più completa passa necessariamente da una maggiore integrazione con il cosiddetto feedback loop dall’esercizio, così che i dati di campo siano introdotti nei nuovi modelli», afferma Ferrari. Anche per Schaeffler, il valore dell’AI risiede nella capacità di trasformare grandi moli di dati in insi-

goritmi AI per monitoraggio delle condizioni, diagnostica e manutenzione predittiva. Inoltre, la progettazione degli asset deve evolvere integrando funzionalità di manutenibilità e diagnostica fin dall’inizio, supportata da piattaforme digitali interoperabili come il Mounting Manager e le app Schaeffler (App Mapp, App Prediction) per facilitare interventi efficaci e tempestivi».
La manutenzione predittiva si fonda sulla qualità e sulla disponibilità dei dati generati sul campo. Rendere queste informazioni affidabili, scalabili e realmente utilizzabili richiede non solo tecnologie adeguate, ma anche un’integrazione sempre più stretta tra sistemi operativi e informativi, in grado di superare la tradizionale separazione tra mondo OT e IT.
ght realmente utili per la manutenzione, evitando il rischio di dispersione informativa. «Automazione avanzata e Intelligenza Artificiale - precisa Claudio Cupini, bearings & industrial solutions di Schaeffler Italia - stanno rivoluzionando il monitoraggio e la gestione degli asset industriali grazie alla capacità di raccogliere e analizzare dati in tempo reale, identificare anomalie e prevedere guasti. Dati che devono essere strutturati e storicizzati per generare valore. L’AI supporta soluzioni di diagnostica avanzata e machine learning, consentendo soglie di allarme adattive alle reali condizioni di funzionamento degli asset. Tuttavia, la crescente mole di dati può far perdere il focus sul valore informativo: per questo sono essenziali analisi in tempo reale e l’elaborazione dei soli KPI diagnostici fondamentali. Schaeffler propone soluzioni come l’ecosistema FAG Optime, che integra sensori intelligenti e al-
Un utilizzo efficace dei dati di campo richiede, secondo Camozzi Automation, un cambio di paradigma che privilegi la qualità e la contestualizzazione dell’informazione rispetto alla semplice quantità. «Il prerequisito fondamentale non è accumulare dati, ma garantirne la “Data Integrity”. La scalabilità della manutenzione predittiva dipende dalla capacità di elaborare le informazioni “at the Edge”, filtrando il rumore prima del Cloud. Soluzioni come il sensore di flusso, Serie FSX sono determinanti perché forniscono parametri già elaborati (consumo, qualità dell’aria)», afferma Bottarelli. La convergenza IT/OT diventa efficace solo quando l’hardware operativo comunica nativamente con protocolli IT (MQTT/OPC-UA), offrendo dashboard di salute chiare senza sovraccaricare la rete. «Solo un dato pulito e contestualizzato permette decisioni scalabili e affidabili», spiega Bottarelli. Hydac sottolinea invece l’importanza della robu-
stezza dei sistemi e del ruolo dei partner tecnologici nel supportare l’interpretazione dei dati. «Il primo requisito è senza dubbio la robustezza e la resilienza del sistema di raccolta e analisi dei dati. Servono sensori di alta qualità, in grado di misurare con precisione le grandezze in gioco, e capaci di scalabilità, ad esempio trasmettendo informazioni solo se necessario senza appesantire la comunicazione e la analisi dei dati; e serve una convergenza OT/IT che sia efficace e che ottimizzi i processi decisionali e minimizzi il downtime - afferma Giuseppe Ferrari -. In questo contesto, gli smart sensor Hydac come CS 1500 (Contamination Sensor), AS 1000 (Condition Sensor), Hlab rappresentano una soluzione chiave: non si limitano a rilevare parametri come pressione, temperatura o contaminazione, ma integrano funzioni di pre-elaborazione e diagnostica direttamente a bordo. Per questo è necessario affidarsi a partner in grado di fornire non solo gli strumenti, le applicazioni o le piattaforme, ma anche il supporto di informazione e

di esperienza necessario alla corretta interpretazione dei dati di campo».
Dal punto di vista Schaeffler, la convergenza OT/IT è un elemento abilitante, ma deve essere accompagnata da una solida governance della sicurezza. « È fondamentale - afferma Cupinidisporre di sensori affidabili e integrati, piattaforme IoT e sistemi di analisi dati, come quelli offerti da Schaeffler con il proprio ecosistema Optime, che consente la raccolta e l’elaborazione di informazioni in modo scalabile e sicuro. Tali soluzioni devono essere di semplice utilizzo e gestione da parte del personale manutentivo e fornire supporto alle decisioni che risultano sempre più data driven».
La convergenza OT/IT assume un ruolo decisivo, favorendo un flusso dati continuo e in tempo reale, che supporta decisioni basate su insight precisi. «La convergenza dei dati dalle reti OT ai sistemi IT, come i gestionali di manutenzione (Cmms), migliora operatività, efficacia e tempestività degli interventi, supportando una pianificazione più efficiente delle attività, degli acquisti e della gestione dei ricambi, sulla base di informazioni oggettive e condivise » spiega Cupini. La convergenza IT/OT non può tuttavia prescindere da adeguate considerazioni di cybersecurity. «È quindi necessario adottare sistemi di protezione basati su segmentazione delle reti, monitoraggio avanzato e piani di backup e disaster recovery aggiornati. In sintesi, la convergenza IT/OT rappresenta un’opportunità di innovazione, ma richiede un nuovo approccio alla cybersecurity per gestire i rischi legati all’integrazione tra mondo digitale e fisico. La collaborazione tra team tecnici e digitali è inoltre favorita da dashboard di monitoraggio e soluzioni cloud che garantiscono elevati livelli di interoperabilità e governance» precisa Cupini.
La manutenzione predittiva sta assumendo un ruolo strategico non solo per l’efficienza operativa, ma anche per la sostenibilità degli asset in-
dustriali. Automazione, Intelligenza Artificiale e sistemi cyber-fisici consentono oggi approcci più adattativi, capaci di ottimizzare risorse, ridurre sprechi e supportare le decisioni di asset management lungo l’intero ciclo di vita.
Per Fabio Bottarelli, i sistemi produttivi cyber-fisici rendono la manutenzione un driver di sostenibilità attiva, cuore della Transizione 5.0. «L’uso intelligente dei dati - spiega l’head of product management di Camozzi Automationtrasforma l’asset management: ad esempio, l’utilizzo del sensore di flusso, Serie FSX agisce da “energy auditor” continuo, rilevando sprechi d’aria in tempo reale per correzioni dinamiche, mentre l’azionamento integrato con controllo vettoriale del DRVI adatta l’energia al carico effettivo, minimizzando l’energy loss. Grazie alla diagnostica predittiva dell’isola di valvole Serie D, non si interviene più a guasto o a calendario, ma su condizione reale non ancora avvenuta: questo estende la vita utile (RUL) dell’impianto, riduce i ricambi e taglia drasticamente l’impronta di CO2, bilanciando costi e prestazioni». Hydac evidenzia come la manutenzione on-condition consenta di trasformare un’attività tradizionalmente impattante in un processo prevedibile e sostenibile. «La manutenzione predittiva ha esattamente lo scopo di minimizzare gli sprechi energetici e di risorse e di ridurre i fermi macchina - sostiene Giuseppe Ferrari -. L’impiego di strumenti di diagnostica e di analisi avanzati permette di determinare non solo il momento ideale per una manutenzione, ma anche di stimare lo stato di salute di un componente e di valutarne la vita residua, trasformando la manutenzione da processo altamente impattante per la produzione in processo sostenibile e prevedibile, ottimizzando e adattando le risorse dinamicamente alle condizioni operative. Per garantire manutenzione on-condition efficace, monitoraggi continui, analisi approfondite e collaborazione tra personale tecnico per prevenire contaminazioni e guasti, Hydac ha sviluppato il Fluid Care Program, una soluzione completa di analisi
e gestione dei fluidi che massimizza la vita utile delle attrezzature e minimizza l’impatto ambientale. Il Fluid Care Program combina l’analisi di laboratorio, Fluid Care Laboratory, in una piattaforma digitale intuitiva, l’Hydac Fluid Care Portal che utilizza un software di condition management all’avanguardia. Quindi, dal portale puoi vedere lo stato dei fluidi, ricevere raccomandazioni basate sull’expertise dei laboratori Hydac a livello globale, assegnare task e tracciare l’esecuzione delle azioni. Il tutto in un unico spazio digitale, sempre disponibile. In pratica l’obiettivo è definire un asset management integrato, adattivo e ordinato lungo tutta la vita degli impianti che bilancia prestazioni, costi e rischi». Per Schaeffler, sostenibilità e manutenzione predittiva passano necessariamente da una misurazione oggettiva e continua delle prestazioni energetiche e operative. «Le soluzioni Schaeffler basate su automazione intelligente e AI, come gli attuatori Ewellix e i sistemi di monitoraggio FAG Optime, abilitano una manutenzione adattativa e dinamica, regolata in tempo reale sulle condizioni operative. Questi sistemi riducono sprechi e consumi energetici, prevengono fermi imprevisti e migliorano l’efficienza complessiva degli impianti. L’asset management diventa così più sostenibile ed equilibrato, grazie ad analisi avanzate e alla modularità delle soluzioni, che consentono di bilanciare costi, prestazioni e rischi lungo l’intero ciclo di vita. L’ottimizzazione dei processi, basata su una misurazione oggettiva e continua dei consumi, è alla base di questo approccio: per questo Schaeffler ha integrato nel proprio ecosistema di condition monitoring sistemi di energy management che permettono di monitorare in tempo reale i consumi, individuare aree di risparmio e aumentare la precisione nell’identificazione tempestiva dei guasti» dichiara Claudio Cupini.
La disponibilità di grandi quantità di dati non è sufficiente a generare valore. Per trasformare i

dati di campo in decisioni predittive efficaci servono competenze multidisciplinari, una governance del dato solida e strumenti capaci di collegare insight tecnici e obiettivi di business. Secondo Camozzi Automation, il ruolo chiave è quello di figure capaci di tradurre il dato digitale in conoscenza di processo.
«Le competenze devono evolvere verso la figura del Data Translator: tecnici capaci di correlare segnali digitali alla fisica del processo. Non servono data scientist in fabbrica, ma strumenti che semplifichino la complessità. La tecnologia CoilVision traduce algoritmi sofisticati in semplici stati di salute (Health Status), rendendo il dato azionabile. L’operatore deve saper interpretare come un incremento del consumo letto dal sensore di flusso, Serie FSX o un picco di coppia del DRVI impattino sulla qualità finale. La formazione, supportata da Academy interne, deve rendere l’uomo capace di sfruttare questa Intelligenza Aumentata per decisioni value-oriented», afferma Bottarelli. Per Hydac, oltre a nuove competenze, serve
anche un ecosistema di partner e strumenti a supporto. «La manutenzione predittiva, soprattutto se basata su automazione avanzata e Intelligenza Artificiale, richiede certamente un approccio e una visione nuovi, e di conseguenza figure professionali e competenze tecniche nuove e complesse. I data scientist devono essere in grado di integrare negli algoritmi i dati tecnici di campo con le informazioni gestionali e di business intelligence, ma anche i tecnici di manutenzione necessitano di skill innovative per l’interpretazione dei risultati e l’adozione delle necessarie azioni correttive. Non tutte queste competenze possono essere sempre disponibili in azienda, quindi, ancora una volta il principio guida deve essere quello di affidarsi a fornitori esperti e ben disposti alla formazione, e a strumenti solidi ed efficaci», spiega Ferrari. Schaeffler, infine, afferma che la creazione di valore passa da competenze trasversali, strumenti intuitivi e da una forte governance del dato. «Diventano essenziali - sostiene Cupini - competenze trasversali che integrano conoscenze meccaniche, elettroniche, informatiche, data analytics e machine learning. Schaeffler supporta i team di manutenzione con formazione dedicata e strumenti come FAG Optime App, Mounting Manager e piattaforme digitali intuitive, pensati per trasformare dati grezzi in informazioni operative. Queste soluzioni semplificano l’interpretazione dei dati e supportano decisioni tempestive e orientate al valore, con un approccio predittivo efficace per garantire affidabilità e ottimizzazione delle risorse. Accanto alle tecnologie è però necessaria una solida governance da parte degli utenti, affinché i sistemi di raccolta dati restituiscano informazioni chiare, tempestive e realmente utili alla gestione degli asset. In questo percorso, il compito del fornitore è valutare e quantificare in modo oggettivo i benefici per il cliente delle soluzioni adottate, lungo tutte le fasi del loro utilizzo».
L’implementazione dell’Intelligenza Artificiale nel settore della mobilità sostenibile vede già integrazioni concrete Il risultato è una riduzione dei costi per il trasporto pubblico e privato, un servizio migliore per l’utente finale, affidabilità e confort. Vediamo gli esempi più significativi nel mondo
luca rossi

All’interno del settore della mobilità e dei trasporti, un comparto che sta già attraversando grandi cambiamenti, l’integrazione dell’Intelligenza Artificiale sta trasformando le modalità operative delle aziende, con applicazioni che spaziano dall’ottimizzazione dei percorsi alla gestione predittiva dei mezzi. L’AI all’interno della mobilità può accelerare la transizione ecologica in corso, permettendo nuove applicazioni e, tramite un miglioramento dell’efficienza operativa, contribuire alla riduzione delle emissioni. In aggiunta, applicazioni di questo tipo possono portare a una riduzione dei costi per il trasporto pubblico e privato, traducendosi in un servizio migliore per l’utente finale a livello di costo, affidabilità e confort. Confindustria ha condotto un’analisi su questa nuovo approccio con esempio virtuosi già in corso di implementazione.
L’implementazione dei digital twin nel trasporto pubblico, grazie alla replica virtuale dell’infrastruttura, permette di monitorare in tempo reale le performance e ottimizzare i consumi energetici. A Singapore il loro utilizzo nella rete ferroviaria e nei terminal bus ha permesso di
simulare e ottimizzare il traffico dei passeggeri e l’energia consumata, consentendo risparmi energetici fino al 15% e un significativo miglioramento della gestione dei flussi nelle ore di punta. In Lituania, digital twin integrati con droni e sensori per la manutenzione stradale hanno ridotto del 90% le emissioni legate agli interventi tradizionali e aumentato rapidità ed efficienza delle riparazioni.
Nel campo della manutenzione predittiva della mobilità, strumenti di Intelligenza Artificiale possono misurare il rischio di rottura dei componenti di autobus e sistemi di bordo. Questi modelli permettono alle officine di identificare preventivamente potenziali guasti e modificare la programmazione della manutenzione, ottimizzando spazi e tempi. L’impatto è significativo: la capacità di prevedere potenziali guasti porta a una riduzione del tempo di fermo del parco mezzi e delle scorte necessarie, oltre a diminuire il numero di rientri preventivi dei mezzi in servizio. Particolarmente rilevante è stato il miglioramento nella programmazione della manutenzione: il sistema ha permesso di identificare gli autobus a rischio di rottura ed evitare il loro impiego nella programmazione del servizio, prevenendo costose interruzioni del servizio.
Nel trasporto pubblico di Londra algoritmi avanzati di manutenzione predittiva sulla rete metropolitana hanno ridotto del 58% le ore di disservizio, risparmiando circa 3 milioni di sterline annue. In Germania, sistemi predittivi basati su Intelligenza Artificiale hanno ottenuto una riduzione del 25% nei costi di manutenzione ferroviaria e migliorato l’affidabilità del servizio. Analogamente, la piattaforma di digital asset management di uno dei principali attori globali del trasporto su rotaia ha consentito una riduzione dei ritardi dei treni del 20% e un calo del 15% nei costi manutentivi totali, grazie alla manutenzione predittiva in tempo reale.
L’Intelligenza Artificiale può venire, inoltre, utilizzata per l’ottimizzazione della ‘curva chilometrica’ dei mezzi. Attraverso algoritmi avanzati, il
L’Unione Europea ha dimostrato un forte impegno nella regolamentazione dell’Intelligenza Artificiale con la proposta di regolamento noto come Artificial Intelligence Act, presentato nel 2021. Questo regolamento propone un approccio basato sul rischio, dividendo le applicazioni dell’AI in quattro categorie: rischio inaccettabile, rischio alto, rischio limitato e rischio minimo. Con sanzioni severe per chi viola le norme, il regolamento mira a proteggere i diritti fondamentali dei cittadini, promuovendo al contempo l’innovazione tecnologica in un quadro di sicurezza e trasparenza. L’UE pone particolare attenzione anche alla privacy, con il Gdpr (General Data Protection Regulation) che regola la raccolta e l’utilizzo dei dati personali, obbligando le aziende a garantire che le informazioni utilizzate dai sistemi di AI rispettino i diritti degli individui. In Italia, il Piano Nazionale di Intelligenza Artificiale (Pnia) rappresenta lo strumento principale per lo sviluppo e la regolamentazione dell’AI. Il piano si concentra su tre obiettivi principali: supportare l’ecosistema di innovazione, migliorare le competenze digitali e sviluppare una regolamentazione trasparente ed etica. L’Italia, in linea con le politiche europee, si sta progressivamente dotando di strumenti normativi per garantire lo sviluppo dell’AI in modo conforme alle normative sulla protezione dei dati e sulla responsabilità legale.
sistema può raccomandare quali autobus impiegare in caso di perturbazioni del servizio programmato, mantenendo i target di percorrenza annua e migliorando lo sfruttamento dei contratti di assistenza. Questo approccio ha permesso di allungare i tempi di vita dei motori e velocizzare la risposta alle interruzioni del servizio. Nel settore della logistica urbana e la pianificazione del trasporto pubblico, l’Intelligenza Artificiale sta rivoluzionando la gestione delle flotte attraverso sistemi che ottimizzano i percorsi con vincoli specifici, riducendo fino al 25% i chilometri percorsi, i relativi consumi e le emissioni. Questi sistemi considerano molteplici variabili come le condizioni del traffico, gli orari prestabiliti di esecuzione, le aree di distribuzione e i livelli di servizio richiesti.
L’AI può, inoltre, rivestire un ruolo cruciale nella gestione ottimale di flotte elettriche urbane. In Cina, algoritmi di ottimizzazione avanzata per gestire oltre 16.000 autobus elettrici hanno ridotto del 43% i costi energetici complessivi, evitando circa 1,35 milioni di tonnellate di emissioni di CO2 ogni anno e migliorando la gestione dei cicli di carica e manutenzione delle batterie. Nel settore logistico, l’introduzione di un sistema di navigazione integrato ha permesso a una delle principali aziende del settore negli Stati Uniti di utilizzare algoritmi di ottimizzazione di Intelligenza Artificiale per calcolare i percorsi più efficienti per ciascun autista, riducendo di circa 100 milioni di miglia all’anno i percorsi, e risparmiando 10 milioni di galloni di carburante. Questi risparmi coniugano sostenibilità ed efficienza, tagliando oltre 100.000 tonnellate di emissioni di CO2 annue e generando risparmi operativi annui stimati tra i 300 e i 400 milioni di dollari.
Nel campo della micromobilità urbana, l’Intelligenza Artificiale viene utilizzata per ottimizzare operazioni e sicurezza. A New York, modelli predittivi IA per riposizionare dinamicamente le biciclette tra le stazioni hanno migliorato del 12% l’efficienza operativa, migliorando l’esperienza per gli utenti e aumentando l’utilizzo del servizio di mobilità sostenibile. In Europa, un operatore di micromobilità ha attivato sistemi di computer vision su monopattini elettrici condivisi per rilevare automaticamente comportamenti scorretti, come la guida sui marciapiedi, aumentando la sicurezza urbana. Questo progetto è attualmente attivo anche a Roma e Milano.
Un altro ambito di applicazione innovativo riguarda l’analisi avanzata dei clienti del trasporto pubblico. Attraverso il machine learning, le aziende possono ora definire metriche evolute come il Customer Lifetime Value, la propensione al reclamo o all’evasione, permettendo una personalizzazione delle strategie di marketing e una migliore gestione dei clienti.
Mentre nelle flotte di trasporto pubblico i digital twin permettono di ottimizzare consumi e manutenzioni, nell’ambito delle infrastrutture stradali l’Intelligenza Artificiale sta trasformando radicalmente i metodi di monitoraggio e manutenzione. Sistemi avanzati di computer vision, integrati con tecnologie Lidar e fotocamere a 360°, creano modelli digitali dettagliati delle infrastrutture stradali, permettendo il riconoscimento automatico di difetti nel manto stradale, segnaletica e altri elementi urbani. La migliore capacità di risposta in questo caso crea un’esperienza migliore per gli utilizzatori delle infrastrutture.
Nell’ambito del trasporto pubblico, a Barcellona tecniche avanzate di computer vision e machine learning sono in grado di rilevare automaticamente l’evasione tariffaria. Questo sistema ha ridotto sensibilmente le perdite economiche derivanti dall’evasione e ha migliorato la percezione di sicurezza e correttezza tra gli utenti. Analoghi risultati sono stati ottenuti in Francia ed
Gli STATI UNITI un approccio frammentato alla regolamentazione. Non esiste ancora una legge federale unica che regoli l’AI ma diversi settori hanno normative specifiche. Le autorità americane stanno cercando di bilanciare la promozione dell’innovazione con la protezione dei consumatori e la sicurezza nazionale.
La CINA ha un approccio centralizzato e fortemente controllato, con l’obiettivo di diventare leader mondiale in questo campo entro il 2030. Il Governo ha sviluppato piani strategici per incentivare lo sviluppo di AI ma al contempo sta rafforzando il controllo su alcune tecnologie critiche, come il riconoscimento facciale e i sistemi di sorveglianza.
In GIAPPONE il quadro giuridico incoraggia lo sviluppo di tecnologie etiche e pone l’accento sull’importanza della collaborazione tra pubblico e privato per affrontare questioni come l’invecchiamento della popolazione e la scarsità di forza lavoro.
A livello normativo, il Giappone sta integrando l’AI con le leggi esistenti.
Nel REGNO UNITO, la regolamentazione dell’Intelligenza Artificiale è fortemente influenzata dalla strategia post-Brexit. Il quadro normativo è ancora in fase di sviluppo e il Governo sta lavorando per trovare un equilibrio tra la regolamentazione e l’innovazione, ispirandosi sia al Gdpr dell’UE sia alla legislazione americana.
Il CANADA ha adottato il Directive on Automated Decision-Making, una delle prime normative globali che stabilisce requisiti rigorosi per l’uso di sistemi AI nel settore pubblico. Questa direttiva richiede trasparenza, responsabilità e valutazioni di impatto, assicurando che i cittadini siano informati quando interagiscono con sistemi automatizzati. Il provvedimento definisce inoltre procedure e criteri operativi per l’adozione di tali sistemi nelle amministrazioni pubbliche.
in Italia, impiegando modelli di Intelligenza Artificiale per riconoscere l’evasione tariffaria incrociando più dati.
A Pittsburgh, l’AI viene utilizzata per regolare dinamicamente i semafori cittadini. Questo sistema intelligente ha portato ad una riduzione dei tempi di viaggio del 25% e ad una diminuzione delle emissioni dei veicoli del 21%, migliorando sensibilmente il flusso del traffico urbano, riducendo congestioni e inquinamento atmosferico. Nel campo della guida autonoma, a San Francisco è già attivo un servizio commerciale di robotaxi elettrici completamente autonomi, una frontiera tecnologica significativa. Grazie
all’Intelligenza Artificiale e altre tecnologie (computer vision, Lidar, radar), sono state evitate le emissioni di circa 570.000 kg di CO2 in un anno, incrementando nello stesso tempo la sicurezza percepita dagli utenti e migliorando l’accessibilità, specialmente per gruppi vulnerabili. Infine, a Singapore vengono utilizzate tecniche Intelligenza Artificiale di gamification per modificare le abitudini degli utenti del trasporto pubblico. Questo approccio comportamentale ha aumentato del 12% gli spostamenti fuori dagli orari di punta e ridotto l’affollamento del 7%.
La movimentazione interna dei materiali è interessata da una trasformazione verso modelli sempre più data-driven, integrati e digitali. Oggi l’intralogistica non è più quindi una semplice automazione di flussi, bensì una componente strutturale per la gestione dei processi
patrizia ricci
La crescente complessità dei sistemi produttivi e distributivi sta spingendo l’intralogistica verso modelli sempre più digitali, integrati e data-driven. Automazione avanzata, piattaforme software, Intelligenza Artificiale e gestione energetica stanno trasformando la movimentazione interna in un nodo strategico per efficienza operativa, sostenibilità e resilienza della supply chain.
In questo scenario si inseriscono le testimonianze di Beckhoff, Interroll e SEW-Eurodrive, che offrono una lettura complementare delle principali direttrici di evoluzione dell’intralogi-
stica contemporanea. Ne emerge un quadro in cui l’intralogistica non è più solo un ambito di automazione dei flussi, ma una leva strutturale di governo dei processi, capace di integrare dati, energia e operatività per supportare decisioni più rapide, continuità operativa e una trasformazione industriale sostenibile nel tempo.
Digitalizzazione Dei flussi
Nell’intralogistica la digitalizzazione dei flussi procede a velocità diverse. Accanto a processi già fortemente automatizzati permangono aree in cui l’adozione di soluzioni digitali incontra re-

sistenze tecnologiche, organizzative e culturali, rallentando l’evoluzione complessiva dei sistemi logistici interni. Nell’intralogistica i maggiori spazi di digitalizzazione si concentrano oggi sulla gestione dei flussi, sul tracking in tempo reale, sul monitoraggio energetico e sulla piena integrazione tra IT e OT.
Secondo Raffaele Balzan, packaging market manager di Beckhoff Italia a rallentare il cambiamento sono infrastrutture datate e scarsa standardizzazione. «L’approccio PC-based di Beckhoff - dichiara - supera queste barriere grazie a protocolli aperti e a un’elevata scalabilità,

Nel Regno Unito i magazzini sono già tra gli ambienti di lavoro più tecnologici, ma le politiche sulle competenze non stanno tenendo il passo: il settore logistico ha versato circa 1,35 miliardi di contributi alla formazione ricevendone solo una quota limitata, e non esiste ancora un apprendistato approvato per i responsabili di magazzino. Il tema è ormai diventato prioritario all’interno del dibattito sulle politiche industriali: secondo analisti e istituzioni accademiche servono percorsi più brevi e mirati su gestione operativa, sistemi digitali e automazione, per evitare che la carenza di competenze rallenti l’evoluzione del comparto.
(Fonte: Hepi)
permettendo di unificare trasporto, picking, visione, Rfid e analisi energetica all’interno di un’unica piattaforma».
EtherCAT garantisce, inoltre, una raccolta dati immediata da sensori e drive distribuiti, mentre l’architettura aperta facilita la migrazione degli impianti esistenti senza sacrificare le prestazioni real time.
Dal punto di vista Interroll, sono essenzialmente tre le aree dell’intralogistica dove la digitalizzazione è già oggi un valore aggiunto. «Sicuramente la gestione dei flussi e il controllo dei sistemi - spiega Claudio Carnino, managing di-

NELL’INTRALOGISTICA, CONTRO INFRASTRUTTURE DATATE E SCARSA STANDARDIZZAZIONE, SERVONO PROTOCOLLI APERTI E UN’ELEVATA SCALABILITÀ, PER ARRIVARE A UNIFICARE TRASPORTO, PICKING, VISIONE, RFID E ANALISI ENERGETICA ALL’INTERNO DI UN’UNICA PIATTAFORMA
rector Interroll Italia -. Con piattaforme modulari come la Modular Conveyor Platform (MCP) e MCP Play, il sistema di trasporto non è più solo meccanica, ma una soluzione governata da logiche digitali, configurabile, scalabile e monitorabile in tempo reale.»
Un altro ambito chiave è la supervisione energetica: «la DC Platform, RollerDrive EC5000, controlli e alimentazioni - continua Carnino - gestisce ogni zona di trasporto, abilitando funzioni come zero-pressure accumulation (ZPA), logiche di sleep mode e regolazioni che rappresentano un primo passo verso un energy management di linea».
Altri due aspetti rilevanti sono il monitoraggio degli asset e la manutenzione.
«Le resistenze al cambiamento - sottolinea Carnino - emergono soprattutto in contesti molto manuali, dove il digitale è percepito come com-
plesso o costoso e la cultura del dato è ancora migliorabile. Con piattaforme plug-and-play e una filosofia modulare puntiamo ad abbassare queste barriere, favorendo una digitalizzazione per fasi e un’evoluzione del sistema quanto più fluida possibile».
Nel panorama dell’intralogistica i margini più ampi di digitalizzazione riguardano la gestione integrata dei flussi, il monitoraggio energetico e il controllo avanzato delle macchine. Sempre più aziende adottano architetture capaci di monitorare in tempo reale cicli, assorbimenti e stati operativi, integrando logiche predittive e sistemi intelligenti di gestione dell’energia.
«In questo scenario - spiega Stefano Riccardi, regional manager di SEW-Eurodrive Italia - tecnologie come Power and Energy Solutions mostrano come la gestione intelligente dell’energia possa diventare parte integrante del sistema in-
tralogistico, migliorando dinamica e continuità operativa. Allo stesso modo, l’impiego di convertitori evoluti - come i Movidrive modular con supercondensatori e gestione intelligente del DC link - evidenzia il ruolo della digitalizzazione nello stabilizzare i carichi, ridurre i picchi di assorbimento e valorizzare l’energia rigenerata, confermando un trend ormai diffuso nell’intralogistica.» Persistono, invece, resistenze nei reparti a forte componente manuale o caratterizzati da impianti datati, dove l’integrazione digitale risulta più complessa. Per questo diventa fondamentale un approccio graduale, basato su diagnosi energetiche, analisi dei dati e progetti di revamping mirati, in grado di accompagnare la trasformazione senza introdurre discontinuità operative.
Nella movimentazione interna, l’evoluzione dell’automazione e dell’Intelligenza Artificiale sta andando oltre la semplice meccanizzazione dei flussi. Sistemi sempre più autonomi e intelligenti stanno ridefinendo modalità operative, livelli di flessibilità e criteri di gestione degli asset intralogistici.
L’automazione evoluta e l’AI stanno, inoltre, spostando l’intralogistica da una logica reattiva a una sempre più adattiva e predittiva. L’intralogistica sta evolvendo rapidamente grazie all’automazione avanzata e all’Intelligenza Artificiale, che rendono più intelligenti i sistemi di movimentazione e ne semplificano la gestione. Analizzando in tempo reale lo stato di motori, nastri di trasporto, sistemi di smistamento e veicoli

autonomi, gli impianti possono adattare automaticamente velocità, percorsi e consumi, riducendo fermi e inefficienze. «La filosofia PC-based di Beckhoff - illustra Raffale Balzan - offre un vantaggio concreto: grazie all’elaborazione locale dei dati e all’integrazione nativa di funzioni AI in TwinCAT, è possibile eseguire modelli predittivi direttamente sull’impianto. EtherCAT permette inoltre di raccogliere informazioni dettagliate da sensori e azionamenti distribuiti, abilitando una manutenzione davvero preventiva. Il risultato è una movimentazione più fluida, affidabile e capace di reagire subito ai cambiamenti operativi».
Ma il concetto si può ampliare, collegando automazione, software e sostenibilità. L’automazione avanzata e l’Intelligenza Artificiale stanno cambiando la gestione della movimentazione interna: i sistemi di intralogistica interpretano i dati, riconoscono pattern di consumo, modulano la potenza e reagiscono in modo proattivo alle condizioni operative. Secondo Riccardi “l’integrazione tra drive intelligenti, sensori e piatta-
SONO TRE LE AREE
DELL’INTRALOGISTICA
DOVE LA DIGITALIZZAZIONE
È GIÀ OGGI UN VALORE
AGGIUNTO:
LA GESTIONE DEI FLUSSI
E LA SUPERVISIONE
ENERGETICA.
SENZA DIMENTICARE
ALTRI DUE ASPETTI MOLTO
RILEVANTI CHE SONO
IL MONITORAGGIO
DEGLI ASSET
E LA MANUTENZIONE
forme di gestione dell’energia offre una visione completa del ciclo operativo dell’impianto, abilitando funzionalità fino a poco tempo fa impensabili.»
L’approccio della Software-defined-Factory trova nell’intralogistica uno degli ambiti di maggiore efficacia. Architetture con convertitori modulari e supercondensatori riducono i consumi, stabilizzano le curve di carico e garantiscono continuità operativa anche in caso di micro-interruzioni, mentre l’AI abilita la manutenzione predittiva, anticipando anomalie e aumentando la disponibilità degli asset.
In sintesi, l’unione di automazione e AI rende la movimentazione un processo adattivo, capace di ottimizzarsi in tempo reale e di supportare gli operatori con informazioni immediatamente utilizzabili.
Dal punto di vista dei sistemi di trasporto, l’AI è vista come un acceleratore di efficienza e continuità operativa anche da Carnino: «Ritengo che gli impatti maggiori derivino dall’automazione intelligente a bordo impianto, che Interroll può
garantire con molte delle proprie soluzioni e che attivano possibilità di manutenzione predittiva e condition monitoring, e dalla continuità operativa che rendiamo possibile per esempio attraverso la combinazione di DC Platform, controlli intelligenti e un livello software di supervisione. In questo scenario l’AI, anche in forma di algoritmi di ottimizzazione e machine learning, può certamente risultare impattante.»
Un esempio può essere la scelta della combinazione di velocità e pattern di instradamento che minimizza l’energia consumata a parità di throughput, o il ri-bilanciamento dei flussi in caso di saturazione di un sorter.
«Riteniamo che Interroll - prosegue Carninosi sia conquistata un ruolo importante per i System Integrator proponendo piattaforme hardware e di controllo “AI-ready” con standard aperti, accesso ai dati, modularità e affidabilità su cui i nostri clienti e partner possono innestare le proprie soluzioni di analytics e AI».
Efficienza energetica e riduzione degli sprechi stanno assumendo un ruolo sempre più centrale nei sistemi di movimentazione dei materiali. La riprogettazione dei flussi, insieme all’adozione di tecnologie più intelligenti, consente di migliorare le prestazioni operative e di allineare i processi logistici interni a obiettivi di sostenibilità sempre più stringenti.
Il tema dell’energia è ormai centrale nell’evoluzione dell’intralogistica: non solo come leva di riduzione dei costi, ma come fattore strutturale di sostenibilità e qualità operativa. Per le aziende

del settore la priorità è proporre soluzioni per una movimentazione il più sostenibile possibile, puntando su efficienza energetica e riduzione degli sprechi attraverso drive e motori ad alta efficienza.
Dice Claudio Carnino: «I Drum Motors consentono sistemi di trasporto a manutenzione ridotta ed elevata efficienza grazie al motore integrato nel rullo, mentre la DC Platform a 48 V permette di ridurre fino al 50% il numero di alimentatori rispetto alle soluzioni a 24 V, semplificando il cablaggio. I RollerDrive EC5000 adattano il consumo alle reali esigenze del sistema, arrestando automaticamente le zone inutilizzate, e i moduli MCP con logica ZPA movimentano il collettame solo quando necessario e alla velocità adeguata, riducendo attriti, usura ed energia sprecata rispetto ai sistemi full-running.»
Oltre alle singole soluzioni, è la filosofia della piattaforma Interroll a consentire un corretto dimensionamento e un’espansione solo quando necessario, evitando sovradimensionamenti
LA GESTIONE INTELLIGENTE DELL’ENERGIA PUÒ DIVENTARE PARTE INTEGRANTE DEL SISTEMA INTRALOGISTICO, MIGLIORANDO LA CONTINUITÀ OPERATIVA. ALLO STESSO MODO, L’IMPIEGO DI CONVERTITORI EVOLUTI EVIDENZIA IL RUOLO DELLA DIGITALIZZAZIONE NELLO STABILIZZARE I CARICHI, RIDURRE I PICCHI DI ASSORBIMENTO E VALORIZZARE L’ENERGIA RIGENERATA
e linee inutilizzate. Componenti robusti e standardizzati riducono ricambi, fermate e interventi non pianificati, contenendo costi e sprechi di materiali. In sintesi, la sostenibilità non è un add-on, ma una conseguenza naturale di sistemi modulari, ben dimensionati, controllati elettronicamente e facilmente manutenibili. Dal punto di vista dell’automazione e del controllo, l’efficienza energetica passa da una gestione sempre più consapevole e basata sui dati. Secondo Raffaele Balzan, «l’efficienza energetica è oggi una delle priorità dell’intralogistica, sia per ridurre i costi sia per rendere più sostenibili le operazioni. Le strategie più efficaci combinano monitoraggio costante dei consumi, utilizzo di motori e attuatori ad alta efficienza e una gestione più intelligente dei cicli di lavoro, così da evitare sprechi e picchi di assorbimento.»
In questo contesto, Beckhoff gioca un ruolo chiave grazie ai moduli di Energy Monitoring integrati nella piattaforma PC-based e alla possibilità di analizzare i dati in tempo reale tramite TwinCAT Analytics. I drive rigenerativi e il controllo sincronizzato dei movimenti permettono di recuperare energia e ottimizzare il funzionamento delle linee.
L’unione di questi elementi offre una movimentazione più sostenibile, con consumi tracciati,
prevedibili e facilmente riducibili. L’approccio di SEW-Eurodrive evidenzia come energia e dinamica debbano essere considerate come un unico sistema integrato. D’altronde, la strategia più efficace per migliorare l’efficienza energetica è considerare energia e dinamica dei movimenti come un unico sistema integrato, adottando logiche di recupero, accumulo, livellamento e gestione intelligente dei flussi di potenza per ridurre il fabbisogno complessivo dell’impianto. Soluzioni basate su supercondensatori e convertitori intelligenti consentono di abbattere i picchi di assorbimento e valorizzare l’energia rigenerata durante i cicli di lavoro.
La sostenibilità deriva dalla combinazione di tecnologie efficienti, monitoraggio continuo e progettazione orientata al ciclo di vita: nei magazzini automatici, l’aggiornamento dell’elettronica di controllo può migliorare sensibilmente l’efficienza senza interventi sulla meccanica, mentre la digitalizzazione dei consumi abilita decisioni basate sui dati.
«Un ulteriore elemento chiave è la continuità dell’alimentazione: architetture in grado di garantire operatività anche in caso di interruzioni di rete preservano energia, materiali e tempo, rafforzando la sostenibilità complessiva della supply chain», sostiene Stefano Riccardi.














Il report globale MHI 2025, The Digital Supply Chain Ecosystem, realizzato da Material Handling Industry insieme a Deloitte e presentato lo scorso dicembre, offre un aggiornamento sulle innovazioni tecnologiche con il più alto potenziale di trasformazione delle catene di approvvigionamento. Dallo studio emerge che il 55% dei supply chain leader sta incrementando i budget destinati a tecnologia e innovazione: il 60% prevede investimenti superiori a 1 milione di dollari, mentre il 19% supererà i 10milioni. Le risorse sono indirizzate verso soluzioni capaci di rafforzare resilienza e visibilità dei flussi logistici, oltre che verso strumenti utili a contrastare la continua carenza di personale qualificato. Il report evidenzia inoltre come l’orchestrazione end-to-end, ovvero, gestire in modo coordinato e senza interruzioni tutti i flussi della catena di approvvigionamento, sia diventata un fattore competitivo imprescindibile e stima che l’adozione di intelligenza artificiale e automazione triplicherà entro il 2029.
s iste M i logistiC i inte R ni
La crescente complessità delle supply chain rende sempre più critico il ruolo dei sistemi logistici interni. L’evoluzione dell’intralogistica digitale offre oggi strumenti per aumentare visibilità, flessibilità e capacità di risposta, contribuendo a rafforzare la resilienza complessiva delle catene di fornitura.
La resilienza della supply chain passa quindi dalla capacità dei sistemi intralogistici di generare dati, adattarsi ai cambiamenti e garantire continuità operativa.
«La trasformazione digitale dell’intralogistica sta diventando un fattore decisivo per costruire supply chain più resilienti e capaci di reagire rapidamente a variazioni della domanda o a imprevisti operativi» dichiara Raffaele Balzan. La disponibilità di dati in tempo reale, una gestione più dinamica delle scorte e sistemi collaborativi più sicuri consentono infatti di prendere decisioni rapide e informate. In questo senso, la tecnologia PC-based di Beckhoff offre un supporto concreto: l’integrazione nativa tra sensori, sistemi di movimentazione, robotica e piattaforme di analisi permette di monitorare ogni fase del flusso logistico con grande precisione.
EtherCAT assicura comunicazioni immediate anche in impianti complessi. Il risultato è una supply chain più flessibile, trasparente e pronta a gestire anche condizioni di mercato in rapido cambiamento.
Anche nella visione di Interroll, la disponibilità di dati operativi e la modularità degli impianti emergono come elementi chiave. «La trasformazione digitale nell’intralogistica è fondamentale per la resilienza delle supply chain - spiega Claudio Carnino -. Non si può prescindere da dati in tempo reale per reagire ai cambiamenti.» Le piattaforme Interroll generano informazioni su throughput, saturazione delle linee, tempi di permanenza, stati di allarme e disponibilità che, integrate con WMS, MES ed ERP, consentono di ridirigere i flussi in caso di guasti, modulare velocità e prestazioni in funzione dei picchi di domanda o riprogrammare la manutenzione. Una movimentazione interna efficiente e prevedibile permette inoltre di ridurre i buffer di sicurezza senza compromettere il livello di servizio. Grazie a linee modulari e scalabili, è possibile riconfigurare percorsi, introdurre nuovi punti di accumulo o collegare aree di magazzino e produzione con tempi ridotti. In mercati caratterizzati da forte
variabilità - dall’e-commerce all’Automotive - la modularità diventa un’assicurazione contro l’in certezza, consentendo di adattare l’infrastrut tura interna a nuovi volumi, mix di prodotti o mo delli di business senza riprogettazioni radicali. «L’obiettivo - prosegue Carnino - è offrire piatta forme standardizzate, aperte ai dati e scalabili, in grado di rendere la supply chain efficiente oggi e pronta a evolvere domani con il minimo im patto su costi, tempi e continuità operativa». La lettura di SEW-Eurodrive mette in evidenza il ruolo dell’intralogistica come punto di conver genza tra flussi fisici, informativi ed energetici. Dice Stefano Riccardi, «la resilienza della supply chain dipende dalla capacità di gestire varia zioni di domanda e interruzioni operative. L’intra logistica digitale è centrale perché integra flussi fisici e informativi: dati in tempo reale su carichi, consumi, stato degli asset e disponibilità ener getica permettono di rimodulare rapidamente i processi senza interrompere la continuità pro duttiva.»
Le tecnologie disponibili abilitano una gestione dinamica delle scorte, una maggiore sincro nizzazione dei flussi e una risposta più effi cace; sistemi di alimentazione evoluti rendono la continuità operativa un elemento strutturale. I revamping dei magazzini automatici mostrano come l’aggiornamento tecnologico trasformi impianti esistenti in nodi digitali della supply chain.
In questo contesto, la collaborazione uo mo-macchina assume un ruolo chiave: sistemi più intelligenti e affidabili supportano decisioni rapide, garantendo livelli di servizio e una ge stione più efficiente della variabilità del mercato.


LA SOLUZIONE CAD/ CAM/ PDM INTEGRATA
CHE GESTISCE L’INTERO CICLO DI LAVORAZIONE IN UN UNICO AMBIENTE
PRODUZIONE DI PRECISIONE:
Portiamo i vostri processi a un livello superiore e stabiliamo nuovi standard.

In Italia, il procurement dei materiali indiretti (MRO) sta attraversando una fase di profonda trasformazione. Digitalizzazione, rafforzamento delle competenze e maggiore integrazione dell’ufficio acquisti nella governance aziendale emergono come leve chiave per affrontare vincoli di costo

PER LA PRIMA VOLTA
LA RICERCA SUGLI ACQUISTI RMO DEDICA UN FOCUS SPECIFICO
ALL’INTELLIGENZA
ARTIFICIALE: SOLO IL 19,4%
DELLE IMPRESE DISPONE DI UNA STRATEGIA STRUTTURATA, MA LE POTENZIALITÀ SONO RICONOSCIUTE SOPRATTUTTO IN ALCUNI AMBITI COME LA PREVISIONE DELLA DOMANDA E LA GESTIONE DELLE SCORTE
Nel procurIn termini di sostenibilità, quali requisiti sono apprezzati nella valutazione del fornitore?i materiali indiretti (MRO) in Italia è in corso una trasformazione profonda, che ne sta ridefinendo ruolo, strumenti e responsabilità. Un ambito storicamente considerato accessorio rispetto alle strategie core dell’impresa assume oggi una funzione sempre più centrale nella governance, nella continuità operativa e nella creazione di valore. È quanto emerge dalla quarta
edizione della ricerca Il Procurement dei materiali indiretti in Italia 2025, promossa da RS Italia e Adaci in collaborazione con l’Università Europea di Roma, condotta tra aprile e agosto 2025. Vediamo quali sono le pricipali indicazioni che arrivano dall’indagine. Il 72% delle imprese segnala una riduzione dei budget operativi e il 61% una contrazione delle risorse dedicate agli MRO. A pesare sono anche la scarsa visibilità dei fabbisogni e della spesa complessiva (42%),
La gestione degli acquisti MRO è ancora dominata da strumenti tradizionali e piattaforme digitali consolidate Fonte: “Il Procurement dei materiali indiretti in Italia 2025”
73%
SISTEMI INFORMATIVI INTEGRATI
69%
PACCHETTO OFFICE 60%
E-PROCUREMENT
34%
SISTEMI DI E-MARKETPLACE
20%
AI& BIG DATA ANALYTICS
19%
CLOUD COMPUTING
17% INDUSTRIAL INTERNET OF THINGS

L’evoluzione, gli avanzamenti e il livello di maturazione del procurement MRO in Italia: dagli indicatori di sviluppo organizzativo ai limiti decisionali legati a fabbisogni non strutturati, fino alle sfide culturali della digitalizzazione, all’ingresso dei criteri ESG e agli effetti delle tensioni sulle catene di fornitura
L’assenza di metodi strutturati di stima dei fabbisogni, ancora dichiarata da una quota rilevante di imprese, compromette la qualità decisionale lungo l’intero processo di procurement. Essa alimenta acquisti emergenziali, riduce la visibilità sulla spesa complessiva e limita la capacità di pianificazione. Ne derivano inefficienze operative, maggiore dipendenza dal prezzo come unico criterio decisionale e una ridotta capacità di prevenire rischi e costi futuri.
Emanuela Delbufalo , professore ordinario di Economia e Gestione delle Imprese all’Università Europea di Roma
Quali indicatori della ricerca segnalano un reale avanzamento della maturità delle aziende nella gestione degli MRO?
L’indagine evidenzia un avanzamento della maturità MRO attraverso diversi segnali convergenti: il maggiore coinvolgimento dell’ufficio acquisti in team interfunzionali, la crescente adozione di logiche di Total Cost of Ownership e portfolio management, nonché l’aumento dell’uso di piattaforme di e-procurement. Ulteriori indicatori sono l’incremento del budget MRO e del personale dedicato, insieme a una valutazione della funzione acquisti che va oltre il semplice cost saving, includendo il cost avoidance e il miglioramento del servizio interno.
Molte imprese continuano a stimare i fabbisogni senza metodi strutturati: quali conseguenze ha questo sulla qualità delle decisioni?
Digitalizzazione e AI incontrano ancora resistenze culturali e organizzative: quale ritiene sia il nodo principale da sciogliere? Il nodo principale non è tecnologico, ma organizzativo e culturale. Come evidenziato dalla letteratura, le difficoltà di adozione di digitalizzazione e AI riflettono un persistente misalignment sociotecnico, piuttosto che limiti delle soluzioni disponibili. Un’implementazione efficace richiede la riconfigurazione simultanea dei processi decisionali, delle competenze analitiche e dei meccanismi di data governance. In assenza di dati affidabili, ruoli decisionali chiari e adeguata capacità di assorbimento organizzativo, le tecnologie tendono a rimanere strumenti periferici, incapaci di generare valore. La sfida cruciale è dunque trasformare il procurement da funzione prevalentemente transazionale a snodo decisionale ad alta intensità di conoscenza, evitando la mera digitalizzazione delle inefficienze esistenti.
I criteri ESG stanno entrando nella selezione dei fornitori: quanto è solido questo orientamento e quali aspetti
risultano ancora immaturi? L’orientamento ESG risulta ormai istituzionalizzato nei sistemi di valutazione dei fornitori, con una presenza stabile nei cruscotti di performance e nei criteri di qualificazione, in particolare per aspetti ambientali e di compliance. Tuttavia, tale integrazione è ancora prevalentemente valutativa e simbolica, più che realmente decisionale. Gli indicatori ESG faticano infatti a entrare nei trade-off di sourcing e raramente influenzano in modo sistematico le scelte rispetto a criteri tradizionali come prezzo, affidabilità e servizio. La principale area di immaturità riguarda quindi il passaggio da metriche di rendicontazione a leve operative di allocazione e governo della base fornitori.
Le tensioni sui dazi e sulle catene globali possono accelerare la preferenza per fornitori locali o più stabili? Quali effetti si aspetta sul medio periodo?
In contesti caratterizzati da incertezza elevata e persistente, le decisioni di sourcing tendono a spostarsi da logiche previsionali a logiche di robustezza e resilienza strutturale. La crescente preferenza per fornitori locali o geopoliticamente “stabili” non va quindi interpretata come una risposta contingente a dazi e shock, ma come un ripensamento dei principi di progettazione delle supply chain. Nel medio periodo ciò può ridurre l’esposizione a rischi sistemici e migliorare il coordinamento interorganizzativo, introducendo tuttavia nuovi trade-off in termini di costi, dipendenza relazionale e riduzione della varietà competitiva.
Sostenibilità e scelta dei fornitori Fonte “Il Procurement dei materiali indiretti in Italia 2025”
SECONDO LA RICERCA CONDOTTA DA RS ITALIA E ADACI IN COLLABORAZIONE CON L’UNIVERSITÀ EUROPEA DI ROMA LE PRIORITÀ
FUTURE SI CONCENTRANO SU GESTIONE DEI RISCHI DELLA SUPPLY CHAIN, CONTROLLO DELL’INFLAZIONE E INVESTIMENTI TECNOLOGICI, SEGNANDO IL PASSAGGIO VERSO UN PROCUREMENT MRO PIÙ INTEGRATO E STRUTTURATO
la frammentazione dei codici prodotto (71%), la gestione di emergenze operative come rotture e fermi macchina (55%) e collaborazioni interfunzionali non sempre efficaci (55%). Procedure poco chiare (57%) ed elevata eterogeneità degli asset (52%) limitano inoltre le possibilità di standardizzazione. Nonostante ciò, il peso economico degli MRO è rilevante: oltre il 55% delle aziende vi destina tra il 3% e il 20% del budget totale, mentre circa il 6% supera il 35%.
In questo scenario, l’ufficio acquisti rafforza il proprio ruolo. Il 67% delle imprese lo identifica come referente principale per gli approvvigionamenti MRO e nel 40,3% dei casi la funzione riporta direttamente alla governance o a un solo livello gerarchico di distanza. Cresce il coinvolgimento nella pianificazione e nella definizione dei fabbisogni, superando un approccio puramente reattivo. Questo si riflette anche nelle metriche adottate: accanto al cost saving, il 56% consi-
dera il cost avoidance, mentre il 43% applica criteri di Total Cost of Ownership e il 42% utilizza logiche di portfolio management.
La digitalizzazione si conferma la principale leva di trasformazione. Il 74% delle imprese la indica come priorità strategica; i sistemi informativi integrati sono diffusi nel 73% dei casi e le piattaforme di e-procurement nel 60%. Le applicazioni digitali risultano più mature nelle fasi di fatturazione (77%), quotazione prezzi (66%), invio offerte e tracciamento ordini (61%). Più limitato, ma in crescita, l’utilizzo di cloud, IIoT e intelligenza artificiale. Le principali barriere restano la mancanza di investimenti dedicati (64%) e la percezione degli MRO come area “non core” (60%), mentre nelle realtà più evolute emergono criticità di integrazione dei sistemi e qualità dei dati. La trasformazione richiede competenze adeguate. Il 59% delle imprese utilizza dati dai sistemi informativi per stimare i fabbisogni, il 56% analizza lo storico ordini e il 46% ricorre a rendicontazioni strutturate, ma il 42% procede an-

Frammentazione dei codici, scarsa visibilità dei fabbisogni e adozione ancora lenta delle tecnologie continuano a condizionare l’efficienza del procurement MRO
Qual è il cambiamento più evidente che emerge dal report nella gestione degli acquisti MRO rispetto agli anni passati?
Il cambiamento fondamentale è l’evoluzione del ruolo degli acquisti MRO da voce di spesa periferica a leva strategica. Oggi il 67% delle imprese riconosce oggi nell’ufficio acquisti il referente principale per gli MRO, con il 40% che lo posiziona a diretto riporto del top management. Significativo anche il cambio nelle metriche: accanto al cost saving, cresce l’attenzione al cost avoidance, con l’emergere di relazioni più mature con i fornitori, che privilegiano partnership di lungo periodo rispetto alla logica del prezzo. Anche la digitalizzazione e intelligenza artificiale stanno accelerando il cambiamento: maggiore visibilità sui fabbisogni, supporto nelle decisioni, pianificazione più accurata della domanda e gestione degli asset. Il procurement MRO non è più un’attività amministrativa, ma una funzione trasversale che incide su efficienza, sostenibilità e continuità del business.
La ricerca mostra che digitalizzazione e tecnologie avanzate crescono lentamente: qual è, secondo lei, la principale barriera che ne rallenta l’adozione?
La barriera principale è culturale e organizzativa, non tecnologica. Oltre il 60% delle imprese identifica la mancata priorità strategica e la resistenza al
cambiamento come gli ostacoli principali. La digitalizzazione MRO è ancora considerata secondaria, paradossalmente proprio nell’area dove genererebbe maggior impatto. La seconda criticità è la scarsa qualità dei dati: senza dati strutturati anche il miglior sistema è inefficace. Altre barriere includono difficoltà di integrazione con i sistemi dei fornitori e costi di implementazione elevati. Tuttavia, le aziende che hanno digitalizzato mostrano risultati tangibili. La sfida è cambiare mentalità: dalla percezione del costo a quella dell’investimento strategico.
La frammentazione dei codici e la scarsa visibilità dei fabbisogni restano criticità diffuse: quanto limitano oggi l’efficienza delle aziende?
Limitano drammaticamente l’efficienza. La frammentazione dei codici è criticità per il 71% delle imprese, la scarsa visibilità della spesa per il 42%.
Le conseguenze sono pesanti, a partire dalle frequenti emergenze da gestire, con difficoltà negli acquisti e costi superiori del 2030% rispetto agli ordini pianificati. Circa un’impresa su quattro non conosce l’impatto del budget dedicato agli MRO sul totale spesa, e procede senza un metodo strutturato.
La frammentazione impedisce consolidamento fornitori, economia di scala e ottimizzazione. La soluzione richiede digitalizzazione, standardizzazione e partnership con distributori specializzati che
offrono ampiezza di gamma e strumenti integrati.
Il mercato sembra oscillare tra accordi di lungo periodo e forte pressione competitiva sui fornitori: cosa rivela questa doppia tendenza?
È il riflesso di un mercato in transizione verso maggiore maturità. L’81% delle aziende privilegia relazioni di lungo periodo, mentre il 62% mette in competizione i fornitori, soprattutto sulle categorie più standardizzate. Le aziende più evolute distinguono tra fornitori strategici, con cui costruire partnership basate su affidabilità, puntualità e flessibilità, e fornitori di commodity, con crescente attenzione a servizi a valore aggiunto (69%) e sostenibilità.
La recente evoluzione dei dazi e delle tensioni commerciali può influire sul procurement MRO?
La questione dazi è indubbiamente un fattore che contribuisce a un clima di incertezza globale. Anche se gli MRO non rappresentano il cuore delle importazioni colpite dai dazi, gli effetti potrebbero riflettersi sui costi dei componenti tecnici importati e comportare tempi di consegna più lunghi, anche perché le tensioni commerciali generano congestioni doganali, incertezza nelle rotte, rilocalizzazione dei fornitori che impattano la disponibilità dei pezzi di ricambio.
cora senza metodi formalizzati. Parallelamente, cresce la formalizzazione dei processi: il 54% dispone di budget dedicati agli MRO e il 51% partecipa a team interfunzionali. Sul fronte delle relazioni di fornitura emerge una tendenza al consolidamento: l’81% stipula accordi di lungo periodo, pur mantenendo logiche spesso orientate al prezzo. Aumenta però l’attenzione a sostenibilità e servizi a valore aggiunto. Ancora limitata la diffusione del Vendor-Managed Inventory, che dove adottato genera benefici in termini di disponibilità, efficienza e semplificazione gestionale. Per la prima volta la ricerca dedica un focus specifico all’Intelligenza Artificiale: solo il 19,4% delle imprese dispone di una strategia strutturata, ma le poten-
In un mondo che promette scorciatoie digitali, c’è un’intelligenza che non si improvvisa.
È fatta di esperienza, materiali e gesti giusti.
Da oltre cent’anni, è quella che trasforma il lavoro in soluzioni concrete.
Rivolgiti al tuo rivenditore di fiducia o scarica il PDF del Catalogo 58 sul sito
zialità sono riconosciute soprattutto in ambiti come previsione della domanda, gestione delle scorte e misurazione dell’impatto ambientale. Le barriere restano integrazione dei sistemi, resistenza culturale e carenza di competenze. Nel complesso emerge una funzione acquisti in evoluzione, sempre più riconosciuta come leva strategica. Le priorità future si concentrano su gestione dei rischi della supply chain, controllo dell’inflazione e investimenti tecnologici, segnando il passaggio verso un procurement MRO più integrato, strutturato e orientato alla creazione di valore.
STUDENTI STEM SUL TOTALE DEGLI STUDENTI UE27+REGNO UNITO
Fonte Eurostat e Oecd – Estratto nel luglio 2025
L’Europa fatica a formare talenti in ambito Stem: solo uno studente su quattro sceglie i percorsi tecnico-scientifici mentre metà delle imprese non trova le competenze necessarie. È l’analisi che emerge dallo “European Stem Observatory” di Deloitte presentato al Parlamento Europeo nel dicembre scorso
luca rossi
LE QUESTIONI CHIAVE PER LE AZIENDE
Fonte European Stem Observatory 2024-2025
LA DOMANDA DI PROFILI STEM NEL PROPRIO PAESE CRESCERÀ NEI PROSSIMI CINQUE ANNI
HA AVUTO
DIFFICOLTÀ
NEL TROVARE
PERSONALE STEM
TROVARE E TRATTENERE DIPENDENTI STEM È DIFFICILE
A CAUSA DELLA CONCORRENZA INTERNAZIONALE
LA DIFFICOLTÀ NEL TROVARE
TALENTI STEM
È UN OSTACOLO
ALLA COMPETITIVITÀ DEL PAESE
Nonostante il bisogno di competenze tecniche e scientifiche, solo il 26,5% degli studenti universitari europei è iscritto a percorsi Stem (Science, Technology, Engineering & Mathematics), un dato che da oltre dieci anni non mostra progressi significativi. Più di un’azienda su due segnala difficoltà nel trovare profili adatti e la carenza è particolarmente acuta in ambiti strategici: gli studenti iscritti a percorsi ICT rappresentano solo il 20,6% del totale Stem. Resta costante anche il divario di genere. Pur rappresentando il 55,1% degli studenti universitari europei, le iscritte in ambito Stem sono il 32,2%, con una crescita di appena lo 0,3%. È questo lo scenario che emerge dallo European Stem Observatory, lo studio realizzato da Fondazione Deloitte e dal Public Policy Program di Deloitte, basato su dati Eurostat, Cedefop, Ocse e su oltre 11.000 interviste in dieci Paesi europei. L’analisi è stata presentata nel dicembre scorso al Parlamento Europeo a Bruxelles.
Q UA dRO S TEM EUROPEO
I corsi di istruzione terziaria Stem sono frequentati da una minoranza di studenti europei (26,5% nel 2023).
Sebbene il tasso di iscrizione alle discipline Stem in Europa non sia variato in modo significativo negli ultimi 10
SECONDO LE AZIENDE
Valori in %
Fonte European Stem Observatory 2024-2025
SECONDO I GIOVANI
Valori in %
Fonte European Stem Observatory 2024-2025
SCIENZA,
AUTONOMIA ENERGETICA
anni, si possono osservare tendenze diverse all’interno delle sottocategorie Stem. Le discipline ingegneristiche sono le materie più spesso scelte dagli studenti europei (52,6% nel 2022), seguite da scienze naturali, matematica e statistica (26,8%). Le materie meno popolari sono le ICT (20,6%), in particolare tra le studentesse: solo il 2,0% del numero totale di donne iscritte all’istruzione terziaria sceglie un percorso ICT. Negli ultimi 10 anni, si è registrato un leggero aumento del 42,8% nel numero di iscrizioni alle ICT, sebbene il numero complessivo rimanga basso.
Gli studenti che hanno optato per percorsi formativi Stem hanno espresso livelli di soddisfazione leggermente superiori alla media, con circa il 60% che si è dichiarato ‘molto’ o ‘completamente’ soddisfatto. Questo è dovuto innanzitutto alla coerenza con le aspirazioni professionali in termini di ambito o settore di riferimento, conoscenze e competenze acquisite. Segue la qualità dell’insegnamento e l’allineamento con le passioni e gli interessi personali.
Gli studenti Stem attribuiscono importanza anche alle prospettive di carriera e cercano flessibilità nei corsi. Nella loro percezione, la passione e l’interesse personale per le materie sono la ragione principale alla base della loro scelta del percorso formativo; questo vale, in termini assoluti, sia per i campi Stem che per le ma-
terie complementari non Stem come le discipline umanistiche. Fattori più pragmatici, come le prospettive di carriera o la retribuzione, sono al secondo posto. Più di un intervistato su cinque sottolinea, inoltre, l’importanza della formazione in materie e corsi che possano contribuire al benessere della comunità, all’ambiente e al progresso sociale. Infine, per più di uno studente Stem su quattro, la flessibilità è stata un fattore decisivo, soprattutto in termini di possibilità di cambiare facilmente corsi e materie all’interno dello stesso istituto scolastico.
Molti studenti abbandonano i corsi Stem perché li considerano troppo difficili e fuori dalla loro portata. Tra gli studenti che non intraprendono un percorso Stem, sei su dieci hanno comunque preso in considerazione l’idea (o prenderebbero in considerazione di farlo in futuro), orientandosi in particolare verso i campi della scienza e della tecnologia. Tra gli studenti che hanno scelto di non intraprendere un percorso Stem, le ragioni riflettono una significativa mancanza di fiducia e di inclinazione personale. Oltre alla mancanza di interesse, percepiscono le materie come troppo complesse e ritengono di non essere adatti a questo tipo di corso.
Circa la metà dei giovani lavoratori interrogati è convinta che, nei prossimi 10 anni, le competenze e i lavori richiesti dal mercato saranno radicalmente diversi da quelli odierni. Quasi due terzi (63%) dei lavoratori con istruzione Stem affermano di continuare costantemente (o almeno frequentemente) a investire nella propria istruzione, anche dopo aver iniziato a lavorare, mentre nel settore ‘non Stem’ questa quota è poco meno della metà (49%). Inoltre, per quattro lavoratori Stem su dieci, l’istruzione ‘informale’ è una soluzione ideale per mantenere le proprie
IL 46% DEGLI STUDENTI
STEM SCEGLIE IL CORSO
PRINCIPALMENTE SULLA
BASE DELLA PASSIONE
PERSONALE. UNO STUDENTE
STEM SU 4 HA AVUTO ‘MOLTE/ ESTREME DIFFICOLTÀ’
NELL’ABITUARSI AL PROPRIO
CORSO. IL 60% DEGLI
STUDENTI NON STEM HA CONSIDERATO L’IDEA DI SEGUIRE UN CORSO STEM
conoscenze e competenze costantemente aggiornate, soprattutto se abbinata a corsi multidisciplinari.
Più di otto giovani lavoratori su dieci si dichiarano abbastanza soddisfatti del loro lavoro, ancora una volta con un consenso significativamente maggiore tra coloro che lavorano nei settori Stem (quasi nove su dieci). Tra gli studenti, tuttavia, emerge un divario significativo nell’analisi delle prospettive future. Gli studenti con una formazione Stem sono sistematicamente più sicuri e fiduciosi, sia riguardo al campo e al settore in cui desiderano lavorare, sia in termini di facilità di ingresso nel mondo del lavoro grazie alle competenze acquisite, alla velocità di progressione di carriera e al ruolo e al profilo professionale che intendono sviluppare nel tempo.
I fattori che più preoccupano gli studenti quando iniziano a lavorare includono: un processo di reclutamento estremamente competitivo e selettivo, seguito dalla preoccupazione di aver ricevuto un’istruzione eccessivamente teorica, la difficoltà di trovare un lavoro veramente formativo e di riuscire a godere di un buon equilibrio tra lavoro e vita privata. Il problema principale è stato trovare un lavoro flessibile e realmente formativo, seguito dalle preoccupazioni per l’agguerrita concorrenza tra i candidati e le
difficoltà economiche associate alle prime fasi dello sviluppo di carriera. Infine, un percorso accademico eccessivamente teorico rispetto alle esigenze dell’ambiente lavorativo, rimane ancora una questione rilevante.
La flessibilità professionale sta diventando sempre più importante. Più di sette intervistati su dieci prevedono cambiamenti occupazionali nei prossimi tre anni, con un picco più elevato per coloro che già lavorano in settori Stem. Il 18% dei giovani lavoratori Stem prevede di lasciare il proprio lavoro attuale per avviare una propria attività, rispetto alla metà di questa percentuale tra i professionisti non Stem. Quasi un intervistato su cinque prevede che il cambiamento avvenga inizialmente sotto forma di riqualificazione, ovvero un cambiamento nel tipo di attività (ad esempio ruolo, mansioni, responsabilità) all’interno della stessa organizzazione; una percentuale leggermente inferiore prevede di cambiare sia attività che datore di lavoro.
Oltre la metà dei giovani intervistati, soprattutto tra coloro che hanno una formazione Stem, tendono a considerare positivamente la mobilità lavorativa internazionale, considerandola un’opportunità di arricchimento culturale, scambio di prospettive e acquisizione di nuove competenze in contesti altamente dinamici. Per oltre quattro giovani su dieci (e un lavoratore Stem su due), la mobilità lavorativa è un tema di grande attualità, su cui le aziende e le istituzioni dei loro Paesi sono chiamate a collaborare e intervenire. Le competenze Stem più ricercate dalle aziende europee riguardano l’ingegneria, seguita da scienza e tecnologia. Più di una azienda su due riferisce di avere da media a elevata difficoltà nel trovare i profili Stem di cui aveva bisogno, sebbene le grandi aziende sembrino essere più fi-
I
EUROPEI PREOCCUPATI PER L’IMPATTO SULL’OCCUPAZIONE DEI FUTURI
SVILUPPI DELLE TECNOLOGIE DI INTELLIGENZA
ARTIFICIALE
Valori in %
Fonte European Stem Observatory 2024-2025
duciose nella loro capacità di reperire le competenze Stem desiderate (53% contro 51%), in parte grazie al maggior numero di canali attivati (incluso il reclutamento dall’estero). Tuttavia, l’apertura all’estero è una strada a doppio senso. Le grandi aziende sono più disposte rispetto alle piccole a muoversi verso la diversificazione di possibili programmi e strumenti per attrarre lavoratori Stem, oltre agli incentivi finanziari.
Nei prossimi tre anni, ad esempio, prevedono di sviluppare strategie specifiche, tra cui la selezione iniziale per la formazione interna, il potenziamento dei percorsi di carriera e la collaborazione con università e istituti di ricerca. Il sostegno pubblico rimane fondamentale. Più di otto aziende su dieci sottolineano l’importanza delle politiche pubbliche volte, ad esempio, a migliorare l’offerta formativa nazionale, a in -
STUDENTI STEM
STUDENTI
LAVORATORI
LAVORATORI
centivare gli scambi tra aziende e università e a stanziare fondi dedicati per l’acquisizione e l’aggiornamento di competenze specifiche (reskilling/upskilling).
Tra studenti e lavoratori, la partecipazione femminile all’istruzione e alle carriere Stem continua a essere limitata da stereotipi di genere e discriminazioni, che colpiscono le ragazze fin dalla prima età. Questa consapevolezza è rafforzata dall’esperienza diretta nei percorsi educativi e lavorativi Stem, con una maggiore percezione di discriminazione segnalata nell’istruzione per gli studenti. Questa percezione è ancora maggiore tra i lavoratori Stem sia per quanto riguarda l’istruzione che l’occupazione. Circa due terzi dei giovani hanno assistito a episodi di discriminazione contro le donne, con percentuali più elevate segnalate da studentesse (73%) e giovani lavoratrici Stem (74%). Inoltre, quattro giovani donne su dieci ritengono di essere state oggetto di discriminazione; queste cifre aumentano anche se l’analisi si limita al settore tecnico-scientifico (48% delle studentesse Stem contro il 41% delle studentesse non Stem e 55% delle lavoratrici Stem contro il 37% delle lavoratrici non Stem). La percepita mancanza di competenza, che può essere ricondotta a pregiudizi culturali radicati nella società, è identificata come la ragione principale del trattamento ingiusto tra le donne che affermano di aver subito

È un principio che applichiamo in tutte le nostre creazioni da oltre 100 anni. Progettiamo soluzioni personalizzate di rettificatura senza centri che si distinguono per forte identità e grande attenzione ai dettagli. Garantiamo sempre processi di rettificatura perfetti “al micron”, e la perfezione non è un dettaglio.







L’IMPATTO DELLA DECARBONIZZAZIONE SECONDO LE AZIENDE EUROPEE
Valori in %
Fonte European Stem Observatory 2024-2025
LA DECARBONIZZAZIONE RICHIEDERÀ
L’INSEGNAMENTO DI NUOVE
COMPETENZE ALLA FORZA LAVORO
LA DECARBONIZZAZIONE CREERÀ NUOVE OPPORTUNITÀ DI LAVORO, SOPRATTUTTO PER I LAVORATORI STEM
NEL CONTESTO DELLA DECARBONIZZAZIONE, SARÀ PIÙ FACILE CONVERTIRE I LAVORATORI
STEM A NUOVI LAVORI RISPETTO AI LAVORATORI NON STEM
PER SUPPORTARE LA TRANSIZIONE VERSO UN FUTURO A ZERO EMISSIONI NETTE, SONO NECESSARIE POLITICHE PUBBLICHE CHE PROMUOVANO/AGEVOLINO L'ACCESSO ALL'ISTRUZIONE STEM E ALL'ACQUISIZIONE DI COMPETENZE
discriminazioni di genere sul posto di lavoro. Circa la metà delle aziende intervistate riconosce che una certa discriminazione di genere si verifica nei settori Stem a livello professionale. Secondo le aziende, la discriminazione di genere si manifesta più frequentemente sotto forma di divari retributivi o nella valutazione
PICCOLE AZIENDE
GRANDI AZIENDE
delle prestazioni tra donne e uomini, e quindi anche nei percorsi di carriera. Tra le aziende che riconoscono l’esistenza di discriminazione, più di otto su dieci ritengono che abbia un impatto negativo sull’organizzazione aziendale, a partire dalla cultura e dall’immagine aziendale. Influisce, inoltre, sull’attrattività dell’azienda e sulla sua ca-
pacità di trattenere i talenti, diffondendo al contempo disagio e insoddisfazione tra i lavoratori. Le aziende ritengono che esista un divario retributivo di genere nel tessuto economico dei Paesi europei in cui operano, sebbene in misura leggermente inferiore per quanto riguarda le professioni Stem. La percezione di questo fenomeno è maggiore tra le grandi aziende, che individuano nella scarsa consapevolezza del trattamento iniquo delle lavoratrici e nella mancanza di iniziative per colmare questo divario tra le cause che stanno prolungando questa situazione di diseguaglianza. Tra gli elementi della dimensione strutturale rientrano la diffusione del lavoro part-time tra le donne e l’influenza delle responsabilità familiari sulle scelte di carriera. In media, le donne svolgono più ore di lavoro non retribuito, come la cura dei figli o i lavori domestici. Questo lascia loro meno tempo per il lavoro retribuito. Secondo i dati Eurostat del 2020, quasi un terzo delle donne (28%) lavora parttime, rispetto all’8% degli uomini
Per affrontare un problema strutturale così radicato, i giovani ritengono che aziende e istituzioni debbano intervenire, attraverso campagne di sensibilizzazione e politiche volte a promuovere una cultura più equa e inclusiva. Di fronte al cambiamento richiesto dai giovani nel settore privato, più di una azienda su due ha risposto sottolineando la necessità di sviluppare iniziative mirate, soprattutto per correggere le discrepanze riconosciute nelle opportunità di carriera e retributive. Tuttavia, le aziende attribuiscono allo Stato un ruolo ancora più centrale nella questione di genere, con la quota di coloro che considerano l’intervento statale vitale in aumento a oltre sette su dieci. Gli ambiti in cui le aziende

Leader da oltre 50 anni per la qualità dei suoi sistemi di fissaggio: Rivetti e bulloni a strappo, inserti filettati, rivettatrici manuali, oleopneumatiche e a batteria.
Made in Rivit!

vorrebbero vedere politiche pubbliche sono, in primo luogo, il sostegno alla genitorialità, indicato come prioritario dalla metà degli intervistati e soprattutto dalle grandi aziende, e, in secondo luogo, le agevolazioni fiscali per i lavoratori Stem altamente specializzati.
Circa un giovane su cinque segnala una grande difficoltà nella scelta di un percorso accademico, che, a causa dell’eccessiva specializzazione, è vista come un fattore limitante, soprattutto in termini di conciliazione dello studio con gli interessi personali. Non sorprende quindi che quasi tutti i giovani europei intervistati fossero interessati a un approccio educativo multidisciplinare, in grado di combinare materie tecnico-scientifiche con le discipline umanistiche. Parte del loro interesse è anche sostenuto dall’aspettativa che un approccio ibrido consentirà un adattamento migliore e più flessibile ai continui cambiamenti socioeconomici e all’ evoluzione di mercati sempre più complessi. Gli intervistati Stem lo ritengono particolarmente forte, e un approccio multidisciplinare è ritenuto dalle aziende un fattore chiave per il raggiungimento dei propri obiettivi, soprattutto dalle grandi aziende (63% contro il 48% delle piccole aziende).
Le aziende ritengono che le competenze Stem svolgeranno un ruolo cruciale nel garantire un’innovazione continua che guidi la trasformazione digitale – in parte grazie alla diffusione dell’Intelligenza Artificiale – e nel garantire la salute e il benessere delle persone. Secondo i giovani intervistati, le competenze Stem possono dare un contributo significativo alla sostenibilità, nonché alla circolarità e all’ottimizzazione dei cicli di produzione, consumo e riutilizzo, e come
IL NUMERO DI SCIENZIATI E INGEGNERI’ IN EUROPA È PASSATO DAL 6,2% (2014)
ALL’8,9% (2024) DELLA
FORZA LAVORO TOTALE. LA PERCENTUALE DI UOMINI E DONNE È AUMENTATA
DELL’1,6% E DELL’1,1%
DAL 2014. IL DIVARIO
SI STA AMPLIANDO NEI
SETTORI HIGH-TECH E MANIFATTURIERO
chiave per l’autonomia energetica e lo sviluppo di tecnologie avanzate, come l’intelligenza artificiale, l’apprendimento automatico, il calcolo quantistico ecc.
Con la diffusione dell’AI, il progresso della digitalizzazione e la necessità di soddisfare le esigenze delle persone e dell’ambiente, le aziende sono consapevoli della crescente importanza dell’integrazione delle materie Stem con le discipline umanistiche. Per quanto riguarda specificamente l’AI, la maggioranza delle aziende (65%) prevede un aumento della domanda di lavoratori Stem. Questa previsione è confermata anche dai giovani, che sono più cauti riguardo alle implicazioni dell’adozione dell’AI sul posto di lavoro. Un giovane su due afferma di essere particolarmente preoccupato per l’impatto sull’occupazione della futura evoluzione dell’In-
IN EUROPA LE DONNE
RAPPRESENTANO LA MAGGIORANZA DELLA POPOLAZIONE STUDENTESCA UNIVERSITARIA (55,1% NEL 2023). NELLE DISCIPLINE
STEM LE STUDENTESSE
RAPPRESENTANO SOLO IL 32,2% DELLA POPOLAZIONE, UNA CIFRA RIMASTA
INVARIATA NELL’ULTIMO DECENNIO
telligenza Artificiale; questa preoccupazione è più fortemente avvertita tra i lavoratori con formazione Stem. Nonostante queste preoccupazioni, i giovani sono ancora molto interessati a lavorare nel settore della tecnologia avanzata. Ad esempio, secondo oltre quattro studenti e giovani lavoratori su dieci, l’integrazione di competenze Stem e AI consentirà loro di affrontare con maggiore successo la natura complessa delle sfide ambientali che li attendono. Quasi nove giovani europei su dieci ritengono che le competenze Stem svolgeranno un ruolo decisivo nel guidare con successo la transizione verde. Lo sviluppo della sostenibilità richiede solide competenze tecnico-scientifiche, che, secondo quasi otto giovani su dieci intervistati, sono particolarmente utili se si vuole lavorare in questo settore. Oltre a guidare la transizione sostenibile, le competenze Stem saranno particolarmente utili per attenuare i possibili impatti sull’occupazione derivanti dal processo di decarbonizzazione, che richiederà nuove competenze tra la forza lavoro. Le aziende europee intervistate credono fermamente che le conoscenze tecnico-scientifiche saranno un fattore decisivo per favorire una maggiore occupabilità, soprattutto grazie a una più facile conversione (riqualificazione) dei profili Stem per i lavori del futuro. Da qui l’importanza di prevedere politiche pubbliche che promuovano l’accesso alla formazione e all’acquisizione di competenze Stem, come confermato dalla quasi totalità del campione. Tuttavia, in un contesto ancora in evoluzione, le piccole aziende sembrano essere meno consapevoli del pieno potenziale delle conoscenze Stem per una transizione sostenibile rispetto alle grandi aziende.
IDROTERMOSANITARIO
La soluzione completa offerta da Comoli Ferrari nasce dall’integrazione tra elettrico e idrotermosanitario: impianti che comunicano, edifici che diventano intelligenti, energia che si trasforma in comfort e risparmio.
È l’innovazione che guarda lontano: dalla gestione automatica e integrata di calore e climatizzazione all’uso di energie rinnovabili, fino a case e building smart. Ogni soluzione risponde a una richiesta di well living e alle sfide della transizione energetica, dalla progettazione, al supporto post-vendita.
Forniamo Soluzioni Impiantistiche integrate, accompagniamo i professionisti nella crescita del proprio business.
Le pressioni normative ed ESG spingono la meccanica ad adeguarsi lungo la supply chain: standard e certificazioni diventano leve competitive, trainate da grandi clienti
SCOPE 1
EMISSIONI DIRETTE DA ATTIVITÀ AZIENDALI
ESEMPIO: GAS DI SCARICO VEICOLI AZIENDALI, EMISSIONI PROCESSI INDUSTRIALI, CALDAIE ECC.
EMISSIONI INDIRETTE DA ENERGIA ACQUISTATA
ESEMPIO: EMISSIONI DA PRODUZIONE ENERGIA ELETTRICA, VAPORE, CALORE ACQUISTATI
SCOPE 3
EMISSIONI INDIRETTE LUNGO LA CATENA DI VALORE
ESEMPIO: EMISSIONI DA PRODUZIONE
MATERIALI
ACQUISTATI, SMALTIMENTO ECC.
Le normative ambientali e i criteri ESG stanno influenzando in modo crescente il settore manifatturiero meccanico, soprattutto lungo la supply chain. Comprendere requisiti, certificazioni e strumenti di valutazione è ormai essenziale per restare competitivi.

Non si tratta più solo di “adempiere” a un obbligo: per molte imprese della meccanica e dell’automazione il tema entra dalla porta principale del mercato, attraverso clienti strutturati, grandi gruppi e filiere internazionali. È quanto rileva Ollum, società di consulenza italiana specializzata in sostenibilità aziendale, rendicontazione ESG, misurazione degli impatti ambientali e percorsi di decarbonizzazione, che affianca aziende industriali nell’interpretare e gestire queste nuove richieste di mercato.
Negli ultimi anni la sostenibilità è diventata un fattore che incide sulle scelte industriali e commerciali. Nel mondo manifatturiero questo cambiamento è evidente: anche aziende che non ri-
entrano negli obblighi diretti di rendicontazione ricevono richieste sempre più precise su emissioni, consumi, materiali e pratiche di gestione. Il punto non è la sensibilità ambientale in sé, ma la trasformazione della supply chain. Chi produce componenti, sottogruppi, impianti o macchine finisce spesso dentro le catene di fornitura di gruppi multinazionali o OEM che stanno strutturando politiche ESG e obiettivi di decarbonizzazione. La sostenibilità diventa quindi un criterio di qualifica fornitore, un requisito nei capitolati, un elemento valutato in audit e questionari. Per capire perché la pressione sulla filiera sta aumentando la ricerca di Ollum si è focalizzata su due livelli: obblighi regolatori e standard di mercato.
Sul fronte normativo, l’entrata in scena della Csrd (Corporate Sustainability Reporting Directive) sta ampliando e rendendo più rigoroso il perimetro di rendicontazione delle grandi imprese, introducendo criteri più stringenti in materia di governance, strategia, gestione dei rischi e indicatori ambientali, tra cui in particolare le emissioni di gas serra, l’uso delle risorse e gli impatti lungo la catena del valore. Il suo effetto più importante per la meccanica non è solo “chi deve fare il report”, ma cosa succede a cascata: per rendicontare in modo credibile, le aziende obbligate hanno bisogno di dati affidabili dai fornitori. In altre parole, anche chi non redige un bilancio di sostenibilità può essere chiamato a contribuire con informazioni misurabili e verificabili.
Da qui fondamentale capire il tema delle emissioni Scope 1, 2 e 3. Se Scope 1 e 2 riguardano emissioni dirette e consumi energetici, lo Scope 3 è spesso la parte più rilevante e complessa perché include le emissioni lungo la catena del valore. Per il settore meccanico significa che un cliente può chiedere informazioni su emissioni associate ai materiali, alla lavorazione, ai trasporti, o persino all’uso e manutenzione della macchina in determinate condizioni operative. Accanto alla regolazione, cresce il peso delle strategie di decarbonizzazione adottate dalle grandi aziende, molte delle quali stanno definendo obiettivi climatici coerenti con iniziative come la Science Based Targets initiative (SBTi). In questo contesto, l’attenzione si concentra sempre più sulle emissioni di Scope 3, che rappresentano spesso la quota prevalente dell’impronta complessiva e includono le attività lungo la supply chain. Di conseguenza, la richiesta di dati ambientali si trasferisce direttamente sui fornitori: chi è in grado di misurare e documentare in modo affidabile le proprie emissioni diventa un interlocutore fidato della filiera. Ne deriva una maggiore trasparenza lungo tutta la catena del valore.
P UN t I CRI t ICI PER LE AZIEN dE Ollum, grazie all’esperienza maturata nella consulenza sulla sostenibilità, ha potuto condurre una ricerca su diversi casi studio in Italia, da qui è emerso come il tema cruciale non sia “avere
I dati evidenziano come la rendicontazione ESG sia ormai diffusa tra le grandi imprese globali, con crescita di disclosure, verifiche esterne e maggiore coinvolgimento dei board sui temi di sostenibilità. (Fonte Rapporto OCSE 2025)
società (pari all’81 % della capitalizzazione che dichiara ESG) ha ottenuto assurance esterna dei dati di sostenibilità
70% ~ 12.900
della capitalizzazione di mercato ha dichiarato che il board aziendale supervisiona temi legati al clima e alla sostenibilità
società quotate nel mondo hanno reso disponibili informazioni ESG nel 2024
91% I
della capitalizzazione di mercato globale delle società quotate ha pubblicato dati di sostenibilità nel 2024, in crescita rispetto all’86% del 2022
un’etichetta ESG”, ma gestire in modo strutturato i dati. È in questo contesto che si riscontrano tre difficoltà ricorrenti.
Primo : raccolta e qualità dei dati. In molte aziende le informazioni ambientali sono frammentate. Consumi energetici separati per reparti, acquisti materiali non sempre codificati in modo coerente, dati di processo legati alla produzione ma non strutturati per essere letti “in chiave ambientale”. E quando arriva una richiesta dal cliente (tipicamente con tempi stretti), si apre una corsa alla ricostruzione dei dati a posteriori, spesso partendo da informazioni incomplete o non omogenee.
Secondo: complessità del prodotto. Un componente meccanico o un sistema di automazione raramente è “semplice”. Materiali diversi, lavorazioni multiple, trattamenti superficiali, assemblaggi, fornitori di secondo e terzo livello. Questa
complessità rende difficile produrre numeri affi dabili senza un metodo solido.
Terzo: comparabilità delle informazioni. Il cliente non chiede solo un dato, vuole capire differenze tra alternative, vedere trend, valutare scelte. Qui entrano in gioco strumenti e competenze svi luppati da Ollum per supportare le aziende della meccanica nell’organizzare i dati ambientali, ri spondere alle richieste della supply chain e im postare percorsi di miglioramento concreti:
• LCA Tool sviluppato per semplificare l’ana lisi del ciclo di vita dei prodotti, supportando le aziende nella raccolta dati, nella comparabilità delle alternative e nelle decisioni di progetta zione e miglioramento.
• Competenze sulle tecnologie di decarbonizza zione e sui percorsi SBTi, per aiutare le aziende a tradurre i dati sulle emissioni in strategie cre dibili di riduzione, coerenti con gli obiettivi cli matici e con le richieste dei clienti.
• Esperienza consolidata nelle certificazioni EPD, sia su singoli prodotti sia su portafogli più ampi, incluse EPD sviluppate attraverso tool dedicati, sempre più richieste nelle filiere B2B mature.

C Om PLIANCE E COm PE t I t I v I tà
Nel settore meccanico, la differenza la fanno le aziende che riescono a trasformare la sostenibilità in un elemento di posizionamento reale. Disporre di dati ambientali strutturati consente di ampliare il confronto con il cliente, andando oltre il solo prezzo e le specifiche tecniche. In que-
cizio separato e diventa parte integrante delle scelte industriali, commerciali e di investimento. Le aziende che la affrontano in modo strutturale non si limitano a ridurre il rischio: rafforzano il proprio posizionamento competitivo lungo la supply chain.
Se un braccio rigido industriale eccelle nella precisione, un attuatore morbido eccelle nella conformabilità. Ma questa morbidezza porta con sé una sfida che, ancora oggi, frena molte applicazioni: come “sentire” ciò che sta succedendo mentre la struttura si deforma?
andrea detry


Nella robotica tradizionale la percezione arriva da sensori discretizzati (celle di carico, estensimetri, encoder, IMU). Nella soft robotics spesso si ricorre a sensori incollati, cuciti, inglobati, o a piste conduttive stampate come elementi “separati” dal corpo principale. Il risultato è spesso un compromesso: complessità di assemblaggio, fragilità dei cablaggi, anisotropie, segnali instabili, e soprattutto una frattura concettuale tra struttura e sensore.
L’alternativa più potente e più naturale è ribaltare il paradigma: progettare un materiale che sia, allo stesso tempo, struttura e sensore. In altre parole: non “mettere un sensore dentro”, ma ottenere un oggetto che “si auto-sente”. Questa è l’idea chiave alla base di una linea di ricerca emergente condotta negli ultimi anni presso i laboratori del Dipartimento di Ingegneria Chimica, dei Materiali e della Produzione Industriale dell’Università degli Studi di Napoli Federico II in collaborazione con la startup Oniro srl.: usare microstrutture cellulari (schiume controllate) in polimeri conduttivi per ottenere una risposta elettromeccanica

affidabile. E qui entra in gioco una tecnologia di manifattura additiva sviluppata proprio per controllare queste microstrutture: la Foam Additive Manufacturing (FAM).
Le schiume polimeriche non sono una novità: le usiamo da decenni per alleggerire, isolare, assorbire energia, smorzare vibrazioni. La vera svolta, oggi, è la possibilità di generare e controllare la schiuma mentre si stampa, in modo localizzato. Molti processi producono porosità “dopo” la stampa (post-foaming) o la introducono come macro-porosità geometrica (infill, lattice): strategie utili, ma con limiti evidenti quando serve ripetibilità microstrutturale e controllo fine del comportamento meccanico e funzionale.
La Foam Additive Manufacturing sviluppata da oniro una startup innovativa nel cuore di Napoli nasce per ottenere porosità microcellulare in situ, durante una stampa MEX (Material Extrusion), sfruttando un physical blowing agent (PBA), tipicamente CO₂. In estrema sintesi, il processo può essere visto come due fasi concatenate: La prima è quella della solubilizzazione (preprocessing): il polimero termoplastico (ad esempio in forma di filamento) viene posto in un ambiente pressurizzato, dove il gas si dissolve nel materiale. La seconda è quella dell’estrusione e schiumatura: durante la stampa 3D, il materiale saturo subisce una rapida variazione di pressione e temperatura; questo innesca nucleazione e crescita di bolle, generando una microstruttura cellulare lungo il filamento depositato. Il punto cruciale è che la microstruttura non è un effetto collaterale: è un grado di libertà progettuale. Variando parametri di solubilizzazione (pressione e tempi), di desorbimento, e di estru-
Il processo FAM si divide in due fasi: solubilizzazione del filamento con CO 2 in reattore pressurizzato e successiva estrusione in stampa, dove il salto di pressione/temperatura innesca la schiumatura microcellulare
(Fonte: A. L. H. S. Detry, PhD Thesis, capitoli su Foam Additive Manufacturing, solubilizzazione/estrusione e controllo dei parametri)
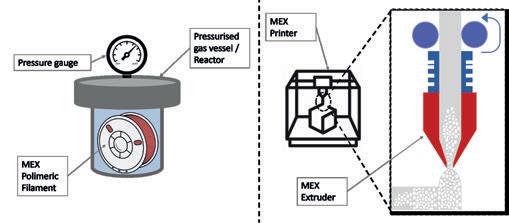
Nella schiuma conduttiva (TPU foam) la rete di carbon black crea più microcontatti e percorsi di conduzione durante la deformazione, rendendo la variazione di resistenza più marcata e stabile rispetto al TPU pieno (bulk)
(Fonte: A. L. H. S. Detry, L. Landolfi, D. Tammaro, A. Lepore, M. M. Villone, P. L. Maffettone, A. Squillace, “Foam additive manufacturing of thermoplastic polymers: The influence of the process parameters”, Journal of Manufacturing Processes)

(a) Falange stampata in TPU foam; (b) falange mass-matched in TPU con infill honeycomb; (c) sezione/micrografia del TPU foam con ingrandimenti (microcelle nel filamento, SEM in alto); (d) sezione dell’infill honeycomb con dettaglio dei pori millimetrici
(Fonte A. L. H. S. Detry, L. Landolfi, D. Tammaro, A. Lepore, M. M. Villone, P. L. Maffettone, A. Squillace, “Foam additive manufacturing of thermoplastic polymers: The influence of the process parameters”, Journal of Manufacturing Processes)
sione (temperatura, velocità, diametro ugello), si può mappare e governare densità, distribuzione e dimensione delle celle, fino a costruire componenti con proprietà variabili nello spazio. In altre parole, si passa da “un materiale” a una famiglia di materiali ottenuti dallo stesso polimero, con architetture cellulari diverse. Questa capacità è particolarmente interessante quando la schiuma non serve solo ad alleggerire, ma diventa una micro-architettura funzionale.
Ed è qui che la FAM incrocia la robotica soffice. Un attuatore morbido, un dito pneumatico, un muscolo artificiale, una pinza, è efficace perché si deforma molto. Ma proprio questa deformazione rende difficile stimare la curvatura, il contatto, la forza di presa, e l’inizio di fenomeni indesiderati di slittamento. In letteratura esistono molte strategie: sensori ottici, sensori capacitivi, strain gauge, piste resistive stampate, strutture multistrato, compositi complessi. Sono soluzioni spesso brillanti, ma frequentemente pagano un prezzo in termini di scalabilità, ripetibilità o semplicità produttiva, e soprattutto di riciclabilità del manufatto finito. In particolare, molte architetture sensor-integrated sono basate su un principio: un elemento sensibile è distinto dal corpo portante. Questo introduce discontinuità meccaniche ed elettriche, aumenta la probabilità di
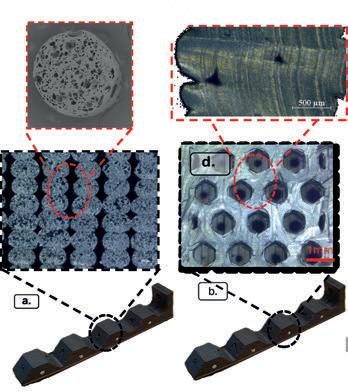
rottura, e tende a generare risposte anisotrope (dipendenti dalla direzione di stampa, dall’orientazione dei filamenti, dalla qualità delle interfacce). Inoltre, quando la a scala fine. Il traguardo più ambizioso è quindi costruire dispositivi in cui struttura, attuazione e sensing emergono dalla stessa architettura materiale, senza aggiunte, senza cablaggi distribuiti, senza sensori incollati come “patch”. Per ottenere questo, serve un meccanismo che renda la risposta elettrica stabile sotto deformazioni ripetute, mantenendo la compliance. Le schiume conduttive microcellulari sono una delle strade più promettenti.
Un polimero conduttivo (per esempio un TPU caricato con carbon black, CNT o grafene) conduce perché al suo interno esiste una rete di percorsi elettrici. Quando il materiale si deforma, questa rete cambia: alcuni contatti si interrompono, altri si creano, le distanze tra particelle variano. Il risultato è un fenomeno chiamato piezoresistività: la resistenza elettrica cambia con la deformazione. È un principio utilizzato da tempo per sensori, e potenzialmente ideale per la soft robotics: se la resistenza cambia in modo ripetibile, allora il materiale può “raccontare” ciò
(a) Il gripper afferra l’oggetto mentre si misura la resistenza lungo l’attuatore; (b) andamento della resistenza nel tempo durante presa e rilascio, con variazioni associate a contatto e slittamento
(Fonte A. L. H. S. Detry, L. Landolfi, D. Tammaro, A. Lepore, M. M. Villone, P. L. Maffettone, A. Squillace, “Foam additive manufacturing of thermoplastic polymers: The influence of the process parameters”, Journal of Manufacturing Processes)
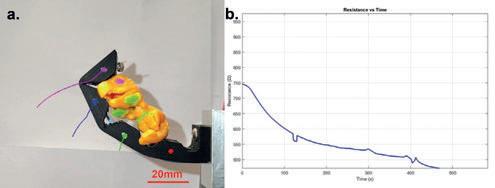
che sta facendo. Il problema è che la rete conduttiva, in molti filamenti conduttivi stampati in modo convenzionale, è spesso anisotropa e instabile: dipende dalla deposizione layer-bylayer e dal contatto tra filamenti. La micro-porosità realizzata come infill introduce vuoti grandi e discontinui, che possono concentrarsi in zone critiche e produrre segnali meno stabili, oltre a deformazioni permanenti indesiderate. La microcellularità ottenuta con FAM cambia il quadro: invece di grandi vuoti discontinui, si generano bolle fini e più uniformi nel manufatto stampato. Questo può portare a due vantaggi simultanei. Uno è quello della maggiore compliance interna a parità di forma esterna (il materiale “cede” grazie alla microstruttura, non perché è pieno di cavità). L’altro è quello di una rete conduttiva più isotropa e ripetibile, perché la de-
formazione agisce su una micro-architettura distribuita, favorendo micro-contatti elettrici più numerosi e stabili rispetto a porosità grossolane. È in questo contesto che è stato dimostrato un risultato particolarmente forte: attuatore con sensore incorporato, stampato in un solo processo.
Applicare la FAM a un TPU conduttivo significa entrare in un territorio delicato: la finestra di processo può essere stretta, e la schiumatura deve essere controllata senza compromettere l’integrità meccanica. Lavorando sui parametri di stampa i ricercatori del suddetto dipartimento sono riusciti a controllare l’estrusione, ed ottenere una schiuma microcellulare omogenea e funzional. Nel caso studio su attuatori morbidi in TPU conduttivo, la FAM ha permesso di raggiungere riduzioni di densità fino al 42,2% rispetto
al materiale bulk, preservando al contempo la continuità strutturale e abilitando una risposta piezoresistiva stabile sotto carico. Il cuore del risultato non è solo “pesare meno”: è dimostrare che la microstruttura cellulare può diventare un modo per progettare il segnale elettrico. Per verificare l’impatto reale sul comportamento di un attuatore, sono stati confrontati tre approcci: un campione bulk (pieno), uno con porosità da infill (macrovuoti), e uno con schiuma microcellulare FAM a densità comparabile. A parità di deformazione, gli attuatori schiumati mostrano una risposta elettromeccanica con migliore compliance, ripetibilità del segnale, e riduzione dei problemi di deformazione plastica.
Arriviamo al concetto che, in un articolo divulgativo tecnico, merita di essere detto con la massima chiarezza: qui il sensore non è un componente. È una proprietà emergente del materiale. La schiuma conduttiva non “contiene” un sensore: è un sensore distribuito. Ogni porzione del materiale partecipa alla variazione di resistenza, perché ogni porzione contiene una rete conduttiva che si riorganizza sotto deformazione. Questo significa che la percezione non è localizzata in un punto, ma diffusa lungo il corpo dell’attuatore: una forma di “propriocezione” materiale. Nel prototipo di dito morbido (finger-like), la resistenza elettrica è stata monitorata durante un ciclo di presa e rilascio. Il segnale non solo segue la flessione, ma mostra anche una risposta marcata quando avviene lo slittamento dell’oggetto: un picco improvviso associato alla decompressione rapida delle zone articolari, con potenziale


Il prototipo indossabile stampato in materiale microcellulare, in cui la struttura svolge anche funzione di sensing integrato (“materiale-sensore”) (Fonte A. L. H. S. Detry, PhD Thesis, capitoli su Foam Additive Manufacturing, solubilizzazione/estrusione e controllo dei parametri)

utilizzo come “allarme” per perdita di presa. In termini applicativi, è un dettaglio enorme: prevedere o rilevare lo slittamento è uno dei compiti più difficili per una pinza morbida, perché spesso l’oggetto inizia a scivolare prima che un controllo esterno se ne accorga. Questo tipo di feedback, ottenuto senza integrare sensori rigidi o cablaggi complessi, apre la strada a una soft robotics più semplice da fabbricare e più robusta da usare.
Molti dispositivi di soft robotics funzionano benissimo in laboratorio, ma diventano fragili quando si prova a scalarli: troppe interfacce, troppi materiali diversi, troppi passaggi manuali. Una strategia basata su architettura monolitica un solo materiale, una sola stampa, funzioni integrate riduce la complessità e aumenta la ripetibilità. In più, la monomaterialità porta un vantaggio spesso trascurato ma centrale in ottica industriale: semplifica fine vita e manutenzione. Eliminando laminazioni, adesivi e componenti eterogenei, il dispositivo è più facile da separare, riparare e soprattutto riciclare, perché non richiede processi di smontaggio o separazione di materiali incompatibili. Inoltre, con la FAM tramite il controllo dei parametri è possibile realizzare gradienti di densità diversa in zone diverse, risposta sensoriale modulata lungo il componente, aree più morbide dove serve adattamento, aree più dense dove serve sostegno. Questo tipo di progettazione “a campo conti-
nuo” è molto difficile da ottenere con sensori discretizzati o con compositi multistrato; diventa invece coerente quando la funzione emerge dalla microstrutturaIn prospettiva, questo paradigma può convergere con l’evoluzione della soft robotics verso sistemi “percettivi”: attuatori che non solo si muovono, ma misurano il proprio stato, il contatto, la forza, e alimentano controlli in retroazione e algoritmi di apprendimento. In altre parole: materiali che trasformano la deformazione in informazione.
Se un materiale è contemporaneamente morbido, leggero e sensorizzato, le applicazioni diventano immediate: pinze e gripper morbidi per manipolare oggetti delicati o irregolari, con feedback di presa e rilevamento slittamento; protesi e dispositivi assistivi: dita o elementi compliant che restituiscono informazioni sul contatto, migliorando controllo e sicurezza; wearable e interfacce uomo-macchina: materiali deformabili che misurano movimento e pressione in modo integrato; artificial skin/ rivestimenti sensibili: superfici morbide “auto-sensate” che trasformano pressione e deformazione in segnali misurabili. Naturalmente restano sfide aperte: stabilità a lungo termine della rete conduttiva sotto cicli ripetuti, ampliamento della finestra di processo, definizione dei limiti di espansione senza perdita di integrità, e sviluppo di gradienti funzionali affidabili [2]. Ma il cambio di paradigma è già evidente: la manifattura additiva non è più solo “dare forma”, ma serve a scrivere funzione nella microstruttura ed è oggi pronta per essere applicata in produzione non più solo in prototipazione.


Il tema del tungsteno assume un rilievo crescente alla luce delle restrizioni introdotte dalla Cina sulle esportazioni a partire da febbraio 2025. Pechino controlla oltre l’80% dell’estrazione e della lavorazione globale di questo metallo, una concentrazione che espone l’industria metallurgica europea a forti rischi di approvvigionamento. Nella seconda metà del 2025, la combinazione di offerta limitata e domanda sostenuta ha già determinato un forte aumento dei prezzi: secondo Fastmarkets, a novembre il tungsteno (APT) ha registrato un rialzo di circa il 130% rispetto all’inizio dell’anno. «Il tungsteno è una materia prima fondamentale per gli utensili in carburo cementato e dobbiamo fare in modo che rimanga all’interno del ciclo europeo», ha sottolineato Federico Costa, presidente dell’Associazione Europea dei Costruttori di Utensili da Taglio (Ecta).
Il Gruppo Lapp chiude con vendite di 1,93 miliardi di euro l’esercizio fiscale 2025 (1° ottobre 2024 – 30 settembre 2025). Trainata dalla crescita in Asia e America, l’azienda a conduzione familiare di Stoccarda ha compensato la flessione dell’anno precedente, registrando una crescita di circa il 6%. Permangono tuttavia alcune sfide legate all’indebolimento dei mercati europei e dall’aumento dei costi.




Dal 1° gennaio 2026 Bosch Rexroth ha avviato una riorganizzazione del management della filiale italiana. Frederik Nilner amplia il proprio perimetro assumendo anche la responsabilità di Europe South.
Dall’alto, Frederik Nilner, General Manager Europe North e Europe South, Massimo Giudici, Vice President Sales Italy e Martino Nogara, Vice President Finance and Administration Europe South
Massimo Giudici è nominato Vice President Sales Italy ed entra nel Consiglio di Amministrazione.
Martino Nogara estende il ruolo di Vice President Finance and Administration anche alla Sales Unit Europe South.
Questi cambiamenti si inseriscono in un più ampio processo di riorganizzazione che coinvolge anche Ugo Caratti, attuale Vice President Finance and Administration Sales Unit Europe South e Amministratore Delegato per l’Italia, e Matthias Goebel, attuale General Manager Sales Unit Europe South e Presidente del consiglio di amministrazione in Italia. Entrambi saranno destinati a nuovi incarichi all’interno dell’organizzazione internazionale della business unit Compact Hydraulics.
Con TetiAI nasce un’intelligenza artificiale etica e Made in Italy che potenzia, e non sostituisce, l’essere umano: online il primo assistente artificiale trasparente e con memoria permanente, supportato da Carta e Comitato etico per garantire massima privacy, nessun tracciamento dei dati, protezioni specifiche per gli under 25 e il rifiuto di qualsiasi forma di sorveglianza.

Nel quarto trimestre 2025, l’indice degli ordini di macchine utensili elaborato dal Centro Studi & Cultura di Impresa di Ucimu-Sistemi per Produrre, ha registrato un calo del 13,6% rispetto al periodo ottobredicembre 2024. Il valore assoluto dell’indice si è attestato a 68 (base 100 nel 2021).
Sul fronte interno, gli ordini hanno segnato un arretramento del 2,9%, rispetto al quarto trimestre del 2024, per un valore assoluto di 56,3.
Più pesante è stato il risultato degli ordini raccolti oltreconfine che hanno registrato un calo del 17,1%, rispetto allo stesso periodo dell’anno precedente. Il valore assoluto dell’indice si è attestato a 69,3.
Su base annua la raccolta ordini resta in territorio positivo grazie al segno più registrato nei primi tre trimestri, e si concretizza in un +3,1% (67,6 indice assoluto) rispetto al dato 2024; +38,9 % gli ordini interni (indice assoluto 55,1); -9,4% gli ordini esteri (indice assoluto 76,4).

Si è conclusa a febbraio la fase iniziale della ABB RobotStudio Cup 2026, che segna ufficialmente l’avvio del percorso verso la principale competizione educativa firmata ABB Robotics, coinvolgendo studenti e docenti da tutta Italia e dall’estero. Quest’anno il contest evolve anche nel nome, compiendo la transizione dalla storica ABB RoboCup e mettendo al centro RobotStudio, il software di ABB per la simulazione e la programmazione offline dei robot industriali, sempre più presente nei percorsi formativi. L’edizione 2026 si svolgerà il 12 e 13 maggio, ancora una volta a Bergamo, con due giornate dedicate a prove tecniche, sfide, incontri e momenti di confronto tra studenti, insegnanti e professionisti del mondo industriale. Saranno coinvolti oltre 70 istituti tra scuole superiori, ITS Academy e università, confermando il ruolo chiave di ABB Robotics nel supportare lo sviluppo delle competenze digitali e tecnologiche richieste dalla transizione industriale in corso. Accanto alla competizione principale dedicata agli istituti superiori, torna per la seconda edizione anche la RobotStudio Cup Junior, il format pensato per avvicinare alla robotica gli studenti delle scuole secondarie di primo grado.

Nelle lavorazioni ad alta accuratezza, la verifica dimensionale è un fattore operativo che incide direttamente su tempi, scarti e affidabilità produttiva. Quando si parla di componenti con tolleranze nell’ordine delle decine di micron, superfici complesse o dettagli critici su pezzi cilindrici, piatti o bi- e tridimensionali, la semplice lettura di calibri e micrometri lascia il posto a sistemi di misura sofisticati che combinano ottica, visione digitale e automazione per ottenere dati affidabili per l’analisi statistica dei processi produttivi. Le tecnologie di misura ottica e video sono diventate un elemento cardine nelle officine e nei laboratori di controllo qualità perché permettono di passare rapidamente dall’osservazione all’estrazione di quote. Un dispositivo di misura ottico consente di misurare componenti di forma complessa con una sequenza di posizionamento e acquisizione dell’immagine, riducendo interventi manuali ed errori di lettura. Grazie alle ottiche telecentriche e a un’illuminazione controllata, la proiezione mantiene coerenza geometrica su tutto il campo visivo, elemento essenziale per misurare profili e spigoli su pezzi torniti o fresati senza contatto fisico con il pezzo stesso, evitando deformazioni su particolari sottili o delicati.
In termini applicativi, questo approccio trova un impiego trasversale. In produzione di componenti meccanici di precisione, il controllo dimensionale in linea o a campione di elementi critici come sedi di cuscinetto, dentature, scanalature e fori è fondamentale
DURANTE LA FIERA MECSPE (4-6 MARZO), VISION
ENGINEERING, AL PADIGLIONE
29 STAND D56, MOSTRERÀ DAL
VIVO LE PROPRIE TECNOLOGIE
DI MISURA OTTICA E VIDEO
ATTRAVERSO CASI APPLICATIVI
REALI: UN’OPPORTUNITÀ PER
CONFRONTARE STRUMENTI,
VEDERE ESECUZIONI DI MISURA
SU COMPONENTI DI OFFICINA
E DISCUTERE CON TECNICI
LE SFIDE SPECIFICHE DELLE
PROPRIE APPLICAZIONI
per garantire la funzionalità meccanica di assiemi complessi. Sistemi con tavole motorizzate e automazione della sequenza di misura consentono di misurare rapidamente serie di pezzi riducendo scostamenti e migliorando l’efficienza del controllo qualità.
In lavorazioni di rettifica, elettroerosione a filo o a tuffo e microlavorazioni, la misura ottica fornisce un supporto immediato per validare i primi pezzi e qualificare gli utensili prima di avviare cicli produttivi lunghi.
La meccanica di precisione non è fatta solo
di geometrie “facili”. Componenti con profili concavi, superfici trasparenti o materiali altamente riflettenti richiedono strumenti in grado di eseguire misurazioni bidimensionali e profilometriche accurate con rapida acquisizione. Sistemi video con software di edge detection permettono di analizzare automaticamente le immagini e generare quote e riferimenti geometrici senza contatto fisico, velocizzando anche l’ispezione di più pezzi in serie.
In molte filiere, dal medicale all’elettronica fino all’aerospazio, tali sistemi sono impiegati per controlli di primo articolo (FAI), verifiche durante il setup delle macchine utensili e ispezioni finali. L’integrazione dei dati di misura con software di controllo statistico processo (SPC) o database di produzione rende la metrologia ottica uno strumento prezioso per il miglioramento continuo dei processi.
A complemento della sala metrologica, l’utilizzo di sistemi ergonomici e intuitivi permette agli operatori di officina di eseguire misure rapide senza spostarsi in laboratori dedicati, rendendo queste soluzioni ideali per verifiche direttamente sulla linea di produzione o in area di assemblaggio.
www.visioneng.it

Sostenibilità ed efficienza rimarranno anche nel 2026 tra le più importanti priorità per aziende e imprese. Per garantire pulizia e sicurezza sul posto di lavoro, Mewa offre il tappeto assorbiolio Multitex, una soluzione ecologica, gestita con un servizio a 360°. Un sistema tanto semplice quanto efficace: i tappeti assorbiolio vengono regolarmente ritirati, lavati in modo professionale e restituiti, pronti per essere riutilizzati..

Tork lancia PeakServe® Automatic, la versione con sensore del dispenser di asciugamani di carta con la più alta capacità presente sul mercato. Progettato per ridurre al minimo il tempo di manutenzione durante le ore di maggiore affluenza, Tork PeakServe Automatic garantisce un’esperienza d’uso affidabile e di qualità superiore. Durata delle batterie e un funzionamento senza inceppamenti nel 99,99% dei casi, questo dispenser aiuta a garantire un’esperienza costante e di qualità sia per gli utenti sia per il personale di pulizia, anche nei momenti di massima affluenza. Inoltre, è il dispenser automatico più intuitivo da usare e ricaricare: basta passare la mano davanti o sotto al sensore per ricevere un asciugamano in meno di un secondo.

Tra i fornitori globali con un’offerta integrata per l’automazione industriale, Mitsubishi Electric include elettromeccanica, CNC, robot industriali e collaborativi, inverter, PLC, pannelli operatore, motion control, Scada e software basati su AI. I sistemi sono progettati per comunicare tra loro, semplificando integrazione e digitalizzazione dei processi.
Allo stand un pannello dimostrativo dedicato al manufacturing mostra piattaforme per
automazione, motion e CNC, con comunicazioni OPC UA per l’integrazione IT/OT e CC-Link IE TSN per il controllo di campo.
Al centro dell’architettura è presente il controller Melsec MX, soluzione all-inone che integra controllo logico e motion, comunicazioni OPC UA, rete CC-Link IE TSN, funzioni di cybersecurity e programmazione secondo standard PLCopen.
Il pannello include anche i controllori modulari Melsec iQ-R, che combinano PLC e PC con funzioni Motion, CNC e Robot. La piattaforma supporta CC-Link IE TSN per I/O remoti, motion e safety, oltre a IoT gateway e OPC UA

server per comunicazioni standard e sicure, con moduli safety locali e remoti. È presente il controllo numerico M8V, con display verticale da 19” e tastiera integrata, progettato per applicazioni ad alta precisione e velocità in ottica Industry 4.0 e transizione 5.0.
Per l’interazione uomo-macchina viene presentato il pannello operatore GOT3000, HMI di nuova generazione orientato a connettività e integrazione.
Azionamenti, motori e motion
Sul fronte azionamenti, Mitsubishi Electric presenta l’inverter FR-A800 e i nuovi FRD800, compatti e orientati all’efficienza energetica. È inoltre esposto l’inverter FRE800 con motori a magneti permanenti EM-A ad alta efficienza (classe superiore a IE5), disponibili anche con riduttori Tramec per soluzioni compatte e a basso consumo. Il pannello comprende i servosistemi MRJ5, inclusa la versione modulare MR-J5D, con banda passante a 3,5 kHz ed encoder assoluti battery-less a 26 bit. Completano l’offerta i servosistemi Melservo-JET e la serie di servomotori HK a media inerzia, orientata a produttività e facilità di installazione. Allo stand è presente un totem dimostrativo con robot Mitsubishi Electric integrato con il sistema di visual inspection Melsoft Vixio, applicato al controllo qualità degli utensili. Gli algoritmi consentono il rilevamento rapido dei difetti indipendentemente dalla posizione. Un corner dedicato presenta le soluzioni software per l’ottimizzazione produttiva. Melsoft Gemini permette virtual commissioning e digital twin tramite simulazione 3D di celle, linee o macchine. La piattaforma Genesis 11 consente raccolta, storicizzazione e analisi dei dati industriali senza limiti di tag.
https://it.mitsubishielectric.com/it
ABB Italia I copertina, ABB Italia 06 e 84,
ABC Tools 59, AIdAM III copertina, Aitem 76,
Beckhoff 46, Bosch Rexroth 83, Camozzi Automation 38,
Comoli Ferrari 69, Danobat 04,
Easyfrontier 16, Ecta 82, Generative Bionics 26,
Hannover Fairs 83, Hydac 38, Hoffmann Italia 51,
IFP Europe II copertina, Igus 37, Interroll 46, Lapp 82,
Messe Frankfurt SPS 81, Mewa 86,
Mitsubishi Electric IV copertina,
Mitsubishi Electric 87, Mondial 13, Ollum 70,
Osservatorio Innovative Robotics 22, PEI 73,
Pneumax 01, Renishaw 02,
Rettificatrici Ghiringhelli 65, Rivit 67, RS Italia 54,
Sandvik Coromant 34, Schaeffler 38, Sew-Eurodrive 46,
Soraluce Italia 21, Studer Fritz 15, Teti 83,
Top Solid 53, Tork 86, Ucimu-Sistemi per Produrre 84,
Vision Engineering Limited 85
REDAZIONE
Giorgio Albonetti | direttore responsabile Luca Rossi | responsabile editoriale l.rossi@lswr.it - cel. +39 342 6497219
Fabio Chiavieri | redattore f.chiavieri@lswr.it - cel. +39 342 3661617
PROGETTO GRAFICO
Elisabetta Delfini | e.delfini@lswr.it
GRAFICA E IMPAGINAZIONE LSWR
IMMAGINI Shutterstock
COLLABORATORI
Stefano Belviolandi, Andrea Detry, Saverio Lapini, Patrizia Ricci
PUBBLICITÀ DIREZIONE COMMERCIALE dircom.quine@lswr.it
Elena Genitoni | ufficio traffico e.genitoni@lswr.it - cel. +39 340 0648338
ABBONAMENTI
abbonamenti.quine@lswr.it
Abbonamento annuale € 49,99
Costo copia singola € 7,07 (presso l’editore)
PRODUZIONE
Antonio Iovene a.iovene@lswr.it - cel. +39 349 1811231
STAMPA
Galli E C. - Gavirate (VA)
EDITORE
Edra Edizioni Srl Sede legale Viale E. Forlanini, 21 - 20134 Milano www.quine.it - info@quine.it - tel. +39 02 864105
Registrazione del Tribunale di Milano n. 653 del 21.09.2005. Iscrizione al R.O.C. n. 12191 del 29/10/2005 Tutti gli articoli pubblicati su m&a meccanica&automazione sono redatti sotto la responsabilità degli Autori. La pubblicazione o la ristampa degli articoli deve essere autorizzata per iscritto dall’Editore. Ai sensi dell’art. 13 del D.Lgs. 196/03, i dati di tutti lettori saranno trattati sia manualmente sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dall’art. 11 D.Lgs. 196/03. dati potrebbero essere comunicati a soggetti con quali Edra Edizioni S.r.l. intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Edra Edizioni Viale E. Forlanini, 21 - 20134 Milano, Tel. +39 02 864105 Fax +39 02 72016740, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui all’art. 7 D.Lgs. 196/03.
Ai sensi dell’art. 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, i dati di tutti i lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dagli art. 5-6-7 del GDPR. dati potranno essere comunicati a soggetti con i quali Edra S.p.A. intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Edra S.p.A., Viale E. Forlanini, 21 - 20134 Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui agli articoli 15-21 del GDPR. Testata associata