FILIERA. L’industria italiana degli stampi affronta uno scenario globale più competitivo e instabile. Tra eccellenza tecnologica, pressione sui costi, carenza di competenze e nuove sfide digitali, il settore è chiamato a rafforzare struttura e posizionamento nelle filiere internazionali PAG. 8
L’automazione
STRATEGIA. In un contesto in cui la robotica evolve con una velocità senza precedenti abbiamo intervistato Paolo Poletti, President & Managing Director di Yaskawa Italia, per tracciare una visione strategica sul ruolo dell’Italia e sul futuro dell’automazione robotica nel mondo PAG. 22
ANNO 82 MARZO 2026
EDITORIALE
NUOVA VESTE, PIÙ RICCHEZZA DI CONTENUTI
Il 2026 si apre per L’Ammonitore con una nuova grafica, pensata non solo per rinnovare l’immagine del tabloid, ma soprattutto per dare ancora più forza e visibilità ai contenuti che da sempre ne rappresentano l’identità. Un’impaginazione più moderna, chiara e leggibile, con l’obiettivo di supportare la ricchezza delle informazioni che mettono al centro prodotti e soluzioni applicative di cui l’industria manifatturiera meccanica ha bisogno. Tutto ciò per il semplice motivo che, parallelamente a un contesto industriale che evolve rapidamente, anche il modo di raccontare la manifattura deve diventare più efficace. La nuova impostazione rende la lettura più fluida e aiuta il lettore a individuare con immediatezza i temi, i dati e le soluzioni di maggiore interesse per chi lavora ogni giorno in officina, in ufficio tecnico o alla guida di un’impresa meccanica. Accanto ai casi applicativi trovano sempre maggiore rilievo le inchieste - strumenti per inquadrare in modo critico comparti industriali e tematiche strategiche -, gli speciali dedicati a specifici settori industriali e le interviste ai protagonisti del mondo della meccanica italiana.
A proposito di speciali, il primo numero dell’anno è dedicato all’Aerospace, ambito in cui la subfornitura meccanica italiana esprime livelli di eccellenza riconosciuti a livello internazionale.
Un settore che negli anni acquisterà sempre più rilevanza e che richiede competenze e capacità tecnologiche di altissimo livello, insomma, un esempio concreto di come il manifatturiero nazionale sappia competere nei contesti più sfidanti. Fabio Chiavieri
Aerospace, dove micronogniconta
Lo Speciale di questo numero raccoglie una selezione di casi applicativi di alto profilo che raccontano, da prospettive diverse ma convergenti, come l’industria manifatturiera stia affrontando le sfide di uno dei settori più complessi e regolati in assoluto. Aeronautica e Spazio impongono requisiti estremi: materiali difficili da lavorare, geometrie complesse, tolleranze spinte, tracciabilità totale e processi affidabili nel tempo. In questo contesto, la tecnologia non è mai neutra, ma diventa una leva strategica per garantire qualità, sicurezza e continuità produttiva. Dalla lavorazione di componenti strutturali e sistemi di propulsione fino al controllo dimensionale di profili alari e superfici funzionali, emerge un filo conduttore chiaro: l’integrazione tra macchine ad alte prestazioni, software evoluti, automazione e controllo digitale del processo. I casi presentati mostrano come la riduzione dei set-up, la simulazione completa delle lavorazioni e l’impiego di sistemi di misura avanzati consentano di aumentare produttività e affidabilità, riducendo al contempo rischi operativi e tempi ciclo. Un ruolo centrale è giocato dalla digitalizzazione: ambienti virtuali che anticipano il comportamento reale delle macchine, algoritmi capaci di compensare deformazioni e variazioni termiche, raccolta strutturata dei dati per abilitare manutenzione predittiva e miglioramento continuo.
L’esperienza umana resta determinante, ma è sempre più supportata da strumenti che rendono il processo ripetibile,
scalabile e trasferibile alle nuove generazioni di tecnici. Infine, l’automazione non è declinata come risposta ai grandi volumi, ma come strumento per gestire lotti ridotti, produzioni non presidiate e continuità operativa in un settore dove ogni fermo macchina può avere impatti rilevanti. Questo speciale offre quindi uno spaccato concreto di come l’eccellenza produttiva nell’Aerospace nasca dall’equilibrio tra precisione, controllo dei processi e visione industriale di lungo periodo.
PAG. 12
In occasione dell’inaugurazione della nuova sede di Vero Project, Giulio Sapelli ha voluto affidare a una riflessione scritta il richiamo all’eredità di Adriano Olivetti
VISIONARIO E CONCRETO
Nel riflettere sull’eredità di Adriano Olivetti, emerge una figura capace di tenere insieme dimensioni spesso considerate inconciliabili: visione ideale e realizzazione industriale, tecnologia e umanesimo, impresa e comunità. Olivetti fu, allo stesso tempo, un anticipatore e un costruttore, capace di cogliere la superiorità tecnologica e organizzativa dell’industria americana e di trasformarla in un progetto profondamente europeo, radicato nella responsabilità sociale dell’impresa. Nel suo pensiero, la fabbrica non era solo un luogo di efficienza produttiva, ma uno spazio di incivilimento. La qualità dei prodotti, la bellezza delle forme, l’organizzazione del lavoro e l’attenzione ai servizi diventavano elementi di un disegno più ampio, in cui l’impresa assumeva fini che andavano oltre il profitto immediato. La tecnologia non era mai fine a se stessa, ma strumento per migliorare il lavoro e, attraverso il lavoro, la condizione umana. Questa visione trovò espressione anche nell’intensa attività editoriale promossa da Olivetti, che fece della cultura una componente strutturale dell’agire industriale. Autori come Martin Buber ed Emmanuel Mounier contribuirono a definire una concezione dell’impresa fondata sulla centralità della persona, sulla comunità e sulla responsabilità individuale. I libri, in questa prospettiva, non erano ornamento, ma parte integrante di una prassi industriale consapevole. Olivetti perseguì per tutta la vita un’idea di capitalismo capace di coniugare innovazione tecnologica e giustizia sociale, anticipando temi oggi al centro del dibattito economico: il ruolo dell’impresa nella società, il valore dei beni comuni, il rapporto tra tecnica e cultura. Una visione che rifiuta la separazione tra sapere e fare e che si oppone a una tecnica priva di finalità umane. Per questo il suo messaggio continua a parlare al presente. In una fase storica segnata da trasformazioni digitali profonde, la lezione di Olivetti richiama l’industria a una responsabilità più ampia: costruire progresso senza separarlo dalla dignità della persona, tenendo insieme visione e concretezza, progetto e lavoro quotidiano.
Giulio Sapelli
professore ordinario all’Università degli studi di Milano ed editorialista
La sicurezza diventa strategia
Una sede progettata per sostenere sviluppo software e cyber security segna una nuova fase per Vero Project focalizzata sulla produzione manifatturiera e sulla meccanica di precisione di Mattia Barattolo
Con l’inaugurazione della nuova sede di Concesio, in provincia di Brescia, Vero Project compie un passo strategico nel proprio percorso di crescita, rafforzando la propria infrastruttura tecnologica e organizzativa a supporto delle imprese manifatturiere. Il nuovo edificio, situato in via della Stella, si estende su una superficie di circa 500 metri quadrati ed è stato concepito per ospitare attività di ricerca, sviluppo software e assistenza ai clienti, in un contesto progettato per rispondere alle esigenze di un mercato industriale sempre più digitalizzato.
L’intervento ha comportato un investimento complessivo di circa 800 mila euro, di cui oltre 500 mila destinati alla cyber security. Una scelta che riflette la crescente centrali -
L’obiettivo di Vero Project è quello di offrire un presidio tecnologico solido anche in scenari complessi
800mila
È l’investimento complessivo, che ha riguardato non solo gli spazi fisici della nuova sede Vero Project ma soprattutto l’infrastruttura tecnologica, con una quota significativa destinata alla cyber security. Una scelta che riflette la crescente centralità della protezione dei dati e della continuità operativa nei sistemi digitali a supporto della produzione
tà della protezione dei dati e della continuità operativa nei sistemi digitali a supporto della produzione. In particolare, la nuova sede è stata dotata di un’infrastruttura pensata per garantire elevati livelli di resilienza informatica, elemento considerato sempre più critico per le aziende che operano nella meccanica di precisione e nel settore degli stampi, ambiti in cui Vero Project è specializzata nello sviluppo di soluzioni software per la gestione della produzione. «Non si tratta solo di una nuova sede, ma di un investimento strategico - ha spiegato Antonio Perini CEO dell’azienda -. Abbiamo scelto di destinare una parte significativa delle risorse alla sicurezza informatica perché riteniamo che oggi la protezione dei dati, delle informazioni e dei processi produttivi dei clienti sia un elemento imprescindibile». L’obiettivo dichiarato è quello di offrire un presidio tecnologico solido, in grado di sostenere l’operatività delle imprese anche in scenari complessi e su mercati internazionali, nel rispetto delle normative europee in materia di protezione dei dati.
In quest’ottica si inserisce la scelta di affidare la sicurezza gestita a un partner specializzato come WhySecurity, incaricato del monitoraggio continuo dei sistemi e della gestione strutturata degli incidenti. Le tecnologie adottate includono piattaforme di analisi e correlazione degli eventi di sicurezza, strumenti di automazione delle risposte agli attacchi e soluzioni di rilevamento esteso delle minacce su endpoint, rete, server e cloud. Un approccio che mira a ridurre i tempi di reazione e a rafforzare la capacità di prevenzione rispetto a minacce sempre più sofisticate.
L’inaugurazione della sede ha rappresentato anche l’occasione per presentare il rafforzamento del team di sviluppo, che oggi conta dieci sviluppatori dedicati all’evoluzione delle soluzioni proprietarie Workplan e Quick Monitor. Strumenti già adottati da numerose aziende manifatturiere e destinati a essere ulteriormente potenziati in termini di prestazioni, scalabilità e personalizzazione, per rispondere alle esigenze di una produzione sempre più interconnessa e orientata ai dati.
Attualmente Vero Project impiega circa 40 persone, con una presenza operativa anche all’estero, a testimonianza di una progressiva apertura verso i mercati internazionali. La nuova sede è stata progettata anche con attenzione agli aspetti organizzativi e al benessere delle persone, integrando spazi luminosi, soluzioni ergonomiche e aree dedicate alla collaborazione. «Crediamo che la qualità del lavoro passi anche dalla qualità degli ambienti», ha sottolineato Perini, evidenziando come la trasfor-
Antonio Perini CEO di Vero Project (a sinistra) e il senatore.
Adriano Paroli membro della Commissione Industria del Senato
mazione dell’azienda in software house richieda non solo investimenti tecnologici, ma anche una visione orientata alla crescita delle competenze e alla condivisione del know-how.
Nel complesso, l’operazione segna una nuova fase per Vero Project, che rafforza il proprio posizionamento come fornitore di soluzioni digitali per la manifattura, puntando su sicurezza, affidabilità e sviluppo continuo. Un approccio che si inserisce in un contesto industriale in cui la digitalizzazione dei processi produttivi procede di pari passo con la necessità di proteggere dati e infrastrutture, rendendo la cyber security una componente strutturale della competitività delle imprese.
AI risultati del quarto trimestre degli ordini delle macchine utensili italiane delineano un quadro fragile nonostante la tenuta interna, dimostrando che il piano 5.0 non ha dato la spinta auspicata.
Prevale per l’anno in corso un cauto ottimismo per le nuove misure attese e per alcuni segnali positivi come l’apertura verso l’India
MACCHINE UTENSILI, IL 2026 DELLA CAUTA RIPARTENZA
nche nel 2025, in linea con i risultati degli ultimi due anni, la raccolta ordini di macchine utensili italiane è stata deludente.
Questo è quanto emerge dai dati diffusi dal Centro Studi & Cultura di Impresa Ucimu-Sistemi Per Produrre relativi al quarto trimestre dello scorso anno.
L’indice degli ordini di macchine utensili ha registrato un calo del 13,6% rispetto al periodo ottobre-dicembre 2024. Il valore assoluto dell’indice si è attestato a 68 (base 100 nel 2021).
Sul fronte interno, gli ordini hanno segnato un arretramento del 2,9%, rispetto al quarto trimestre del 2024, per un valore assoluto di 56,3. Più pesante è stato il risultato degli ordini raccolti oltreconfine che hanno registrato un calo del 17,1%, rispetto allo stesso periodo dell’anno precedente. Il valore assoluto dell’indice si è attestato a 69,3. Su base annua la raccolta ordini resta in territorio positivo grazie al segno più registrato nei primi tre trimestri, e si concretizza in un +3,1% (67,6 indice assoluto) rispetto al dato 2024; +38,9 % gli ordini interni (indice assoluto 55,1); -9,4% gli ordini esteri (indice assoluto 76,4). «Sul fronte interno - ha dichiarato Riccardo Rosa presidente Ucimu - i risultati raccolti dimostrano che il piano 5.0 non ha funzionato come avrebbe dovuto, sebbene
Tiene il mercato interno, export debole
Macchine utensili italiane: confronto tra i dati 2025 e 2024
VALORI %
3,1
38,9 - 9,4 - 2,9
Beni strumentali, mercato interno
Dopo un 2025 negativo, l’industria italiana dei beni strumentali si prepara a un 2026 all’insegna della stazionarietà. Previsioni di un fatturato stabile, una domanda interna in moderato recupero e un export che continua a soffrire le tensioni geopolitiche e commerciali internazionali
Per l’industria italiana dei beni strumentali, il 2026 sarà un anno di transizione senza slanci. Secondo le stime, il fatturato complessivo del comparto dovrebbe attestarsi nel 2026 a 51,85 miliardi di euro, in linea con il risultato del 2025. Un dato che certifica l’assenza di una vera ripresa dopo il rallentamento registrato negli ultimi due anni e che trova la sua principale spiegazione nella persistente debolezza delle esportazioni. L’export è infatti previsto in ulteriore lieve flessione (-0,6%), a quota 34,55 miliardi di euro, penalizzato dalla crisi di alcuni mercati chiave, a partire dalla Germania, dalle difficoltà negli Stati Uniti e dal ridimensionamento delle opportunità in Asia. In questo scenario, l’unico segnale moderatamente positivo arriva dal mercato interno. Le consegne dei costruttori italiani sul mercato domestico sono attese in crescita dell’1,3%, raggiungendo i 17,3 miliardi di euro, sostenute da un consumo nazionale che dovrebbe salire a 27,6 miliardi (+1,2%). Una dinamica che
0,02-0,61,31,2
il provvedimento, insieme al 4.0, ha mosso certamente la domanda».
«Ora - ha proseguito Riccardo Rosa Presidente Ucimu – siano in attesa dei decreti attuativi del nuovo provvedimento che accompagnerà gli investimenti in nuove tecnologie di qui al 2028. Le imprese italiane hanno grandi aspettative rispetto a quest provvedimento soprattutto per la durata che permette una migliore pianificazione degli acquisti da parte degli utilizzatori e quindi anche una più efficace e efficiente distribuzione dell’attività produttiva delle nostre aziende».
A fronte di ciò e alla luce dell’accordo di libero scambio recentemente siglato da UE e India, il 2026 potrebbe segnare un passo avanti più strutturato, pur senza slanci eclatanti.
«L’India - ha concluso Rosa - è oggi il nostro quarto mercato di sbocco con 135 milioni di euro di export raggiunto nei primi 9 mesi del 2025».
M.B.
L’export non decolla Variazione percentuale tra i dati preconsuntivi 2025 e le prevsioni elaborate per il 2026
VALORI IN MLN DI EURO
conferma come la domanda italiana stia gradualmente recuperando, pur senza la forza necessaria a compensare il rallentamento dell’attività oltreconfine. Il 2026 si configura dunque come un anno di attesa e consolidamento più che di rilancio. In questo contesto, grande attenzione è rivolta alle misure previste dalla Legge di Bilancio, chiamate a garantire chiarezza, semplicità di accesso e continuità temporale agli incentivi per gli investimenti. Solo un quadro regolatorio stabile e pluriennale potrà infatti offrire alle imprese del settore le condizioni necessarie per pianificare gli investimenti e affrontare con maggiore fiducia una fase economica che, almeno nel breve periodo, resta segnata da elevata incertezza.
M.B.
VARIAZIONI
INDICE ORDINI TOTALI BASE ANNUA
INDECE ORDINI INTERNI BASE ANNUA
EXPORT BASE ANNUA
INDICE ORDINI INTERNI IV TRIMESTRE
Un’ulteriore espansione per i robot industriali
Il mercato mondiale dei robot industriali inizia il 2026 dopo un anno che ha mostrato una traiettoria di crescita strutturale, pur in un contesto macroeconomico e geopolitico ancora instabile di Luca Vieri
Le più recenti analisi contenute nel rapporto World Robotics 2025 della Federazione Internazionale di Robotica indicano che la robotica continuerà a rappresentare uno dei principali motori della trasformazione manifatturiera globale nel medio periodo. Dopo aver superato stabilmente la soglia delle 500mila installazioni annue, il settore è atteso a un’ulteriore espansione. Le previsioni indicano infatti una crescita globale delle installazioni pari a circa il 6% nel 2025, con un’accelerazione progressiva che dovrebbe portare il mercato oltre le 700mila unità annue entro il 2028.
In questo scenario, il 2026 si configura come un anno di consolidamento, caratterizzato da una domanda ancora sostenuta dall’automazione dei processi produttivi e dalla digitalizzazione dell’industria, ma condizionata dall’evoluzione del quadro economico internazionale.
L’Asia continuerà a giocare un ruolo centrale anche nei prossimi anni, con la Cina destinata a mantenere la leadership mondiale grazie a un mercato interno ampio e a una filiera robotica sempre più autonoma e competitiva. Le prospettive di crescita rimangono positive anche per altre economie emergenti, come l’India e diversi Paesi del Sud-Est asiatico, dove l’automazione è vista come leva strategica per sostenere l’industrializzazione.
I robot industriali nel mondo Unità installate a livello globale
VALORI IN K DI UNITÀ
robot installati suddiviso per aree di importanza
Più articolato lo scenario per Europa e Americhe, dove le decisioni di investimento restano fortemente influenzate dall’andamento dei settori manifatturieri chiave, in particolare l’automotive, e dalle politiche industriali e fiscali nazionali. Nonostante ciò, il trend di lungo periodo non appare in discussione: la robotica continua a essere considerata un fattore essenziale per migliorare produttività, resilienza e competitività delle imprese.
Secondo i dati raccolti dal rapporto World Robotics 2025 dell’International Federation of Robotics, l’Asia continuerà a giocare un ruolo centrale anche nei prossimi anni
L’Europa recupera Suddivisione di robot installati per aree geografiche
VALORI IN %
In sintesi, pur in presenza di tensioni geopolitiche e commerciali che potrebbero rallentare la dinamica nel breve termine, le prospettive verso il 2026 restano orientate alla crescita.
Il mercato dei robot industriali sembra destinato a rafforzarsi ulteriormente, confermando il proprio ruolo strategico nella transizione verso un’industria sempre più automatizzata e avanzata.
il borsino
BOSCH REXROTH ANNUNCIA UN IMPORTANTE RINNOVAMENTO DELLA LEADERSHIP DELLA FILIALE ITALIANA
Dal 1° gennaio 2026 Bosch Rexroth avvia una riorganizzazione del management della filiale italiana.
Nilner amplia il proprio perimetro assumendo anche la responsabilità di Europe South.
nomine
FEDERMACCHINE NOMINA IL NUOVO SEGRETARIO GENERALE
Gian Paolo Crasta è il nuovo segretario generale di Federmacchine, succedendo ad Alfredo Mariotti dopo oltre trent’anni. La scelta garantisce continuità e rafforzamento dell’azione di rappresentanza del comparto dei beni strumentali in una fase di profonde trasformazioni industriali.
Frederik
Massimo Giudici è nominato Vice President Sales Italy ed entra nel Consiglio di Amministrazione.
Martino Nogara estende il ruolo di Vice President Finance and Administration anche alla Sales Unit Europe South.
Allarme tungsteno per l’industria europea
Garantire l’approvvigionamento europeo di carburo cementato diventa una priorità strategica per l’industria metallurgica e per l’intera filiera degli utensili di precisione. È questo il messaggio lanciato da Vdma Precision Tools.
Il tema del tungsteno assume un rilievo crescente alla luce delle restrizioni introdotte dalla Cina sulle esportazioni a partire da febbraio 2025. Pechino controlla oltre l’80% dell’estrazione e della lavorazione globale di questo metallo, una concentrazione che espone l’industria europea a forti rischi di approvvigionamento. Nella seconda metà del 2025, la combinazione di offerta limitata e domanda sostenuta ha già determinato un forte aumento dei prezzi: secondo Fastmarkets, a novembre il tungsteno (APT) ha registrato un rialzo di circa il 130% rispetto all’inizio dell’anno. «Il tungsteno è una materia prima fondamentale per gli utensili in carburo cementato e dobbiamo fare in modo che rimanga all’interno del ciclo europeo», ha sottolineato Federico Costa, presidente dell’Associazione Europea dei Costruttori di Utensili da Taglio (Ecta). Senza un rafforzamento della filiera europea del riciclo, ha avvertito, sarà difficile garantire nel 2026 un approvvigionamento stabile, con effetti diretti su costi e competitività. Il riciclo del carburo cementato rappresenta già oggi una leva strategica, ma l’equilibrio rischia di rompersi se gli scarti vengono esportati fuori dall’UE. «Ogni grammo di carburo cementato che rimane in Europa favorisce un approvvigionamento più stabile», ha aggiunto Costa, richiamando la responsabilità condivisa di industria e clienti finali. Da qui l’appello a un impegno più deciso delle istituzioni europee per rafforzare l’economia circolare e ridurre la dipendenza da fornitori extraeuropei. NN
AI nuovo standard di esercizio
Dall’entusiasmo all’adozione matura, l’AI entra nei processi del B2B industriale, spinta da esigenze operative e da clienti che chiedono rapidità, precisione e metodo di Petra Dal Santo
L’Osservatorio AI di Ascomut descrive il passaggio dall’entusiasmo iniziale a un’adozione più matura dell’intelligenza artificiale nel settore dell’importazione e distribuzione di macchine, tecnologie e utensili. L’AI non viene più letta come “moda”, ma come risposta a pressioni concrete: clienti B2B che chiedono rapidità e precisione, cataloghi sempre più complessi, vincoli normativi crescenti e risorse specialistiche (tecnici, product specialist, back office) che diventano colli di bottiglia. Il messaggio centrale è netto: l’AI non è un acquisto una tantum né un “reparto”, ma un nuovo modo di gestire processi, contenuti e decisioni; per questo l’associazione può accelerare la trasformazione riducendo incertezza, offrendo metodo e rendendo replicabili i risultati. Dal report emerge che la non adozione è spesso un blocco “prima del progetto”, non un rifiuto.
Le barriere principali citate dalle aziende sono: mancanza di casi d’uso chiari (52%), competenze interne insufficienti (39%) e priorità concorrenti (35%); seguono ROI incerto/costi (26%) e rischi/ sicurezza percepiti (17%). Dietro queste etichette, l’Osservatorio individua un problema ricorrente: mancano baseline e numeri (tempi, errori, arretrati) per stimare il beneficio e trasformare l’interesse in decisione.
La proposta operativa è pragmatica: selezionare pochi casi d’uso ad alto impatto e misurabili, avviare una regia snella (task force), formazione pratica e una “libreria” di contenuti aziendali affidabili da cui partire.
Nelle aziende che hanno già adottato AI, l’uso è soprattutto legato a produttività e qualità nel lavoro basato su conoscenza: traduzioni, redazione documenti e materiali commerciali, accesso rapido a proce-
dure e documentazione tecnica, assistenti su basi documentali per ridurre i tempi di ricerca e uniformare le risposte.
Qui il ROI è rapido, ma il report segnala che i principali freni alla scalabilità sono misurazione insufficiente, qualità dei dati (l’AI amplifica incoerenze dei dati prodotto) e governance (regole, responsabilità, strumenti approvati, gestione dei dati trattabili).
Guardando avanti, l’Osservatorio indica
L’AI COME PROCESSO CRITICO
Nel B2B industriale l’intelligenza artificiale non può essere trattata come un semplice tool di produttività. Il suo utilizzo incide su ambiti sensibili come sicurezza, documentazione obbligatoria, compatibilità tecniche, condizioni commerciali e reputazione aziendale. Il Report propone un approccio pragmatico e disciplinato, che sposta l’attenzione dalla sperimentazione estemporanea alla gestione dei processi. L’obiettivo è ridurre il rischio di risposte formalmente convincenti ma errate, vincolando l’IA a fonti aziendali affidabili e controllate. Governance, tracciabilità e responsabilità diventano elementi centrali: repository documentali versionati, ruoli e permessi definiti, regole chiare sull’uso commerciale e soglie operative per evitare che l’automazione comprometta affidabilità e margini. L’IA diventa così una leva organizzativa, non un automatismo incontrollato.
Federico Costa, presidente dell’Associazione Europea dei Costruttori di Utensili da Taglio (Ecta)
tre direttrici ad alto potenziale: rendere dati e contenuti “citabili” nella nuova ricerca conversazionale (LLM SEO), evolvere verso agenti che orchestrano flussi controllati (non autonomia totale) e spingere la servitizzazione (manutenzione, ricambi, tarature, conformità) trasformando il prodotto in servizio misurabile. Il tutto poggia su quattro abilitatori: dati e contenuti governati (PIM e fonti affidabili), governance minima anche alla luce
delle regole europee, sicurezza come requisito di filiera e KPI essenziali per dimostrare valore. Nel B2B industriale vince chi “industrializza” l’AI trasformando la sperimentazione in capacità organizzativa condivisa.
L’Osservatorio indica una strategia concreta per Ascomut: ridurre il divario tra imprese mature e ritardatarie, abbassando i costi di sperimentazione e migliorando l’esecuzione.
Con l’acquisizione della business unit “Tools for Materials Processing” della statunitense Coherent, Bystronic compie un’operazione strategica per rafforzare il proprio presidio tecnologico nei sistemi laser e accelerare l’ingresso in mercati ad alto potenziale
PASSO AVANTI NEI LASER INDUSTRIALI
Un’operazione mirata rafforza il presidio tecnologico nel comparto dei laser industriali e segna un’evoluzione nelle strategie di diversificazione di un grande gruppo europeo della macchina utensile.
L’obiettivo è superare il perimetro tradizionale della lavorazione della lamiera e posizionarsi in segmenti a più alto valore aggiunto, dove precisione, miniaturizzazione e controllo di processo sono fattori decisivi. L’operazione consente infatti a Bystronic di ampliare il portafoglio oltre la lavorazione della lamiera, integrando tecnologie laser per micro-lavorazioni, marcatura, foratura e saldatura di precisione, applicabili a un’ampia gamma di materiali, dai metalli a vetro, ceramiche e polimeri. Le attività confluiranno nella nuova unità Bystronic Rofin, che includerà anche i diritti sul marchio Rofin, storico nome nel settore laser. Oltre all’estensione dell’offerta, l’acquisizione punta a generare sinergie in ricer-
ca e sviluppo, favorendo la condivisione di competenze in una fase di crescente convergenza tra automazione, digitalizzazione e tecnologie laser. Domenico Iacovelli, CEO di Bystronic, afferma: «Con questa acquisizione, ci stiamo espandendo in applicazioni adiacenti all’interno di mercati particolarmente attrattivi. Rappresenta per noi un’eccellente integrazione sia sul piano tecnologico sia su quello culturale». L’operazione riguarda una business unit profittevole, con circa 400 addetti e ricavi annui intorno ai 100 milioni di dollari. Il closing è previsto nei prossimi mesi, subordinato chiaramente alle consuete condizioni. L’acquisizione riguarda tecnologie laser dedicate a micro lavorazioni, marcatura, foratura e saldatura di precisione, con un campo applicativo che si estende dai metalli a materiali avanzati come vetro, ceramiche e polimeri.
FASTEN YOUR WORK
Per le soluzioni di ssaggio
Leader da oltre 50 anni per la qualità dei suoi sistemi di fissaggio: Rivetti e bulloni a strappo, inserti filettati, rivettatrici manuali, oleopneumatiche e a batteria. Made in Rivit!
P.D.S.
ANNO 82 mArzO 2026
RIVETTI STRUTTURALI
ì Rivinox e Rivbu sono i nuovi rivetti strutturali, compatibili con le rivettatrici della serie 500, proposti da Rivit. I rivetti strutturali assicurano connessioni solide e affidabili grazie al bloccaggio meccanico del gambo, caratteristica che ne garantisce elevata resistenza al taglio e alla trazione, rendendo questi rivetti ideali per assemblaggi specifici e soggetti a vibrazioni o sollecitazioni meccaniche. Rivinox e Rivbu sono progettati per garantire prestazioni costanti e un serraggio sicuro, anche su spessori sottili. Le punte coniche ne facilitano l’inserimento nell’ugello della rivettatrice e nel foro del pezzo da assemblare, mentre la larga e omogenea deformazione dell’estremità assicura un ottimo riempimento del foro e una perfetta tenuta anche su fori asimmetrici. In particolare, offrono elevata resistenza al taglio, sicurezza del serraggio, buona capacità di presa e bloccaggio del chiodo.
Tork, brand del gruppo Essity, lancia Tork PeakServe® Automatic, la versione con sensore del dispenser di asciugamani di carta ad alta capacità. Progettato per ridurre al minimo il tempo di manutenzione durante le ore di maggiore affluenza, Tork PeakServe Automatic garantisce un’esperienza d’uso affidabile e di qualità superiore. Ha dichiarato Riccardo Trionfera, Direttore Commerciale Essity Professional Hygiene. “Con questa versione, miglioriamo ulteriormente l’efficienza, offrendo una soluzione ancora più affidabile. Con un set di batterie che dura fino a cinque anni e un’erogazione minima di 500.000 asciugamani, Tork PeakServe Automatic riduce ulteriormente la pressione sulle aziende: gli addetti alle pulizie lavorano in modo più efficiente e gli asciugamani sono sempre disponibili”.
Il rilancio mondiale degli stampi italiani
L’industria italiana degli stampi affronta uno scenario globale più competitivo e instabile. Tra eccellenza tecnologica, pressione sui costi, carenza di competenze e nuove sfide digitali, il settore è chiamato a rafforzare struttura e posizionamento nelle filiere internazionali di Patrizia Ricci
IL MERCATO ITALIANO DEGLI STAMPI
I dati 2024 evidenziano il forte orientamento all’export della stampistica italiana
DATI 2024, VALORI IN K DI EURO
Negli equilibri sempre più complessi del commercio manifatturiero globale, il settore degli stampi si trova oggi al centro di trasformazioni che vanno ben oltre la dimensione tecnica. L’evoluzione dei flussi commerciali, l’introduzione di politiche tariffarie più instabili e il riposizionamento
competitivo delle principali aree industriali stanno incidendo direttamente anche su una filiera ad alto contenuto di know-how come quella degli stampi. A fotografare questo scenario è lo Statistical Year Book 2025 pubblicato a novembre da Istma World, che restituisce l’immagine di un mercato globale sempre più interconnesso, ma anche più esposto a squilibri, riallineamenti geografici e pressioni competitive che non dipendono soltanto da fattori indu-
strategia
Investire sulla formazione degli imprenditori e sulla capacità di leggere il cambiamento. Un altro obiettivo è rafforzare la coesione del comparto e costruire una stampistica italiana più solida e aggregabile
striali. In questo contesto, l’analisi dei dati diventa uno strumento essenziale per leggere con lucidità le dinamiche reali del settore. Se il quadro internazionale è in rapido movimento, quello italiano si presenta come un sistema ad alta specializzazione, riconosciuto per qualità progettuale e capacità di affrontare lavorazioni complesse. Ma il mercato sta cambiando rapidamente, e i settori di riferimento non sono più tutti in grado di trainare la domanda.
Dalla leadership qualitativa alla pressione della competizione internazionale, passando per innovazione, formazione e rischio di commoditizzazione: Andrea Digirolamo, presidente di Ucisap e ceo di Micromec, analizza senza filtri lo stato della stampistica italiana e le direttrici strategiche per restare competitivi nel nuovo scenario globale
QUALITÀ, INGEGNO E SFIDE GLOBALI
L’Italia continua a rappresentare un riferimento riconosciuto a livello internazionale nel comparto della stampistica, in particolare in Europa, dove si colloca stabilmente tra i primi due o tre player di mercato.
«Questo posizionamento - dice Andrea Digirolamo - è il risultato di una lunga tradizione meccanica e della capacità di rispondere in modo efficace alle esigenze di un mercato europeo che ha storicamente assorbito una quota rilevante della produzione italiana. Se l’automotive resta un ambito in cui la Germania ha svolto un ruolo trainante, l’Italia si è affermata in comparti ad alto contenuto tecnologico come alimentare, packaging e medicale, puntando in particolare sulla qualità delle soluzioni più che sui volumi. Il vero elemento distintivo della stampistica italiana non è infatti la competizione sui grandi numeri ma la capacità di innovare, risolvere problemi complessi e sviluppare soluzioni su misura».
Negli ultimi anni il comprato degli stampi sta attraversando trasformazioni importanti. Quali sono le principali tendenze e le sfide per le imprese italiane?
La competizione internazionale è diventata più complessa: i Paesi asiatici offrono ormai prodotti di alto livello e la concorrenza non si basa più solo sul costo del lavoro, ma anche su politiche industriali e condizioni produttive non omogenee. In alcuni settori incidono anche criticità legate a certificazioni poco verificabili, che spostano la competizione lungo la filiera. Per gli stampisti il rischio principale è la commoditizzazione: quando conta solo il prezzo, la competitività italiana si riduce. L’unica risposta è puntare su competenze distintive e soluzioni ad alto valore aggiunto.
Molte imprese italiane del settore hanno una dimensione medio-piccola. In che modo questa caratteristica incide sulla competitività e quali leve sono indispensabili per crescere? «Sono convinto che il piccolo possa essere un valore, ma non può diventare una condizione
«Se guardiamo ai numeri complessivi, i comparti di riferimento restano automotive, packaging, elettrodomestico e medicale - osserva Fausto Romagnani, CEO di Romagnani Stampi -.Ma se analizziamo l’andamento attuale, il quadro cambia sensibilmente. L’automotive, pur rimanendo il settore più rilevante in termini quantitativi, è anche quello che sta attraversando la crisi più marcata». Una lettura condivisa anche da Guido Gia-
Andrea Digirolamo, presidente di Ucisap e CEO di Micromec
permanente. In Italia abbiamo difficoltà a crescere, ad aggregarci e a fare sistema: un limite strutturale che rende difficile condividere e costruire percorsi di cooperazione. Se un’azienda non riesce a sostenere da sola una commessa importante, deve farlo insieme ad altre, presentandosi in modo unitario. Non è una strada semplice, ma va affrontata seriamente. Senza collaborazione e reale capacità di fare rete, rischiamo di perdere competitività. Come associazione cerchiamo di favorire confronto, progetti comuni e percorsi di crescita condivisi. L’aggregazione non significa perdere identità, ma rafforzarla in un sistema più solido e credibile».
Il settore fatica ad attrarre nuove risorse. Come si può aumentare l’attrattività del mestiere e migliorare il dialogo con il mondo della formazione?
Il tema dell’attrattività è reale e riguarda tutto l’Occidente. Il lavoro in fabbrica continua a essere percepito negativamente e il manifatturiero resta poco attrattivo per i giovani.
5.984
Flusso in dollari di esportazioni di stampi nel mondo
sini, alla guida di Giasini Stampi, che parla apertamente di una trasformazione strutturale: «Siamo di fronte a una crisi strutturale, legata a un cambio di paradigma del mercato».
Per molte aziende, questo significa ripensare il proprio equilibrio settoriale e cercare nuove aree di sviluppo. «Abbiamo rafforzato altri ambiti», spiega, citando elettronica, elettromeccanica e applicazioni legate ai data center, settori che pur non
Il rapporto con il sistema educativo è un nodo critico: in Italia mancano percorsi universitari specifici sugli stampi e il dialogo con le università è complesso, mentre un comparto frammentato fatica a proporsi come interlocutore unitario. Come associazione collaboriamo con scuole tecniche e sviluppiamo percorsi post-Itis e ITS. Tuttavia, spesso mancano gli studenti, segnale di un disallineamento tra formazione e esigenze del mercato del lavoro.
Tecnologie digitali e intelligenza artificiale stanno cambiando il settore. Come evolve il ruolo dello stampista?
Digitalizzazione, simulazione di processo, modelli matematici e intelligenza artificiale stanno trasformando il modo di progettare e produrre stampi.
L’intelligenza artificiale inciderà sul lavoro con una velocità inedita. Non sostituirà le persone, ma modificherà competenze e processi decisionali: chi non sarà in grado di comprenderla e governarla rischia di subirla. Nella nostra esperienza, stiamo utilizzando l’AI per attività che prima richiedevano tempi e risorse rilevanti, migliorando il servizio al cliente. Noi non vendiamo solo stampi, ma anche servizi: risolvere problemi, accompagnare il cliente e garantire supporto continuo. In un mercato in cui il prodotto tende alla commoditizzazione, il servizio resta la leva principale per preservare valore e competitività».
Qual è la direzione strategica di Ucisap in questo scenario globale complesso? «La priorità è aumentare la consapevolezza del settore: capire dove siamo e come possiamo fare meglio. Ucisap continuerà a investire sulla formazione degli imprenditori e sulla capacità di leggere il cambiamento. Un altro obiettivo è rafforzare la coesione del comparto e costruire una stampistica italiana più solida e aggregabile. Se riusciremo a strutturarci e a stare insieme, potremo affrontare il futuro con strumenti adeguati e restare competitivi in un contesto globale sempre più complesso».
P.R.
essendo esplosivi mostrano nicchie di crescita interessanti.
In uno scenario così selettivo, la competitività non può più basarsi su un solo fattore. «Oggi non esiste più un elemento chiave che, da solo, faccia la differenza - sottolinea Romagnani -.Con i costi che abbiamo in Europa, la qualità non è più una scelta ma una condizione di partenza». A fare la differenza è piuttosto la capacità di offri-
Si parla molto di AI, ma le applicazioni nei processi industriali non sono
ancora mature: siamo all’inizio
Fausto Romagnani
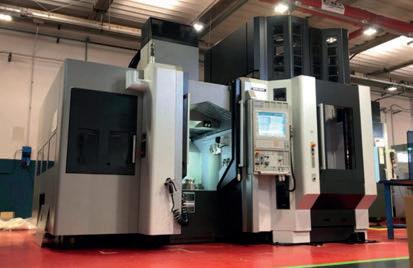
MACCHINE UTENSILI, NASCE UN NUOVO PROTAGONISTA ITALIANO
Con l’acquisizione di MCM da parte di Vigel, prende forma uno dei principali poli nazionali per la realizzazione di centri di lavoro
Lo scorso 30 gennaio Vigel S.p.A., con sede a Borgaro Torinese (TO), e MCM S.p.A. di Vigolzone (PC) hanno comunicato il completamento del passaggio di proprietà di MCM a MCM Manufacturing Technologies S.r.l., società controllata dalla holding Genfin, che già detiene Vigel. Entrambe le realtà sono riconosciute come eccellenze nel campo delle tecnologie di produzione. L’operazione si inserisce in una visione strategica di lungo periodo orientata alla costruzione di un’organizzazione solida e diversificata, specializzata nello sviluppo di soluzioni avanzate per le lavorazioni meccaniche destinate all’industria globale. Fondata a Torino nel 1947 e tuttora nelle mani della famiglia del fondatore, Vigel è stata tra le aziende pioniere nella progettazione e realizzazione di centri di lavoro a più mandrini. Oggi il gruppo ha una dimensione multinazionale, con stabilimenti produttivi in Italia (Torino), India e Cina e una rete di filiali attive in Europa, Stati Uniti, Messico, India, Cina e Corea. Alla produzione di centri di lavoro affianca inoltre torni verticali e macchine speciali dedicate in particolare al comparto automotive. MCM, nata nel 1978 a Piacenza, è invece specializzata nella progettazione e costruzione di centri di lavoro orizzontali e sistemi flessibili di produzione, coordinati da software di supervisione sviluppati internamente dalla propria divisione informatica. Le sue tec-
nologie trovano applicazione in numerosi settori industriali, con una presenza significativa nell’aerospaziale. L’integrazione consente di ampliare l’offerta di prodotti e tecnologie, diversificare ulteriormente i mercati di riferimento e mettere a sistema nuove strategie di sviluppo. Le sinergie tra le due aziende interesseranno diverse aree - dalle vendite allo sviluppo prodotto, dalla produzione agli acquisti - con l’obiettivo di rafforzare la presenza sul mercato e la vicinanza a una base clienti oggi ancora più ampia e articolata F.C.
digitale
Lo stampo non è più solo un’attrezzatura meccanica, ma parte di un sistema produttivo connesso. Sta diventando sempre più complesso e integrato, con sensori e interfacce che dialogano con gli impianti produttivi
La risposta è rafforzare l’affiancamento al cliente nella fase di pre-industrializzazione
re un pacchetto completo di competenze e servizi. «La competitività si gioca sulla possibilità di offrire progettazione, simulazione, industrializzazione, avviamento e post-vendita».
Anche per Giasini il baricentro si sta spostando. «La nostra risposta è rafforzare l’affiancamento al cliente nella fase di pre-industrializzazione - spiega, evidenziando l’importanza di lavorare sulla fattibilità e sulla prototipazione prima ancora della costruzione dello stampo -. Accompagnare il cliente prima dello stampo e poi nella messa in produzione diventa un elemento chiave».
Questa evoluzione si intreccia con la trasformazione digitale. Lo stampo non è più solo un’attrezzatura meccanica, ma parte di un sistema produttivo connesso. «Dal punto di vista del prodotto, lo stampo non è più un elemento puramente meccanicoosserva Romagnani -. Sta diventando sempre più complesso e integrato, con sensori e interfacce che dialogano con gli impianti produttivi».
Giasini insiste sullo stesso punto dal lato processo: «Oggi il cliente non chiede più solo lo stampo, ma vuole la garanzia che,
con quello stampo, sia possibile governare il processo produttivo». Da qui il crescente utilizzo di sensoristica e sistemi di controllo in linea, soprattutto nelle produzioni ad alto volume e ad alta affidabilità.
Anche l’intelligenza artificiale è entrata nel dibattito industriale, seppure con applicazioni ancora iniziali. «Se ne parla molto, ma le applicazioni nei processi industriali non sono ancora mature: siamo all’inizio», osserva Romagnani. Giasini conferma: «Nel linguaggio siamo avanti, nell’industriale molto meno», ma intravede sviluppi interessanti, ad esempio nella programmazione CAM.
A complicare ulteriormente il quadro c’è la questione delle competenze. «È sempre più complesso trovare operatori per macchine utensili e aggiustatori», afferma Romagnani, sottolineando come oggi servano anche capacità trasversali e organizzative. Giasini richiama invece il problema demografico e il disallineamento tra formazione e fabbrica: «Le competenze operative di base non sono sempre allineate alle esigenze delle aziende». Per entrambi, la risposta passa da investimenti continui nella formazione interna e nell’inserimento di giovani, ma il tema dell’attrattività del lavoro manifatturiero resta aperto.
Infine, sullo sfondo, si muovono le tematiche legate a sostenibilità ed efficienza. Più che obblighi immediati, rappresentano un percorso di miglioramento continuo. «È un percorso che affrontiamo con pragmatismo», spiega Giasini, mentre Romagnani richiama l’esigenza di un quadro normativo più omogeneo e stabile per consentire scelte industriali pianificabili. Ne emerge l’immagine di una stampistica italiana che resta un’eccellenza tecnologica, ma che oggi deve evolvere: diversificare mercati, rafforzare i servizi, integrare digitale e competenze e trovare nuove forme di collaborazione per restare protagonista in uno scenario globale sempre più complesso.
Fabrizio Lodovico Pesce, presidente e AD di Vigel. Grazie a Vigel, MCM torna italiana rafforzando il comparto italiano della macchina utensile
Guido Giasini
82 mArzO 2026
aUToMaZioNe iNTeGraTa e MUlTiTasKiNG GUiDaNo la cresciTa
speciale aerospace Eccellenza produttiva
di Fabio Chiavieri
Materiali difficili, tolleranze estremamente spinte, lotti ridotti, requisiti normativi stringenti e una forte pressione sulla tracciabilità del processo rendono la tecnologia un elemento strategico, non accessorio nel comparto aerospaziale. In questo contesto si inserisce la collaborazione di lungo periodo tra DMG Mori e Merletti Aerospace, un percorso industriale costruito nel tempo e sviluppato attraverso scelte tecnologiche progressive, sempre orientate all’efficienza del processo produttivo. Il rapporto tra le due realtà affonda le proprie radici nei primi anni Novanta, quando Merletti decide di investire in una macchina utensile ad alto contenuto tecnologico: una MH 1600, all’epoca a marchio Maho. «La prima macchina acquistata risale al 1990 ed è ancora oggi in produzione - racconta Sergio Baroni, Key Account Manager di DMG Mori Italia- .È un dato che racconta molto sia sulla qualità costruttiva della macchina sia sull’approccio di Merletti, che ha sempre valutato la tecnologia come un investimento di lungo periodo». All’epoca l’obiettivo era trasformare un patrimonio di competenze meccaniche consolidate in un sistema produttivo più moderno, capace di ridurre il lavoro manuale e aumentare la ripetibilità e la qualità. Nel tempo, però, le esigenze sono cambiate profondamente, seguendo l’evoluzione dei mercati di riferimento e, soprattutto, la progressiva specializzazione
ripetibilità
Produzione senza interruzioni, processi stabili e macchine sempre operative: nell’Aerospace la vera sfida non è solo fare pezzi complessi, ma garantire regolarità, tracciabilità e rispetto dei tempi in ogni fase del ciclo produttivo
verso produzioni ad alto valore e ad alta responsabilità. Con l’ingresso progressivo nel settore Aeronautico e Aerospaziale, le richieste si fanno più articolate: particolari più complessi, precisioni sempre più spinte, materiali come titanio, leghe speciali e acciai ad alte prestazioni.
«Nel tempo i pezzi da realizzare sono diventati sempre più complessi, le precisioni sempre più stringenti e i materiali sempre più difficili da affrontare - spiega Baroni. - . Le risposte sono sempre arrivate dalla combinazione tra l’esperienza maturata dall’utilizzatore e lo sviluppo tecnologico del costruttore».
Un passaggio fondamentale è rappresentato dall’introduzione della filosofia multitasking, che consente di concentrare più tecnologie nella stessa macchina utensile. I vantaggi sono immediati: riduzione dei set-up, aumento della qualità, incremento della produttività e migliore gestione degli utensili. Questa evoluzione tecnologica si intreccia con un’evoluzione industriale e organizzativa che, lato Merletti, diventa determinan-
te soprattutto nell’ultimo decennio. Ivan Zingaro, administration and finance controller, inquadra così la trasformazione: «Merletti Aerospace si occupa dal 1972 di lavorazioni meccaniche in ambito aeronautico, aerospaziale e della difesa. Lo sviluppo produttivo e la visione imprenditoriale degli ultimi decenni ci hanno portato a ricoprire un ruolo strategico nella filiera dell’Aerospace italiana e non solo». Zingaro sottolinea anche la crescita dimensionale e la capacità di strutturarsi: «Negli ultimi anni c’è stato un exploit sia economico sia organizzativo: dai 20 dipendenti del 2012 siamo arrivati a 55 dipendenti, oltre ai consulenti esterni, per un totale di oltre 60 addetti. Siamo passati da piccola impresa a essere già considerati una media impresa».
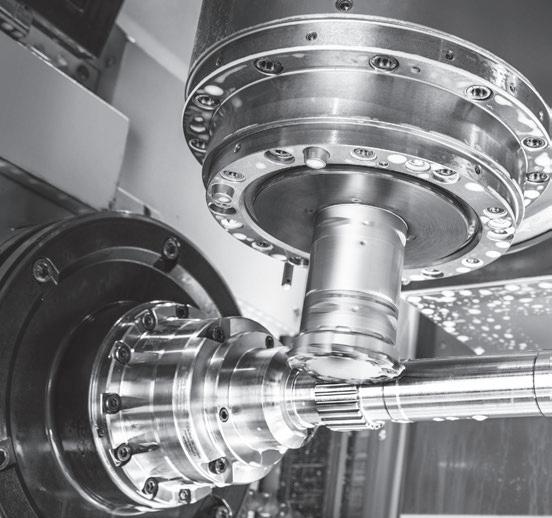
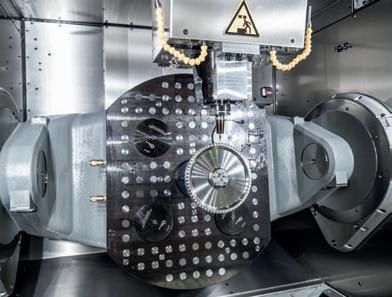
Un esempio emblematico di questo approccio è l’introduzione della DMC 160 FD duoBlock, centro di lavoro a 5 assi che integra fresatura e tornitura in un unico serraggio. La macchina rappresenta l’evoluzione naturale di un progetto avviato nel 2006 con l’acquisto di una DMU 160
Le macchine FD prodotte da DMG Mori consentono fresatura, foratura e tornitura in un unico serraggio unitamente al cambio pallet DMC
P, inizialmente dedicata alla sola fresatura. La struttura duoBlock®, caratterizzata da elevata rigidità e stabilità termica, consente di affrontare lavorazioni gravose su componenti di grandi dimensioni, tipiche del settore aerospace. L’integrazione del cambio pallet permette inoltre di gestire i cicli produttivi in modo più efficiente. «La positiva esperienza maturata con la DMU 160 P ha portato, insieme alle nuove esigenze nate da commesse aerospace, all’acquisizione della DMC 160 FD duo-
Il partner tecnologico deve correre con noi
Uno sviluppo industriale fondato su investimenti continui, verticalizzazione dei processi e una visione pienamente orientata all’Industria 4.0. È su queste basi che Merletti Aerospace ha costruito la propria crescita, attraverso un piano strutturato di innovazione che ha coinvolto non solo le tecnologie produttive, ma anche l’organizzazione nel suo complesso.
«La nostra azienda è in grado di fornire ai clienti un processo completamente verticalizzatospiega Zingaro-. Dall’acquisto della materia prima alla lavorazione meccanica, dai trattamenti termici e galvanici ai controlli non distruttivi e dimensionali: copriamo ogni fase del percorso produttivo. Realizziamo prodotti per i principali OEM e velivolisti italiani e internazionali».
La scelta del partner tecnologico, in questo scenario, non è solo una questione di prestazioni macchina. «DMG
Mori ha sempre rappresentato un partner di fiducia a livello produttivo - afferma Zingaro.In Merletti abbiamo conosciuto tutta l’evoluzione dei centri di lavoro, dalla prima Maho di fine anni ’80 alle attuali DMU. In un percorso di rinnovamento del parco produttivo è stato necessario affidarsi a un partner anch’esso in continua evoluzione strategica e di efficientamento». Il punto, per Zingaro, è che la macchina entra in un sistema industriale che deve “reggere” continuità e compliance. «A questo si aggiunge un sistema di post-vendita che rafforza la fiducia nella scelta di un partner solido, pronto a rispondere alle esigenze manutentive che possono verificarsi ogni giorno».
Ed è qui che il concetto di “partner” supera quello di “fornitore”: «Un partner tecnologico deve saper correre al fianco di Merletti, allo stesso passo, se non addirittura anticiparlo. Deve intervenire prontamente riducendo fermi macchina e stop produttivi, e deve saper trovare le soluzioni coerenti con il nostro
percorso di innovazione, anche interfacciandosi con i sistemi gestionali per creare un unico sistema di interconnessione». In parallelo, l’azienda ha impostato un percorso dichiaratamente 4.0: «Abbiamo messo in atto un piano di innovazione tecnologica basato sui pilastri dell’Innovazione 4.0: M2M, IoT, automazione e robotizzazione, interconnessione dei dati, sistemi di Business Intelligence e cybersecurity - racconta Zingaro- -Tutti elementi fondamentali di un bisogno strategico in continua evoluzione».
Dopo oltre trent’anni, la collaborazione tra Merletti Aerospace e DMG Mori continua a evolversi seguendo le esigenze del mercato e dello sviluppo tecnologico.
E come sintetizza Zingaro: «Serve un interlocutore industriale capace di conoscere a fondo i processi aziendali e di affiancare l’impresa nella sua crescita. E questo si traducue in soluzioni produttive concrete».
Tecnologia che evolve con il processo
La macchina utensile è un investimento di lungo periodo: qualità costruttiva, multitasking e automazione diventano leve decisive per affrontare la complessità del settore Aerospace. Il valore della tecnologia si misura nel tempo e nella sua capacità di adattarsi all’evoluzione del processo produttivo. La collaborazione tra DMG Mori e Merletti Aerospace nasce all’inizio degli anni Novanta e si sviluppa lungo un percorso segnato da continuità, affidabilità e progressivi salti tecnologici. Dice Sergio Baroni: «La crescente complessità dei componenti Aerospace - per geometrie, materiali e requisiti di precisione - richiede soluzioni capaci di integrare più lavorazioni in un passaggi intermedi, migliorare la qualità e aumentare la produttività complessiva. Un ruolo centrale è svolto anche dall’automazione,
Block, che integra anche la tecnologia di tornitura - spiega Baroni.- Su questa macchina abbiamo introdotto anche la tecnologia di Gear Skiving per la realizzazione di dentature interne ed esterne, con qualità fino a DIN 6 e tempi di esecuzione estremamente ridotti».
Questa configurazione consente di rispondere alle esigenze del settore delle trasmissioni, in particolare in ambito elicotteristico, concentrando più lavorazioni in un’unica piattaforma, riducendo i passaggi
Sergio Baroni, sales & key account manager, DMG Mori Italia
ormai inseparabile dalla macchina utensile: sistemi multipallet e soluzioni per il non presidiato consentono di estendere le ore produttive e di rendere il processo più stabile e controllabile. In questo scenario - prosegue Baroni - la tecnologia
non è mai fine a sé stessa, ma parte di un ecosistema industriale che deve garantire continuità operativa nel tempo. Ogni investimento deve dare valore lungo tutta la catena produttiva».
F.C.
intermedi e aumentando la coerenza del processo.
Dal punto di vista di Merletti, la tecnologia è letta sempre in chiave di ritorno industriale, non come acquisto “fine a sé stesso”. «Efficienza: questa è la parola chiave all’interno del nostro piano strategico -, afferma Zingaro. Investire non significa solo comprare macchinari per aumentare la produzione, ma essere capaci di generare efficienza nel sistema produttivo, ottenere risultati anche migliori in minor tempo
e con il maggiore utilizzo dei macchinari e delle attrezzature». Accanto alle grandi lavorazioni, il mix produttivo richiede macchine in grado di garantire elevate prestazioni dinamiche. La DMU 80 eVo risponde a questa esigenza grazie a una cinematica evoluta e all’impiego di assi a motori lineari, con rapide fino a 80 m/min e accelerazioni di 10 m/s². Un elemento distintivo è la presenza dell’asse U, che consente lavorazioni di tornitura interpolata con il pezzo non in rotazione, ampliando ulteriormente la flessibilità applicativa della macchina. «La DMU 80 eVo è uno dei modelli di punta dello stabilimento di Seebach - osserva Baroni-. In Merletti è utilizzata in combinazione con sistemi multipallet, consentendo una produzione estesa anche alle ore notturne e al fine settimana».
Zingaro collega questa impostazione a un cambiamento di paradigma nel modo di valutare l’investimento: «Se parliamo del passato, oltre 30 anni fa, il valore dell’investimento era l’aspetto primario. Oggi un investimento non si misura solo sul valore economico, ma sulla capacità di creare ricchezza: produttività, efficientamento dell’utilizzo dell’investimento stesso, capacità di lavorare anche senza asservimento delle persone, feed-back di dati tali da anticipare eventi, pianificare e programmare la produzione. L’investimento deve essere capace di generare un ritorno».
Zingaro aggiunge un punto molto concreto: «Diversi sono i KPI che possiamo derivare da un piano di investimenti e innovazione: aumentare la produzione; rispondere alle esigenze della clientela su consegne; lavorare in non presidiato di notte e nel weekend; generare flussi di dati utili a produzione, pianificazione e traccia-
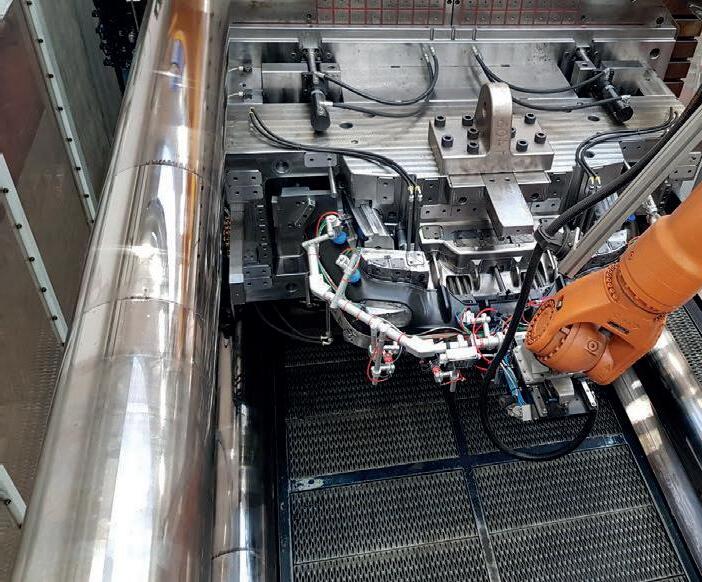
bilità; ridurre al minimo i tempi morti». Un ulteriore passaggio evolutivo si ebbe nel 2014 con l’introduzione del primo MultiTasking, la NT4250 DCG, il primo centro di lavoro a marchio DMG Mori. L’investimento dipese dalla necessità di inserire all’interno del processo produttivo un centro di tornitura con capacità di fresatura. Nel settore aerospace, l’automazione non è legata esclusivamente ai grandi volumi, ma alla flessibilità, alla gestione di lotti ridotti e alla riduzione del rischio operativo. La DMU 65 FD monoBlock, abbinata al sistema di stoccaggio pallet PH Cell 300, nasce proprio con questo obiettivo. La macchina copre il segmento dei pezzi fino a 650 mm, integrando fresatura e tornitura, mentre il magazzino pallet circolare consente di aumentare significativamente le ore lavorabili sfruttando le fasce notturne e il non presidiato.
«Oggi una lavorazione senza il concetto di multipallet non è più concepibile - sottolinea Baroni - Macchina utensile e automazione sono ormai un concetto inscindibile». Per i componenti di dimensioni medio-piccole, la DMU 50 3rd Generation completa l’assetto produttivo, consentendo di indirizzare ogni pezzo sulla macchina più adeguata, ottimizzando costi, spazi e saturazione degli impianti. Zingaro inquadra l’automazione in modo netto : «Dal punto di vista finanziario, l’automazione oggi è entrambe le cose: una necessità e una leva di crescita. È una necessità per rimanere competitivi in un mercato in continua evoluzione, perché riduce costi operativi e fermi di produzione. È una leva di crescita perché aumenta la capacità produttiva».
F.C.
ANNO 82 mArzO 2026
Speciale aeroSpace
Portare satelliti in orbita a costi accessibili è l’obiettivo di una nuova generazione di lanciatori europei. I prototipi del sistema propulsivo e i relativi sottocomponenti prodotti da Isar Aerospace prendono forma su un centro di lavoro a 5 assi Hermle C 42 U, soluzione scelta dalla start-up di Monaco per garantire lavorazioni di alta precisione.
«Un satellite è composto quasi esclusivamente da elettronica. Ciò che negli anni Novanta pesava 10.000 kg oggi pesa appena 100 kg» dice Josef Fleischmann, coo di Isar Aerospace Technologies GmbH, presentando le caratteristiche dei lanciatori di medie dimensioni sviluppati dall’azienda insieme al responsabile della produzione Christian Wenzl. Spectrum misura 27 metri di lunghezza e due metri di diametro. Solo un quinto del veicolo è destinato al carico utile e alla tecnologia, mentre la parte principale è occupata dai serbatoi di ossigeno e carburante.
Al centro si colloca il sistema di propulsione: nove motori trasportano il razzo, con più satelliti a bordo, in LEO (Low Earth Orbit). Una spinta di 675 kN consente una capacità di carico utile fino a 1.000 kg. Il secondo stadio integra un decimo motore, riaccendibile più volte, che permette missioni dedicate al rilascio di costellazioni
Dalla progettazione alla produzione, Isar Aerospace costruisce un modello industriale basato su precisione, controllo dei processi e automazione. La collaborazione con Hermle abilita la realizzazione di componenti critici per i sistemi di propulsione di Luca Vieri
IN ORBITA, SENZA RITORNO
I kN di spinta del sistema di propulsione del razzo
satellitari. «Possiamo collocare più satelliti in orbite specifiche con un solo razzo», spiega Fleischmann. Dopo la missione, il corpo del razzo rientra in atmosfera e brucia in modo controllato. Isar Aerospace nasce con l’obiettivo di offrire servizi di lancio satellitare a basso costo. Il management unisce competenze maturate in ambito accademico e industriale, mentre la produzione tecnica è affidata a un team dedicato che opera all’interno di uno stabilimento produttivo di 5.000 m².
Un prototipo del sistema di propulsione è collocato ai margini dell’area produttiva, protetto da una copertura temporanea.
L’officina è progettata per crescere progressivamente, in linea con l’aumento del grado di integrazione verticale. Alcune lavorazioni restano affidate a fornitori esterni, mentre l’obiettivo industriale è la produzione interna dei principali componenti del sistema di propulsione e di controllo. Maschinenfabrik Berthold Hermle AG è coinvolta fin dalle prime fasi. «Per la produzione serviva una macchina versatile, capace di garantire qualità, produttività e affidabilità», spiega Wenzl.
La scelta del modello dipende dal componente più grande da lavorare: l’ugello di spinta, prodotto in modo additivo e successivamente rifinito meccanicamente. Gra-
zie alla sua forma, accelera i gas di scarico aumentando la spinta. Con un diametro del cerchio di collisione di 990 mm, il C 42 U risulta particolarmente adatto a questa applicazione.
Sul centro di lavoro Isar Aerospace realizza un’ampia gamma di componenti in materiali difficili da lavorare, con tempi di ciclo variabili. La precisione rappresenta un requisito centrale. «Per le superfici a forma libera otteniamo tolleranze di ±1/100 mm e precisioni di ±2,5 µm sugli accoppiamenti cilindrici», spiega Tim Leidenberger, tecnico di produzione. Anche in presenza di variazioni termiche, la macchina mantiene livelli di precisione elevati grazie a una gestione termica efficace.
precisione
Le tolleranze nelle lavorazioni arrivano a ±1/100 mm e le precisioni sono di ±2,5 µm sugli accoppiamenti cilindrici
Lo sviluppo dei componenti avviene in ambiente digitale e il pasaggio alla produzione è diretto, senza documentazione cartacea. Il team valuta di volta in volta se realizzare internamente o esternalizzare. Parallelamente, l’azienda investe nell’automazione, con celle produttive integrate e soluzioni robotizzate che consentono una produzione continua con standard qualitativi elevati.
Prima del lancio operativo, Isar Aerospace completa le attività di test e validazione, inclusi i collaudi dei motori e dei sistemi di stadio. Il programma industriale prevede una progressiva espansione delle capacità produttive e operative, in linea con la visione di un accesso allo spazio sempre più efficiente e sostenibile.
Hermle ha consegnato il C 42 U a Ottobrunn a sole due settimane dalla firma del contratto di vendita
• MONTAGGIO E MANUTENZIONE
L’offerta include i migliori utensili di montaggio di produttori riconosciuti a livello mondiale, prodotti ESD, strumenti di misura Bluetooth e soluzioni di arredamento industriale
• LAVORAZIONI MECCANICHE DI ALTA PRECISIONE
Per la lavorazione di leghe leggere come alluminio e titanio, essenziali nell’aerospazio, offriamo utensili e sistemi di serraggio conformi agli standard internazionali ISO, AS o EN ad alte prestazioni
• SICUREZZA E DPI
Proteggiamo ogni operatore dalla testa ai piedi, anche attraverso la consulenza tecnica di esperti DPI e servizi dedicati che consentono di dotare i propri collaboratori di DPI su misura
hoffmann-group.com
Speciale aeroSpace
Nel comparto della progettazione e costruzione di centri di lavoro ad alta precisione per operazioni di fresatura, tornitura, alesatura e rettifica su materiali metallici e compositi, Gruppo Parpas (Parpas e OMV) occupa un ruolo importante nel panorama italiano e non solo. Le soluzioni sviluppate trovano applicazione in diversi comparti industriali, tra cui Automotive, Meccanica generale, Energia e Aerospace, con particolare attenzione ai processi caratterizzati da elevate complessità geometriche e requisiti stringenti di precisione.
Nell’industria aerospaziale, l’evoluzione delle tecnologie produttive orientate al miglioramento della precisione e della qualità superficiale rappresenta un fattore chiave nella realizzazione di aeromobili sempre più avanzati. Gruppo Parpas sviluppa centri di lavoro per la produzione di componenti strutturali e parti di motore destinate ad aeromobili, veicoli spaziali e relative attrezzature, in linea con le esigenze di affidabilità, controllo del processo e ripetibilità richieste dal settore.
L’attuale sviluppo del comparto aerospaziale è orientato verso velivoli più leggeri, resistenti ed efficienti dal punto di vista energetico. Tali obiettivi richiedono componenti realizzati con tolleranze estremamente ridotte e l’impiego di materiali innovativi. Le attività di ricerca e sviluppo, condotte anche in collaborazione con
Sicurezza in volo e integrità strutturale
I componenti strutturali di un aeromobile - come fusoliera, ali e piani di coda - svolgono un ruolo determinante sia per l’integrità strutturale sia per le prestazioni in volo di Luca Vieri
aerospaziale a livello globale. I componenti strutturali di un aeromobile - come fusoliera, ali e piani di coda - svolgono un ruolo determinante sia per l’integrità strutturale sia per le prestazioni in volo. Questi elementi sono soggetti a sollecitazioni meccaniche elevate e a condizioni ambientali variabili, rendendo necessario l’utilizzo di materiali ad alta resistenza e di tecnologie di lavorazione avanzate.
L’esperienza applicativa maturata attraverso la collaborazione con gli utilizzatori finali ha portato allo sviluppo di soluzioni dedicate a differenti tipologie di componenti e materiali. Le piattaforme XS, Formula e Active Five rispondono alle esigenze di lavorazioni complesse a 5 assi, dove precisione geometrica e controllo del
80Il centro di fresatura gantry XS consente velocità di avanzamento fino a 80 m/min, con tecnologia TTM
XS, Formula e Active Five rispondono alle esigenze di lavorazioni complesse a 5 assi
processo risultano determinanti. I centri di lavoro sono dotati di sistemi di controllo avanzati che consentono il monitoraggio e l’ottimizzazione dei parametri di lavorazione in tempo reale, a supporto dell’efficienza produttiva.
Il centro di fresatura gantry XS è progettato per lavorazioni ad alta velocità e precisione su grandi componenti strutturali. Tra le caratteristiche principali rientrano il movimento longitudinale con tecnologia TTM, che consente avanzamenti fino a 80 m/min, e un sistema di controllo termico delle strutture volto a garantire stabilità e precisione volumetrica nelle lavorazioni a 5 assi, indipendentemente dalle condizioni ambientali. La configurabilità con sistemi di cambio automatico testa o elettromandrino permette di gestire operazioni di sgrossatura e finitura. Sono inoltre disponibili versioni con doppia zona di lavoro pendolare, doppio slittone e doppia testa, oltre alla variante Speedliner, caratterizzata dall’impiego di motori lineari su tutti gli assi. L’integrazione di tavole per fresatura/ tornitura e sistemi di cambio pallet amplia ulteriormente le possibilità applicative.
I centri di lavoro Active Five di OMV, a portale fisso e tavola mobile, sono impiegati nella lavorazione di componenti strutturali quali skins, longheroni, centine e carrelli di atterraggio. La struttura compatta, abbinata all’utilizzo di motori lineari, consente movimenti rapidi fino a 60 m/min, mantenendo elevati livelli di precisione. La combinazione di rigidità
strutturale, alta dinamica e teste a due assi continui contribuisce alla riduzione dei tempi ciclo e al miglioramento dell’efficienza produttiva.
I motori aeronautici rappresentano uno degli elementi più critici in termini di prestazioni e sicurezza. Le relative componenti operano in condizioni estreme di temperatura e pressione e sono generalmente realizzate in materiali come titanio e superleghe. Le soluzioni Unika Blade e Unika Blisk sono dedicate alla lavorazione di palette e blisk, componenti fondamentali per l’efficienza dei motori jet. Le attività di studio e sviluppo sui cicli di lavorazione hanno consentito una significativa riduzione dei tempi produttivi rispetto agli approcci tradizionali.
Per altre parti di motore - tra cui carter, compressori, prese d’aria e ugelli di scarico - sono disponibili i modelli delle linee Diamond e Roller, configurabili in funzione delle dimensioni dei componenti e delle lavorazioni richieste, con tavole girevoli e differenti sistemi di palletizzazione.
La piattaforma Unika, basata su un’architettura completamente a motori lineari, è progettata per lavorazioni che richiedono elevata precisione e qualità superficiale, con velocità di avanzamento fino a 60 m/ min. La struttura a montante mobile garantisce rigidità e stabilità anche nelle lavorazioni ad alta velocità, mentre la configurabilità a 3 o 5 assi, con diversi elettromandrini sviluppati internamente, adatta la macchina a un’ampia gamma di esigenze applicative.
Morsa Autocentrante
La morsa V5 si aggiunge alla gamma IMG con un ottimo rapporto qualità prezzo ideale per sistemi di automazione integrati multi-morsa.
The
La morsa E5, solo autocentrante e dal design essenziale, rappresenta la scelta efficace e competitiva all’interno della gamma OML.
Plus 5 rappresenta la nostra soluzione innovativa per sistemi zero point meccanici.
ANNO 82 mArzO 2026
speciale aerospace
Sviluppata per un cliente americano dell’aeronautica, con la Linx 500 Jobs integra precisione, potenza e automazione avanzata. Una soluzione per componenti di grandi dimensioni e geometrie complesse, pensata per garantire prestazioni elevate e continuità produttiva anche in modalità non presidiata
di Sandro Rasnelli
POTENZA
E CONTROLLO PER L’AEROSPACE
Jobs produce fresatrici e centri di lavoro ad alte prestazioni, capaci di rispondere alle esigenze di settori come aeronautica, automotive, energia e meccanica generale.
La Linx 500 nasce dall’incontro tra le richieste di un importante player americano e la volontà di arricchire la gamma di soluzioni dell’azienda piacentina. Il mondo dell’aeronautica sta infatti vivendo una trasformazione profonda: da un modello di produzione presidiato, con operatori costantemente al fianco della macchina, si è passati a modalità di lavoro non presidiate, dove il controllo digitale e la sicurezza del processo diventano centrali. La Linx 500 incarna questa evoluzione grazie a un sistema di cambio pallet automatizzato e a controlli di ultima generazione, che consentono di operare in continuità anche senza supervisione diretta. La macchina è predisposta per integrare diverse tecnologie – fresatura combinata con taglio water jet, misurazioni in process – riducendo il numero di set-up dei pezzi e migliorando qualità e precisione. Una scelta strategica per componenti di grandi dimensioni, tipici del settore aerospace, dove ogni spostamento comporta rischi e costi aggiuntivi.
La linea Linx è da anni il fiore all’occhiel-
AIL’azienda piacentina ha già testato algoritmi di machine learning in grado di compensare l’allungamento del mandrino, assicurando la precisione anche durante le fasi di transitorio
lo di Jobs. Con la versione 500, l’azienda ha sviluppato un modello ancora più performante, partendo da una base standard e adattandola alle specifiche richieste del cliente. Il cuore del sistema è un mandrino potente, capace di raggiungere i 20.000 giri/min con attacco HSK-A-100, che consente di unire alta velocità di rotazione ed utilizzo di utensili di lunghezze importanti. Con la Linx 500 Jobs è riuscita a combinare entrambe le esigenze, ottenendo un valore record per il volume truciolo che è in grado di generare e conseguentemente una drastica riduzione dei tempi ciclo. Questa
capacità di lavorare componenti forgiati con geometrie complesse, mantenendo alti livelli di precisione, è uno dei tratti distintivi della macchina. La riduzione dei tempi di lavorazione si traduce in maggiore competitività per il cliente finale, che può contare su cicli produttivi più rapidi e affidabili.
Il progetto Linx 500 è frutto di una collaborazione consolidata con il cliente americano, basata su fiducia e co-progettazione. Jobs ha seguito un percorso di analisi dettagliata, dalle visite on site alla condivisione dei modelli tridimensionali dei pezzi, fino alla definizione delle specifiche. La personalizzazione è un tratto distintivo dell’azienda: attrezzature porta pezzo, sistemi di movimentazione, dispositivi per il lavoro non presidiato ed evacuazione truciolo sono stati progettati ad hoc. Per questa macchina è stato previsto anche un sistema centralizzato di lavaggio, connesso ad un impianto centralizzato, per garantire efficienza e affidabilità nel tempo. La filosofia di Jobs è quella di accompagnare il cliente lungo l’intero ciclo di vita della macchina, ben oltre i termini di garanzia. Questo approccio consente di instaurare rapporti duraturi e di sviluppare soluzioni sempre più aderenti alle esigenze reali del mercato.
L’incremento della velocità rispetto agli standard precedenti ottenuto dalla versione customizzata della Linx 500
Uno dei punti di forza di questa macchina è la potenza del mandrino: 150 kW in continuo, con picchi fino a 180 kW. Una soluzione unica sul mercato, ottenuta grazie a due motori da 75 kW sullo stesso albero e due alimentatori sincronizzati. Questa configurazione consente di ridurre i tempi di sgrossatura e finitura, aumentando la produttività complessiva. Per Jobs si è trattato di una sfida tecnologica perché non esistevano né mandrini né azionamenti in grado di gestire simili potenze. Jobs ha quindi dovuto sviluppare una soluzione customizzata, curando ogni dettaglio per garantire stabilità e sicurezza. Il risultato è una macchina capace di garantire un incremento del 50% della potenza e del 30% della velocità rispetto agli standard precedenti, con un impatto diretto sulla riduzione dei tempi ciclo e sulla competitività del cliente.
La macchina rispetta inoltre le normative aeronautiche più severe e gli standard internazionali di qualità e sicurezza, comprese le certificazioni antisismiche richieste per l’area di installazione.
La macchina è dotata di un magazzino utensili di grandi dimensioni, capace di gestire teste a rinvio angolare. Il sistema di autocontrollo monitora costantemente le posizioni di deposito e scambio, mentre il
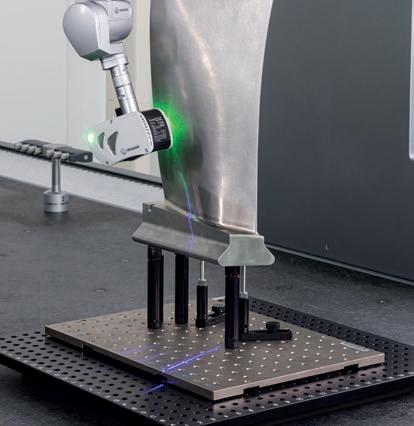
Misurare profili alari in una frazione di tempo
La tecnologia avanzata di scansione laser consente una misura veloce e accurata dei profili alari o di una pala di turbina, che possono variare in maniera significativa in ragione delle svariate applicazioni, indipendentemente dal materiale e dalla finitura superficiale di Giacomo Torre
Ha subito un cambio di passo in termini di efficienza il controllo di qualità dei profili alari. La verifica di un profilo alare può richiedere molto tempo. Il controllo della qualità può durare quasi quanto il processo di produzione stesso, perché richiede livelli di accuratezza e precisione estremamente elevati. La forma di un profilo alare o di una pala di turbina può variare in maniera significativa in ragione delle svariate applicazioni.
Queste caratteristiche hanno tolleranze molto specifiche; qualsiasi difetto potenziale può portare a cambiamenti nell’aerodinamica che comportano dispendio di carburante. Ciò è particolarmente vero se la forma dei bordi d’entrata cambia rispetto ai valori nominali, come nel caso delle zone piatte causate dall’usura. Può anche generare pericolose aree delle pale o sui profili stessi. In combinazione con la macchina di misura a coordinate (CMM) Global Speed, lo scanner laser HP - L - 10.10 può coprire rapidamente un intero profilo alare e può facilmente misurare ogni ma-
teriale o finitura superficiale. Il modo più comune per raggiungere il livello di precisione richiesto per la verifica delle pale profilate è con la misura a contatto. Sebbene fornisca dati altamente accurati, il contatto diretto lungo la superficie del pezzo in un movimento lineare richiede tempo e, in alcuni casi, può essere dannoso per la pala o il profilo.
Si prevede che il settore aerospaziale avrà bisogno di altri 40.000 aerei nei prossimi anni; quindi, è necessario che il controllo di qualità diventi più rapido. Per la verifica di parti dei profili alari, i sistemi di misura senza contatto hanno tradizionalmente richiesto un compromesso tra tre fattori: flessibilità, precisione e produttività.
una lunga linea laser (fino a 90 mm). Ciò significa che l’intera superficie di un profilo può essere scansionata in poco tempo. Offre anche uno stand off flessibile e una velocità di scansione variabile in modo che il laser possa zoomare e rallentare per scansioni ad alta densità di punti se un’area critica ha bisogno di una verifica più ravvicinata.
Questa tecnologia avvantaggia il settore aerospaziale fornendo la possibilità di raccogliere dati di alta qualità e precisione, anche dalle superfici riflettenti molto
controllo numerico di ultima generazione, con schermo touch, offre un’interfaccia intuitiva e diagnostiche avanzate. Numerosi sensori permettono di intercettare eventuali anomalie, come l’aumento di temperatura di una pompa o di un motore, evitando fermi macchina e garantendo continuità produttiva. Questa attenzione al dettaglio risponde alla crescente richiesta di sistemi user friendly, capaci di sintetizzare in poche schermate lo stato di salute della macchina e di supportare l’operatore nel-
Lo scanner laser HP-L-10.10 elimina questo compromesso. Può essere utilizzato per scansionare oggetti complessi in un periodo di tempo relativamente breve, catturando fino a 600.000 punti al secondo. Aggiungete a questo la maggiore produttività e la più alta densità di punti della tecnologia di scansione laser e stiamo parlando di un vero cambio di passo nell’efficienza. In precedenza, quando i livelli di riflessione e rifrazione della superficie del pezzo variavano, gli operatori delle macchine di misura a coordinate (CMM) dovevano utilizzare degli accorgimenti particolari, come ad esempio opacizzare il pezzo prima della verifica. L’applicazione dello spray sulla superficie può influenzare l’accuratezza della misura, poiché si tratta di un processo manuale che non è facilmente ripetibile. Lo scanner laser HP-L-10.10 elimina questo passaggio grazie alla tecnologia Shine (Systematic High-Intelligence Noise Elimination) di Hexagon.
la gestione quotidiana. Jobs ha già sperimentato algoritmi di machine learning per compensare l’allungamento del mandrino, mantenendo la precisione anche nelle fasi di transitorio. L’azienda prevede di estendere l’uso dell’IA alla manutenzione predittiva, sfruttando i dati raccolti per anticipare eventuali criticità e ridurre i rischi di fermo macchina. La prospettiva è quella di un’integrazione sempre più stretta tra hardware e software, dove la capacità di analisi dei dati diventa un elemento chiave
40mila
È il numero degli aerei di cui avrà bisogno il settore aerospaziale nei prossimi anni
Shine avvantaggia il settore aerospaziale fornendo la possibilità di raccogliere dati di alta qualità e precisione, anche dalle superfici riflettenti molto comuni nel settore. La misura senza contatto elimina la possibilità di lasciare segni su palette nuove caratterizzate da superfici riflettenti. Il sensore è dotato di un’elevata gamma ottica dinamica, in modo da potersi muovere facilmente tra la scansione di diverse superfici di profili senza regolazioni manuali. Con questa soluzione è possibile scansionare più sezioni di profilo in un solo passaggio. Questo promette di ridurre in modo significativo il problema delle verifiche.
Il vantaggio di utilizzare uno scanner laser a lama di luce con una CMM è che si ha la possibilità di scansionare facilmente profili di diverse dimensioni, dai piccoli compressori fino alle grandi pale di turbina per la produzione di energia. Il sensore utilizza
per garantire efficienza e competitività. In un contesto globale caratterizzato da forte concorrenza, soprattutto da parte dei produttori asiatici, e che risente delle difficoltà del settore automotive europeo, Jobs ha scelto di distinguersi puntando su personalizzazione, integrazione tecnologica e innovazione continua, elementi che le consentono di affrontare le sfide del mercato con soluzioni di livello superiore, Linx 500 è l’esempio concreto di questa strategia.
Una caratteristica peculiare di questa soluzione è il modo in cui supporta la visualizzazione e il rapporto di collaudo ottimizzato. Una volta che la scansione è stata completata, il software permetterà agli operatori di generare una mappa a colori del pezzo. Ciò semplifica di molto la verifica visiva; da lì la telecamera panoramica (OVC) può catturare un’immagine delle aree in questione. Una documentazione fotografica come questa è ideale per essere inclusa in rapporti e presentazioni. La capacità di catturare e condividere immagini scattate in situ promuove la collaborazione tra i processi di progettazione, ingegneria e produzione. Le fotografie dell’OVC serviranno a fornire informazioni aggiuntive e ad aiutare lo staff a trovare e correggere gli errori di progettazione o di produzione. Per la soluzione completa, l’intero processo di verifica può essere controllato con il modulo aggiuntivo Blade di PC-Dmis. PC - Dm is Blade è stato sviluppato in collaborazione con il settore aeronautico per formare una soluzione chiavi in mano per i produttori di profili alari. Con PC-Dmis Blade, i tecnici di produzione e di qualità possono misurare la complessa geometria dei profili alari con una semplice interfaccia utente. L’impostazione di diverse routine di misura è semplice e può essere facilmente configurata per verificare e riportare le caratteristiche critiche dei profili alari come il profilo, le linee di campanatura media, lo spessore del bordo, la corda e gli angoli di sviluppo. Con la combinazione di prodotti della divisione Manufacturing Intelligence di Hexagon, questo complicato processo di controllo della qualità è più veloce e più intelligente.
Cosa significa oggi produrre per l’aerospace
L’Aerospace richiede precisione assoluta, materiali complessi e processi affidabili, dove competenze ed evoluzione digitale fanno la differenza Operare nel settore Aerospace significa confrontarsi con un livello di complessità che va ben oltre la semplice esecuzione meccanica. «L’aerospazio è uno degli ambiti più difficili in assoluto - spiega Fabio Montanari, responsabile dell’ufficio tecnico di L.G. Technology Aerospace -. Parliamo di materiali innovativi e tenaci, che devono garantire prestazioni e affidabilità per decenni. Le geometrie sono sempre più complesse, le tolleranze estremamente strette e ogni errore può compromettere l’intero componente». Secondo Montanari, la difficoltà non risiede solo nella lavorazione in sé, ma nella capacità di prevedere e controllare ogni fase del processo. «Non si tratta più della “scatola” di una volta. Oggi bisogna valutare peso, deformazioni, sollecitazioni, qualità superficiale, stabilità nel tempo. Spesso ci troviamo a lavorare con cave profonde, pareti sottili, utensili lunghi e diametri ridotti, su materiali che tendono a deformarsi se sollecitati in modo non corretto».
In questo contesto, l’esperienza dell’operatore resta determinante, ma deve essere supportata da strumenti digitali all’altezza. «Io ho alle spalle oltre trent’anni di esperienza tra automotive e Aerospace - osserva Montanari - ma quando devi trasferire questo know-how ai tecnici più giovani, un CAM evoluto diventa fondamentale. Con Tebis posso strutturare il processo in modo che chi ha meno esperienza venga guidato da strategie già consolidate, riducendo il rischio di errore». Un altro elemento chiave è la fase di preventivazione e pianificazione. «Nel settore aerospaziale non basta dire se un pezzo è fattibile - prosegue Montanari-. Bisogna dimostrare come lo si realizza. Grazie alla simulazione e alla velocità di calcolo del software, già in fase di preventivo riusciamo a “costruire” virtualmente il pezzo, prevedendo criticità, fasi di lavoro e tempi. Questo ci permette di essere affidabili verso clienti come Leonardo, Safran o GE Aviation. Lavorare per l’Aerospace significa anche rispettare standard rigorosi e certificazioni stringenti con tolleranze spesso al centesimo se non al millesimo».
speciale aerospace
Una collaborazione tecnologica di lungo periodo tra Tebis e L.G. Technology Aerospace dimostra come l’integrazione tra soluzioni CAD/CAM avanzate e competenze manifatturiere possa trasformarsi in un vantaggio competitivo concreto nel settore aerospaziale di Fabio Chiavieri
Quando il software diventa leva industriale
La tecnologia non è mai neutra, è una scelta strategica che incide direttamente su qualità, affidabilità, tempi e sostenibilità del processo produttivo. È su questo terreno che si sviluppa la collaborazione tra Tebis, fornitore di soluzioni CAD/CAM/ MES avanzate, e L.G. Technology Aerospace, azienda emiliana specializzata in lavorazioni meccaniche di precisione per aeronautica, spazio e difesa.
L.G. Technology Aerospace ha sede a Savignano sul Panaro (Modena), nel cuore della Motor Valley italiana, e opera come fornitore primario per clienti di primo livello nei settori aerospaziale, automotive, racing e oleodinamica. Tebis, invece, è una realtà internazionale con casa madre in Germania e sede italiana a Rivoli (TO), specializzata nello sviluppo di piattaforme software integrate per la gestione dell’intero processo produttivo, dalla modellazione CAD alla simulazione e al CAM avanzato. «Noi lavoriamo con componenti di alta precisione, spesso in materiali complessi e tenaci come Inconel, titanio e altre superleghe - spiega Fabio Montanari, responsabile dell’ufficio tecnico di L.G. Technology Aerospace -. La scelta di Tebis nasce
proprio da qui: dalla necessità di gestire matematiche molto complesse e superfici difficili, con tempi di calcolo rapidi e una sicurezza totale sul percorso utensile». Una collaborazione che dura da oltre vent’anni e che ha accompagnato l’evoluzione dell’azienda modenese da lavorazioni relativamente semplici a componenti aeronautici sempre più sofisticati. «All’inizio - prosegue Montanari - utilizzavamo altri software, ma non erano in grado di garantire affidabilità e qualità su lavorazioni
A sinistra, Fabio Montanari, responsabile dell’ufficio tecnico di L.G. Technology Aerospace. Nella pagina a fianco, Sergio Gila, responsabile commerciale di Tebis Italia
100%
È il livello di affidabilità raggiunto da L.G. Technology Aerospace grazie alla simulazione completa dei processi: con il Digital Twin Tebis, i programmi arrivano in macchina senza collisioni né prove a vuoto
complesse. Tebis ci ha permesso di fare un salto netto, soprattutto sulla qualità superficiale e sulla sicurezza delle lavorazioni». Dal punto di vista di Tebis, la collaborazione con L.G. Technology Aerospace rappresenta un esempio concreto di come il software possa diventare un fattore abilitante della competitività industriale. «L.G. non produce solo pezzi singoli, ma anche piccole e medie serie - sottolinea Sergio Gila, responsabile commerciale di Tebis Italia, con oltre trent’anni di esperienza nel settore -. Uno dei punti di forza di Tebis è l’elevato livello di adattività applicativa nella realizzazione dei percorsi utensile, che consente di mantenere produzioni complesse all’interno di aziende italiane, rendendole sostenibili dal punto di vista economico».
Un aspetto centrale è la simulazione completa del processo produttivo. «Oggi - spiega Montanari - abbiamo tutte le macchine simulate all’interno del CAM. Questo ci permette di andare in macchina con una sicurezza al 100%, evitando collisioni e problemi già in fase di programmazione. È un cambiamento radicale rispetto al passato, quando l’operatore doveva presidiare costantemente la macchina durante il primo pezzo». Nel settore Aerospace, la qualità non è un’opzione ma un requisito imprescindibile. «Con Tebis lavoriamo con tolleranze di calcolo di uno o due millesimi - afferma Montanari -. Altri software, per velocizzare i calcoli, arrivano a tolleranze di un centesimo o più. Il risultato è visibile: la superficie lavorata con Tebis è omogenea, pulita, senza segni. La differenza si vede a occhio nudo».
Un concetto ribadito anche da Sergio Gila: «Abbiamo costruito il cuore dei nostri algoritmi sulla qualità. Tebis è in grado di gestire errori cordali fino al decimo di micron senza penalizzare in modo significativo i tempi di calcolo. Questo consente risultati finiti eccellenti, sia nella meccanica di precisione che nello stampo». La partnership guarda anche al futuro, a
partire dal concetto di Digital Twin. «La riproduzione virtuale dell’officina - spiega Gila - ci consente di prevenire praticamente tutte le situazioni critiche prima di arrivare in macchina. È un passaggio fondamentale verso un manufacturing sempre più predittivo». Un percorso che si intreccia con lo sviluppo dell’intelligenza artificiale. «Stiamo lavorando da tempo su questi temi - aggiunge Gila - ma l’AI ha bisogno di dati strutturati e di qualità. Per questo stiamo affiancando i clienti anche nella gestione e organizzazione delle informazioni di processo». Montanari guarda a queste evoluzioni con pragmatismo: «L’intelligenza artificiale potrà essere un grande aiuto, ma resta fondamentale l’esperienza umana. Il valore nasce dall’incontro tra un software evoluto e il knowhow di chi lo utilizza».
Un ultimo aspetto riguarda la sostenibilità, intesa non solo in chiave ambientale ma anche industriale. «Se impiego meno tempo macchina, ho meno scarti, meno utensili usurati e meno energia consumata», osserva Montanari. In questo senso, l’adozione di Tebis ha prodotto benefici misurabili: i tempi di calcolo si sono ridotti di circa il 50%, mentre i tempi macchina hanno registrato una contrazione nell’ordine del 15%. Un miglioramento che si traduce in maggiore efficienza complessiva del processo e in una riduzione concreta di sprechi e rilavorazioni. A supporto delle aziende, Tebis affianca inoltre i clienti con un team di consulenti specializzati, che lavora sull’ottimizzazione dei processi produttivi e sull’adattamento del software alle specificità dell’officina. «Ottimizzare significa ridurre risorse, consumi ed errori. La sostenibilità passa anche da qui: dalla qualità del software e dalla capacità di integrarlo in modo intelligente nel processo produttivo» conclude Gila. Una collaborazione, quella tra Tebis e L.G. Technology Aerospace, che dimostra il valore dell’integrazione con la tecnologia digitale.
LA QUALITÀ CHE PRENDE QUOTA
In Thales, i sistemi di visione ergonomica Vision Engineering sono impiegati per il controllo qualità di cablaggi e connettori avionici ad alta densità, migliorando affidabilità, ripetibilità delle ispezioni e concentrazione degli operatori in un contesto Aerospace critico
Ne settore Aerospace ogni componente, dal più piccolo conettore ai sottosistemi avionici più complessi, deve garantire livelli assoluti di affidabilità. Il controllo qualità non è quindi una fase finale, ma un processo continuo che accompagna l’intero ciclo di vita del prodotto, integrando competenza umana e tecnologia.
La crescente complessità dei componenti aerospaziali - materiali compositi, micro-lavorazioni, assemblaggi ad alta densità - rende l’ispezione visiva sempre più critica. Geometrie complesse e tolleranze ridottissime impongono controlli estremamente precisi, ma al tempo stesso ripetibili e affidabili. In questo contesto, le tecnologie di ispezione visiva avanzata assumono un ruolo strategico. Osservare oggi significa amplificare, misurare e documentare. I sistemi ottici e digitali evoluti permettono di individuare difetti superficiali, microfratture o errori di assemblaggio difficilmente rilevabili a occhio nudo, garantendo controlli rapidi senza affaticare l’operatore. Soluzioni ergonomiche, come i sistemi di visione senza oculari sviluppati da Vision Engineering, dimostrano come precisione e comfort possano convivere, contribuendo in modo concreto all’affidabilità del processo qualità.
Un esempio significativo arriva dal mondo dei cablaggi e dei connettori avionici, ambito in cui operano realtà come Thales. Nei sistemi avionici ad alta densità, l’integrità di ogni singolo contatto elettrico è essenziale. Durante le fasi di assemblaggio e ispezione finale, Thales ha fatto ricorso a sistemi di visione ergonomica di Vision Engineering per il controllo dei pin e delle saldature più critiche. L’uso di microscopi senza oculari ha permesso agli operatori di mantenere una postura naturale e una concentrazione costante, riducendo l’affaticamento e aumentando l’affidabilità dei controlli ripetitivi. Il beneficio non è stato solo qualitativo, ma anche organizzativo, con una maggiore coerenza tra operatori diversi. Il controllo qualità nell’Aerospace non si limita alla produzione di nuovi componenti. La manutenzione, riparazione e revisione, il cosiddetto MRO, rappresenta un capitolo altrettanto cruciale. Qui la sfida è doppia. Da un lato occorre individuare segni di usura o danneggiamento su parti che hanno già vissuto cicli operativi complessi. Dall’altro bisogna farlo spesso in spazi ristretti, su componenti montati, con accessibilità limitata. Strumenti di ispezione flessibili, capaci di adattarsi a diversi contesti e di fornire immagini chiare e misurabili, diventano quindi indispensabili. In ambienti operativi dove il tempo è limitato e l’accessibilità spesso complessa, disporre di una visione chiara e documentabile fa la differenza tra un controllo formale e una vera valutazione dello stato del componente. Un ambito critico è quello delle pale di turbine e dei componenti strutturali realizzati in materiali compositi. Qui il difetto non sempre si manifesta in modo evidente. Micro-delaminazioni, inclusioni o imperfezioni superficiali richiedono un’osservazione accurata e ripetibile. Rolls-Royce, impegnata nella produzione e manutenzione di motori aeronautici, utilizza sistemi di ispezione visiva per il controllo di parti critiche come palette di turbine e componenti lavorati con tolleranze estremamente strette. In fase di finitura e controllo, sistemi di visione ad alto ingrandimento di Vision Engineering sono stati utilizzati per individuare anomalie difficilmente rilevabili a occhio nudo, come micro-difetti superficiali e segni precoci di usura che potrebbero evolvere in problemi più gravi durante l’esercizio. Il risultato non è stato solo un miglioramento della qualità finale, ma anche una riduzione degli scarti, grazie alla possibilità di intervenire precocemente su
difetti ancora recuperabili. La possibilità di osservare i dettagli senza perdere la percezione tridimensionale del pezzo si è rivelata un vantaggio concreto nelle attività di controllo qualità e MRO.
Un altro aspetto sempre più rilevante è la tracciabilità. L’Aerospace vive di certificazioni, audit e documentazione. Ogni controllo deve lasciare una traccia verificabile. I sistemi di visione moderni integrano funzionalità di acquisizione e archiviazione delle immagini, consentendo di costruire un archivio visivo del processo produttivo. Non si tratta solo di dimostrare che un controllo è stato effettuato, ma di creare una base di conoscenza utile per l’analisi delle cause, il miglioramento continuo e la prevenzione dei difetti.
Anche Airbus rappresenta un caso emblematico. Nei siti produttivi dedicati all’assemblaggio di strutture e sottosistemi, l’ispezione visiva è una costante quotidiana. Sistemi Vision Engineering vengono impiegati per verificare lavorazioni meccaniche, forature e finiture superficiali, oltre che per il controllo di assemblaggi complessi. In un contesto industriale dove la standardizzazione dei processi è fondamentale, la ripetibilità delle osservazioni e la possibilità di documentare visivamente i controlli contribuiscono a rafforzare la robustezza del sistema qualità. Un ulteriore ambito applicativo riguarda l’elettronica aerospaziale, dove aziende come Leonardo operano su schede e moduli destinati a piattaforme civili e militari. Qui la miniaturizzazione spinta rende indispensabile una visione chiara e stabile delle saldature e del posizionamento dei componenti. L’impiego di sistemi di visione digitale Vision Engineering ha facilitato il dialogo tra produzione e qualità, grazie alla condivisione immediata delle immagini e alla possibilità di archiviare le evidenze ispettive come parte integrante della documentazione di progetto.
In ambito Aerospace, le tecnologie di visione, che integrano ottica e digitale, supportano l’ingegneria senza appesantire l’operatività, valorizzando il ruolo dell’operatore e diventa un elemento chiave dell’affidabilità. F.C.
In un contesto in cui la robotica evolve con una velocità senza precedenti - tra intelligenza artificiale, umanoidi, nuove competenze richieste e una competizione globale sempre più serrata - abbiamo intervistato Paolo Poletti, president & managing director di Yaskawa Italia, per tracciare una visione strategica sul ruolo dell’Italia e sul futuro dell’automazione robotica nel mondo di Fabio Chiavieri
La nuova era dell’automazione
La robotica sta vivendo una trasformazione più radicale negli ultimi dieci anni di quanto abbia fatto nei precedenti cinquanta. Ciò riguarda non solo l’evoluzione tecnologica, ma anche i modelli di utilizzo, i costi, le competenze richieste e i nuovi contaminanti geoproduttivi. Un cambiamento che modifica in profondità il concetto stesso di robot, sempre più vicino a sistemi flessibili, autonomi, integrati e destinati a diventare un’infrastruttura imprescindibile per l’industria globale. A delineare questo scenario è Paolo Poletti, President & Managing Director di Yaskawa Italia, che offre una lettura privilegiata dell’evoluzione in atto. «Dieci o quindici anni fa il robot era una macchina rigida, oggi la flessibilità è totalmente diversa» osserva, ricordando come la robotica fosse un tempo destinata quasi esclusivamente ai grandi impianti automotive, mentre oggi abbraccia PMI, servizi, logistica e persino attività non manifatturiere.
L'arrivo dei robot collaborativi - i cosiddetti cobot - ha rappresentato un momento di svolta.
«Hanno aperto la strada a una cogestione dei lavori fra il robot e la persona» spiega Poletti, pur ricordando che le applicazioni realmente collaborative rimangono complesse dal punto di vista della sicurezza: i robot possono infatti rilevare un urto solo dopo che è avvenuto, un limite ancora significativo per l’utilizzo a contatto diretto con l’operatore umano. La diffusione dei cobot ha comunque introdotto un principio nuovo: il robot non è più soltanto una macchina, ma un collega in grado di condividere un’attività con l’uomo. Un concetto che prepara il terreno alle prossime frontiere dell’automazione.
Con il Piano Industria 4.0, l’interconnessione è entrata in modo strutturale in fabbrica. «Abbiamo visto molti dei nostri clienti mettere in rete i robot, controllandoli dall’ERP aziendale» dice Poletti. È l’alba della fabbrica digitale, un contesto in cui macchine e software comunicano in tempo reale e in cui la robotica smette di essere solo un’isola di automazione per trasformarsi in un nodo centrale del flusso informativo aziendale.
Un’evoluzione che prepara il terreno alla
prossima grande svolta: la robotica dotata di intelligenza artificiale fisica. Secondo Poletti, l’AI applicata al robot rappresenta una discontinuità paragonabile solo all’avvento dei primi automi industriali negli anni Settanta. «L’intelligenza artificiale fisica è un’innovazione potenzialmente dirompente, i cui effetti non si sono ancora visti. I primi robot predisposti all'AI sono stati presentati da Yaskawa in Europa solo nel giugno 2025. Durante l’ultima edizione della fiera Irex di Tokyo - la più importante al mondo per la robotica». Poletti racconta di aver visto «robot con AI sorprendentemente avanzati», anche se resta da capire quanto di ciò che si è visto sia già concretamente industrializzabile.
Ciò che è certo è la direzione: robot che apprendono, che comprendono l’ambiente, che non richiedono più programmazioni complesse e che possono adattarsi in modo autonomo alle variabili dei processi produttivi.
Il fattore economico è uno dei più dirompenti. «I prezzi di mercato dei robot continuano a calare, c’è una democratizzazione del prodotto - afferma Poletti -. Il mercato è sempre più permeato dalla robotica cinese, oggi capace di competere, sul piano delle prestazioni, con i grandi produttori giapponesi ed europei. Questo è un possibile scenario in cui il valore dell’automazione si sposta dal prodotto al servizio e al software, riducendo i margini industriali tradizionali».
Uno dei temi più discussi riguarda i robot umanoidi. La recente Irex ne era piena, e secondo Poletti non si tratta più di prototipi da esibizione. «Ci sono produttori pronti a realizzarli su scala industriale».
Ma la sfida non è solo tecnica: è sociale e culturale. La domanda chiave riguarda la sicurezza: «Se metto un umanoide vicino a una persona, è davvero in grado di lavorare in sicurezza?» si chiede Poletti. Il problema è la visione artificiale: riconoscere un ostacolo, interpretarlo correttamente e reagire in pochi millisecondi è ancora un limite nelle applicazioni industriali reali. Gli umanoidi non sostituiranno i cobot, ma potrebbero aprire nuovi scenari in logistica, servizi, assistenza e persino uffici - come suggerisce l’accordo annunciato tra Yaskawa e SoftBank. Nonostante i progressi sul piano meccanico, le innovazioni più significative si
, president & managing director di Yaskawa Italia
A giugno Yaskawa ha presentato in Europa i primi robot predisposti all’AI
concentrano oggi sul software, che rende i robot più veloci, capaci di movimenti più fluidi, di una maggiore precisione nei micromovimenti e di funzioni avanzate dedicate ad applicazioni specialistiche come incollaggio, assemblaggio e manipolazioni complesse. Dice Poletti: «le evoluzioni software consentono ai robot di essere più rapidi e più precisi». Oggi un automa può eseguire inserimenti con tolleranze di pochi centesimi, muovere un elettromandrino, o seguire traiettorie complesse con livelli di ripetibilità prima impensabili.Anche in questo caso la vera trasformazione sarà culturale: con l’AI, la programmazione come la conosciamo oggi potrebbe scomparire.
La fabbrica automatizzata non richiede più figure meccaniche tradizionali, ma specialisti del software e dei dati. «È sempre più evidente una carenza di competenze nella programmazione: ai ragazzi dovrebbero essere garantite conoscenze di base, quantomeno in C++ o Python. Il vero valore non è nel robot in sé, ma nella capacità di programmarlo, integrarlo in rete e gestire i dati. Esiste un importante gap nella formazione scolastica italiana, spesso non allineata alle competenze richieste dall’automazione moderna e dalle aziende stesse». Il tema della sostenibilità non è marginale.
L’automazione accessibile anche alle PMI ha un rovescio della medaglia:
• l’ingresso massiccio dei produttori cinesi
• una competizione sui costi senza precedenti
• il rischio che il robot diventi una commodity
I robot di ultima generazione recuperano energia in frenata (l'energia elettrica viene reimmessa nella rete dell'operatore senza hardware aggiuntivo e riutilizzata), riducono gli scarti e soprattutto sostituiscono l’uomo nelle attività più insalubri. «Per esempio, la saldatura è ormai svolta quasi ovunque dai robot, così che i fumi non debbano più essere respirati dalle persone, con evidenti benefici » aggiunge Poletti.E con l’AI, applicazioni come la selezione automatica dei rifiuti - oggi affidata a lavoratori costretti a mansioni alienanti - diventano realistiche. Non è solo un tema di efficienza, ma anche di dignità del lavoro.
Secondo i dati IFR, la Cina è il maggiore consumatore mondiale di robot - più dell’intera Europa. Tuttavia, a livello di densità robotica, la Corea del Sud guida la classifica, seguita da Giappone e Germania. « In Italia la situazione è positiva rispetto a Spagna e Francia: c’è una buona cultura della robotica», osserva Poletti, pur sottolineando che la contrazione del comparto automotive potrebbe influenzare i prossimi dati sull’adozione dei robot. Lo scenario competitivo è oggi sbilanciato: l’Estremo Oriente, con Cina e Giappone, punta su volumi, hardware e integrazione dell’AI; gli Stati Uniti guidano lo sviluppo dell’intelligenza artificiale; l’Europa appare invece più focalizzata sulla regolamentazione che sulla crescita industriale. Un equilibrio che potrebbe penalizzare il ruolo europeo nella futura robotica intelligente.
«Noi europei siamo un po’ schiacciati tra i giganti dell’Est e dell’Ovest, ma l’Italia ha ancora spazio per crescere», indica. Il tema non è solo tecnologico, ma politico, industriale e formativo. La robotica non sarà più una tecnologia che si compra, ma un ecosistema che richiederà competenze, visione e capacità di integrazione. E in questo contesto, l’Italia potrà giocare un ruolo se saprà investire sulle competenze, sull’AI applicata e su una cultura della robotica. Questo rende l’automazione accessibile anche alle PMI.
Paolo Poletti
DALLE SPERIMENTAZIONI ALLA FABBRICA REALE
L’ingresso dei robot umanoidi nei contesti produttivi non è più una visione futuristica, ma una dinamica già in atto in alcune delle più avanzate realtà industriali europee. Due partnership recenti – in Italia e in Germania –mostrano come la robotica umanoide stia iniziando a trovare applicazioni concrete nei processi produttivi e logistici, aprendo una nuova fase dell’automazione industriale. In questo scenario si inserisce l’accordo tra Oversonic Robotics, azienda italiana specializzata in robotica umanoide cognitiva, e STMicroelectronics, leader mondiale nei semiconduttori. La partnership prevede l’introduzione dei robot umanoidi cognitivi RoBee, personalizzati sulle esigenze specifiche dei siti produttivi STM, all’interno di processi industriali e logistici distribuiti su scala globale. L’obiettivo non è la semplice automazione di singole operazioni, ma l’integrazione di sistemi umanoidi capaci di interagire con l’ambiente produttivo, collaborare con gli operatori e adattarsi a contesti complessi, sfruttando Intelligenza Artificiale e sensori avanzati. Parallelamente, in Europa si sta delineando una visione di lungo periodo ancora più ambiziosa. Schaeffler e Neura Robotics hanno avviato una collaborazione strategica che punta a portare migliaia di robot umanoidi direttamente nelle linee di produzione entro il 2035. La partnership combina le competenze meccatroniche e industriali di Schaeffler con le piattaforme di robotica cognitiva di Neura Robotics, dando vita a soluzioni progettate per operare in ambienti manifatturieri reali, non in laboratori sperimentali. Al centro di questa alleanza ci sono tecnologie chiave come attuatori planetari ad alta coppia, sistemi di controllo avanzati e un ecosistema digitale basato sull’intelligenza artificiale, pensato per rendere i robot umanoidi sufficientemente robusti, precisi e affidabili per la produzione industriale continua.
Elemento chiave dell’applicazione Teknobot è il robot antropomorfo RV-4FRLM-D di Mitsubishi Electric
La partnership con Mitsubishi Electric ha permesso a Galli SpA di sviluppare una soluzione all’avanguardia per gli impianti di pelletteria che integra un PLC compatto e un robot antropomorfo, garantendo un aumento significativo della produttività e una riduzione dei costi Umanoidi
INTEGRAZIONE AVANZATA
PER LA PELLETTERIA
Nel settore della pelletteria, dove precisione, ripetibilità e cura del dettaglio sono elementi imprescindibili, l’automazione industriale sta diventando un fattore competitivo decisivo. Galli S.p.A., realtà fondata nel 1979 e oggi punto di riferimento mondiale nella progettazione e produzione di macchine per la lavorazione della pelle, ha intrapreso un percorso di innovazione continua. Riconosciuta per la sua precisione tecnica, l’azienda offre ai clienti soluzioni complete, dal singolo macchinario alla formula “chiavi in mano”. Con l’acquisizione di Overmec nel 2020, l’azienda ha ampliato il suo portafoglio prodotti e ha rafforzato il suo know-how tecnologico, permettendo lo sviluppo di nuove soluzioni. L’impegno verso l’innovazione si è consolidato ulteriormente grazie alla collaborazione con Mitsubishi Electric. Un esempio emblematico di questa sinergia è rappresentato dall’applicazione Teknobot, cuore dell’automazione per la macchina di stampa e taglio FT1 Tekno.
Elemento chiave dell’applicazione Teknobot è il robot antropomorfo RV-4FRLM-D di Mitsubishi Electric, progettato per lavorare in spazi ridotti garantendo elevata precisione nei movimenti.
All’interno della FT1 Tekno, il robot gestisce in modo efficiente le operazioni di carico e scarico dei pezzi sulla tavola rotante,
ma la sua configurazione lo rende adatto anche a servire altre stazioni di lavorazione, ampliando ulteriormente le possibilità di configurazione della linea produttiva. La sua flessibilità consente a Galli di offrire una soluzione modulare, capace di adattarsi a esigenze produttive diverse: dalla singola macchina a più stazioni di lavorazione servite dallo stesso robot. Questa caratteristica è particolarmente utile nel settore della pelletteria, dove i processi variano in funzione del tipo di materiale, formato e finitura da realizzare.
L’applicazione Teknobot è gestita da un singolo PLC compatto della gamma FX di Mitsubishi Electric, che garantisce un controllo centralizzato e preciso. Il PLC gestisce tutte le funzioni della macchina: movimentazioni, sicurezza, sincronizzazione delle stazioni, controllo della tavola rotante a due posizioni e sistema aspirante. Questa centralizzazione consente di ottenere un ciclo di lavoro stabile, ripetibile e controllato in ogni fase.
L’applicazione Teknobot integra una tavola rotante a due posizioni, progettata per rendere il flusso operativo più rapido ed efficiente. Mentre una delle due posizioni è in fase di lavorazione, la seconda è disponibile per il carico del pezzo successivo da parte del robot.
Questa configurazione, gestita completamente dal PLC FX, consente di ottimizzare il flusso di lavoro riducendo i tempi
morti. La sicurezza delle operazioni è un aspetto centrale nella progettazione delle macchine per la pelletteria. Nel sistema FT1 Tekno la gestione del ciclo automatico avviene solo dopo il caricamento manuale iniziale e viene coordinata dal PLC FX in sinergia con il robot RV-4FRLM-D. Questa configurazione permette di prevenire interferenze tra uomo e robot durante le fasi automatiche garantendo la tutela dell’operatore e la continuità operativa, con conseguente aumento della produttività e riduzione dei costi.
La sinergia tra il know-how di Galli e le competenze tecnologiche di Mitsubishi Electric ha consentito lo sviluppo di una macchina estremamente performante, capace di rispondere alle richieste sempre più sfidanti del settore della pelletteria, dove personalizzazione, velocità, precisione e sicurezza sono aspetti fondamentali. Il ciclo continuo e la sincronizzazione delle stazioni riducono i tempi ciclo e aumentano la capacità produttiva, per una maggiore efficienza operativa. Il robot RV-4FRLM-D integrato permette riconfigurazioni rapide e adattabilità a processi differenti, consentendo una grande versatilità applicativa della macchina, mentre la gestione centralizzata tramite il PLC FX garantisce ripetibilità e controllo costante della qualità, con un’elevata precisione.
Mattia Barattolo
LA VETRINA ESSENZIALE IN ITALIA PER LA VITERIA, BULLONERIA E SISTEMI DI FISSAGGIO
Fastener Fair Italy offre un’opportunità eccezionale per promuovere nuove interazioni e costruire proficue relazioni commerciali tra produttori, grossisti, distributori e utenti finali di fissaggi e bulloneria di tutti i principali settori industriali, tra cui:
• Viteria, bulloneria e sistemi di fissaggio industriali
• Sistemi di fissaggio per l’edilizia
• Sistemi di montaggio e installazione
• Tecnologia di produzione dei dispositivi di fissaggio
• Stoccaggio, distribuzione, attrezzature di fabbrica
• Informazioni, comunicazione e Servizi
Unisciti a 3.700 professionisti del settore e scopri cosa hanno da offrire 200 espositori leader
Precisione, automazione e affidabilità per una produzione di innesti rapidi ad alte prestazioni.
Con il supporto tecnico di Synergon, Stucchi ha scelto le macchine Index per garantire continuità, efficienza e qualità assoluta nelle proprie lavorazioni
di Luca Vieri
Fondata nel 1960 a Treviglio, Stucchi è oggi uno dei principali produttori mondiali di innesti rapidi per la connessione e disconnessione in sicurezza di circuiti fluidici. L’azienda, ancora a conduzione familiare ma con una presenza globale, opera in oltre 90 Paesi grazie a filiali dirette negli Stati Uniti, in Cina, Australia, Brasile, Sud Africa e India. Il nome Stucchi è sinonimo di affidabilità in applicazioni che spaziano dal movimento terra all’agricoltura, dall’oil & gas ai trasporti, fino alla refrigerazione, al raffreddamento e a numerosi altri ambiti industriali. Gli innesti rapidi possono essere forniti a catalogo oppure sviluppati su misura in base alle esigenze specifiche dei clienti. In ogni settore, l’azienda si distingue per la capacità di coniugare progettazione interna, ricerca sui materiali e una produzione interamente realizzata in Italia. Negli stabilimenti di Pagazzano operano quotidianamente circa 200 collaboratori, distribuiti su due siti produttivi italiani, mentre il totale dei dipendenti a livello globale supera le 260 unità. Queste risorse sono impegnate nella realizzazione di migliaia di componenti ad altissima precisione. L’attenzione ai dettagli, il controllo qualità su ogni fase e l’adozione di processi automatizzati fanno di Stucchi un punto di riferimento per chi richiede connessioni rapide affidabili, durevoli e sicure. L’innovazione è parte integrante della filosofia aziendale: l’ufficio tecnico sviluppa costantemente nuove soluzioni per rispondere a normative sempre più stringenti e a mercati in continua evoluzione. La performance di un innesto rapido si misura in
TECNOLOGIA PER INNESTI PERFETTI
decimi di millimetro. Ogni accoppiamento, ogni superficie di tenuta e ogni componente interno devono garantire la perfetta tenuta del fluido anche sotto pressione elevata e in condizioni ambientali severe. Per raggiungere questi risultati, oltre a un progetto accurato, è necessaria una manifattura di assoluta precisione, supportata da macchinari in grado di mantenere la qualità costante nel tempo.
50%
In alcuni casi, su particolari particolarmente complessi realizzati da Stucchi, la riduzione dei tempi ciclo ha raggiunto anche il 50%, con un impatto diretto sulla capacità produttiva e sulla marginalità
La collaborazione con Synergon nasce da una conoscenza consolidata nel settore delle macchine utensili ad alta tecnologia. Nel tempo, incontri in fiera e visite tecniche hanno consentito a Stucchi di apprez-
zare non solo la qualità delle soluzioni proposte, ma anche l’approccio consulenziale e la preparazione tecnica del team. Durante la fase di pre-vendita, il contributo di Synergon è stato determinante: simulazioni, layout personalizzati e consulenze sull’attrezzaggio hanno permesso di definire la configurazione ideale delle linee produttive. Anche dopo l’installazione, il rapporto è proseguito con attività di formazione dedicate e un’assistenza post-vendita costante e puntuale.
Nel parco macchine Stucchi operano oggi diversi modelli Index: MS22-6, MS40-6,
MS40-8, MS52-6, G200 e C100. Le macchine della serie MS, torni plurimandrino CNC, sono progettate per produzioni complesse con volumi medio-elevati, dove rapidità di ciclo e ripetibilità rappresentano fattori critici. I modelli G200 e C100 sono invece torni bimandrino altamente versatili, ideali per lavorazioni su lotti tecnici di volume medio-basso che richiedono flessibilità, precisione spinta e tempi di attrezzaggio contenuti. Tutte le macchine condividono l’elevata qualità costruttiva
Precisione, sicurezza e continuità produttiva negli innesti rapidi
Fabio Fustinoni, direttore operativo di Stucchi, illustra come i torni Index e il supporto Synergon abbiano migliorato sicurezza, continuità operativa, flessibilità e qualità produttiva
Garantire affidabilità nel tempo, mantenere tolleranze micrometriche e assicurare continuità produttiva sono sfide quotidiane nella realizzazione di innesti rapidi ad alte prestazioni. Fabio Fustinoni racconta le scelte tecnologiche e organizzative che hanno accompagnato l’evoluzione dei processi produttivi.
Quanto conta la precisione nella qualità del prodotto finale?
I nostri prodotti devono garantire sicurezza e continuità operativa anche dopo migliaia di cicli. La realizzazione di componenti con tolleranze così strette richiede macchine estremamente stabili, precise e affidabili. Per questo abbiamo scelto torni di fascia alta come quelli prodotti da Index.
Come si arriva a una scelta tecnologica così mirata?
Synergon si è distinta sin dall’inizio per competenza applicativa e rapidità di risposta. Abbiamo effettuato un benchmark su diversi costruttori, ma la proposta Index, presentata e supportata da Synergon, si è rivelata la più adatta alle nostre esigenze produttive.
Quali vantaggi concreti offre l’integrazione delle nuove macchine?
Grazie al G200 possiamo realizzare componenti finiti in un’unica fase, con finiture superficiali fino a Ra 0,1. Questo si traduce in massima efficienza, riduzione drastica
dei tempi di processo e qualità superficiale costante nel tempo.
In che modo la flessibilità incide sulla competitività?
L’architettura modulare dei torni Index ci consente di adattarci rapidamente alle richieste del mercato, ottimizzando le risorse e riducendo i tempi morti.
Quanto pesa il supporto del fornitore nel tempo?
Oltre alla qualità dei macchinari, il valore aggiunto è il servizio. Il team Synergon è sempre disponibile, propositivo e competente: una presenza concreta che ci permette di mantenere altissimo il livello di efficienza.
Che bilancio si può tracciare oggi di questo percorso?
Possiamo affermare con piena soddisfazione che la collaborazione con Synergon e l’adozione delle macchine Index hanno rappresentato un salto qualitativo decisivo. Abbiamo aumentato la nostra competitività, migliorato la produttività e reso ancora più solido il legame fra innovazione, qualità e Made in Italy. L.V.
precisione
La performance di un innesto rapido si misura in decimi di millimetro. Ogni accoppiamento, ogni superficie di tenuta e ogni componente interno devono garantire la perfetta tenuta del fluido
Gli innesti rapidi trovano applicazioni in svariati ambiti industriali dal movimento terra all’agricoltura, dall’oil & gas ai trasporti, fino alla refrigerazione e al raffreddamento
tipica di Index, unendo velocità operativa, modularità e prestazioni dimensionali di alto livello.
Le macchine della serie MS, disponibili nelle versioni a sei e otto mandrini, costituiscono il cuore della produzione Stucchi a medio volume. Ogni mandrino opera su una fase diversa dello stesso pezzo, che viene completato progressivamente attraverso le varie stazioni, consentendo di ottenere un componente finito in pochi secondi con un flusso continuo ed efficiente. La rigidità strutturale e l’elevata stabilità termica assicurano la ripetibilità dimensionale anche nei cicli più lunghi, mentre i sistemi di attacco utensili integrati riducono drasticamente i tempi di riattrezzaggio.
Il modello G200 rappresenta la massima espressione di versatilità applicativa: un centro di tornitura e fresatura integrata, dotato di tre torrette motorizzate e asse B con mandrino ad alta potenza, capace di eseguire lavorazioni complete in un unico piazzamento anche su componenti ad alta complessità geometrica. Il tornio C100, invece, è stato introdotto per la produzione di particolari tecnici di piccole dimensioni, grazie a un’architettura compatta ma altamente dinamica, con tre torrette indipendenti e configurazione bimandrino che consente lavorazioni simultanee su più facce del pezzo.
L’introduzione delle macchine Index ha determinato un salto qualitativo significativo. I test sui componenti reali hanno evidenziato un miglioramento medio dell’efficienza produttiva compreso tra il 25 e il
30% rispetto alle soluzioni precedenti. In alcuni casi, su particolari particolarmente complessi, la riduzione dei tempi ciclo ha raggiunto anche il 50%, con un impatto diretto sulla capacità produttiva e sulla marginalità.
Un ulteriore vantaggio è rappresentato dalla rapidità di attrezzaggio: grazie ai sistemi di cambio utensile e alla gestione integrata del controllo numerico Siemens, il passaggio da un lotto all’altro avviene in tempi ridotti, garantendo continuità e flessibilità produttiva. L’automazione riveste inoltre un ruolo chiave nella gestione efficiente delle isole di lavorazione. L’integrazione dei torni con sistemi di monitoraggio e controllo in tempo reale ha migliorato la tracciabilità dei componenti e la stabilità dei processi, semplificando il lavoro degli operatori e consentendo interventi rapidi in caso di anomalie. Grazie all’integrazione delle soluzioni Index, Stucchi ha ulteriormente consolidato la propria leadership nella produzione di innesti rapidi ad alte prestazioni. L’affidabilità delle macchine e la stabilità dei processi consentono di garantire una qualità costante anche su lotti tecnici di medio e basso volume, riducendo scarti e rilavorazioni e migliorando la continuità operativa. Parallelamente, l’azienda guarda al futuro con l’obiettivo di potenziare ulteriormente l’automazione e introdurre soluzioni di monitoraggio digitale orientate alla manutenzione predittiva, in un percorso di evoluzione digitale e culturale continuo supportato dalla collaborazione con Synergon.
Trasformare la produzione in cultura industriale
Da officina meccanica ad azienda evoluta. Ecco come Omas Divisione Meccanica ha posto le basi della propria crescita, anche culturale, grazie alla stretta collaborazione con Hoffmann Group di Luca Vieri
Alcune imprese , in un settore in cui la tecnologia evolve rapidamente e la competitività non ammette improvvisazione, scelgono di andare oltre il semplice adeguamento al cambiamento, ripensando in modo strutturato il proprio modello operativo. È il percorso intrapreso da Omas Divisione Meccanica, che ha impostato la crescita su una visione chiara: l’innovazione non è solo tecnologia, ma soprattutto mentalità, metodo e organizzazione.
L’azienda ha superato il concetto tradizionale di officina, strutturandosi come realtà industriale evoluta, in cui ottimizzazione dei processi, integrazione tecnologica e governo dei dati sono parte integrante del modello organizzativo. Anche una PMI può così esprimere un’elevata maturità industriale, se dotata di strumenti adeguati, ruoli chiari e processi misurabili.
L’innovazione non coincide con il solo rinnovo del parco macchine, ma riguarda l’intero ecosistema produttivo: persone, strumenti, dati e processi che consentono decisioni consapevoli.
Con la crescita, la gestione della complessità diventa centrale: senza metodo,
ORGANIZZAZIONE COME LEVA DI CRESCITA
L’innovazione non è solo tecnologia, ma cultura organizzativa, competenze e dati. La visione di Armando Capeccio racconta un percorso di trasformazione industriale
«Oggi non parliamo più di officine, ma di aziende evolute, dove ottimizzazione, innovazione e tecnologia sono parte integrante del modello organizzativo». È da questa consapevolezza che prende forma il percorso di crescita di Omas Divisione Meccanica, fondato su una visione che mette al centro metodo e mentalità.
«Pensare in grande non è una questione di dimensioni, ma di approccio: anche una PMI può essere un modello industriale se sceglie di strutturarsi e lavorare con metodo». In questa prospettiva, l’innovazione non coincide con il semplice rinnovo del parco macchine, ma riguarda tutto ciò che ruota attorno alla produzione: persone, strumenti, dati e processi che consentono di governare le decisioni.
La differenza tra improvvisazione e organizzazione è sottile ma decisiva, e diventa evidente con la crescita dell’azienda. «Le vere sfide non sono solo produttive, ma soprattutto culturali e organizzative. Un’azienda è un team: devono essere chiari ruoli, responsabilità e obiettivi».
In questo contesto, la scelta dei partner assume un valore strategico. «Avere un unico ecosistema non è una comodità, ma una scelta di controllo. Se costruisci un modello basato su metodo e misurabilità, servono partner che condividano la stessa lingua». Un ecosistema che integra fornitura, gestione digitale, formazione, analisi tecnica e servizio, riducendo le variabili operative.
Il valore della collaborazione emerge in un modello produttivo basato sul tempo: «vendendo ore, lavorare con partner che condividono una visione organizzativa significa fare un salto di livello». La conoscenza diventa così una leva competitiva, accelerando la crescita tecnica e culturale. Il confronto continuo su processi e dati è centrale: «non si tratta solo di forniture, ma di analisi, lettura dei dati e soluzioni basate su obiettivi misurabili». La formazione completa il percorso: introdurre nuove tecnologie non basta senza rendere le persone consapevoli del perché delle scelte. I risultati sono concreti, ma la trasformazione più rilevante è culturale: comprendere le cause, non solo gli effetti. In questo modello, l’utensile diventa elemento centrale del processo e viene gestito con metodo, all’interno di un flusso continuo e integrato, dall’operatività alla pianificazione. L.V.
l’aumento delle attività rischia di generare disordine. Per questo Omas DM ha lavorato su pianificazione dei flussi, chiarezza organizzativa, obiettivi misurabili e controllo dei risultati.
In questo percorso si inserisce la collaborazione con Hoffmann Group, oggi fornitore della maggior parte degli utensili per asportazione di truciolo. Il valore della partnership risiede nel sistema integrato di prodotti, servizi e soluzioni che accompagna la fornitura, riducendo le variabili operative e aumentando il controllo dei processi.
L’ecosistema comprende distribuzione automatica, digitalizzazione degli acquisti, servizi di riaffilatura, banche dati utensili, consulenza tecnica e formazione. La conoscenza diventa così una leva strategica: il confronto continuo con tecnici specializzati accelera la crescita tecnica e culturale, riducendo la variabilità e migliorando le performance.
metodo
Organizzazione, dati e competenze guidano la crescita industriale delle imprese. Questa è la strada seguita anche da Omas DM
La formazione interna completa il modello: introdurre nuove tecnologie significa investire sulle persone, rendendole consapevoli delle scelte tecniche e organizzative. I risultati sono una maggiore stabilità dei processi, tempi di attrezzaggio ridotti e standard qualitativi più costanti, insieme a un cambiamento culturale profondo. In questo quadro, l’utensile è gestito come elemento centrale del processo, all’interno di un flusso continuo e integrato che va dall’operatività alla pianificazione. Per Omas Divisione Meccanica, la trasformazione non è un traguardo, ma un percorso continuo di miglioramento condiviso con partner che ne interpretano visione e approccio industriale.
Armando Capeccio, titolare di Omas Divisione Meccanica
PRODUZIONE Antonio Iovene a.iovene@lswr.it cel. +39 349
Si rende noto che dati in nostro possesso liberamente ottenuti per poter effettuare servizi relativi a spedizioni, abbonamenti e similari, sono utilizzati secondo quanto previsto dal D.Legs.196/2003. Titolare del trattamento è Edra Edizioni srl, via G.Spadolini 7, 20141 Milano (info@quine.it). Si comunica inoltre che dati personali sono contenuti presso la nostra sede in apposita banca dati di cui è responsabile Quine srl e cui è possibile rivolgersi per l’eventuale esercizio dei diritti previsti dal D.Legs 196/2003. Eclusione di responsabilità per il contenuto - Gli articoli presenti nelle rivista esprimono l’opinione degli autori e non impegnano Edra Edizioni srl. Tutti prodotti recensiti sulla rivista sono ideati, fabbricati e commercializzati da aziende che non hanno alcun rapporto di interdipendenza con l’Editore o la Federazione. Edra Edizioni srl non è responsabile per le lesioni e/o danni a persone o a cose risultanti da ogni dichiarazione diffamatoria, reale o presunta, da ogni violazione di diritti di proprietà intellettuale o di diritti alla privacy, o da ogni responsabilità per danno da prodotti difettosi. Esclusione di responsabilità per gli annunci pubblicitari
o servizi pubblicizzati ivi descritti o delle dichiarazioni o affermazioni fatte dagli inserzionisti in merito a tali prodotti o servizi. Ai sensi dell’art. 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, dati di tutti lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dagli art.
S.p.A.
delle
rivista. Il titolare del trattamento dei dati è Edra S.p.A., Viale E. Forlanini 21 - 20134 Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui agli articoli 15-21 del GDPR.
Testata Associata
La gestione integrata degli utensili riduce burocrazia, elimina problemi di approvvigionamento e migliora continuità e produttività
di Fabio Biondi
Produrre componenti in lotti ripetuti concentrandosi esclusivamente sulla consegna, senza doversi occupare di approvvigionamento utensili, logistica o prestazioni. Nessun problema di riassortimento o qualità, nessun “panico da ultimo minuto” per utensili mancanti. Oggi i produttori non possono permettersi di essere sommersi da pratiche amministrative che rallentano la produttività.
Come spiega Johan Huss, Vicepresidente Prodotti e servizi digitali di Sandvik Coromant, il futuro risiede in modelli di business capaci di ridurre la complessità in officina e collegare direttamente i costi alla produttività reale. Secondo il report State of Manufacturing di Fictiv, il 44% degli ingegneri dedica almeno sei ore settimanali alle attività di approvvigionamento; nel 2025 il 19% ha superato le otto ore, in crescita rispetto al 2024. Un segnale chiaro dell’aumento di complessità della catena di fornitura.
Il problema non riguarda solo il tempo speso negli ordini. Sebbene l’attrezzamento rappresenti appena il 3–5% dei costi di produzione, una sua cattiva gestione genera inefficienze diffuse: fermi operatore, scarti e acquisti d’emergenza. Fino al 20% del tempo di un operatore può essere perso semplicemente cercando l’utensile giusto. Questi dati evidenziano la necessità di soluzioni di approvvigionamento più efficienti, in grado di semplificare i flussi di lavoro e permettere ai team di concentrarsi su attività a maggior valore.
Qui entrano in gioco i modelli basati sui risultati. Nei contesti ad alta produttività, il tradizionale ciclo di approvvigionamento - controllo scorte, ordini, monitoraggio consegne e gestione fatture - si ripete continuamente, bloccando capitale e sottraendo tempo alla produzione. I modelli “pay-per-use” ribaltano questo approccio: invece di acquistare utensili come consumabili, i produttori pagano un costo fisso per ogni componente finito.
Con il servizio Pay per Part, Sandvik Coromant elimina la complessità del processo e garantisce trasparenza sui costi. Il servizio parte da un’analisi approfondita degli obiettivi del cliente e della strategia di attrezzamento, per individuare ineffi-
Ripensare i costi di attrezzamento
cienze e definire una soluzione su misura.
La selezione degli utensili più efficienti, l’ottimizzazione dei parametri di processo e l’integrazione di soluzioni digitali consentono di arrivare a un costo fisso per componente, prevedibile e controllabile. I vantaggi sono evidenti: costi chiari, operazioni semplificate, maggiore affidabilità di processo, riduzione di fermi e scarti. Il modello favorisce anche la sostenibilità grazie a ricondizionamento degli utensili,
44%
Gli ingegneri che dedicano almeno sei ore settimanali agli ordini
minori imballaggi e logistica ottimizzata. Pay per Part non è un servizio statico ma un percorso di miglioramento continuo, basato su dati e know-how applicativo. In questo modo, Sandvik Coromant non fornisce solo utensili, ma tempo, stabilità e risultati concreti, permettendo ai produttori di mantenere la produzione efficiente, prevedibile e orientata al valore.
(Leonardo da Vinci)
Fondato nel 1945 da Mino Tenaglia
Hai sviluppato una soluzione capace di fare la differenza nel campo dell’automazione? 26-28 MAGGIO 2026 | FIERE DI PARMA
In occasione del Motion Meeting 2026, Studer ha acceso i riflettori sulla rettificatrice cilindrica di precisione S23, progettata per unire compattezza, rigidità strutturale e flessibilità applicativa di Fabio Chiavieri
Presentata al pubblico mondiale in occasione della fiera EMO di Hannover dello scorso settembre, la rettificatrice cilindrica universale S23 è stata la protagonista anche del Motion Meeting 2026 di Studer. Questa macchina si distingue per una struttura compatta elevata precisione, grande flessibilità e moderna tecnologia di rettifica con un interessante rapporto qualità-prezzo.
«Grazie alla sua dotazione di alta qualità, alla precisione e alla flessibilità, la S23 completa la nostra gamma fra il segmento entry level e il segmento premium» dice Sandro Bottazzo, ceo di Fritz Studer AG.
COMPATTA FUORI, GRANDE IN PRECISONE
Novità
Con un ingombro ridotto, questa macchina è dotata di una tecnologia di rettifica all’avanguardia e affidabile: la moderna architettura hardware e software Core, un asse B automatico con dentatura Hirth di 1° per un massimo di tre utensili di rettifica, motomandrini a frequenza controllata o trasmissioni a cinghia, senza dimenticare il basamento in Granitan® con le sue eccellenti proprietà termiche e di antivibrazione. Con questa rettifica, i clienti beneficiano, inoltre, di un design innovativo sviluppato da Studer per la S23. La disposizione della testa del mandrino di rettifica consente un’ampia libertà di movimento degli utensili di rettifica in un unico serraggio e aumenta l’efficienza soprattutto con pezzi geometricamente complessi. La più moderna tecnologia di rettifica, come il rilevamento del contatto, l’equilibratura semiautomatica della mola per rettifica esterna e l’autocalibratura in processo opzionale, garantiscono, inoltre, risultati di alta qualità.
Offrendo grande precisione e sicurezza di processo, rettifica pezzi di piccole e medie dimensioni, anche con geometrie complesse, nella produzione singola e in serie, la S23 si adatta a un ampio ventaglio di applicazioni.
Dice Rolf Grossenbacher, direttore vendite di Studer: «Questa rettificatrice è ottimale per la produzione nella costruzione di stampi e utensili, nell’industria automobilistica e dei fornitori, nell’industria aerospaziale e nella tecnologia medica. Grazie alla tecnologia digitale e al sistema di sensori, analisi sensoriale e tecnologia di sensori all’avanguardia, l’utilizzo è semplice e intuitivo».
«La S23 è quindi una rettificatrice cilindrica universale ad alta precisione con un eccellente rapporto qualità-prezzo» ag -
giunge Sandro Bottazzo. Durante l’evento, il management di Studer ha presentato i risultati relativi all’esercizio 2025. Il fatturato complessivo si è attestato leggermente al di sotto di quello dell’anno precedente, ma ha comunque superato le previsioni iniziali grazie a una forte accelerazione nella parte finale dell’anno. Il buon posizionamento sul mercato ha consentito all’azienda di ottenere risultati solidi in Nord America, nonostante le difficoltà legate ai dazi doganali. Anche l’Asia, con particolare riferimento alla Cina, ha registrato performance positive e superiori rispetto all’anno precedente. Sul fronte degli ordini macchina, Studer ha migliorato i risultati rispetto all’esercizio precedente. Particolarmente rilevante il dato relativo ai nuovi clienti, che hanno rappresentato il 44% del totale. A sostenere questo risultato sono stati soprattutto
compattezza
Nonostante l’ingombro ridotto, la S23 offre una tecnologia di rettifica all’avanguardia e affidabile, con un eccellente rapporto qualità-prezzo
gli ordini provenienti da Nord America, Asia e da mercati europei come Francia, Repubblica Ceca e Danimarca. Al contrario, Germania, Italia e Svizzera hanno chiuso con risultati inferiori alle aspettative. Nel complesso, l’azienda è comunque riuscita a mantenere o aumentare le proprie quote di mercato a livello globale. Andamento molto positivo anche per il comparto Customer Care. Come spiegato da Bottazzo, l’organizzazione di assistenza, attiva a livello mondiale e vicina ai clienti, ha permesso di raggiungere nuovi record di fatturato nei servizi di assistenza e manutenzione. Un ulteriore record riguarda il settore aerospaziale, il segmento più importante, rappresentando quasi un terzo di tutti gli ordini acquisiti.
ANNO 82 mArzO 2026
Global Industrie
30 marzo – 2 aprile 2026
Parigi Nord Villepinte
La manifestazione parigina si concentra sui temi strategici che stanno ridefinendo il panorama industriale attuale. Attraverso un percorso tematico dedicato, l’evento racconta le innovazioni emergenti, le sfide da affrontare e le soluzioni che guideranno l’evoluzione del settore. Dalla sostenibilità ambientale alla digitalizzazione dei processi, fino allo sviluppo di nuove competenze professionali.
Wire and Tube
13-17 aprile 2026 | Düsseldorf
Le due manifestazioni rappresentano appuntamenti di primaria rilevanza a livello mondiale per le industrie del filo, dei cavi e dei tubi. Per cinque giorni, fino al 17 aprile, il quartiere fieristico cittadino diventerà un hub internazionale di riferimento per il settore. Ad oggi hanno confermato la partecipazione oltre 2.700 aziende espositrici provenienti da 65 Paesi, su una superficie complessiva di circa 120.000 metri quadrati.
GLI APPUNTAMENTI
https://www.global-industrie.com
NEL CUORE PULSANTE
DELLA MANIFATTURA
Dal 4 al 6 marzo 2026 il quartiere fieristico di Bologna torna ad essere il punto di riferimento per il mondo manifatturiero con una nuova edizione di Mecspe, l’evento dedicato alle tecnologie per la produzione, alla transizione ecologica e allo sviluppo delle competenze. Dopo l’appuntamento di Bari, la manifestazione rientra nel capoluogo emiliano in una fase cruciale per il settore, chiamato a confrontarsi con
cambiamenti strutturali che interessano processi produttivi, modelli organizzativi e fabbisogni professionali. L’iniziativa si propone come luogo di dialogo tra imprese, istituzioni e sistema della ricerca, con l’obiettivo di offrire strumenti concreti per affrontare l’evoluzione digitale e sostenibile dell’industria.
La manifattura resta uno dei pilastri dell’economia nazionale: con oltre 490 mila imprese attive, il comparto presenta una di-
https://www.wire-tradefair.com/
stribuzione equilibrata lungo tutta la Penisola, dal Nord-Ovest al Mezzogiorno e alle Isole, confermando il suo ruolo strategico per la competitività del Paese. Un settore solido, ma in trasformazione. Le aziende stanno orientando sempre più le proprie strategie verso digitalizzazione, sostenibilità ambientale e valorizzazione del capitale umano. L’intelligenza artificiale emerge come fattore abilitante per l’efficienza e la qualità dei processi produttivi, mentre la transizione green si consolida attraverso modelli più circolari e responsabili. Parallelamente, cresce l’attenzione alla formazione continua e al dialogo con ITS e università, considerati leve essenziali per sostenere l’innovazione e il posizionamento del Made in Italy.
In questo contesto, l’edizione 2026 di Mecspe offre una panoramica articolata su tecnologie, soluzioni e approcci produttivi, grazie alla presenza di espositori italiani e internazionali e a 13 Saloni tematici. L’obiettivo è fornire agli operatori una visione concreta della fabbrica del futuro, integrando innovazione tecnologica, sostenibilità e sviluppo delle competenze. Il programma fieristico è affiancato da un calendario di incontri e iniziative focalizzate sulle sfide della Transizione 5.0. Dalla decarbonizzazione all’economia circolare, dal ruolo dei Competence Center fino alle applicazioni dell’intelligenza artificiale, dell’additive manufacturing e della stampa 3D.
https://www. mecspe.com
Hannover Messe
20–24 aprile 2026 | Hannover
CHIAVE
Hannover Messe è la manifestazione mondiale che anticipa i trend che nei mesi successivi influenzeranno investimenti e strategie. L’edizione 2026 si svolgerà in un contesto internazionale caratterizzato da transizione energetica, digitalizzazione e ridefinizione delle catene globali del valore. Per sostenere domanda e offerta tecnologica, la fiera propone strumenti mirati come Masterclass dedicate a specifici ambiti di innovazione e le Tavole Rotonde.
https://www.hannovermesse.de
SPS Italia
26–28 maggio 2026 | Parma
SPS Italia è l’evento fieristico dedicato all’industria manifatturiera evoluta, orientata a digitalizzazione, innovazione e sostenibilità. Considerata un riferimento per il settore in Italia, la fiera rappresenta l’appuntamento annuale per scoprire le tendenze emergenti e approfondire le sfide più attuali dell’automazione industriale.
https://spsitalia.it.messefrankfurt.com
Fastener Fair Italy
24-25 giugno 2026 | Milano
Fastener Fair Italy copre l’intero comparto della viteria e dei sistemi di fissaggio. L’evento rappresenta un’importante occasione di incontro e networking, pensato per mettere in contatto produttori, distributori e grossisti con utilizzatori finali e realtà industriali, favorendo la nascita di nuove collaborazioni commerciali. La fiera, appuntamebto unico nel panorama italiano, si rivolge a operatori nazionali e internazionali attivi nella produzione e distribuzione di viteria e fissaggi per l’industria e l’edilizia, oltre che nelle tecnologie produttive e nei servizi e prodotti collegati al settore.
https://www.fastenerfairitaly.com
Automatica
24–27 giugno 2026 | Monaco di Baviera
Considerata tra le principali fiere mondiali dedicate all’automazione intelligente e alla robotica, la manifestazione riunisce tutte le tecnologie chiave del settore. L’evento rappresenta un punto di incontro e di confronto costruttivo e orientato al futuro tra industria, mondo della ricerca e istituzioni. Offre inoltre una panoramica completa su trend, temi, innovazioni e soluzioni, fornendo un supporto concreto all’orientamento strategico e alla sicurezza degli investimenti in una fase di profonda trasformazione.
https://automatica-munich.com
SUCCESSO DI ESPOSITORI PER LA PROSSIMA BIEMH
La fiera, che si svolge dal 2 al 6 marzo 2026 a Bilbao, si conferma come uno dei principali appuntamenti internazionali per la manifattura avanzata, inaugurando il calendario fieristico globale del settore. Le aziende confermate rappresentano un ampio spettro dell’ecosistema industriale, che spazia dalle macchine utensili e l’automazione al software, alla metrologia e ai
servizi avanzati di produzione. L’elevato numero di partecipanti rafforza il ruolo di Biemh come punto d’incontro strategico per l’industria manifatturiera e come vetrina privilegiata per la presentazione di nuove soluzioni tecnologiche. Il prodotto sarà uno dei temi centrali di Biemh 2026, con un’ampia esposizione di macchinari, comprese soluzioni di grande formato in funzione
direttamente negli stand. Per favorire questo tipo di esposizione, gli organizzatori hanno lanciato un programma specifico di supporto all’esposizione delle macchine, rafforzando uno degli elementi distintivi della fiera. L’evento ospiterà inoltre un’area dedicata ad automazione, robotica e digitalizzazione, ambiti chiave per il miglioramento dell’efficienza industriale e della competitività. È prevista anche una forte presenza italiana con oltre 160 aziende espositrici alla manifestazione.
Biemh 2026 è organizzata da AFM - Machine Tool Manufacturers, Aimeh - Machine Tools Importers e Bilbao Exhibition Centre, con Spri - Governo Basco.
https://biemh.bilbaoexhibitioncentre.com/en/
4-6 Marzo 2026 | BolognaFiere
Siamo al Villaggio ASCOMUT Pad. 16 - Stand: C19
VUOI IL NUOVO CATALOGO?
RICHIEDILO! Via web, WhatsApp o fax
• Compila il modulo qui a fianco e inviarlo
Fax: 02 3314314 WhatsApp: 02 345761
... oppure...
• Compila il modulo online su www.sicutool.it/ Catalogo/Chiedi-catalogo-Sicutool-Utensili
Alla pagina www.sicutool.it/Catalogo/Flip-Book è disponibile il flip-book (catalogo digitale sfogliabile) Sicutool Utensili 2025, aggiornato ogni mese in base ad articoli non più fornibili, correzioni e modifiche.