Food & Drink Manufacturing UK - November & December 2025
Editor Paul Attwood editor@fdm-uk.co.uk
Editorial Assistant Sophie Weir editorial@fdm-uk.co.uk
Features Editor
Henry Peters editorial@fdm-uk.co.uk
Production/Design
Laura Whitehead laura@lapthornmedia.co.uk
Sales Manager
Holly Jones sales@fdm-uk.co.uk
Publishing Director
Maria Lapthorn maria@lapthornmedia.co.uk
Admin Assistant
Jade Still jade@lapthornmedia.co.uk
Lapthorn Media Ltd
5-7 Ozengell Place, Eurokent Business Park, Ramsgate, Kent, CT12 6PB
Process & Measurement Control: Heat Exchangers for Viscous Foods
Supply Chain & Logistics: Why ROI is more than just cost savings
Interview: Kwaku Owusu-Ansah, Industry Manager for Yale Lift Truck Technologies
Sustainability: First Steps to Decarbonising Your Manufacturing Plant
Daria Pashkova, Marketing Manager at Ohly discusses reinventing family favourites
Editor’s
Welcome to the latest issue of Food and Drink Manufacturing UK Magazine.
As 2025 draws to a close, this edition celebrates the innovation, collaboration, and resilience driving the sector forward. Highlights include HRS Heat Exchangers’ technology, new research into free school meal funding, and how safety and trust continue to define the infant formula market.
We also speak with Kwaku Owusu-Ansah of Yale Lift Truck Technologies, who shares how people and technology are shaping the factories of the future. As we look ahead to 2026, the momentum behind sustainable growth and smart innovation shows no sign of slowing.
We hope you enjoy this issue. As always, if you have news you’d like us to feature, please email us at editorial@fdm-uk.co.uk.
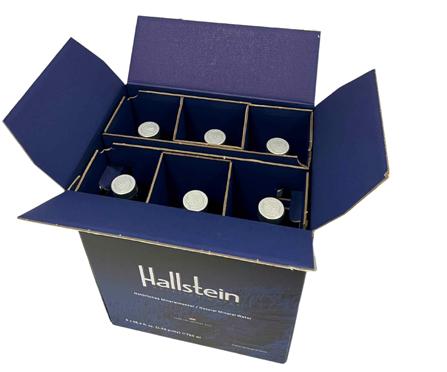
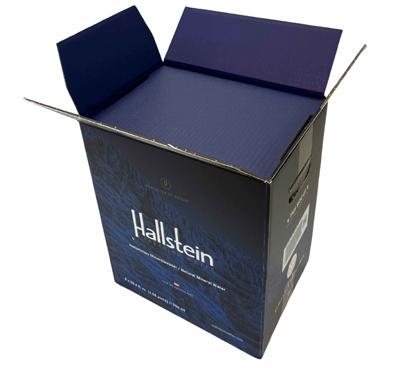
DS Smith and Alpine Water Innovate Protective Fibre-Based Packaging Solution for Hallstein Artisan Mineral Water
DS Smith and Alpine Water Produktions- und Vertriebsgesellschaft m.b.H., announce their recently innovated packaging solution for the artesian mineral water brand, Hallstein.
The new transport box has been designed to protect Hallstein’s glass bottle consignments during transportation to e-commerce customers, and comprised of corrugated cardboard, they are intended to replace the brand’s previous packaging solution, which was dependant on Polyethylene, a closed cell foam, also referred to as a PE foam for inlay and inserts.
Each individual transport box has a capacity to hold six 750ml glass mineral water bottles, and where required, the packaging capacity can be flexibly increased and combined with outer casing in a variety of sizes to hold up to nine, twelve, fifteen, or eighteen additional bottles.
The design team applied their unique and industry-first Circular Design Metrics (CDM) tools to rate and compare the circularity of the old and new packaging design across eight different categories, ranging from carbon footprint and design for reuse, to supply chain optimisation, materials utilisation, and recyclability.
The CDM indicators were used in conjunction with the DS Smith TCO Pack – Lower Cost – Value Tool, to understand and reduce the Total Cost of Ownership (TCO) of the packaging solution, and the costs associated with owning, using, and maintaining the product, alongside its full lifecycle benefits.
As a part of their research, the design team discovered that twice as many Hallstein transport boxes can be constructed and packed on the production line within the same time-period as the previous packaging solution. In addition, the new packaging has been found to be fast and easy to construct with pre-glued elements.
As a part of their research, the design team discovered that twice as many Hallstein transport boxes can be constructed and packed on the production line within the same timeperiod as the previous packaging solution.
The transport box design is also simple for the end-consumer to access, and fold away or, recycle within domestic schemes, and the external surface area is ideal for placing brand logo, artwork, or graphics with the current casements displaying bold flexographic printing in the Alpine Water GmbH blue.
Paragon Brands unveils new sleeve design for Zubrówka Biała
Żubrówka Biała, popular Polish vodka brand, is sporting a fresh ice-cold forest-inspired look, following a new sleeve design launching onto supermarket shelves this month.
Leading with the brand’s iconic bison, which sits at the heart of Żubrówka, the new sleeve features striking blue and white colours, evoking elements of the Polish Bialowieża forest in winter. The bison is renowned as the king of the forest and the new sleeve spotlights this with a vibrant motif on the bottle.
The Żubrówka brand is intrinsically connected to the Białowieża Forest – the wildest forest in Poland – where the bison grass grows and the wilderness of nature is embedded in the brand’s DNA.
Żubrówka Biała Polish vodka (37.5% abv) 1-litre with the new forest-inspired sleeve will be available in Asda and Sainsbury’s.
Croxsons Showcases New Spirits Bottle Range at London Packaging Week
Glass packaging specialist
Croxsons unveiled its new spirits bottle range at this year’s London Packaging Week. It marked the first major show debut for the family-owned company’s latest designs, which blend premium aesthetics with functional performance and sustainability.
Developed to help brands balance heritage, innovation and environmental responsibility, the new range offers rightweighted options that support carbon and cost reductions through lower EPR fees.
The collection took centre stage on Croxsons’ stand, complemented by refreshed branding and graphics to highlight each bottle’s distinctive design.
Croxsons also showcased a selection of bespoke packaging
created in collaboration with global and independent drinks brands, demonstrating its expertise in closures, decoration and custom design solutions.
Adding to the company’s presence at the show, CEO Tim Croxson joined the event’s conference programme, taking part in the panel discussion “Policy on Top: What the latest packaging reforms mean for the drinks industry.” The session explored the effects of EPR and DRS reforms, the challenges for producers, and how regulation is shaping the transition towards circular packaging models.
London Packaging Week once again drew thousands of visitors from across the packaging, design and manufacturing sectors, underlining its position as a leading UK showcase for packaging innovation.
SodaStream breaks new ground with fruit Schorlen-Mix in SIG Dome carton bottles
SodaStream, a leading global brand in sparkling water makers, has chosen the SIG Dome 500ml carton bottle for its new Apple SchorlenMix and Grape Schorlen-Mix syrups. This marks SodaStream’s entry into the fruit Schorlen segment and its first use of aseptic carton packs as part of SodaStream’s continued commitment to sustainability.
The SIG Dome carton bottle stands out for uniquely combining the best of two worlds. It offers all the protective, environmental, and logistical benefits of a carton pack and at the same time the convenience of a bottle thanks to its light weight and central closure position.
SodaStream, standing for mindful consumption, has built its reputation on a circular eco-system of sparkling water makers, flavors and refillable CO₂ cylinders, enabling consumers to make sparkling beverages at home while replacing single-use plastic bottles.
With the launch of fruit SchorlenMix, SodaStream is expanding its product range of flavors. By opting for aseptic carton packs for the first
time, SodaStream is underscoring its commitment to more sustainable, resource-efficient consumption.
Designed for recycling, SIG Dome is mainly made from FSC™-certified paperboard and produced using 100% renewable electricity. With the high share of forest-based renewable material as well as a sophisticated
resource-efficient and space-saving design, SIG Dome comes with several environmental benefits compared to alternative packaging options like plastic bottles. By choosing SIG Dome, SodaStream signals the entry into a new era demonstrating how a brand can successfully enter a new market segment while further prioritizing sustainability.
Supplier Gallery 2025: Ten Packaging Breakthroughs That Shone at London Packaging Week
At this year’s London Packaging Week, ten standout innovations took centre stage in the Supplier Gallery 2025, a showcase celebrating the most original and impactful packaging developments from across the global industry.
Selected from hundreds of entries, the final ten reflected advances across materials, design, and functionality.
Judges Paul Jenkins (ThePackHub), Szymon Klos (Unilever), Stefan Casey (io.tt) and Victoria Whyley (Aldi) praised the exceptional calibre of submissions, noting how rapidly the sector continues to evolve.
The ten innovations featured were:
• Autajon – Fortnum & Mason Infusion Tea: fully recyclable, compostable tea tubes made from 100% recycled materials (left).
• Seismo Packaging – Side-drawer Elevating Gift Box: a recyclable design transforming unboxing into a luxury experience.
• Chestnut Biopolymers – CNX 004.15: the first plant-based conductive electrical packaging, already adopted by RS Components.
• Micro-Pak Ltd. – Dri Clay Kraft: the only 100% plant- and mineral-based desiccant, outperforming plastic alternatives.
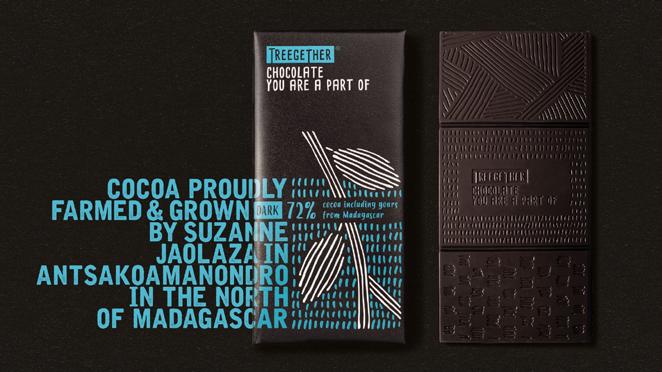
• ARD Design Agency – Treegether: chocolate packaging linking each bar to an individual cocoa tree and farmer (top right).
• Acopia Group – iWrap Hand System: the lightest hand-wrap dispenser on the market, improving ergonomics and efficiency.
• Crown Package Co. – Pure Palm Molding & Corrugated Packaging: made from waste palm wood to reduce virgin material use.
• Dongguan High Faith Paper Co. –Star MirrorPaper: the first degradable, water-based mirror paper.
• Movopack – Movo x Decathlon: reusable e-commerce packaging reducing waste by 98% (below).
• Mercury Global Packaging
– Fanscentic: a fan-opening box releasing fragrance through scented ink.
Beyond the Supplier Gallery, London Packaging Week also hosted the Pentawards Gallery, presenting 50 award-winning ‘Best of British’ designs, alongside the London Packaging Week Innovation Awards, which recognised 81 finalists across multiple sectors.
Carlsberg Britvic partners with DS Smith to create sustainable packaging innovation and cut over 50 tonnes of carbon dioxide emissions
DS Smith, an International Paper company, and leading global provider of sustainable fibrebased packaging solutions, has partnered with multi-beverage powerhouse Carlsberg Britvic to upgrade its OTOR4 packaging to a new OTOR8 ‘Bag-in- Box’ design.
The updated design is the first stage of the partnership which is aiming to improve the efficiency and sustainability of Carlsberg Britvic’s supply chain strategy.
Featuring a revised 8-sided shape that enhances strength, the new ‘Bag in Box’ design enables an average of 25% more boxes to be loaded onto each pallet. This optimisation reduces the number of pallets and lorries required annually for the 115-mile journey between Carlsberg Britvic’s manufacturing site in Leeds and the national distribution centre in Lutterworth.
As well as contributing to a reduction in carbon emissions, the upgraded
packaging provides further efficiency in the supply chain by optimising warehouse storage space, reducing the risk of leakage, and improving stability through its vertical design.
Shelf-ready packaging’s journey from logistics tool to brand builder
By Adam Platts, Sales & Marketing Director, VPK Packaging UK & Ire
For years, shelf-ready packaging (SRP) was treated as a purely logistical solution. It got products to store safely, simplified replenishment, and made life easier for retailers. For manufacturers, SRP was a cost of doing business, often led more by retailer mandates than by strategic choice.
But that picture is changing fast. Rising costs, tighter sustainability standards, and growing competition on shelf mean SRP is now a lever manufacturers can use to strengthen retailer relationships, protect efficiency, and boost brand performance at fixture. In short, SRP has become more than a logistics tool, it’s a marketing asset.
Brand recognition that protects sales
Packaging doesn’t just protect the product, it projects the brand. And in crowded categories like beer, cider, and soft drinks, visibility is everything. Strong SRP ensures branding is carried through consistently from warehouse to shelf, giving products the best chance of standing out and being recognised by loyal shoppers.
Colour blocking across fixtures, bold product claims, and clear navigation cues make it easier for time-pressed consumers to find “their” product quickly. In a category where switching is common, SRP can mean the difference between retaining a customer and losing one. For manufacturers, that directly translates into stronger throughput and healthier margins.
Supporting retailer requirements
Retailers continue to push for packaging that saves them time and cost. SRP that is quick to open, tidy on shelf, and easy to recycle ticks those boxes. Poorly designed packaging, on the other hand, can create friction in supply chains and even risk delisting if compliance standards aren’t met.
Machine-erect SRP formats are a key innovation here. Designed for high-speed automated lines, they cut downtime in packing operations while delivering consistently neat displays in-store. For manufacturers, that means higher efficiency in production, fewer manual handling issues, and packaging that retailers actively value.
Balancing sustainability with performance
Sustainability is now a baseline expectation, but delivering it without compromising efficiency or branding is the challenge.
This is where flexibility in design matters. Advances in CAD systems, board modelling, and print management enable manufacturers to build sustainability into SRP design without undermining performance. By selecting the right recycled/virgin material mix and optimising for pallet efficiency, packaging can reduce waste and emissions while still providing strong shelf impact.
The result is packaging that meets regulatory demands, protects supply chain performance, and delivers a clear sustainability story to both retailers and consumers.
Cutting SKU complexity
SKU proliferation is a growing challenge in the beverage sector, with seasonal promotions, multipacks, and retailer-specific formats adding cost and complexity. Corrugated SRP offers manufacturers a way to simplify
without losing shelf impact. Modular case designs let one structure serve multiple SKUs, with only graphics or fittings adjusted, cutting packaging SKUs and easing procurement and warehouse management.
Mono-material formats add efficiency by improving recyclability and logistics while keeping branding strong. The benefits are clear with fewer fulfilment errors, and a more resilient supply chain, all while delivering consistent, recognisable branding that strengthens shopper loyalty at fixture.
Collaboration as the route to impact SRP sits at the intersection of operations, marketing, procurement, and sustainability. To deliver value, it has to perform across all of these areas –not just one. That makes collaboration essential.
Frameworks, such as VPK’s Eight-Step Solution Cycle, provide a structured way to bring these priorities together. By combining technical expertise with brand objectives, SRP can be designed as part of a manufacturer’s wider commercial strategy, rather than a lastminute logistical fix.
More than just a box
For food and drink manufacturers, SRP is no longer simply about moving product from A to B. It’s about protecting supply chain efficiency, strengthening retailer relationships, and maximising impact where it matters most, on shelf.
As costs rise and competition intensifies, manufacturers who treat SRP as a marketing tool, not just a logistical necessity, will be the ones best placed to balance efficiency, sustainability, and shopper appeal.
Croxsons strengthens its long-standing values with B Corp certification
Leading glass packaging supplier Croxsons has received B Corporation (B Corp) certification, a globally recognised standard that measures social and environmental performance, transparency and accountability.
The certification recognises Croxsons as part of a select group of innovative organisations that meet the highest verified standards of social and environmental performance, transparency and accountability. Certified by B Lab, the non-profit behind the B Corp movement, this achievement proves that Croxsons has legally embedded its commitment to purpose beyond profit into its operations.
B Corp certification evaluates a business across five key areas: governance, workers, community, environment and customers. The process took about a year to complete, with Croxsons’ longstanding values and established practices providing a solid foundation for the assessment.
The certification reinforces Croxsons’ core values of integrity, responsibility and long-term partnership. Croxsons joins over 10,000 B Corps worldwide, including Gu Puds, Tony’s Chocolonely, Patagonia and Sipsmith Gin.
Events & Awards
Wholesaler takes home two top industry awards
Castell Howell Foods, a member of Caterforce, took home the highly coveted Livery of the Year and Refrigerated Transport Operator of the Year trophies at the UK’s cold chain awards after the TCS&D judges praised its 37-year history and commitment to improvement and innovation, placing the customer front and central.
The judges were impressed by how the Welsh family-run wholesaler champions regional produce and Welsh farmers, collaborating with local authorities to get locally grown vegetables on school menus, which in turn supports the local economy and reduces food miles.
Judges commented on Castell Howell’s impressive and unrivalled livery designs which are purposely designed to showcase all the elements that the business is passionate about.
Former Minister to Speak at Logistics Uk’s Delivering Decarbonisation 2025
Former Minister for Transport and Logistics Guy Opperman has been confirmed as a speaker at business group Logistics UK’s Delivering Decarbonisation 2025 conference, to discuss the changing political landscape and implications for achieving decarbonisation goals.
Taking place in London on 27 November 2025, the conference is a “must attend” event for everyone managing the challenges of decarbonisation and will explore bold ideas, practical solutions and crosssector collaboration to a low-carbon future.
Mr Opperman joins an esteemed line up of expert speakers from industry, trade bodies and government at the conference to discuss the key issues and opportunities presented by decarbonisation.
The full day programme offers a combination of engaging panel discussions, keynote speeches and realworld case studies with sessions on topics including energy infrastructure; an overview of Government programmes; warehousing and buildings; policy and regulatory readiness; low carbon fuels and fleet electrification as well as Mr Opperman’s session on “A changing political landscape: The way ahead for your business as net zero collides with consensus, politics and pitfalls.”
“Delivering Decarbonisation 2025” is supported by VEV, Argent Fuels, Allstar, FPS, Goodyear, Logistics UK Recovery Service, and Wattstor.
The conference is free to attend for Logistics UK Executive Members and full details can be found here: Delivering Decarbonisation 2025
Wrapmaster® Wins Gold in Poland Debut
Wrapmaster®, the Ultimate Chef Wrap System, has been awarded the MTP Group Gold Medal at this year’s Polagra - the Polish HORECA trade show. The latest win adds to Wrapmaster®’s list of accolades, cementing its place as a market leader in the foodservice industry.
The time-saving Ultimate Chef Wrap System was recognised by an esteemed professional and independent jury, chaired by Prof. Henryk Jeleń, PhD, DSc, Eng., from the Faculty of Food Sciences and Nutrition at the Poznań University of Life Sciences.
Improving hygiene and productivity, as well as helping chefs tackle food waste, and reduce wasted wrap by up to 25% , the system can help deliver all-important cost savings to businesses thanks to its multitude of benefits.
The MTP Group Gold Medal is the latest accolade for Wrapmaster®, having recently won ‘Marketing Campaign of the Year’ at the UK’s Foodservice Packaging Association awards in March earlier this year, for its Return to Recycle scheme, in exclusive partnership with SUEZ recycling & recovery UK.
INTERNORGA 2026: WHERE TRENDS TAKE OFF
From 13–17 March 2026, Hamburg will once again host INTERNORGA –the international platform for the hospitality and foodservice industry. Under the theme “Where Trends Take Off,” the trade fair offers a unique opportunity to explore cutting-edge innovations, strengthen international networks, and gain fresh inspiration for business growth.
With an expanded concept and new formats, INTERNORGA 2026 reflects the dynamic evolution of the out-of-home market. From catering and hotels to bakeries and communal catering, the event brings together decisionmakers, creatives, and newcomers from across the globe.
Visitors can expect a vibrant mix of high-level conferences, interactive experience zones, and renowned trend areas such as Future Food, the Skywalk Table, and the Newcomers Area. A key highlight is the International Foodservice Forum, offering valuable insights into future developments and market challenges. Awards like the INTERNORGA Future Prize and NEXT CHEF AWARD celebrate innovation and talent, making INTERNORGA a must-attend event for anyone shaping the future of foodservice.
Join INTERNORGA 2026 and be part of the movement that’s shaping the future of foodservice –as an exhibitor, visitor, or thought leader. Discover trends, connect globally, and take your business to the next level.
internorga.com
Hunter Luxury scoops top award at London Packaging Week
Hunter Luxury has continued to excel in luxury and limited-edition packaging innovation as it brings home one award win and a highly commended accolade from London Packaging Week.
From hundreds of innovative entries, Hunter Luxury scooped the award for its limited-edition run of the Hendrick’s Whimsical Watering Can gift set in the Everyday Drink category.
The fantastical exclusive travel retail set, developed in partnership with brand
owner William Grant & Sons and design agency
Boundless Brand Design, is made from galvanised and stainless-steel elements to ensure a watertight seal and compliance with food safety standards.
Yet what stunned the judging panel and secured the win for Hunter Luxury was the pack’s multiuse as a fully functional watering can, a cocktail decanter or simply a display piece to house indoor flowers or bartending tools.
To learn more, visit www.hunterluxury.com.
Processing & Measurement Control
Why correct pipework selection is critical for temporary hire systems
In cooling and heating applications pipework is more than just a connection between equipment and process, it plays a central role in system performance, efficiency, and reliability. For temporary hire equipment, selecting the right pipework is especially important, just as asking the right questions to your supplier.
In permanent installations, pipework is designed to meet the plant’s exact specifications. Temporary systems, however, often involve different fluids, operating pressures, and the need for quick installation and removal. In these cases, unsuitable pipe size, material, or layout can reduce efficiency, increase operating costs, and risk unplanned downtime.
In process temperature control, the choice of pipework has a direct impact on system performance. The wrong specification can lead to a range of problems. Compatibility issues are common, especially when connecting to a hired system.
Process mediums such as oils, solvents, or other thermal fluids may have previously been cooled with alternative refrigerant systems. When these are linked to hire units, which typically use water or water-glycol mixtures and may feature different heat exchangers, material compatibility needs careful consideration. Different fluids can react with certain pipe materials and fittings, potentially leading to leaks, failures, or unsafe operation. Additionally, the heat transfer rates between varying fluids and heat exchangers should be considered, as incorrect pipe sizing, application, or valve arrangement can
compromise the guaranteed cooling or heating output, putting both performance and uptime at risk.
When connecting hire chillers or heaters, it is important to think beyond whether the pipework will simply fit. The material must be matched to the working fluid; steel, stainless steel, or certain plastics are typical choices for water/glycol systems. Pipe sizing is equally critical: undersized pipes cause high pressure drops, while oversized pipes can lead to low velocity as well as sediment and air build up.
Layout also plays a role. Every additional bend or metre of pipe increases resistance, so runs should be kept as short and direct as possible. Connections, whether flanged, threaded, or quick connect, must be leak-tight and compatible with both the hire equipment and the site
infrastructure. Insulation is essential in longer-term hires to minimise energy loss and reduce condensation, which can lead to slip hazards and potential water ingress into electrical systems. As these are temporary installations, they should also be designed for rapid assembly and dismantling.
Flow velocity is a key parameter. High velocity can cause turbulent flow, leading to water hammer, noisy pipework, and cavitation, all of which accelerate internal corrosion and shorten equipment life. If it is too high, in water systems, it can cause noise, vibration, erosion, and pump strain. In fact, doubling the velocity above the recommended limit can triple erosion rates. If it is too low, there is a risk of poor heat transfer, sediment build up and even freezing in cold climates. Low velocity can reduce chiller efficiency by 10–15%. Low velocity also makes it harder to purge air from the system, increasing the risk of airlocks. In ferrous systems, stagnant or slow moving water can promote internal corrosion, even when chemical treatment and inhibitors are in place.
Flow rate also matters. Low flow reduces temperature control accuracy and increases energy use per unit of cooling, while high flow can exceed chiller design limits, triggering alarms. Excessive pressure drops mean more pump energy is required, and chiller capacity can be reduced. Temperature losses in the pipework are equally costly, every degree lost is a degree not delivered to the process.
Good pipework is invisible when it’s done right, but when it’s wrong, the problems are loud, costly, and very visible. In process temperature control ensure the material, diameter, and layout is correct, and your hire equipment will deliver the performance you’re paying for.
For more information, please visit: ICS Cool Energy
The most important ingredient for your process?
A pinch of perfection.
The perfect radar transmitter for non-contact level measurement in hygienically demanding production facilities.
Everything is possible. With VEGA.
• Precise level data, even with buildup and internal vessel installations
• Hygienic, easy-to-clean process fitting, resistant to CIP processes
• Tightly focused for maximum measurement certainty
VEGAPULS 6X
Processing & Measurement Control
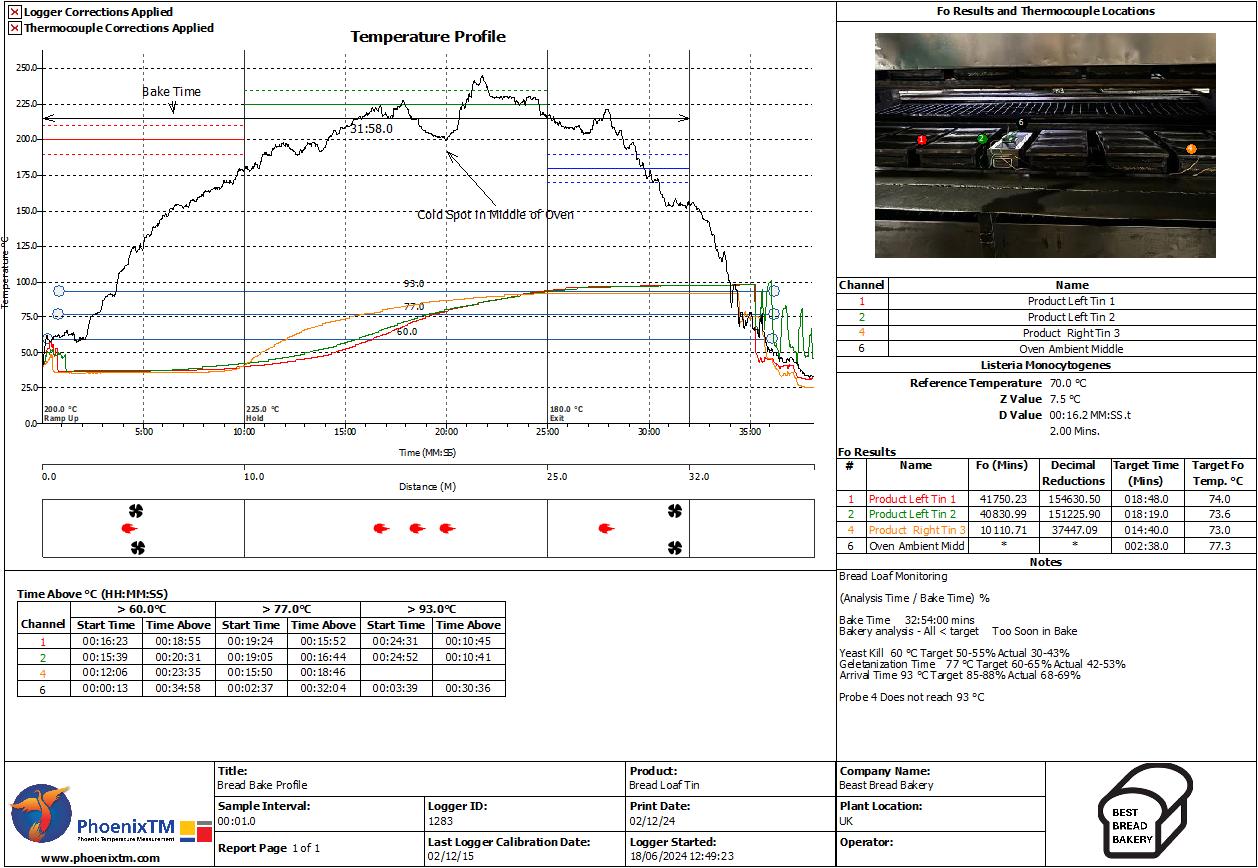
PhoenixTM ‘Thru-process’ Bread Bake Oven Temperature Monitoring Solution
They say that “the proof of the pudding is in the eating” but when it comes to industrial bread baking that’s a little too late. To get the best out of your bread or bakery product significant understanding and control of the baking process / oven is essential to get form, shape, texture and colour you desire. As part of any Food processors HACCP program, validation of the bake processes is a critical and significant task taking time, effort, and resources. PhoenixTM have developed a thru-process temperature monitoring technology specifically for this task. The multichannel data logger with up to 10 thermocouples (Type K or T) travels through the oven protected by a thermal barrier to suit the bake regime (Temperature and Time) and challenges of the product transfer. The data logger is designed for food processing and has a IP67 case protecting from moisture and will operate accurately between -40 °C to 80 °C. Within the thermal barrier the data logger is kept safely below 80 °C. Measurement accuracy through the monitoring step, travel through the oven, is maintained with high performance cold junction compensation. The cold junction compensation corrects any change in the data logger core (cold junction temperature change) which would create a measurement error of the same magnitude if not applied.
To suit different bread products and bake programs PhoenixTM offer a wide range of different thermocouple types.
For bread loaf oven bake applications the thermal barrier is designed to fit inside a modified bread tin strap (image shown bottom left). Placing the thermal barrier within the strap ensures that oven clearance issues will not be a problem and the system can travel safely through the oven during a standard run. In this way the profile measured will reflect production conditions and the influence of oven loading on the bake conditions. Thermocouples can be located in separate bread loaves across the strap in target tins to give an identification of bake uniformity across the oven width. For an individual loaf the insertion depth of the thermocouple needle can be also adjusted to determine the difference in bake temperature at different points within the loaf. Such information is essential to ensure correct bake throughout the whole loaf core and ensure desired crumb structure.
To suit different bread products and bake programs PhoenixTM offer a wide range of different thermocouple types. For temperature up to 265 °C, thermocouples are offered with a flexible PFA cable and range of needle dimensions to suit application challenges. For bake processes exceeding 265 °C the thermocouple of choice is a 316 stainless steel mineral insulated thermocouple (Maximum: Type K 500 °C / Type T 375 °C). The semi-rigid cable can be inserted into the
Processing & Measurement Control
The temperature data allows identification of true root cause of bake issues, potential corrective actions and validation.
dough directly. In the same fashion as the standard PFA needle thermocouple.
Monitoring conveyorised mesh belt ovens either product core temperature or oven ambient temperature can be measured. The choice of thermal barrier is made to provide the thermal protection necessary for the bake regime and meet any oven height clearance challenges. To maximise thermal protection the thermal barriers are supplied with dual thermal protection technology options. The standard thermal protection provided by microporous insulation is complemented with a phase change heat sink. The thermally activated
phase change process maintains the data logger at a safe 58 °C until the phase change process is complete extending the duration of thermal protection. A fixed arm assembly can be fitted to the thermal barrier to which the thermocouples are fitted. The probe jig feature allows efficient safe placement of the monitoring system onto the mesh belt with thermocouples being located accurately and reproducibly across the belt width. Ambient temperatures can be measured allowing efficient oven mapping and identification of ‘Hot’ and ‘Cold’ spots within the oven. The temperature data allows identification of true root cause of bake issues, potential corrective actions and validation.
The temperature profile stored in the data logger can be reviewed, analysed and reported in custom designed PhoenixTM Thermal View Food Software. A comprehensive suite of analysis tools converts the raw profile temperature data into useful process information. Analysis of key process criteria such as yeast kill time to guarantee height of bake, starch gelatinisation time to control bread crumb structure and arrival time to control final bake and colour
formation can be performed using the data analysis tools. Analysis tools also include the ability to calculate Fo/Pu values for the process against target micro-organisms. A comprehensive validation report can be created to communicate key findings from the monitoring actions.
The information gathered, further to process validation, can be used to allow informed process problem solving and optimisation to maximise product quality, yield, process productivity and efficiency.
Contact PhoenixTM to help Find, Fix and Forget your Bread Bake Problems!
Further information: www.phoenixtm.com
Processing & Measurement Control
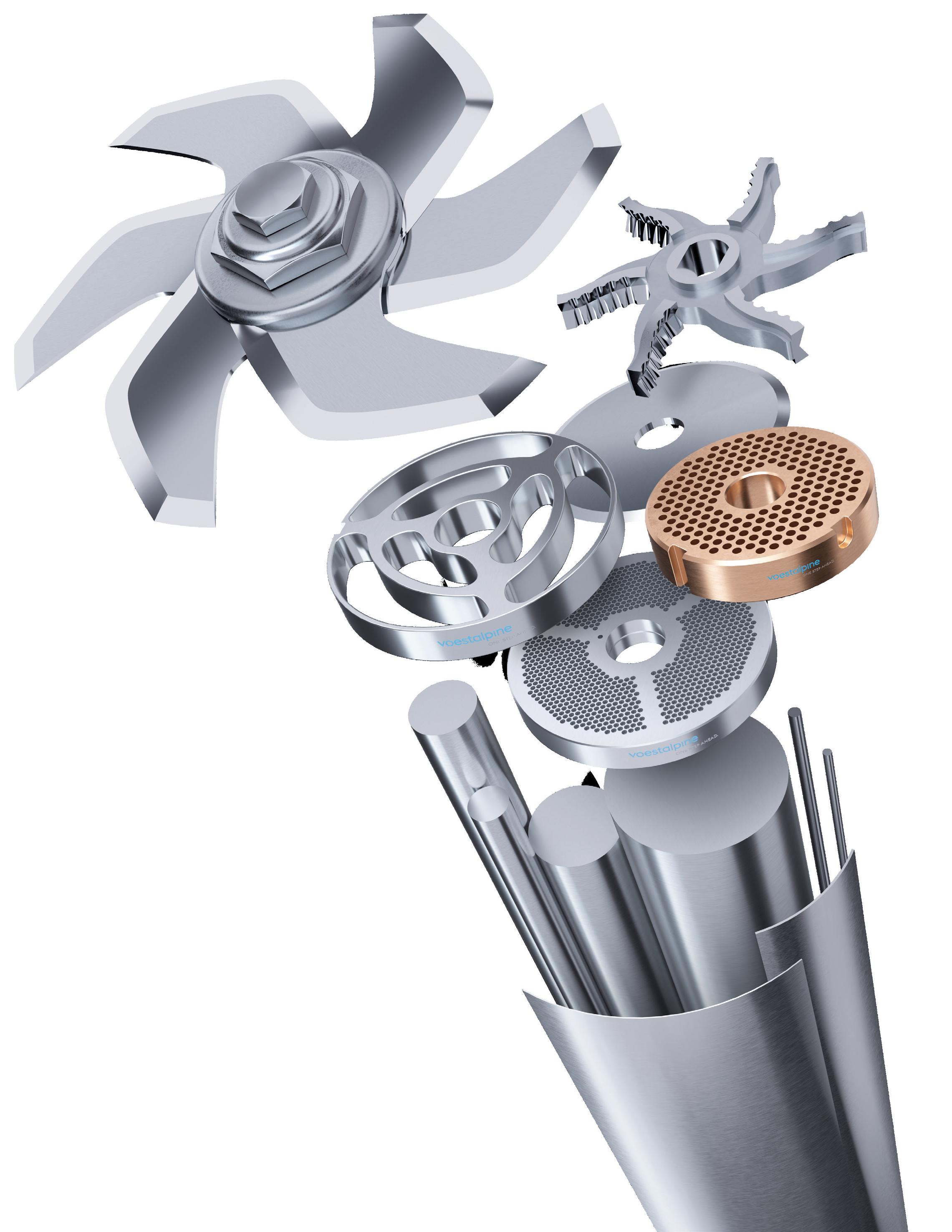
Process and Measurement Control: Heat Exchangers for Viscous Foods
By Antonio Guillermo Jara Ponce, Systems Sales Manager, HRS Heat Exchangers
Heat exchangers are central to food processing, enabling pasteurisation, sterilisation, cooling and energy recovery. For viscous products such as honey, mayonnaise, syrups, purees and nut butters, they present specific control challenges. These foods are harder to pump, prone to fouling, and often non-Newtonian –their viscosity changes under shear or temperature. Ensuring effective process measurement and control is essential for food safety, energy efficiency and consistent product quality.
Understanding viscosity and risk
Viscosity measures a fluid’s resistance to flow. Milk may be 1–20 cP, ketchup 10,000–18,000 cP, and peanut butter up to 250,000 cP. But many viscous foods are non-Newtonian: their thickness changes during pumping or heating. For processors, this means shear rates, pressure and temperature must be tightly controlled. Too much shear can damage texture; too little heat transfer risks safety.
Monitoring fouling and efficiency
Viscous products are especially likely to foul heat exchanger surfaces, reducing efficiency. Corrugated tube designs promote turbulence and limit fouling, but monitoring remains vital. Measuring differential pressure and energy use in real time allows operators to anticipate cleaning needs and extend
run times. Data-led CIP scheduling reduces downtime and unplanned stoppages.
Matching exchanger to application
The choice of heat exchanger is part of process control strategy:
• Corrugated tubes handle low-tomedium viscosities such as milk, soups, juices and purees. Multi-tube or double-tube models suit different particle sizes, with flow monitoring ensuring stability.
• Annular-space exchangers are better for thick sauces, syrups and honey, where even heating and controlled temperature distribution are critical to safety.
• Scraped surface exchangers (SSHEs) are used for the most viscous products, including nut butters and chocolate.
• By mechanically removing fouling and mixing the product, they maintain flow and heat transfer. Control systems must balance scraper speed with product sensitivity.
Precision in measurement and control
Regardless of design, process success depends on accurate instrumentation. Key considerations include:
• Temperature profiling: Multi-point sensors ensure heating or cooling targets are met without overprocessing.
• Flow and pressure monitoring: Meters must handle high viscosities while maintaining dosing accuracy.
• Energy tracking: Continuous monitoring supports recovery loops and reduces costs.
Building resilient operations
For viscous food processing, equipment choice and control strategy are inseparable. Effective systems manage shear and fouling while delivering safe, consistent results. By combining suitable exchanger geometry with real-time measurement and feedback, manufacturers can optimise energy use, maintain product quality and minimise downtime.
From condensed milk to nut butters, the challenge is the same: precise process control is what turns a technical solution into a reliable, resilient operation.
FAR LEFT: Viscous foodstuffs may require more energy to pump and move, and have a higher fouling potential
LEFT: The HRS AS Series is ideal for products such as thick sauces, honey and syrups
Processing & Measurement Control News
PROVISUR® Technologies: Precision press-to-slice systems for higher yields and efficiency
Provisur Technologies has introduced the new Hoegger® X3 PRO Form Press, developed by its Slicing Business Unit to deliver greater precision, yield and energy efficiency in meat processing.
Building on the renowned Hoegger X3, the X3 PRO features integrated load-sensing technology that adjusts hydraulic pressure to match product requirements, cutting electrical power consumption by up to 65%. This results in reduced operating costs, lower noise levels, and improved operator comfort.
Its servo-hydraulic press technology enables fast, controlled pressing for products such as bacon, raw ham and pork loin, while intelligent force control and 3D pressing ensure gentle, uniform forming.
The press can be fully integrated into existing production lines and configured with automated loading and unloading modules. A new toolless die set also reduces changeover time by up to 50%.
For bacon processors, the Hoegger® TrimX offers fully automated trimming, scanning each belly in 3D to assess fat, lean content and defects before slicing. This smart system improves slice quality, reduces waste and boosts throughput.
Provisur’s Press-to-Slice Module further enhances efficiency by weighing, scanning and aligning each product before slicing, maintaining tight portion control when paired with the Formax® SX550 high-speed slicer. Together, the systems deliver consistent portioning, maximum yield and reduced waste.
Provisur’s Formax® slicer family offers flexible, high-performance options for a range of product sizes, while the Provisur Innovation Center (PIC) near Paris provides customers with hands-on access to its full suite of processing solutions, from forming and slicing to marinating and mixing.
ifm Launches the SU Puresonic Mobile Ultrasonic Sensor
ifm has unveiled its latest innovation: the SU Puresonic Mobile Ultrasonic Sensor. Designed for measurement precision and durability, this state-of-the-art sensor combines advanced ultrasonic technology with mobile compatibility, offering a versatile solution for a wide range of industrial applications.
The SU Puresonic sensor features a compact design, without display, engineered to withstand high media temperatures of up to 120 °C. Its robust stainless steel measuring tube is free from internal structures, seals, or moving parts, ensuring maximum durability and eliminating common issues such as blockages, leaks, and pressure drops. This rugged construction makes it ideal for
demanding processes in industries such as mobile, agriculture, and construction machinery. Suited for handling a variety of water based media, including pesticides, as well as glycol and oils, the SU Puresonic is purposebuilt for specific applications such as coolant systems, agricultural machinery, and water flow on concrete mixers. The absence of a display minimises wear and enhances operational resilience, making it particularly effective in environments where durability and reliablity are essential.
ifm’s SU Puresonic Mobile Ultrasonic Sensor delivers cuttingedge technology, dependability, and versatility, equipping professionals with the tools to adapt and excel in an increasingly competitive industrial landscape.
EDITOR’S RECOMMENDATIONS
Welcome to our Editor’s recommendations feature, where you will find carefully selected companies, chosen for their innovation and quality.
Throughout the feature you will find details on these companies. Please also visit their websites for further information and enquiries.
IDEAL FOR HACCP COMPLIANCE
Therma 20 thermometer
Manufactured in the UK, we offer a wide range of specialist thermometers for the food & drink industry from daily hand-held monitoring to Bluetooth® wireless technology & remote Wi-Fi logging
Rotech End of Shaf t or belt driven units are used for monitoring: - Stop/slip - Underspeed/overspeed - Interlocking/sequencing
- Distance/direction
- Rotation control - Belt weighers
MoistTech’s IR-3000 on-line moisture sensor
MoistTech’s IR-3000 moisture sensor can improve your food processing line.
The sensor continuously collects data for instant discovery of any moisture level discrepancies. After the initial calibration, it will never need calibrating again. It is guaranteed never to drift, so you will always have accurate readings. The non-contact design means no wasted product for samples. By implementing a moisture measurement sensor on your processing line, changes in moisture data can be recognized and corrected before the product is affected.
Product quality is one of the most notable issues with inaccurate moisture content on food processing lines. If there is too much moisture, the product can be soggy or fall apart. When the moisture content is too low, food products can become dried out or brittle. Products are of the best quality when the moisture content is precisely where it should be.
Testing moisture content with other methods involves collecting a sample, which can slow down production. With this method, it can take longer to identify any moisture changes, which means more product is affected. MoistTech’s IR-3000 on-line moisture sensor collects data in real time, providing consistency and reliable results.
For more information visit: moisttech.com/products/line-ir-3000
Innovative Liquid Flow Measurement Solutions
Titan is a leading design and manufacturer of innovative end user and OEM high-performance flow meters, used within a wide range of environments and applications.
• Compact, robust, reliable
• Excellent accuracy and repeatability
• Measure low to high flow ranges and viscosity
• High chemical resistance
• OEM bespoke designs
• Food-grade materials
NON- CONTACT INSTANT, ACCURATE & RELIABLE MOISTURE LEVELS
MoistTech Corp is the global leader in near-infrafred moisture measurement and control solutions The cutting-edge IR3000 series moisture sensor technology exemplifies innovation, reliability, and significant cost-saving benefits for industries worldwide.
NIR Leaders
Moisture Measurement from Lab to Line
Production Efficiency and Waste Reduction
Energy efficiency and waste reduction are increasingly critical priorities in the food manufacturing sector. Accurately monitoring and controlling moisture levels can support both goals For instance, real-time moisture data allows for precise adjustments to equipment such as dryers and ovens This not only ensures optimal product qualit y but also minimizes energy consumption and reduces downtime caused by equipment strain or product inconsistencies
NIR Non-Contact Design is Unbeatable
Near-infrared (NIR) technology has emerged as a powerful tool for moisture measurement Unlike manual or destructive testing methods, NIR sensors analyze moisture levels in real time using light absorption This non-contact, non-invasive approach preserves product integrity and eliminates the waste associated with traditional testing methods
Advanced sensors designed for food environments feature robust construction to withstand rigorous conditions, along with algorithms that ensure precise moisture calibration These innovations allow manufacturers to store multiple product codes, enabling seamless adjustments during production and ensuring consistency across batches.
Leatherhead Food Research: Air fryer cooking instructions for ready meals
Consumer research reveals that 60% of air fryer owners now cook with their device at least once a week*. Convenience is a major driver of this trend, so it’s no surprise that nearly 20% of UK adults would like to be able to air fry ready meals.
However, on-pack cooking instructions for ready meals are typically limited to traditional or microwave ovens. Why is this, and how can manufacturers embrace air fryer cooking?
Natasha Burton, Head of Cooking Instructions at Leatherhead Food
Research, says getting air fryer cooking instructions right is harder for ready meals than for products like chips, sausages, or goujons. Also, some cook-in-tray ready meals are simply not suitable for air fryer use. However, with science-led testing it is possible to find out which products are compatible, then develop instructions that consistently deliver a safe, ready-to-eat product.
Outside-the-box
thinking:
progressing to decentralised, cabinet-free automation
Control cabinets have long been the hub of machine and plant automation, housing industrial PCs, PLCs, drives and I/O modules in a centralised location. While this approach offers protection and oversight, it also brings complexity, space constraints and lengthy installation times.
Each connection between the cabinet and machine requires cabling, termination and testing — often running into thousands of parts on large projects. Cabinets are also built, transported and reinstalled, which adds cost and time. In fastmoving production environments, this traditional model can create bottlenecks.
Cabinet-free automation offers a fresh alternative. Without bulky enclosures, manufacturers can
reclaim valuable floor space and achieve greater layout flexibility. Fewer components, reduced wiring and simplified diagnostics also cut labour and maintenance demands.
However, cabinets exist for a reason — protecting electronics from dust, moisture and vibration, and ensuring compliance with international standards. Overcoming these challenges means re-engineering the control architecture entirely.
Decentralised control distributes intelligence across the machine, with devices linked in a daisychain network. Technologies such as EtherCAT P simplify this by combining power and data in one cable.
Beckhoff’s MX-System exemplifies this approach. Its robust IP67-rated
“My team has had great results with air fryer trials for cheese- and potato-topped products, like lasagna and cottage pie, in foil trays. Quiche can also perform well as the quick, hot cook makes the pastry nice and crisp. Another option for some ready meals is to devise a two-part process, such as air frying chicken balls while sweet and sour sauce is cooked in the microwave oven. Our lab-based tests verify that products reach food-safe time-and-temperature combinations approved by retailers. We also assess the sensory characteristics that play such an important part in consumer enjoyment. So, if you want to add air fryer instructions to a ready meal product, we’re here to help.”
Leatherhead Food Research
For more information visit: www.leatherheadfood.com/ service/cooking-instructions/ +44 (0) 1372 822 278
* Total sample size was 2,057 adults. Fieldwork was undertaken between 6-7 January 2025 on behalf of Leatherhead Food Research. The survey was carried out online. The figures have been weighted and are representative of all UK adults (aged 18+).
modules mount directly onto the machine, eliminating the need for external enclosures.
The modular, plug-and-play design allows easy reconfiguration and integration of third-party devices. Combined with TwinCAT automation software, it supports predictive maintenance and seamless scalability.
For UK food and drink manufacturers seeking agility and efficiency, decentralised automation delivers a practical route beyond the cabinet.
Pictured above: Cabinet free MX system
Read more at beckhoff.com
Can it be cooked in an air fryer?
Consumers want to know if they can air fry ready meals. You need to know if it’s safe to do so. We provide the answers.
✓ Product safety testing and quality assessment
✓ On-pack cooking instructions verification or generation and validation ✓ UKAS-accredited testing laboratory no. 9365 ✓ 24- and 48-hour service options
We’ve completed more than 9,000 air fryer cooking trials. Contact cooking.instructions@leatherheadfood.com to book yours. www.leatherheadfood.com/service/cooking-instructions/
Let our expert food technicians determine whether your product can be cooked safely using domestic air fryers. We’ll also check it has the desired sensory properties, whether that’s gooey cheese, fluffy mash, or a crispy crust. Leatherhead’s UKAS accredited testing laboratory (no. 9365) status covers: cooking instructions testing (air fryer, microwave
Tetra Pak Launches Tetra Pak® Factory OS™️ To Make Factories AI-Ready
Tetra Pak has unveiled its nextgeneration Automation and Digitalisation (A&D) portfolio, Tetra Pak® Factory OS™ at Gulfood Manufacturing in Dubai. This new suite of modular, open and scalable smart factory technologies will transform food and beverage (F&B) production and lay the foundation for AIready factories.
A recent comparative study shows that highly automated beverage factories achieve 20% higher overall equipment effectiveness, 45% lower product waste and 20% fewer packaging line stops compared to less automated facilities. Yet, many producers struggle to adopt automation due to limited digital expertise and difficulty of finding a holistic end-to-end solution providers with industry expertise. Tetra Pak® Factory OS™️ bridges this gap, by combining advanced technologies with deep food and beverage know-how to help producers tackle cost pressures, meet sustainability goals, and prepare for AI-driven manufacturing.
At the heart of the next-generation portfolio is a new data integration platform, powered by open technologies, powerful analytics and industry standards. It connects equipment and systems throughout
the factory, transforming fragmented data into one unified, real-time view. This can empower food and beverage producers to deliver consistent product quality, enhance efficiency, reduce utility usage, and lower total cost of ownership (TCO).
Designed for flexibility and scalability, Tetra Pak® Factory OS™️ allows F&B producers to adopt automation and digitalisation at their own pace: starting small, scaling up, and tailoring solutions to their unique requirements.
Tetra Pak® Factory OS™️ standardises data collection across all equipment, regardless of age or supplier, ensuring full compatibility and scalability. Other key features include a unified user experience that enables seamless interaction across lines, equipment and control rooms; a suite of digital applications for real-time monitoring of materials, quality, production and asset performance; and enterprise-level insights powered by contextualised, factory-wide integration.
Tetra Pak® Factory OS™️ is available globally.
To learn more, visit www. tetrapak.com/FutureFactory.
Connected risk management redefining food safety and trust across global supply chains
Global risk management partner, LRQA, has published new guidance for businesses navigating an ever-changing risk management landscape, revealing the ways risk can be turned into advantage.
The report, Risk by Numbers: Quantifying Risk, Revealing Opportunity, explores how leading organisations across industries are transforming their approach to risk management - turning it from a reactive process into a strategic driver of trust, transparency and performance.
In the food and beverage sector, companies are under increasing scrutiny from regulators, investors and consumers on how they manage risk across complex, multi-tier supply chains.
The path forward
To aid businesses looking to transform risk into strategic advantage, Risk by Numbers introduces LRQA’s Five-Point Framework:
1. Spot the signals – by mapping extended supply chains and the risk ecosystem
2. Connect the data – integrate findings into a single risk view
3. Act decisively – develop playbooks for rapid, cross-functional decisionmaking
4. Measure and improve – track performance against both lagging and leading indicators
5. Communicate with integrity –ensure external reporting matches internal realities
By treating risk as a connected ecosystem, the report demonstrates how leaders can convert volatility into foresight, compliance into confidence and risk management into advantage.
Southgate Global Launches Free App to Help Food Manufacturers Cut Downtime
Maintaining equipment reliability is critical for food manufacturers, where perishable stock and tight delivery schedules leave little room for disruption.
Heavy use of roll cages, trolleys and similar equipment increases the risk of failure — even minor issues like a broken wheel can slow operations and lead to spoilage.
To help minimise this risk, Southgate Global has launched the ServAgree mobile app, giving customers easy access to its Mobile Repair Service and Technical Services team.
The app enables users to manage servicing and inventory in one place, providing live data, direct support, and complete visibility of equipment performance.
Southgate’s 40-strong Technical Services team operates across the UK and Europe, maintaining and repairing over 3,800 pieces of equipment each week. Their expertise covers a wide range of material handling equipment, regardless of manufacturer.
The ServAgree app has already helped one major customer cut downtime by up to 40%, lowering costs through repair, reuse, and repurposing rather than replacement. It also logs every repair, tracks recurring issues, and creates an asset register to plan maintenance, prepare for inspections, and prevent costly breakdowns.
Visit the Southgate Global website to learn more.
Flextech unveils SPIRITFLEX: The ultimate
and
first PTFE hose engineered for the distillery industry
Flextech Hose Solutions has introduced SPIRITFLEX™, the first PTFE hose specifically designed for distilleries, offering exceptional safety and high visibility. ATEXcompliant and antistatic-lined, Spiritflex can potentially double the lifespan of conventional rubber hoses as it incorporates internal and external stainless-steel for enhanced durability, reliability, and longevity.
With distillers handling ethanol up to 96% ABV - the highest concentration legally transported in the UK - safety is critical. Highly flammable and explosive, ethanol must be transferred with equipment that minimises ignition risks. Engineered with a PTFE lining to prevent static charge buildup and reduce spark hazards that could trigger combustion, Spiritflex
also meets compliance with FDA 21 CFR 178.3297 and UK DSEAR 2002 regulations for ATEX Zones 0, 1, and 2 - enabling safe handling in high-risk environments.
Although ATEX approval is recommended for equipment in these environments, there is no legal requirement. While suppliers face minimal regulatory enforcement, the responsibility for compliance falls on distilleries, requiring them to navigate the challenges of self-regulation
Spiritflex offers a proactive solution that reduces overall risk, providing distillers with an easy-to-adopt, longterm solution that supports safety, compliance, and best practices - giving them peace of mind while enhancing operational efficiency.
Total Wine & More Partners with Rackspace Technology to Optimize Performance and Accelerate Innovation Across Its Retail Operations
The retailer’s strategic cloud adoption includes migrations to two public cloud platforms, backed by Rackspace managed services.
Rackspace Technology®, a leading end-to-end hybrid cloud and AI solutions company, today announced Total Wine & More, America’s Wine Superstore®, has partnered with Rackspace to advance
Introducing AkoVita OptiSyn™ – a unique new solution from AAK to support metabolic health
AAK, the specialist producer of plant-based oil and fat ingredients, has launched a new product to support metabolic and immune health.
AkoVita OptiSyn™ is a unique combination of omega-3 DHA and phosphatidylcholine (PC) in a proprietary ratio*. It maximizes the effect of DHA by boosting its incorporation in the cell membranes of adipose tissue where it is needed to be biologically active.
This represents a new approach to tackling metabolic syndrome – a significant threat to global health driven by excess body weight, which increases the risk of developing conditions such as type 2 diabetes, cardiovascular disease, and stroke.
Trials have shown omega-3 DHA to be a powerful weapon in the fight against metabolic syndrome, but not all the DHA we consume gets to the cell membranes where it is needed –something that AkoVita OptiSyn™ sets out to address.
The launch of AkoVita OptiSyn™ comes against the backdrop of an
its digital transformation through a strategic, multicloud approach. The retailer adopted two public cloud platforms, Microsoft Azure and Google Cloud, selecting the best cloud for each of its major technology initiatives. It chose Rackspace to provide flexible, managed support and gained valuable cloud optimization expertise.
Key Solutions Driving Innovation:
• Rackspace Elastic Engineering: Provides ongoing support for modernizing Total Wine’s
The launch of AkoVita OptiSyn™ comes against the backdrop of an increasing global obesity crisis, with the World Health Organisation revealing in 2022 that 1 in 8 people globally were living with obesity while nearly half were overweight.
increasing global obesity crisis, with the World Health Organisation revealing in 2022 that 1 in 8 people globally were living with obesity while nearly half were overweight.
As well as increasing the risk of developing serious health conditions, excess fat creates a vicious downward cycle in
immune health by promoting chronic inflammation. This in turn exacerbates metabolic dysfunction, leading to further inflammation –something that AkoVita OptiSyn™ can address by delivering more DHA to the cell membranes of adipose tissue.
On top of being more effective in comparison to algae or fish DHA oil AkoVita OptiSyn™ include it being less prone to oxidation or the development of off-flavors. It can also be stored at <25oC and eliminates the need for adding separate choline salts.
With 51% of consumers looking for functional food and drinks to boost their health (FMCG Gurus: global consumer health data, 2023) – and DHA and omega-3 supplements on the market mostly coming in the form of capsules, jellies or gummies – AAK sees an unmet consumer need. This is why the Multi-oil Ingredient House has already created prototypes for an oat-based chocolate drink and an enteral drink containing AkoVita OptiSyn™.
inventory system and migrating backend operations to Azure, including automation with Terraform across cloud environments.
• Rackspace DBA Services: Ensures optimal performance, reliability, and availability of databases supporting ecommerce and inventory systems.
• Rackspace Optimizer+: Delivers strategic insights and automated optimizations that helped Total Wine reduce cloud costs by 20% year-to-date.
The partnership has empowered Total Wine to transform cost optimization into a catalyst for innovation.
Total Wine & More continues to expand its footprint, now operating 284 superstores across 29 states.
With Rackspace Technology as a strategic partner, the company has enhanced its ability to scale, innovate, and deliver exceptional customer experiences.
Read the full case study at: Total Wine | Rackspace Technology
Designing wonder: How brands bring festive packaging to life
From handcrafted textures to playful innovations, festive packaging is evolving into a careful balance of nostalgia, novelty and strategy.
As the year draws to a close, festive packaging awakens. From whimsical shapes that transform everyday products into magical gifts, to tactile, hand-crafted textures that evoke warmth and comfort, brands are exploring a landscape where creativity and strategy intertwine. Inclusivity, sustainability, and technology now sit alongside tradition as guiding stars, ensuring that every advent calendar, confectionery box, or seasonal gift set feels both enchanting and meaningful.
The process of festive packaging often starts 12 to 18 months in advance, a rhythm of trend audits, sketches, prototypes, and refinement that evolves into the seasonal offerings on shelves. This groundwork allows designers to anticipate consumer moods, explore emerging aesthetics, and balance innovation with the comforting familiarity expected during the holidays.
Capturing that seasonal magic is no straightforward task. The impact of traditional TV advertising, once the cornerstone of iconic retailer campaigns, has softened. Seasonal packaging must walk a fine line between spectacle and sensitivity—creating delight without overwhelming, and excitement without appearing tone-deaf.
This balancing act plays out across occasions, from Halloween through Christmas. Packaging today must signal festivity, reinforce brand values, and serve practical commercial objectives—from extending the selling window to supporting e-commerce and DTC channels.
The fusion of creativity and strategy is particularly visible in confectionery. Jane Struk, Creative Director at ARD Agency London, highlights the trend toward premiumisation: “People want gifts to feel more special, more customised, with a richer experience. That could be through the structure of the packaging or the unboxing experience… the ‘wow effect’ is always required, and every year we have to raise the bar.”
Advent calendars exemplify this evolution. Preorders now begin in summer, and brands are expected to deliver unique, luxurious experiences—often through unexpected shapes, intricate patterns, or interactive elements. The design becomes a narrative, inviting the consumer into the ritual of gifting and anticipation.Yet brand personality guides creative freedom. “Every brand has its own personality, and gifting should grow naturally from that. The aim is to surprise and delight without diluting identity,” Jane continues. Even subtle interventions—a playful wrapper edge, a colour accent, an inventive pattern— can transform a product from ordinary to celebratory.
Packaging today must signal festivity, reinforce brand values, and serve practical commercial objectives— from extending the selling window to supporting e-commerce and DTC channels.
Designing for a Christmas yet to come requires anticipating the tastes of consumers who do not yet exist. The best festive packaging achieves this by being both coherent and playfully reinterpretive each season, delivering delight while maintaining consistency and technical precision.
Meeting these ambitions demands innovation beyond visuals. Functional advances allow packaging to enhance consumer experience while remaining practical. Sustainability intersects with these innovations, enabling brands to reduce materials while retaining premium finishes—often through eco-friendly coatings that add sparkle without environmental compromise. Even products themselves increasingly reflect the festive story. Crackerstyle cartons, hanging baubles, and novelty food forms make products feel giftable and special without altering core identity. This extension of creativity, from packaging to product form, underscores the idea that every touchpoint is a chance to delight, engage, and evoke wonder.
Jane Struk, Creative Director at ARD Agency London
Supply Chain & Logistics
Why ROI is more than just cost savings
Warehouse automation is becoming a strategic priority as companies seek greater efficiency and resilience in their supply chains. But one question remains central: how much does it actually cost and is it worth it?
The bigger picture of ROI
The cost of automation depends on many factors such as warehouse size, processes, level of automation and existing infrastructure. While the initial capital expenditure (CAPEX) can appear high, it’s only part of the equation. A clear understanding of ROI reveals a broader value: automation increases output, reduces labour dependency, improves picking accuracy and enhances product quality through advanced checks.
Beyond these operational gains, many businesses also experience fewer order errors, lower return rates and higher customer satisfaction: factors that are harder to quantify but just as critical to business growth. These benefits directly impact the bottom line but also support brand strength and market share over time.
A strategic investment
As stated, automation can be a necessity rather than a choice. Labor shortages, especially during peak demand periods, can lead to empty shelves, lost sales and frustrated customers. If stores can’t stock key products, shoppers quickly turn to competitors. For many
companies, reducing costs is only one part of the goal. Equally important are ensuring business continuity, protecting customer relationships and enabling future growth.
While ROI varies, companies typically see returns within 4 to 14 years, depending on project scope and strategic priorities. Larger systems often yield stronger efficiencies but require more upfront investment, while smaller setups are easier to start with but may take longer to pay back.
Moreover, automation shouldn’t be viewed as an all-or-nothing investment. Modular solutions allow businesses to begin with a smaller scope, such as two automation modules, and expand over time. This phased approach offers early wins, cost efficiency and a scalable roadmap.
Building a strong business case
A strong business case is the starting point for any successful automation project. The process begins by understanding the current situation: where is time, labour or accuracy being lost? By establishing a clear baseline and identifying pain points, companies can better estimate the potential benefits. These might include faster order processing, fewer picking mistakes or improved productivity.
Translating these improvements into measurable outcomes helps justify the investment both financially and strategically.
Operational costs (OPEX) also play a key role in ROI. These include ongoing expenses such as system maintenance, support staff and service needs. While automated systems may require a higher upfront investment, they offer substantial OPEX savings compared to manual systems, particularly in areas critical to freshness, labour efficiency and energy management. They don’t slow down during peak times, require less supervision and eliminate the cycle of constant hiring and training.
For example, in fresh food warehousing, automation offers significant OPEX savings by reducing labour costs, optimizing cold storage usage, increasing throughput, improving accuracy and minimizing product waste. It also supports efficient inventory management, enhances traceability and reduces downtime. These benefits translate into scalable ROI, making automation a compelling investment for businesses aiming to improve efficiency and profitability.
A business case does not need to be perfect. It just needs to show how automation supports the company’s goals, whether that means scaling, improving supply chains or staying competitive. The right partner can help analyse operations, estimate ROI and develop flexible solutions that align with long-term business needs.
Investing in the future
When guided by clear goals and the right expertise, automation becomes a long-term strategic advantage. It is a forward-looking decision that strengthens operations, supports growth and secures business continuity. Companies that look beyond short-term returns and align automation with their broader objectives are the ones most likely to thrive.
Top Left: Riku Puska, Warehouse & Distribution
Industry Sales Manager at Cimcorp
Bottom Left: Mikko Kumpulainen, Warehouse & Distribution Industry Sales Manager at Cimcorp
Kwaku Owusu-Ansah, Industry Manager for Yale Lift Truck Technologies
Driving Cold Chain Efficiency
Optimising Materials Handling in Food and Beverage Operations with Yale Lift Truck Technologies
From frozen storage to factory floors, materials handling plays a pivotal role in protecting product quality and minimising waste across the food and beverage supply chain. As pressures mount for greater efficiency, safety, and sustainability, the right equipment—and datadriven insights behind it—can make all the difference.
We spoke with Kwaku OwusuAnsah (pictured above), Industry Manager for Yale Lift Truck Technologies, to explore how innovative materials handling solutions are helping manufacturers strengthen cold chain integrity, reduce downtime, and future-proof operations in a fast-evolving sector.
How does effective materials handling contribute to reducing cold chain food waste in food and beverage operations?
Every year, one-third of all food produced is lost or wasted. Due to:
• Improper temperature control: Delays in receiving or shipping goods, or malfunctions in refrigeration systems, can cause temperatures to rise above recommended levels, leading to spoilage.
• Inefficient handling practices: Rough handling, improper stacking, and slow processes can damage products, shortening their shelf life.
• Equipment failures: Breakdowns in material handling equipment can disrupt workflows and delay product movement, exposing food to unsafe temperatures.
A comprehensive suite of Yale products and services is available, designed to optimise materials handling in cold storage operations and extend the shelf life of perishable goods.
Yale offers a range of cold storage solutions specifically designed to combat these challenges and minimise food waste.
With the ability to perform multiple duties, the Yale MO20-30X series Order Picker Pallet Truck, which lift from two to three tonnes, provide
many of the typical functions of a traditional Yale low level order picker but with added agility to load and unload refrigerated lorries.
Efficient and easy to operate, Yale pallet trucks, such as the MP16-22 series, are ideal for moving palletised goods in cold environments. Specialist hot zinc coating and paint coatings for some parts provide superior corrosion resistance, contributing to equipment longevity and reducing the risk of breakdowns that could disrupt cold chain integrity.
Reach trucks, like the Yale MR14-25 series, boast exceptional lifting heights and narrow chassis widths, allowing for optimal space utilisation in highbay freezers. From multiple cold store cabin options, including the cold store drive-in cabin, to a specially applied prime layer enhancing paint durability, these trucks can be specified for cold store conditions. Equipped with heaters, they offer optimal performance even in sub-zero temperatures.
What are the key challenges that food and drink manufacturers face in maintaining the cold chain, and how can equipment solutions help?
When handling fresh produce like fruits and vegetables, correct temperature control during storage and transport is also key to maintaining freshness and extending shelf life. Produce needs to be handled quickly, efficiently, and carefully. The compact Yale MSC12 electric stacker can help heighten control, precision, and accuracy, with features such as proportional lifting to help reduce
Because of the perishable nature
of dairy products, operations must maintain strict temperature control for food safety and to prevent spoilage.
- Kwaku Owusu-Ansah
shocks and vibrations and support smooth operation. With in-built lithium-ion technology, the Yale MSC12 stacker also offers a cost-effective and flexible solution.
Meat processing, meatpacking, or seafood handling operations must handle heavy, perishable raw products that require precise temperature control to maintain freshness. To protect food quality and safety and to prevent contamination, materials handling in meat and poultry processing requires strict hygiene standards and specialised equipment. The Yale MP16-22 pedestrian pallet truck can be specially engineered for this type of harsh environment, for example. This solution, alongside selected other lift trucks, can be customised with impermeable materials and galvanised metal. Galvanised steel protects against corrosive environments.
It also eliminates the chance of paint chips or flakes during food handling and allows for frequent wash-downs. Because of the perishable nature of dairy products, operations must maintain strict temperature control for food safety and to prevent spoilage. Due to a relatively short shelf life, effective logistics and timely transportation are also crucial to the freshness and safety of dairy products. To help transport dairy products quickly between different temperature-controlled environments, the multifunctional Yale MO2020X Order Picker Pallet Truck enables operators to load and unload refrigerated trucks swiftly. As well as performing typical warehouse tasks. This versatility helps to minimise the time products spend outside of ideal temperature conditions.
For operations with cold store warehouses or for prolonged usage in subzero temperatures, Yale MR14-25 reach trucks can also be specified for cold store operations. These trucks feature an enclosed cab for driver comfort with a range of heating options, as well as cold-resistant and waterproof cables and components to meet the challenges of temperaturecontrolled warehouses.
How is telematics being used in the beverage industry to improve delivery efficiency and overall supply chain visibility?
Challenges faced in beverage delivery operations include a shortage of experienced lift truck operators, rising operating costs, the risk of lift truckrelated injuries and consumer demand to get product out the door as fast as possible. Depending on business goals and operational challenges, there are several different ways that telemetry data can help warehouse managers to adjust their operations.
Telematics, such as Yale Vision, help optimise traceability, all while driving greater fleet efficiency.
For example, if impacts are found to be more common in certain areas, managers can use this data to rearrange their facility’s layout and reduce the risk of costly impacts in the problem area. If the data shows that a particular operator is prone to impacts, warehouse managers can arrange for additional training that reinforces proper operating behaviour and reduces the likelihood of future impacts. And as operating costs continue to rise, lift truck utilisation data can help businesses to right-size their fleet and structure it with the appropriate mix of equipment.
Can you provide examples of materials handling equipment that are particularly well-suited to the beverage delivery market?
When moving pallets from lorry to warehouse, it can be a challenge for lift truck operators to see clearly, over or around the load. Especially when picking up multiple loads, or with tall loads such as palletised crated bottles.
Because of this, operators in these types of applications often travel in reverse, which can impact on their efficiency and comfort.
A raised cab option on a Yale forklift provides the driver with more of a bird’s eye view of the load and surrounding environment. Improved visibility impacts on the safety of the load, the operator, and others, all at the same time. Having this increased visibility enables the operator to drive in a forward direction with higher loads. Driving forwards in a comfortable, ergonomically designed cab can help reduce operator fatigue, contributing to increasing productivity.
A popular attachment to enhance productivity in busy beverage operations, is a double pallet handler. It allows operators to handle two pallets in tandem allowing for an increase in productivity, especially when considering the time saving over long travel distances in the warehouse. For beverage operations with narrow aisles, a lot of stock, and little space, a compact and agile Yale electric counterbalance forklift truck can reliably take on the job of unloading or loading the lorry.
What innovations in warehouse or materials handling equipment are helping food processors optimise operations and reduce downtime?
Recently, the Wireless Monitoring tier of the Yale Vision forklift telemetry solution became a standard feature on a number of key warehouse trucks and forklift trucks, including order pickers, reach trucks and VNA forklifts. With
this change, more operations will have the ability to better understand their total cost of fleet operations by tracking their operation’s lift truck utilisation, impacts and location, as well as help protect against costly downtime by tracking and scheduling preventative maintenance.
How can food and drink manufacturers balance the need for speed in processing and delivery with maintaining safety and quality standards?
One of the greatest materials handling challenges in the food and beverage industry is having to consider both speed and safety in a fast-paced environment. There were 3,347 fatal accidents at work in the EU in 2021. And 25% of workplace transport injuries are the direct result of forklift truck accidents. What’s more, loss of productivity due to absent workers costs employers approximately €200 billion each year in Europe. Supporting best practice for drivers with Yale® forklifts and warehouse equipment may help to tackle these challenges and support efficiency in beverage handling.
What are some common issues companies encounter with materials handling in food production, and what practical solutions can be implemented?
The food and drink processing industry is navigating a complex landscape of challenges, including volatile raw material prices, emission reduction initiatives, and strict food safety regulations.
The right fleet management programme can help control costs in materials handling fleets within food processing. Maintenance can also maximise equipment lifespan and performance.
When it comes to sustainability investments, lithium-ion power for lift trucks and warehouse equipment may present a solution. Lithiumion batteries have a useful life up to three times longer than lead acid counterparts. They can often be charged quickly and efficiently, optimising energy use and associated costs. They can also be opportunity charged in situ, eliminating the need for large battery storage and changing rooms.
To help meet food safety regulations, traceability, and temperature control standards businesses can opt for
materials handling equipment with food grade lubricants. This can help minimise risk around incidental contact causing food contamination and resultant product recalls. Lithiumion also offers a clean technology for battery powered machines. It eliminates tailpipe emissions, and factors like fumes and acid are eliminated around food handling.
How is the integration of smart technologies influencing logistics and supply chain management in the sector?
The EU Official Controls Regulation (OCR) encourages the use of modern technologies to enhance traceability and visibility. To track and trace products throughout the supply chain. Telematics, such as Yale Vision, help optimise traceability, all while driving greater fleet efficiency.
Telematics may also support operational safety in other ways. For example, only allowing operators with the correct training credentials to access and operate equipment. Or providing impact monitoring, alerts, and incident data, which may help with route optimisation and reinforcement of desired behaviour. It may also track training updates needed.
What’s more, Yale Vision Telemetry collects valuable data on equipment performance. This data can be used to identify areas for improvement by analysing data to pinpoint inefficiencies in workflows that could lead to spoilage. Cold chain businesses can use data insights to refine picking routes, improve equipment utilisation,
and minimise product dwell time within the warehouse. Yale Vision can also help with scheduling preventative maintenance based on actual equipment usage patterns, preventing unexpected breakdowns that could disrupt the cold chain.
What advice would you give to manufacturers looking to futureproof their materials handling and logistics operations in the UK food and drink industry?
When materials handling and logistics operations remain constrained by outdated infrastructure, rigid processes, and materials handling equipment that isn’t ready to grow with the business, this can lead to inefficiencies, higher operational costs, and missed opportunities.
For example, single-purpose trucks may struggle to handle a varied product mix, while lift trucks without a compact footprint may struggle to navigate warehouses with decreasing space. Especially as businesses increase inventory density to meet rising customer expectations.
Flexibility and resilience go hand in hand. Investing in equipment that can pivot to evolving needs will help better position intralogistics operations to respond to market shifts, regulatory changes, and customer expectations.
For more information, please visit: www.yale.com
Growing appetite for unlocking water and effluent savings
Why water reuse and effluent actions are key ingredients for cutting carbon and cost
Across the UK, food and drink manufacturers are finding new ways to manage rising costs and build more resilient operations in 2025. Many are already seeing results — with over £280,000 in water and effluent savings achieved across just three sites this year alone.
Here are the key ingredients helping the sector cut utility costs, reduce carbon, and strengthen sustainability performance.
Powering lower energy and water costs
Reusing heated water across production processes can significantly reduce consumption and costs. Though some upfront investment may be needed, efficiency gains often bring a quick return — particularly valuable after April 2025’s wholesaler price increases in England and Scotland.
Small operational changes can make a big difference too. Engaging teams around cleaning cycles, hose use, and efficiency ideas helps lower both energy use and emissions, supporting progress towards Net Zero.
Making the most of Trade Effluent
Trade effluent is an area often overlooked, yet it can hold major opportunities for savings. One UK manufacturer achieved £170,000 in annual cost reductions by improving treatment processes at a key site, which lowered its local unit charge. Support from a Water Plus Key Account Manager helped streamline
the application process and secure ongoing savings.
Some producers are also exploring ways to repurpose treated effluent — turning what was once waste into a potential new revenue stream.
Getting wiser with water reuse
Water recycling remains one of the biggest untapped opportunities in food and drink manufacturing. UK sites are now reusing up to 80% of their water, lowering unit costs and cutting carbon by reducing reliance on mains supply.
Rainwater harvesting and sustainable drainage systems (SuDs) are becoming easier to retrofit thanks to modular technology, offering practical routes to reduce wholesaler charges and improve site resilience.
Reducing risks through regular checks
Regular monitoring and leak detection are essential to controlling costs and avoiding downtime.
One site identified over 20,000 litres of unnecessary daily use — a discovery that prevented annual water costs from doubling. Using a data logger and online analysis portal from Water Plus, the issue was quickly resolved.
Another manufacturer avoided £1.4 million in potential losses after a corroded pipe was detected and repaired through a Water Plus audit. Small leaks can escalate quickly — even halting production — so regular checks, infrastructure reviews, and contingency plans are vital.
Learn more at: water-plus.co.uk/ better-ways-with-water
Lloyds Publishes Industry-leading Farming Report to help Clients Tackle Climate and Nature Risk
Farming with Nature: Mapping the Growth Opportunity for UK Agriculture is the most comprehensive analysis of its kind, mapping 5.1 million hectares, almost a third of the UK’s farmed land, using geospatial data, on-farm assessments and new economic insight.
The report also marks the introduction of Lloyds’ Agricultural Transition Finance, a new product launching later this year, designed to support farmers transitioning to more sustainable and regenerative systems.
Following the warmest spring and summer on record, this report pinpoints how farmers can achieve the greatest financial returns while addressing mounting risks from climate change and biodiversity loss.
Crucially, the report combines detailed national and regional opportunities, identifying where specific practices will deliver the greatest impacts for farmers and rural businesses.
Pictured above: Lee Reeves - UK Head of Agriculture, Lloyds Banking Group
UK Industry Risks Falling Behind Without Flexible Steam Solutions, New Aggreko Report Warns
A new report from Aggreko has revealed that outdated steam infrastructure and inflexible procurement strategies are placing UK industry at risk of reduced productivity, reduced resilience and higher operating costs.
Titled Under pressure? Alleviating steam system strain in industry, the report examines the critical role of steam in industrial operations and highlights the growing challenges faced by engineering, production, and procurement managers. With 73% of the UK’s industrial energy demand used for heat – and steam
systems accounting for over a third of this – inefficiencies in steam provision significantly impact operational performance and emissions.
The report identifies key barriers to progress, including reliance on oversized, ageing boilers, lack of resilience, and limited access to modern steam technologies. It also explores why many businesses struggle to navigate commercial pressures amid volatile energy prices and supply chain disruptions.
Aggreko’s new report suggests that modular, containerised steam
systems offer a practical solution to the challenges facing UK industry. These systems can be rapidly deployed and commissioned without complex logistics or installation processes, and their capacity can be easily scaled. They therefore enable businesses to minimise both planned and unplanned downtime, respond swiftly to altered demand, and maintain operational continuity. Additionally, they provide a flexible short- to long-term alternative to costly permanent infrastructure.
The report also introduces Aggreko’s latest generation of low-emission steam boilers, designed for rapid deployment, high efficiency, and compatibility with greener fuels such as hydrotreated vegetable oil (HVO). These systems are part of Aggreko’s Greener Upgrades™ portfolio and reflect the company’s commitment to making efficient, cleaner technologies, and the expertise to implement them, more accessible through its sustainability framework, Energising Change™.
OPTIMASS series – Coriolis mass flowmeters with Bluetooth® communication
• The outstanding features of OPTIMASS flowmeters such as continuous operation even with entrained gas of up to 100%, have now been extended by easy wireless operation
Training & Education News
Study finds free school meals could cost schools over £310m per year
A new report by Northumbia University has found that schools across England face an annual shortfall of £310m in covering the cost of free school meals unless ‘urgent action’ is taken to reform the national school meals funding system.
The Government announced changes to the eligibility criteria for means-tested free school meals. All pupils from households in receipt of Universal Credit would benefit from free school meals – over 600,000 children according to Government predictions.
A new analysis of Department for Education data has found that state-funded primary and secondary schools in England could be left needing to find between £11,000 and £25,000 per year from their individual teaching and learning budgets to ‘top up’ the costs of free school meals during the 2026/27 academic year. This is equivalent to the cost of over 7,700 teachers’ salaries.
The Government currently awards all state funded schools in England £2.58 per free school meal child to cover the cost of providing a meal each day, with an increase to £2.61 due in the 2025/2026 academic year. Caterers face sharply rising costs and are charging schools an average of £3 per meal, a rate they say is below
Top Caribbean food and drink supplier launches 2026 internship programme with a unique opportunity
Grace Foods UK and its parent company GraceKennedy have opened up applications for the 2026 GraceKennedy Jamaican Birthright Summer Internship Programme, which is designed to reconnect second and thirdgeneration Jamaicans between the ages of 18 and 25 living in the UK to their Jamaican heritage. The successful UK candidate will join other students from Canada and the US for a six-week professional and cultural internship in Jamaica next summer.
Since its inception in 2004, the GK Jamaican Birthright programme has
welcomed more than 60 participants, immersing them in Jamaica’s civic, cultural, and professional landscapes. It blends work placements across GraceKennedy’s business units with curated cultural and heritage experiences, equipping interns with both career-enhancing skills and a deeper sense of identity and belonging.
The successful candidate from the UK for the 2025 Summer Internship Programme was Kyrah McIntosh from Liverpool Hope University, who joined four students from the US and Canada for the six-week internship this summer from 23 June
the real cost of providing a meal that adheres to national School Food Standards.
Researchers from Northumbria and Lincoln universities and Alliance4Children modelled the financial impact of providing free school meals to those children already receiving them and the additional recipients on the budgets of state-funded primary and secondary schools using open data from the Department for Education.
Their modelling indicates that individual primary schools would have to find an average of £11,708 from their budgets in 2026/27, with secondary schools needing to find an average of £25,565. Schools in the most disadvantaged areas with higher proportions of pupils receiving free school meals would be hardest hit.
The modelling estimates that primary and secondary schools in the North West would have a combined shortfall of £45.5m in 2026/27; with the West Midlands facing a shortfall of £38.3m and the South East facing a shortfall of £44.5m.
to 6 August. Kyrah’s experiences on the internship included professional development opportunities and meetings with national leaders including Prime Minister Dr. the Most Hon. Andrew Holness, Governor General His Excellency the Most Hon. Sir Patrick Linton Allen, and Minister of Foreign Affairs and Foreign Trade Senator the Hon. Kamina Johnson Smith.
As part of the programme’s Heritage Pathway tours, the interns explored Jamaica’s vibrant history and traditions, visiting landmarks and cultural sites across the island. These experiences provided valuable insights into the nation’s heritage and offered opportunities to reflect on their own cultural connections.
For more information and application details for the 2026 programme, visit www.bit.ly/ GKBirthright. The deadline for applications closes on 30 November.
Pasteurisation plays crucial role in award winning New Zealand AD plant
An award-winning biogas plant which pioneered food waste collection and treatment in New Zealand has benefitted from using a dedicated pasteurisation system supplied by HRS Heat Exchangers.
In July, Ecogas, which operates New Zealand’s first and only commercialscale anaerobic digestion (AD) facility won the AD Hero of the Year award at the prestigious 2025 AD and Biogas Industry Awards in Birmingham.
Ecogas built New Zealand’s first full scale energy plant powered by food waste at Reporoa, in the middle of the North Island. The plant processes around 75,000 tonnes of organic waste each year from council kerbside collections, commercial and industrial food producers – eliminating more than 11,000 tonnes of CO2 a year and helping towards New Zealand’s target of being net carbon zero by 2050.
The plant, which was officially opened in October 2022, produces biogas and digestate biofertiliser, with the biogas upgraded into biomethane for injection into New Zealand’s gas grid, and the carbon dioxide is supplied to a nearby tomato greenhouse where it helps crop growth.
RIGHT: Ella Taghavi, Sales Engineering Manager at HRS Heat Exchangers
BELOW: The Ecogas AD plant at Reporoa processes c. 75,000 tonnes of organic waste each year and supplies CO2 to a to a nearby tomato greenhouse
The co-mingled food waste used as feedstock at Reporoa has the potential to contain organisms which have the potential to impact human, animal, or plant health. The HRS Digestate Pasteurisation System (DPS) pasteurises the digestate produced at the plant prior to use to render such pathogens inert, along with other undesirable elements such as weed seeds. This means that the valuable and sustainable biofertiliser can be safely used by farmers and growers.
Traditional pasteurisation systems heat the digestate in a tank using a heating jacket – a bit like waiting for a giant kettle to boil – and then dump the heat after it has served its original purpose. The HRS system, however, employs energy recovery and
is typically two to three times more efficient. By transferring energy from the hotter (pasteurised) sludge to the colder (unpasteurised) sludge, energy consumption is reduced, and the need for additional heat sources is removed.
The HRS DPS utilises ‘waste heat’ from the site based Combined Heat and Power Plants (CHP) to heat digestate to >70 °C and hold it for one hour at this temperature, before cooling. This is done with the HRS DTI Series heat exchangers, which are designed in such a way to recover up to 70% of the heat energy required for the process. The tube which carries the digestate through the system’s heat exchanger features a unique corrugated design; unlike the smooth or dimpled tubes used in alternative exchangers. This boosts heat transfer by creating extra turbulence and helps reduce fouling, resulting in less downtime and maintenance, and increasing the system’s lifespan.
The fully automated system provides an auditable kill-step for efficient and effective reduction of pathogens such as Salmonella, Staphylococcus, E. coli etc. Once treated in this way, the digestate produced is safe biofertiliser product, turning what would otherwise be a waste stream into a value-added organic substitute to mineral fertilisers. Not only does the DPS heat-treat the digestate, but it also helps to remove odours while maintaining the quality of the resulting biofertiliser.
The DPS was delivered to site and installed in February 2022. The heat exchanger section of the HRS DPS is split into two frame modules, which are stacked and inter-connected for reduced footprint on site.
Alzbeta Bouskova, General Manager at Ecogas explained why the company chose to use the HRS DPS system.
“Ecogas adopted UK-based PAS110 digestate standards as our primary design and operation principle to ensure that the biofertiliser produced from the Reporoa facility is of the highest quality, safety and value for the potential users. Pasteurisation is a key step in the PAS110 standard for sourceseparate food waste for destroying pathogens and viruses potentially present in this type of waste.
“The Reporoa plant is the first of its kind in New Zealand, and with that comes the process of introducing our new biofertiliser product, Fertify™, to the farming and horticulture sector. We know that brand trust is hard to earn but easy to lose with the community and we have no room for mistakes.
“We chose HRS based on their reputation and strong track record in digestate pasteurisation. This was further supported by the highly engaged local HRS team, who worked hard to meet their timelines and quality of the equipment and installation.”
It is fantastic to have extended our global footprint for HRS Digestate Pasteurisation
Solutions to New Zealand, particularly as Ecogas Reporoa is such a significant project in the development of NZ’s Bioenergy Sector.
- Ella Taghavi
Ella Taghavi, Sales Engineering Manager at HRS Heat Exchangers, added, “It is fantastic to have extended our global footprint for HRS Digestate Pasteurisation Solutions to New Zealand, particularly as Ecogas Reporoa is such a significant project in the development of NZ’s Bioenergy Sector. We firmly believe that if renewable energy from Biogas and Anaerobic Digestion is to reach its full potential globally, then it needs to be as efficient as possible, and that includes extracting the most benefit from digestate in terms of its use as a renewable organic fertiliser.
“We foresee a step-change in the value of this abundant and nutrient-rich by-product, which, with the ever-increasing cost of chemical fertilisers, may very well end up being a key commercial driver for AD Projects in future. The HRS DPS ensures that digestate can be put to good use with the full confidence of the client and the consumer, returning nutrients to the land from where they originated.”
RIGHT: The HRS Pasteurisation System (DPS) employs energy recovery and is typically two-to-three times more efficient than other systems
BELOW: The HRS Digestate Pasteurisation System (DPS) installed at Ecogas Reporoa in New Zealand
Safety First: Why Infant Formula Packaging and Production Standards Matter
Healthy growth and immunity are the benefits mothers most want from infant formula – but underpinning these priorities is a deeper expectation: that every product on the shelf is safe, trustworthy, and manufactured to the highest health and safety standards.
A recent global survey commissioned by Arla Foods Ingredients underlines this. When asked what mattered most when choosing infant or toddler formula, 40% of mothers cited quality, 40% mentioned nutrients and ingredients, and 30% put health and safety at the top of their list – all ranking higher than price or brand. For food and drink manufacturers, this is a powerful reminder that in infant nutrition, safety isn’t a differentiator –it’s a baseline requirement.
Why health and safety drive trust
Formula is one of the most tightly regulated food categories, but it is also one of the most scrutinised. With infants being highly vulnerable, any lapse in safety – whether in sourcing, processing, packaging, or distribution – can have severe consequences. Parents’ purchasing choices reflect this awareness.
When mothers in the survey were asked which health outcomes mattered most, healthy growth scored highest (61%), followed by immunity (56%) and gut comfort (44%). These benefits are closely tied to nutritional formulation, but they also depend on rigorous health and safety systems that ensure
product integrity from factory floor to feeding bottle.
Safety across the supply chain
For manufacturers, meeting this demand requires investment across the supply chain:
• Ingredient integrity: Even though only half of respondents could name any formula ingredients unprompted, awareness of probiotics, lactose, and proteins such as alpha-lactalbumin is growing – particularly in Asian markets. This highlights the importance of accurate labelling, transparent sourcing, and clear communication around why certain ingredients are included.
• Processing standards: Heat treatment, microbiological testing, and allergen management are central to protecting infants’ health. Even subtle formulation changes demand careful validation to prevent tolerance issues – the most common reason mothers reported switching brands.
• Packaging as protection: Packaging does more than carry branding – it safeguards product freshness, protects against contamination, and communicates critical nutritional and safety information. With mothers ranking nutritional labelling higher than organic or sustainability credentials, clarity and compliance remain nonnegotiable.
Communication and confidence
One striking finding from the survey was that paediatricians were seen as the most trusted source of information about formula. This highlights a wider truth: safety is not just about processes in the factory, but also about how confidently brands can communicate the robustness of those processes. For manufacturers, ensuring transparent, evidence-based messaging builds parental trust while reducing the risk of misinformation.
Packaging does more than carry branding – it safeguards product freshness, protects against contamination, and communicates critical nutritional and safety information.
Learning from global patterns
Mothers in China and other Asian countries displayed higher awareness of specialised proteins and milk fat derivatives, indicating how education and regulation differ by region. For manufacturers operating globally, this means adapting safety communication strategies for local expectations while maintaining universal production standards.
Safety as growth enabler
Ultimately, the findings reinforce a key principle: safety drives consumer confidence, and consumer confidence drives brand loyalty. While six in ten mothers surveyed had switched formula brand at least once – often due to digestive tolerance issues – the underlying expectation of safety was non-negotiable.
For manufacturers, that means health and safety cannot sit as a separate compliance function. It must be embedded into product development, labelling, packaging, and consumer engagement. Doing so not only prevents risk but also supports healthy growth – both for infants and for the industry.
Ritter Sport expands national convenience reach with Booker listing
Ritter Sport, the iconic square chocolate brand, has secured national listings with Booker, one of the UK’s leading wholesale retailers. The move significantly strengthens the brand’s footprint in the UK convenience channel, following successful launches in Tesco Express and Sainsbury’s Local earlier this year.
Booker Wholesale depots will stock the brand’s distinctive Rum, Raisins and Hazelnuts flavour, as well as the popular Pistachio block, while Booker’s retail partners, which include Londis and Budgens, will offer both products alongside Marzipan.
The listing reflects increasing demand for high-quality chocolate within the impulsedriven convenience sector. Ritter Sport’s bold flavours and commitment to premium ingredients have delivered strong results across multiple channels, establishing the brand as a muststock choice.
The chocolate category has grown by 7.6% in the past 52 weeks and is now valued at nearly £270m (Nielsen ScanTrack, 52 w/e 06.09.25), underlining the strong opportunity for retailers to drive incremental sales with trusted, differentiated brands like Ritter Sport.
Tech Firm IntelliAM Secures Multi-Site AI Deal with Hovis
Tech firm IntelliAM has announced a major expansion of its commercial partnership with iconic bakery brand, Hovis Limited.
The expanded contract – which represents a ninefold increase on the original agreement – will see full deployment of the IntelliAM platform across multiple manufacturing sites. It will also include integration of IntelliAM smart sensor interfaces across production lines, alongside ongoing consultancy services to drive measurable gains in reliability, productivity, and asset availability.
The anticipated productivity improvements are expected to deliver full return on investment within the first year, accelerating Hovis’s journey towards AI-powered, proactive manufacturing excellence.
In September 2024, IntelliAM secured an initial contract with Hovis to deliver reliability consultancy services across three key sites.
The news follows IntelliAM’s Connected Performance Summit, cohosted with SKF, which explored how connected technologies and AI-driven maintenance are transforming modern manufacturing.
The event brought together over 150 senior decision-makers from leading food and drink brands, including Hovis, Mars, PepsiCo, and Diageo.
Palsgaard Brazil begins producing Emulpals® cake mix emulsifiers
Palsgaard has expanded production of its Emulpals® powdered cake emulsifiers to Brazil in response to the growing global and regional demand for the whipping agents.
Emulpals® is Palsgaard’s range of plant-based, lean-label emulsifiers for bakery premixes. They can be used in a variety of cake mixes to accelerate production speed, deliver high aeration and softness, and enable a switch from saturated or trans-fats to unsaturated liquid oils.
Palsgaard has been producing Emulpals® in Denmark for more than 40 years. Now, Palsgaard Brazil is also manufacturing the emulsifiers for the first time. They are created in line with
global quality and functionality standards, while the company also offers specially developed options for the Brazilian and Latin American markets.
The additional production site will help to guarantee security of supply for Palsgaard’s customers worldwide. For customers in the Americas, it also brings economic benefits through improved inventory management and reduced freight costs.
Process improvement is like cycling. Everything runs more efficiently with the right partner.
Energy optimization is the key to sustainable production. As a strong partner for strategic energy management, we help you cope with rising energy costs and tighter environmental targets. We are at your side –uncovering the ways to save and be resourceful while maintaining safety, quality, reliability, and uptime.
People On The Move
Xampla supercharges global commercialisation of Morro™ materials with new hires and promotions
Former BioPak UK Director Sam Walker joins Xampla as Head of Business Development and Sales, bringing extensive experience of developing sustainable packaging for global brands and their supply chain partners. He will oversee all customer relationships around the world, fostering high-value partnerships that will meet the rising demand for Morro materials.
Walker played a leading role at BioPak UK as Director of Strategic Partnerships, building out its UK and global customer base with brands including Deliveroo, Dishoom, Morrisons and Wahaca, and supply chain players such as Bunzl. Walker also led BioPak’s product innovation function as Technical Director, developing an extensive knowledge of the legislative and environmental challenges that face the industry.
Bolstering Xampla’s marketing and communications is David Cohen, joining as PR & Communications
Katrina Curl is promoted to Marketing & Corporate Affairs Director, where she will lead Xampla’s marketing and corporate affairs efforts globally.
Manager. Cohen has over a decade of experience building the reputations of global science and technology companies, with a particular focus on the sustainability space.
Scott Thompson steps into a newly created Technology Director role and is responsible for scaling Morro materials through innovation. Thompson and his team are leading the development of new Morro product offerings while also maximising the material’s performance. As Head of Technology & Development, Thompson played a pivotal role in bringing Morro Coating to market by developing highperforming grease and water barriers ahead of partnerships with sustainable packaging giant Huhtamaki and Just Eat Takeaway.com
Katrina Curl is promoted to Marketing & Corporate Affairs Director, where she will lead Xampla’s marketing and corporate affairs efforts globally. Since joining Xampla Curl has played a pivotal role in the growth of the company, notably creating the Morro brand in 2023 to bring together and launch Xampla’s plastic-free applications. Prior to Xampla, Curl built up a wealth of industry experience delivering award-winning marketing campaigns for some of the world’s bestknown technology, FMCG and retail brands, including Unilever, Canon and Britvic.
Pictured left-to-right: Sam Walker, Head of Business & Development; David Cohen, PR & Communications Manager; Scott Thompson, Technology Director; Katrina Curl, Marketing & Corporate Affairs Director.
Minebea Intec strengthens global sales with the return of Frank Wieland as CSO
Minebea Intec, a leading global manufacturer of industrial weighing and inspection technologies, is setting the course for further international growth: With the return of Frank Wieland as Chief Sales Officer (CSO), the company is sending a clear signal to strengthen its global sales activities.
For almost twenty years, Frank Wieland has shaped the successful development of Minebea Intec in various roles - most recently as CSO. Now he is once again taking on this key role in the management team. In this role, he is responsible for sales, marketing, product management
and service and will focus in particular on the further expansion of international business. The aim is to strengthen the company’s presence in growth regions - such as Asia - and to serve customers worldwide even better.
The personnel change follows the retirement of Peter Grimley from the position of CSO. Grimley will remain with Minebea Intec as Vice Chairman and in this role will focus on specialised topics and support the Board in an advisory capacity.
With the return of Frank Wieland, Minebea Intec emphasises its commitment to providing the best
possible support to customers and partners worldwide - through strong sales teams, regional presence and innovative solutions that increase precision, efficiency and safety in industrial processes.
People On The Move
Palsgaard
Brazil names new CEO as it gears up for growth
Emulsifier and stabiliser specialist Palsgaard has appointed Miguel Hidalgo as its new CEO in Brazil as it targets further success in the country.
Hidalgo has 30 years’ experience at Palsgaard and has served as chairman of the company’s Brazilian operation since 2018. His previous roles also include CEO of Palsgaard Mexico and Regional Director of the Americas.
He takes on the position as Palsgaard aims to become the leading supplier of emulsifiers and speciality ingredients for the food industry in Brazil.
With a primary focus on emulsifier and stabiliser solutions for cakes, chocolates, and lipids, the business is preparing for a new phase of growth under Hidalgo’s leadership.
Hidalgo said: “I am delighted to take on my new role as we prepare for further growth. We want to ensure that Palsgaard Brazil is recognised for the exceptional quality and functionality of our emulsifiers and speciality ingredients, and for providing the best technical, application, development and logistics services.”
Bobcat Appoints Suomen Konetalo Oy as New Finland Dealer
Suomen Konetalo Oy, based in Oulu, has been appointed as the new Authorised Dealer for the Bobcat Compact Equipment range in Finland. The announcement expands the Bobcat portfolio at Suomen Konetalo Oy, as the company is already the Authorised Dealer for the Bobcat Material Handling range of forklifts and warehouse equipment for Finland.
As well as the company’s headquarters in Oulu, Suomen Konetalo Oy has five more locations across Finland at Kokkola, Varkaus, Ylöjärvi, Riihimäki and Lieto. The comprehensive network allows Suomen Konetalo Oy to offer its services on behalf of Bobcat to the whole of Finland.
Suomen Konetalo Oy is committed to ensuring high stock levels in both parts and machines for customers in Finland. Customers benefit
A Fresh Recipe for Growth for Clegg Food’s New Managing Director
Leading specialist construction company Clegg Food Projects has appointed a new managing director as it looks to steer its next phase of growth.
Matthew Carr brings extensive sector experience to the role, having spent the last 15 years leading an engineering service provider to the food industry. Praising the almost 50-year heritage of Nottingham-based Clegg Food Projects, Matthew said the team had built a ‘fantastic business’ and he was excited to take it forward.
Matthew initially entered the industry following management and project roles with Saint-
from the company’s on-site service network, covering everything from emergency repairs to routine maintenance. The dedicated service team at Suomen Konetalo Oy provides comprehensive support, ensuring that Bobcat machinery operates at peak performance. Customers can expect prompt and reliable service, from routine maintenance to urgent repairs.
Gobain, B&Q and Aldi. He joined Integrated Food Projects (IFP) as sales manager, quickly becoming a director and ultimately MD, overseeing growth from six to 120 employees and delivering projects up to £200m in capital value across the UK and Europe.
Matthew was appointed UK country director in 2024 to lead NIRAS’ group of businesses in the UK.
He will take over as managing director at Clegg Food Projects from Stephen Giltrap, who has been with the company for more than 25 years and will continue in his role as a director of Clegg Group, providing continuity and support to Matthew and the rest of the team.
Pictured below: Timo Peltola, CEO of Suomen Konetalo Oy
Take the risk out of manual handling
Our extended range of tote bins and accessories reduce the risk of a potential accident with added safety features.
With manual handling accounting for over a third of workplace injuries, it’s never been more important to invest in equipment that can save companies from a costly mistake.
Storage
Getting you safely from A to B
Introducing the new range:
- Tote bin with built-in forklift channels
- Tote bin with integral chute
- Chuted mobile tote bin frame
- Pneumatic washing frame
- Tote bin tipper
- Weighing scale
- Modular racking
Offering standard, customised and bespoke hygienic furniture and equipment
Pictured: Tote bin tipper with mobile base (right), pneumatic washing frame (top left), chuted mobile tote bin frame (bottom left), tote bin with forklift channels and modular racking (far left).
First Steps to Decarbonising Your Manufacturing Plant: Visualise, Digitalise, Decarbonise
The UK food and beverage sector faces mounting pressures: inflation, volatile energy costs, and supply chain disruption, alongside the urgent need to decarbonise. According to DEFRA, the food chain is responsible for around 20% of the UK’s greenhouse gas emissions. Retailers and consumers alike expect greener operations, while net zero targets and carbon costs add further urgency.
So where should manufacturers begin? Chris Calder (below), Project Development Director at Vital Energi, outlines practical first steps to cut costs and emissions while building long-term resilience.
Step 1: Visualise and Optimise
The starting point is understanding energy use. Installing meters and submeters provides the data needed to target reductions. Calder notes that visualising consumption alone can cut energy use by up to 30% on unoptimised sites.
Building Management Systems (BMS) or control system upgrades can further reduce consumption by 10–15%, with flexibility to integrate more assets
over time. With clear data, operators can also adjust production schedules to avoid peak tariffs, switch off idle equipment, and participate in flexibility markets, creating new revenue streams.
Step 2: Onsite Generation
Once consumption is rationalised, the next stage is onsite generation. Solar PV remains one of the most costeffective solutions, covering up to 30% of a site’s annual electricity needs — more with battery storage. Importantly, accurate site data ensures systems are sized correctly to avoid unnecessary capital spend.
Onsite renewables can also support the electrification of heat. While heat pumps are not a simple swap for boilers, combining them with solar generation and reduced demand can deliver similar running costs with far lower emissions.
Some manufacturers are going further by reusing waste energy or by-products. Captured heat can pre-warm processes or be converted into electricity, while organic residues can power biomass boilers. These closed-loop solutions not only cut emissions but reclaim value from waste.
Step 3: Future Technologies and Networks
Businesses that recently invested in assets such as CHP plants need not view them as stranded. Emerging technologies like carbon capture can convert CO2 into food-grade gas for use in carbonation or packaging, providing both supply security and emission reductions.
Looking ahead, mini energy networks will play a bigger role. Excess heat from industrial sites could be shared with local communities or businesses, maximising efficiency across sectors. Calder points to successful examples such as data centres supplying heat to housing developments as models for future collaboration.
The Cost of Inaction
Carbon pricing, Scope 3 supply chain reporting, and growing consumer expectations all add to the cost of inaction. Some businesses have even surrendered B-Corp status due to the rising price of carbon credits, opting instead to focus on localised reductions. For food manufacturers, cutting emissions also brings direct cost savings, improved customer relationships, and greater long-term stability.
Next Steps
There is no one-size-fits-all solution. Every site must start by examining its own energy data and developing a tailored plan. What is clear is that visualising, digitalising, and decarbonising form a roadmap that can deliver short-term savings while setting the foundation for net zero.
As Calder concludes: “Removing carbon from operations brings immediate cost benefits and long-term advantages that strengthen relationships with customers, retailers and end consumers. The key is to take the first step.”
Reinventing family favourites
How food manufacturers can modernise classic flavours without compromise
Daria Pashkova, Marketing Manager at Ohly, explains that in today’s evolving market, yeast-based solutions are a key tool for satisfying the increasing demand for healthier alternatives without compromising on taste.
As the colder months approach, consumers’ cravings for comforting, familiar foods intensify, driving up the demand for rich, nostalgic flavours that evoke warmth and satisfaction. The comfort food category tends to surge in popularity during this period, and for manufacturers, seasonal demand is an opportunity. However, it comes with new formulation challenges.
Consumer trends show that people want the same family favourites they’ve always turned to, while increasingly opting for products that reflect modern dietary priorities; cleaner labels, reduced salt, lower fat, and fewer additives.
According to a recent report, 73% of EU consumers seek out natural ingredients in recipes, while another report suggests that over 50% of European consumers prioritise healthy eating - but require support from the food industry.
Evolving comfort foods for health-conscious consumers
As consumers become more healthconscious, the demand for comfort foods that maintain rich, nostalgic flavours while aligning with modern dietary trends has increased.
Traditionally, comfort foods have relied on indulgent ingredients like butter, cream, and salt to deliver deep, savoury flavours. However, with concerns increasing about the health impacts of foods which are high in fat or salt, food manufacturers have been challenged to rethink comfort food formulations and explore sodium reduction, healthier fats or plant-based options.
While this helps create an appealing label for the product, one key challenge remains: how to maintain the familiar taste that people expect.
Reformulation challenges
Many comfort food staples, such as soups, sauces, and ready meals, have historically relied on salt and fat to achieve their rich, familiar taste. When those components are reduced or removed in response to consumer demand, the result can be a loss of the savoury depth and satisfying mouthfeel or flavour profile that make these products successful.
Yeast-based ingredient solutions can help elevate taste naturally
Natural taste improvement strategies, such as yeast-based solutions, are playing an increasingly important role in solving this dilemma.
Often used to deliver savoury notes and provide depth in flavour, they can help manufacturers recreate the umami-rich profiles typically achieved with salt and fat. Yeast provides a natural, clean-label option to elevate taste, adding complexity and richness, particularly when reducing sodium content. Adopting this approach to reformulation can help to:
• Maintain depth and richness in products, even with reduced sodium and fat.
• Preserve familiarity in classic dishes.
• Support clean-label positioning with ingredients that align with consumer expectations of “natural” and “recognisable” ingredient profiles.
• Enhance savoury and umami notes, improving mouthfeel and overall satisfaction.
Yeast extracts can be tailored to different formulations, making them versatile for use in a variety of comfort foods, from savoury casseroles and sauces to soups and ready meals.
Ingredient strategies for maintaining depth of flavour
The key to maintaining indulgence while meeting clean-label expectations lies in using a variety of natural, wholesome ingredients that complement each other to produce satisfying, flavorful meals:
In addition to yeast extracts, brands can leverage other ingredients such as nutritional yeast, plant-based fats like avocado or olive oil, and herbs and spices to create the illusion of richness without relying on high-fat or highsodium content.
For example, a healthier take on classic comfort foods may involve using whole grains like quinoa or brown rice instead of refined pasta or rice. Roasted vegetables can serve as a substitute for heavy sauces, while avocado-based dressings provide a creamy texture without the need for dairy. Yeast-based solutions tie these elements together, ensuring the dishes remain tasty, balanced and satisfying.
As a result, consumers can choose comforting, indulgent foods that produce a sense of nostalgia, all while fitting with their modern health goals. Clean-label, natural ingredients, like yeast extracts, allow manufacturers to strike this balance by modulating and elevating key flavours, whilst managing with reduced levels of sodium or fat.