Food & Drink Manufacturing UK - March & April 2026
Editor Paul Attwood editor@fdm-uk.co.uk
Editorial Assistant John Reynolds editorial@fdm-uk.co.uk
Features Editor
Henry Peters editorial@fdm-uk.co.uk
Production/Design
Laura Whitehead laura@lapthornmedia.co.uk
Sales Manager Holly Jones sales@fdm-uk.co.uk
Publishing Director Maria Lapthorn maria@lapthornmedia.co.uk
Admin Assistant
Jade Still jade@lapthornmedia.co.uk
Lapthorn Media Ltd
5-7 Ozengell Place, Eurokent Business Park, Ramsgate, Kent, CT12 6PB
Ishida Europe to showcase latest innovations at Interpack 2026
Packaging Innovations & Empack marks 21st edition with record-breaking growth
Beckhoff Automation: Unifying control in packaging lines
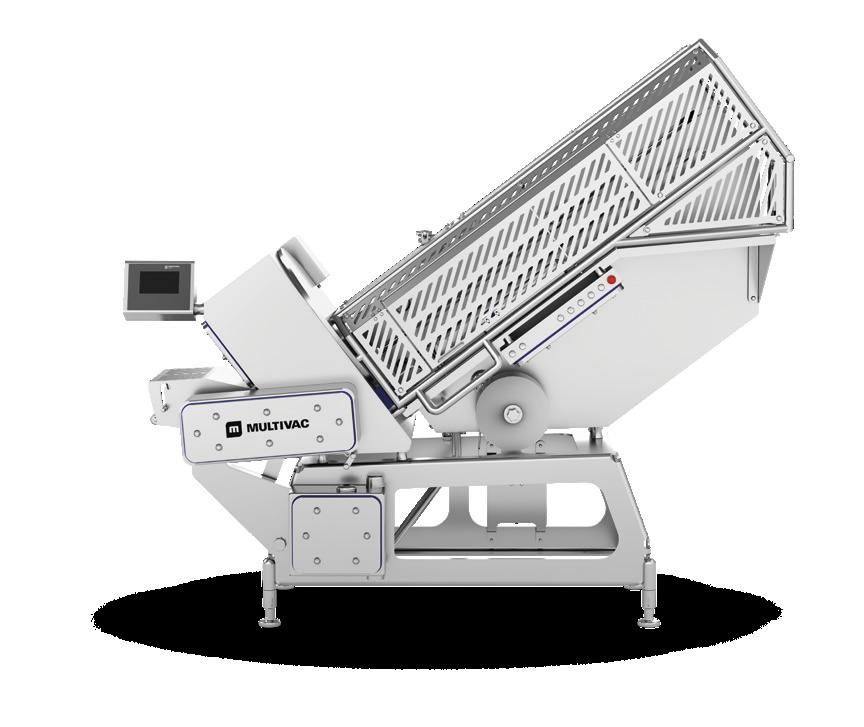
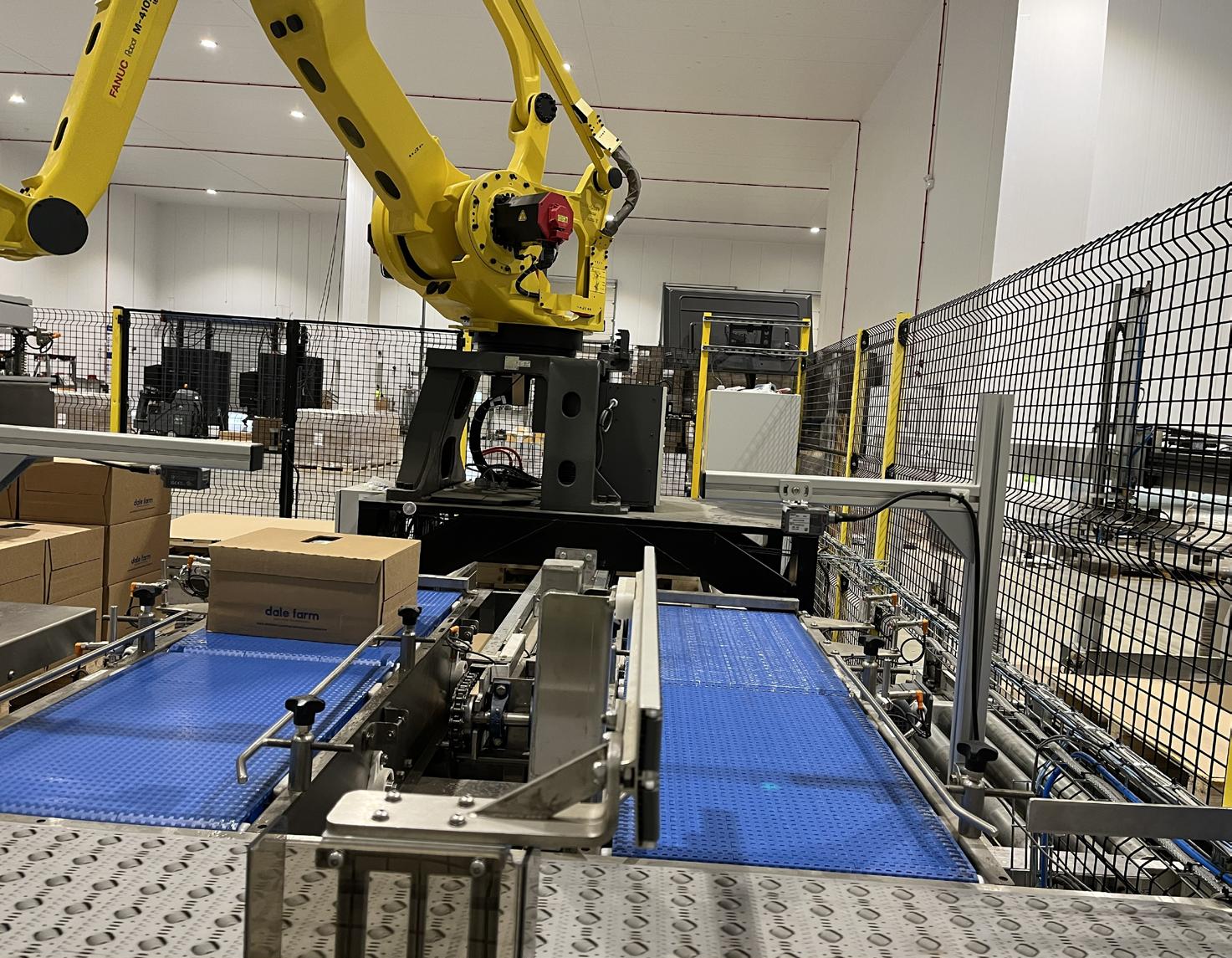
Sustainable Food Factory 2026: Accelerating Net Zero from Plant Floor to Supply Chain FANUC Case Study - Automating the food sector: efficiency in action
Editor’s
Welcome to the latest issue of Food and Drink Manufacturing UK Magazine.
In this issue, we explore how automation, digitalisation and smart packaging are reshaping operations from factory floor to final dispatch. From FANUC’s food sector case study to Beckhoff’s insights on unifying control in packaging lines, innovation is driving both efficiency and resilience.
Sustainability also remains firmly on the agenda, with manufacturers balancing productivity alongside environmental responsibility. Whether it’s advances in hygienic design, real-time monitoring, or supply chain collaboration, the common thread is clear: data-led decision-making and strategic investment are key to staying competitive.
We hope you enjoy this issue. As always, if you have news you’d like us to feature, please email us at editorial@fdm-uk.co.uk.
The Full Package: Ishida Europe to showcase latest innovations that address food manufacturing challenges at Interpack 2026
In May 2026 Ishida will be returning to Interpack, the leading global packaging trade show, to showcase innovations that support food manufacturers in their quest for efficient, safe and sustainable food production.
Ohly marks 190 years of production in Hamburg-Wandsbek
Ohly, one of the world’s leading suppliers of yeast-based ingredients, is celebrating the 190th anniversary of its HamburgWandsbek plant, founded on February 14th, 1836. Originally a distillery producing yeast for brewing, the Hamburg site is now a global headquarters and centre of excellence for Ohly’s innovative fermentation operations and their next generation PRECISION EXTRACTION™ technology.
From craft fermentation to PRECISION EXTRACTION™
From its earliest years, the Wandsbek site has been defined by technical innovation and a commitment to quality. Traditional fermentation methods evolved to industrial yeast manufacturing before they pioneered the scientific extraction of yeast extracts in 1934. Controlled autolysis, precise separation and gentle concentration enabled the systematic
Interpack will take place from 7–13 May 2026 at the Messe Düsseldorf Exhibition Center in Germany. On stand 14/A40 in Hall 14, Ishida will be demonstrating its latest solutions, including the market leading CCW-AS multihead weigher range, the recently introduced IX-PD photon counting dual energy X-Ray inspection system, the recently acquired Robot Grader, and the QX 800 tray sealer, designed for high-capacity food production.
Interpack 2026 will see Ishida’s stand divided into four product areas, which are multihead weighing, quality control, fresh food (including protein) and snacks packing, these four areas are showcasing a total of more than 30 solutions. Each zone will have dedicated experts on hand to address and solve food manufacturers’ unique challenges.
A notable highlight of Ishida’s exhibition is its fresh food zone where the company is demonstrating its tray sealer range, including the recently launched QX-
release of flavour and functional components. This has culminated in the development of advanced PRECISION EXTRACTION™ technology which enables the isolation and production of highly functional speciality ingredients.
Ohly’s story is one of continuous reinvention. From the craftmanship of traditional fermentation to today’s world-class bioprocessing, Ohly has continuously innovated, diversified and modernised to grow. This long history of technological development continues to translate directly into consistent product quality, supply reliability, and tailored application solutions for customers today.
Throughout all these developments, Ohly’s purpose has remained constant: to delight customers with
800 model for high-volume production lines. The QX-800 offers perfectly sealed trays in a compact, energy efficient designs that allows tool changes in under five minutes. Importantly, Ishida’s QX-800 is capable of handling skinpack applications, an increasingly popular method of sealing fresh meat and fish as more manufacturers look towards sustainable packaging solutions and to reduce packaging materials.
Alongside the four dedicated areas, Ishida will reveal how its smart solutions move manufacturers toward Industry 5.0 principles by adopting its remote monitoring and production software, Sentinel 5.0. This system includes functions that help with connectivity, traceability, remote diagnostics and paperless proof of compliance, all of which are rising challenges in the food manufacturing sector.
reliable partnership, consistent performance and innovative ingredient solutions that help them differentiate in their own markets.
“For 190 years, our experience has always translated into real value for our customers,” says Dr Ralf Fink, CEO, Ohly. “While competitors have come and gone, our expertise and resilience have allowed us to grow. Today, we continue to help customers innovate with our advanced PRECISION EXTRACTION™ techniques, whilst our ambitious decarbonisation roadmap shapes the environmental standards of tomorrow.”
With its robust decarbonisation roadmap, Ohly is leading efforts to reduce carbon emissions. As the first and only provider of
ClimatePartner-certified yeastbased ingredients, the company is establishing a new benchmark for verified innovation in this category.
From the craftmanship of traditional fermentation to today’s world-class bioprocessing, Ohly has continuously innovated, diversified and modernised to grow.
Korozo Group showcases innovative protein packaging at CFIA Rennes 2026
Leading flexible packaging manufacturer Korozo Group presents its latest innovations designed for meats, cheese, and other proteins at CFIA Rennes 2026, which takes place at Parc Expo in Rennes, France from 10-12 March, 2026.
With a strong focus on sustainable, high-performance solutions for the meat and cheese industries, those visiting booth B41 in Hall 11 will see first-hand how Korozo’s packaging solutions are helping producers meet evolving consumer and environmental demands.
Korozo will highlight a range of recyclable and resource-efficient packaging films developed specifically for different proteins and applications and which leverage the potential of KoroRCY; a proprietary MDOPE laminating film that enables the creation of ready-to-recycle monomaterial flexible packaging constructions.
Korozo’s continued participation at CFIA Rennes underlines its commitment to supporting local producers with packaging that enhances efficiency while reducing environmental impact.
Speaking ahead of the event, Sinem Karaben, Head of Southern Europe at Korozo Group, commented: “CFIA Rennes is an important platform for us to connect directly with food producers from France and elsewhere in Western Europe, who are headed to CFIA Rennes to experience the future of flexible packaging."
Autopack’s ‘can do’ approach to packaging automation reinforced at Packaging Innovations & Empack
Leading independent integrator of packaging lines Autopack has reported a strong showing at this year’s Packaging Innovations & Empack show, with visitors taking a keen interest in its automated packaging capabilities, with liquid filling and coffee pack solutions raising most enquiries.
The Hereford-based company also used the UK’s leading packaging event to launch its new video documenting a ‘nose to tail’ packaging automation project with edible oils specialist KTC. The video, also available online and YouTube, showed Autopack’s approach to challenging packaging applications and the results its approach to total project management delivery for clients.
Makers of Lucozade
On the stand was one of Autopack’s recent big sellers a semi-automatic bucket machine, alongside a SV30USD Sealer, an A100 with a four-head Mini Weigher, a DV1100 depositor operating with a gated conveyor and a Mini Auger.
“There was so much interest in automation at the show, which gave us an excellent understanding in how the sector is shifting right now,” said Autopack UK Sales Director Jonathon Stewart. “Businesses are looking to become more efficient in their operations, and our approach can help them.
While automation is a major selling point, firms can take initial steps through semi-automating their operation and building up to more complex solutions, as and when they’re needed. At Packaging Innovations & Empack, Autopack gauged the mood among a wide range of visitors, all with bespoke needs.
and Ribena announce new £2.5 million investment to support local communities in the UK and Ireland
Suntory Beverage & Food GB&I (SBF GB&I), the makers of Lucozade and Ribena, announced the launch of “Together for Good: SBF GB&I Community Fund”, a new long-term initiative designed to deliver measurable positive impact in local communities.
The business has committed to invest up to £2.5 million into communities across the UK and Ireland by 2030, starting with £250,000 in the first year. Central to the initiative is a match funding model offering up to £10,000 per project, helping turn community ideas into real impact. Successful applicants will raise funds via the
Crowdfunder UK platform and SBF GB&I will match contributions to double the investment, ensuring change is driven by and for the people closest to the local community.
Real impact in local communities
Local charities, social enterprises and community groups based near SBF GB&I’s head office in Uxbridge, its factory in the Forest of Dean and its office in Dublin will be invited to put forward projects for support. The fund aims to support a wide range of local initiatives that promote community wellbeing, support
essential services or improve shared spaces and natural environments.
To receive funding, the projects need to reflect the company’s purpose to “inspire the brilliance of life, by creating rich experiences for people, in harmony with nature”. Eligible groups can apply for support to establish, sustain or expand work that creates positive impact in their communities. This could include initiatives such as regenerating green spaces, supporting mental and physical wellbeing, connecting young people with nature through education or fostering social inclusion through culture, creativity or sport.
Watch Autopack’s new project video here
PRODUCED FROM STRONG HONEYCOMB PAPER BOARD.
ISPM 15-EXEMPT 100% RECYCLABLE
Sustainable, ISPM 15-Exempt Pallets & Crates: Easy to Deploy. Engineered for Safe Transit.
BUILT TO PROTECT YOUR GOODS IN TRANSIT.
• Standard PALLETS – UK and EU sizes. Weight capacity up to 750kg
• Shipping Crates – Can be designed to each customer’s specifications. Weight capacity up to 750kg
• Layer Boards – 15mm, 25mm as standard.
“PALLITE have been our go-to crate and packaging partner for shipping premium cheeses to Dubai since 2016 The team’s support is faultless, and the packaging performs every time — our products arrive at the right temperature and in perfect condition. Outstanding service and quality”
PGL Fresh Produce Ltd
Technology & Software
How Digitalisation is Reshaping Food & Beverage Manufacturing From Factory Floor to Real-Time Control
Food and beverage manufacturers are operating in an increasingly complex environment. Rising raw material costs, supply chain disruption, tighter regulatory requirements, labour shortages and shifting consumer demands are putting sustained pressure on margins and operational performance. In this landscape, digitalisation is no longer a future ambition, it is a strategic necessity.
The Visibility Challenge: Breaking
Down Data Silos
One of the most significant issues facing manufacturers is limited operational visibility. Disconnected systems, spreadsheets and manual processes often create data silos between procurement, production, quality, warehousing and finance.
The result?
• Inaccurate forecasting
• Production delays
• Excess inventory or stockouts
• Increased waste
• Reactive decision-making
Without a single source of truth, responding quickly to demand fluctuations or supply constraints becomes extremely difficult.
Integrated ERP: A Single Source of Operational Truth
Modern ERP platforms such as Sage X3 address this fragmentation by centralising operational data into one real-time system. From raw material intake to finished goods dispatch, manufacturers gain end-toend visibility across:
• Inventory and warehouse movements
• Batch and lot traceability
• Production planning and scheduling
• Quality control processes
• Financial performance and margin analysis
This level of integration strengthens compliance, improves planning accuracy and supports tighter cost control.
AI & Automation: Smarter, Faster Decision-Making
Artificial intelligence and automation are accelerating the value of digital transformation.
Predictive analytics can improve demand forecasting by analysing historical sales data, seasonality and emerging trends. Machine learning models can optimise production schedules, reduce downtime and improve resource allocation.
On the shop floor, IoT-enabled machinery provides real-time performance data. This enables predictive maintenance strategies, identifying potential equipment failures before they cause costly production stoppages.
Enhancing Quality & Compliance Through Technology
Quality control is another area benefiting significantly from digitalisation. Automated data capture reduces manual errors, while integrated compliance workflows ensure full product traceability.
In the event of a recall, manufacturers can quickly isolate affected batches, reducing risk exposure and protecting brand reputation.
With tightening regulations across food safety and sustainability reporting, digital systems provide the audit trails regulators increasingly expect.
The Rise of AI Assistance: Sage X3 Copilot
Emerging innovations such as Sage X3 Copilot introduce AI-driven assistance directly within the ERP environment. By surfacing insights, highlighting anomalies and accelerating reporting, AI Copilots help teams interpret complex operational data more efficiently.
Instead of spending hours compiling spreadsheets, decision-makers can focus on proactive problem-solving and continuous improvement.
Digitalisation as a Business Transformation Strategy
Successful digital transformation is not simply about implementing new software. It requires process alignment, cultural adoption and a clear roadmap focused on measurable outcomes.
For food and beverage manufacturers, this means selecting not only the right technology, but the right implementation partner. Working with a trusted Sage Business Partner such as X3 Consulting ensures that digitalisation is delivered using certified expertise, proven methodology and deep manufacturing knowledge. As accredited Sage X3 specialists, X3 Consulting aligns system capability with operational strategy, reducing risk, accelerating adoption and maximising return on investment.
Manufacturers that treat digitalisation as a business transformation initiative, rather than just an IT project can unlock greater agility, resilience and competitive advantage.
In an industry defined by efficiency, compliance and responsiveness, realtime visibility and AI-driven insight are fast becoming the difference between reacting to change and leading it.
For more information visit: www.x3consulting.com
Health & Safety
Cortec® Introduces Game-Changing Corrosion Solution for Food Industry Boilers
For decades, Cortec® corrosion solutions like the Boiler Lizard® have been a symbol of comprehensive and convenient protection for industrial boilers undergoing dry layup. Now, Cortec® is extending the same ease and effectiveness to the food processing industry with the introduction of the VpCI® Chameleon™, a gamechanging boiler wet layup solution with NSF G6 certification (Reg. #172647) for use in food processing facilities.
Why Is VpCI® Chameleon™ Important in the Food Industry?
VpCI® Chameleon™ is an innovative corrosion inhibitor that simplifies and improves the wet layup process for boilers whose steam may come into contact with edible products in and around food processing areas. While corrosion protection is critical for all industrial boilers, it is more challenging in food processing
facilities where chemicals could contaminate food or drink. Many food manufacturing processes require the production of steam that may come into direct contact with food. Some of these steam-producing boilers may need to remain offline occasionally due to fluctuations in the production schedule or to serve as backups to primary boilers. By using VpCI® Chameleon™ during these idle periods, food processing facilities can ensure that these assets stay corrosion-free and ready to restart at any moment, without endangering food safety.
How Does VpCI® Chameleon™ Stand Out from Other Methods of Wet Boiler Layup?
In nature, chameleons are known for their ability to blend in with their environment. They can also stand out in bold contrast to their surroundings, which is what the VpCI® Chameleon™ does when compared to traditional strategies for corrosion protection during boiler wet layup. The typical method for fighting corrosion in boilers during wet layup is to monitor
the boiler water multiple times a week, adding sulfite and caustic as needed to maintain protection. This method is so time- and labor-intensive that it often gets neglected, leading to the corrosion problems it was meant to avoid. In contrast, VpCI® Chameleon™ does not require frequent monitoring or reapplication, saving significant time and labor costs and protecting boiler internals during the entire wet layup, independent of oxygen ingress levels. Furthermore, VpCI® Chameleon™ contains both vaporphase and contact-phase corrosion inhibitors, providing comprehensive protection below the water, above the water, and at the air/water interface. At the end of layup, boilers treated with VpCI® Chameleon™ do not have to be drained, allowing a faster return to service.
Why Does Corrosion Protection Matter?
Any idle boiler is at risk for corrosion that could lead to serious complications when the boiler is brought back online. These include “poisoning” of the water (high iron levels neutralize the effectiveness of other water treatment chemistries), clogging, thinning (even pitting) of boiler tubes, and leakage. Over time, these not only create temporary interruptions but also shorten the overall service life of the boiler system. Therefore, the use of a corrosion inhibitor during layup is an important investment with both shortand long-term benefits.
Health & Safety News
ACI Group calls for greater education on nutrition as folic acid fortification deadline looms
Supply chain specialist and niche ingredient expert ACI Group has urged food formulators and brands to play an active role in consumer education ahead of the introduction of mandatory folic acid fortification in flour products.
By December of this year, all non-wholewheat wheat flour products must be fortified with folic acid in addition to added nutrients already required by law, such as calcium and iron. Despite the many proven benefits of folic acid, an important nutrient that is already widely prescribed during pregnancy to support healthy foetal growth and development, the news has caused some consumers to voice concerns about chemicals being added to staple foods.
As Gareth Clark, Sales Director at ACI Group says, the food industry has an important role to play in preventing the spread of misinformation and educating consumers about the nuances of food processing. “It’s frustrating to see this positive story swept up in the ‘ultra-processed food’ hysteria,” he says. “Often these stories are provocatively framed in the media, so the food industry needs to take the lead – not just in this case, but in all cases of beneficial fortification.
NHS guidelines recommend taking folic acid supplements while trying to conceive and during the early stages of pregnancy to reduce the risk of neural tube defects like spina bifida. However, it has also been shown to support red blood cell formation among several other benefits. Despite this, data shows that the folic acid intake of many demographics, especially younger women and those from deprived areas, can be low.
Probe Industries launches market-first odour enhancement technology to help industrial facilities reduce odour complaints and improve on-site wellbeing
Probe Industries, a global innovator in industrial odour and dust control technology, has launched an industry-first odour enhancement solution that transforms air quality at industrial sites to meet legal requirements for cleaner, healthier and more sustainable environments for workers, visitors and surrounding communities.
Industrial environments - including waste management, water treatment and processing facilities - are often associated with persistent, unpleasant odours that can affect workers and people living in surrounding areas. Evidence links poor air quality and malodours with headaches, irritation, tiredness, low mood, stress and other health-related symptoms, with waste and recycling sectors recording significantly higher sickness absence (12.3 days compared to 6.4 days) than typical UK averages according to the Health and Safety Executive. At the same time, operators face increasing pressure from regulators and local
communities to improve air quality and control odour and emissions in line with environmental laws and permit conditions.
Based on Probe Industries’ leading AiroPure® odour neutralisation technology used widely across the waste management, water treatment, healthcare and hospitality sectors, new AiroVive®, is the world’s first industrial odour enhancer that combines a biodegradable, non-toxic odour neutraliser with mood-boosting fragrance design.
AiroPure is a patented odour elimination solution which works at molecular level to destroy odours and harmful compounds at industrial manufacturing, processing and treatment plants. Independent performance tests show a 100 percent reduction in sulphur dioxide and hydrogen sulphide emissions and a 99.4 percent reduction in ammonia and amines, with employees at trial sites reporting a significant improvement in air quality and working conditions.
Health & Safety Keeping Loading Bays Safe
Loading bays are busy places. People, vehicles and machinery are constantly moving and the risk of injury, property damage or disruption to the supply chain is high. In fact, it’s estimated that 25% of industrial accidents occur in loading bays – and for every incident, there are around 600 close calls.
Identify the risks
Any loading bay is a high-risk environment, but when workers are busy or fatigued, wearing hearing protection or facing language barriers, the potential for human error and accidents increases.
A vehicle pulling away from the dock prematurely due to miscommunication or lack of understanding can have potentially fatal consequences for forklift operators or others working nearby. And when trailers are not restrained properly, vehicle creep can occur causing gaps to appear between a trailer bed and the loading bay. Vehicles can also roll backwards and tilt sideways leaving those working between them vulnerable to becoming trapped and crushed.
To prevent these issues, vehicle restraint systems, such as the automatic DE6290AR or the manual DE6190MR from ASSA ABLOY,
The ASSA ABLOY system offers multiple benefits over traditional approaches to restraining vehicles such as wheel chocks, which are less effective in slippery conditions and offer a limited restraining force.
position, triggering a precision-timed restraining arm which blocks the rear wheels from any forward motion. The two-way interlocking system means the dock doors cannot be opened before the wheel restraint is engaged. Once loading or unloading is complete the blocking arm can only be disengaged once the dock door is closed and operatives are safe from any trailer movements. The intelligent blocking arm activation makes the system suitable for a wide range of trucks, including those with a wheel at the very rear. The retractable blocking arm tucks neatly into the restraint when not in use, preventing damage to truck wheels or tail lifts, additionally, a sensor can be added for vehicles with mud flaps.
Check out the video here
lock the vehicle’s wheels in place, preventing unplanned movement.
Preventing vehicle creep and drive off
The physical restraint combined with enhanced traffic lights sequencing and visibility minimises the risk of drive offs. The restraint system also acts as a parking guide whilst reversing onto the loading bay, to help correct alignment and positioning. Once the trailer is in the right place, the automatic system is remotely activated from within the building or the manual system is pushed into
The restraint systems can be used on their own or combined with optional equipment such as, the combined Dock-IN traffic lights solution, or control panel mounted camera system which provides visibility of the yard and improves safety for yard operatives.
The benefits of enhanced safety
The ASSA ABLOY system offers multiple benefits over traditional approaches to restraining vehicles such as wheel chocks, which are less effective in slippery conditions and offer a limited restraining force.
Implementing the right restraint system in loading bays enhances safety by protecting operatives from unexpected trailer movements, boosting their confidence during loading and unloading. Although loading bays inherently carry risks, a proper restraint system can significantly reduce these hazards, creating a more secure and efficient environment that protects employees, assets, and the company’s bottom line.
For more information, please visit assaabloy.com/uk/en
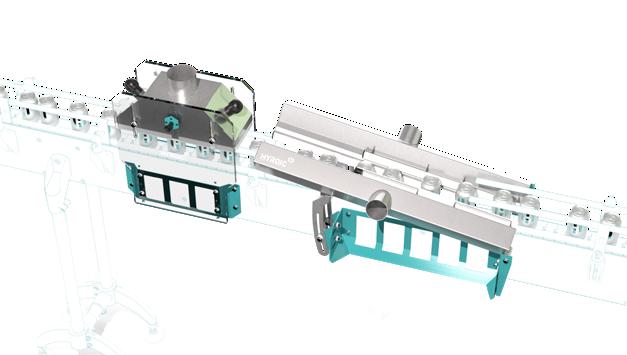
Hygiene begins long before cleaning starts Food Safety
How weighing and inspection technologies actively enable hygiene.
A key feature of the MiNexx®3000 Weighing Platforms is their consistently hygienic design. The open, self-draining design with minimised exposed horizontal surfaces prevents product residues from accumulating. “Good hygienic design can be recognised by the fact that dirt cannot accumulate in the first place,” says Hubrich. “This reduces cleaning effort and increases process reliability at the same time.” Hygienically designed screw connections without exposed threads in the product contact zone also help to minimise contamination risks in a targeted manner.
In the Food industry, hygiene is not an option, but a prerequisite for safe products and stable processes. Modern weighing and inspection technologies make a decisive contribution to this: they ensure correct filling quantities, detect foreign bodies and support manufacturers in reliably maintaining high quality standards. At the same time, the systems used must themselves meet the highest hygiene requirements - so that they can be cleaned quickly and economically without residue.
The basis for this is hygienic design. Smooth stainless steel surfaces, rounded geometries, self-draining constructions and the absence of inaccessible spaces reduce the risk of microbiological contamination right from the start. “Hygiene doesn’t just start with the cleaning process, it starts on the drawing board,” says Nils Hubrich, Product Manager at Minebea Intec. “Risks can only be permanently minimised if the design and choice of materials are right from the start.” This results in technology that protects, reduces downtimes and makes hygiene requirements manageable.
EHEDG
In Europe, the recommendations of the EHEDG (European Hygienic Engineering & Design Group) provide the design framework. They describe how machines, systems and components must be designed to prevent contamination and enable effective cleaning - from surface finishes to hygienic sealing and welding concepts.
Hygienically designed weighing systems
With the MiNexx®product series, Minebea Intec covers a wide range of industrial weighing applications. The MiNexx® Weight indicators record measurement signals highly accurately and control both simple weighing processes and complex applications such as filling or fill quantity control. In combination with the MiNexx®3000 Weighing Platforms, which can be used as bench and floor scales, a powerful system is created for a wide range of requirements - from light loads to robust industrial applications in the high-load range.
Surfaces as a hygienic success factor
Another focus is on the surface treatment of the material used. The MiNexx® 3000 Weighing Platforms utilise satin-finished stainless steel surfaces that combine a homogeneous structure with high robustness. With a surface roughness of just 0.8 µm, the surfaces are particularly easy to clean and at the same time resistant to the mechanical stresses of everyday production. “Compared to electropolished surfaces, satinised structures are more robust in everyday use and just as reliable in terms of hygiene,” explains Hubrich.
Hygienic design also in inspection technology
Hygienic design principles also play a central role in Vessel scales and inspection systems. With the Novego® weighing module, Minebea Intec shows how hygienic design can be realised down to the last detail. The integrated mounting kit consisting of 360° restraint, lift-off protection and tilt protection avoids additional transitions and contact surfaces, while minimised horizontal surfaces, low surface roughness and FDA-compliant materials support easy cleaning.
Inspection technology - such as the Flexus® checkweighers - also focusses on open designs without hollow bodies, reduced contact surfaces and good accessibility. This facilitates inspection and cleaning and increases process reliability during ongoing production.
For more information visit: www.minebea-intec.com/en/minexx
New Scales Series MiNexx®
Discover the award-winning MiNexx® indicators: Combined with its weighing platforms or Minebea Intec load cells, MiNexx® can be integrated in almost any weighing application imaginable.
It has got what it takes: GMP compliant for traceable records. Red Dot awarded user interface Blue HMI for process safety and stability. NSF certified for maximum hygiene.
Boost efficiency and protect your brand reputation: Stay ahead in every step of your process,
One in five Scottish distilleries in distress as global whisky crisis hits Scotland’s most famous export
New data from leading financial advisory and restructuring experts BTG (formerly Begbies Traynor Group) shows that 19% of all of Scotland’s distilleries are facing financial distress.
In Scotland, 69 distillers, and a further 217 across England, Wales and Northern Ireland, are facing significant or critical financial issues, according to the latest, business distress data from December 2025. The number of Scottish distilleries in distress increased by 40.8 % (from 49 to 69) in last 3 months of 2025, well ahead of the UK average rise of 12.2 % according to BTG data. Year on year Scottish distilleries also saw a rise of just under 17% in signs of financial distress, over 2.5 times the UK average rise of just 6.7%.
“Distilleries in Scotland, where the majority of the UK’s whisky production is based, are facing a perfect storm of lowering demand, rising production costs and increased tariffs in key markets, factors that have already cost numerous brands their businesses over recent months,” said Thomas McKay, managing partner of BTG in Scotland.
Pictured below: Thomas McKay
Demand for scotch whisky, gin and other spirits peaked in 2020 during the lockdowns in the UK and globally.
-
Thomas McKay, managing partner of BTG in Scotland
“Previously thriving businesses that have existed for generations are facing distress, often through no fault of their own, and there is a case for additional support to the sector to preserve the heritage of the Scottish whisky industry in unprecedented times. This is especially clear when you consider that Scottish distilleries directly employ more than 10,000 people, well over half of the industry’s workforce in the UK” he added.
The downturn in the global whisky market, which saw worldwide scotch sales fall 3% in the first half of 2025, the third consecutive year of decline after decades of growth, according to alcohol data provider IWSR, is due to a range of economic factors including
changing consumer behaviours, rising operating costs and overheads, falling export sales and reduced consumer demand for alcohol.
“Demand for scotch whisky, gin and other spirits peaked in 2020 during the lockdowns in the UK and globally. When this demand fell away, the remaining oversupply has seen prices fall, at exactly the same time as additional costs of exporting to the biggest market for scotch, the US, have risen dramatically.
“The dynamics of these market forces are such that they are impacting otherwise healthy businesses that have used their cash reserves to stay afloat, and now need to restructure to survive this period of drastic downturn.
“We’ve helped a number of distilleries and businesses to do this in recent months, but swift action is needed to help the industry in these very challenging times, especially if the threatened higher tariffs come into effect in the summer. Exports to China fell by over 30% last year, and it is still not clear whether US orders in 2025 were artificially high in order to build up stocks there before the new tariffs impact prices. If so, that could see exports of scotch to the US fall away precipitously, and it’s important for businesses to have a plan if that does happen,” he added.
According to a Bloomberg Index, 46% of the value of the 50-leading beer, wine and spirits brands has been lost since the industry’s peak in 2021. US exports fell by over 4% in 2025, after last year’s 10% tariff on US imports of all goods from the UK, and the looming prosect of a further tariff rise of 25% in June could see UK exports to the US drop further.
The general fall in alcohol consumption in key markets is attributed to decreased appetite for alcoholic drinks, especially spirits, among Gen Z consumers, who on average drink 20% less than Millennials, who in turn consume less than older generations.
Sustainable Manufacturing Moisture Drives
NEAR-INFRARED MOISTURE SENSING TECHNOLOGY FOR INSTA NT DATA
Sustainability has become a boardroom priority for manufacturers under pressure to cut waste, reduce energy use, and prove measurable environmental progress. At the same time, production teams still need to protect throughput, quality, and profitability on every line run.
Moisture control sits at the center of this balance, making the way you measure and manage moisture in a critical sustainable production decision. MoistTech Corp.’s noncontact NIR technology enables precise, continuous moisture and oil analysis across a wide range of products and raw materials.
Traditional lab-based moisture testing forces lines to stop and start while samples are pulled, tested, and adjusted. Those delays often lead to conservative overdrying “just to be safe,” which wastes energy, damages product quality, and increases scrap.
“MoistTech’s IR3000 unit tightens control of critical processes, uses fewer resources, and delivers more consistent products”
A smarter approach uses continuous, real-time data to keep moisture exactly where it needs to be. Across large production volumes, even small improvements in moisture accuracy translate into meaningful sustainability and cost gains.
Many facilities still rely on periodic manual sampling and lab measurements to control moisture. While familiar, this approach provides only a snapshot in time and can lag minutes or hours behind actual process conditions. By the time results come back, operators may already have produced a significant amount of off-spec material.
MoistTech’s non-contact, in-line sensor continuously measures moisture as the product moves along the line. This real-time data enables closed-loop control, where dryers and heaters automatically adjust based on current conditions instead of delayed lab feedback.
Precise moisture control helps manufacturers:
Reduce raw material waste by keeping product within spec the first time.
Lower energy use by avoiding excessive drying or heating. Stabilize quality so fewer shipments are rejected or reworked.
Contact MoistTech today to implement increased efficiency!
People on the Move
Electrolyte brand Vidrate strengthens senior team with two new hires
Electrolyte brand Vidrate has appointed two new senior hires to support its expanding retail proposition, with Michael Wigham joining as Operations Director and Catherine Coward as National Account Manager.
Wigham brings extensive beverage manufacturing and operations experience, having most recently held the role as Head of Strategic Projects at Refresco. His previous roles also include Canning Operations Director at Cawingredients, and Engineering Project Manager at Britvic.
Coward joins with over 20 years of FMCG experience, including over thirteen years at Haribo, before moving to independent consulting. She has led growth across grocery, convenience, and high-street retail, supporting challenger brands to identify new routes to market and expand their retail presence.
Vidrate has entered a period of accelerated growth, which includes relocating to a new 21,000 sq ft warehouse, upgrading inventory management systems, and investing in innovative technologies.
Defra's John Powell to be next BMPA Chief Executive
“We are delighted to announce that John Powell has been chosen to take the helm as the next Chief Executive of the British Meat Processors Association.
Many in the industry will already be familiar with John in his present role of Head of Agricultural Sectors Team at Defra. He brings over 40 years’ experience in the agri-food industry both as a UK civil servant and in the private sector as an adviser to governments in over 20 European countries, alongside, a proven track record of working with and as an adviser to government and regulatory decision makers.
As he joins BMPA, John brings valuable insights into government policy making and how we as an industry can best
navigate that system. His appointment cements and enhances BMPA’s position as the principal trade body for the British meat industry and will strengthen the hand of our members as we face the challenges of the future.”
John will join the BMPA team on 1 April 2026.
Flextech Hose Solutions appoints Dean Wade as Sales Director
Flextech Hose Solutions, a leading UK designer and manufacturer of bespoke industrial hose assemblies, is pleased to announce the promotion of Dean Wade to Sales Director.
With more than 30 years of industry experience, Dean’s career began hands-on assembling hoses in a warehouse, giving him deep insight into the technical and operational aspects of the industry. He later held senior positions at the likes of Flexible Hose Supplies, gaining valuable expertise in hose manufacturing and distribution across multiple sectors.
Returning to join Flextech in 2020 as Sales Manager, Dean was later promoted to National Sales Manager. During this time, he has played a pivotal role in expanding the company’s client base and driving growth across Yorkshire and the Midlands. His proven track record in sales leadership, combined with a strong understanding of customer needs and industrial markets, makes him a natural fit for this strategic leadership role.
As Sales Director, Dean will continue to manage a portfolio of more than 80 clients and lead the growing sales team.
5 Ways We Can Halt The Growth of Food Waste
Approximately one third of all food produced globally is never eaten. Alongside this, a recent study found that the level of food wasted globally is expected to rise by another third by 2030. This could result in 44% of all food produced being wasted.
But what can be done to slow this? Food waste experts at BusinessWaste.co.uk have shared 5 key actions.
1. Food waste reporting must become normalised
Unless a thorough system is put in place for waste reporting, it’s impossible to know we are actually reducing the waste we produce. Not only this, but reporting provides accountability and can ensure waste reduction receives the attention it needs.
Reporting also exposes any hotspots within the supply chain and where investment is needed to reduce waste.
2. We must place more value on ‘ugly’ produce
Large quantities of fruit and vegetables don’t even make it to our shelves due to being deemed too ‘ugly’ for consumers. By actively promoting imperfect produce, retailers and brands help reset expectations around what ‘good’ food looks like.
This results in less food going to waste, while helping to financially support farmers and increasing our food supply without increasing production.
3. Provide financial incentives to reduce waste (PAYT)
Financial incentives make food waste costly for those who produce it, following the ‘polluter pays’ principle: those who generate more waste pay more, rather than costs being spread evenly.
Systems like Pay As You Throw (PAYT) embed the idea that wasting food has real economic consequences. South Korea is one example of the effective implementation of a PAYT system, with recycling of food waste increasing from 2% to 95%.
4. Stop promoting overbuying
Many promotions encourage overbuying, such as deals like ‘buy two, get one free’. However, this only encourages overconsumption rather than mindful shopping habits. Avoiding bulk promotions can help consumers save money, reduce food waste, and align marketing more closely with sustainability.
5. Create more secondary markets
Secondary markets for food waste could include discount or surplus food retailers like ‘Too Good To Go’, donation channels, or conversion into animal feed or industrial products. Secondary markets not only prevent food waste but can also provide wider benefits to charities, those on lower incomes, and even help businesses to retain profit.
Mark Hall, waste management expert, speaking on food waste comments: “Addressing food waste should be about more than just ticking a box for compliance sake. We need to look at prevention, recognising the costs of wasted food, and understanding the wider environmental impact.
“Much of this starts with looking at our attitude towards food waste, do we place enough value on food? Do we know how much we are throwing away? Are people really incentivised to reduce this?”
Welsh food and drink producers showcase quality, provenance, and growth potential at London’s Spitalfields Market for St David’s Day
Food & Drink Wales will spotlight the commercial strength and diversity of the Welsh food and drink sector with a curated producer showcase at London’s historic Spitalfields Market over St David’s Day weekend, taking place on Saturday February 28th - Sunday March 1st.
The showcase will bring together a dozen Welsh food and drink producers, highlighting Wales’ credentials as a modern food nation with a growing reputation for highquality, provenance-led products across retail, catering, hospitality and speciality markets.
Set within one of London’s most established food trading destinations, Spitalfields Market provides a high-profile platform to present Welsh food and drink
to buyers, industry stakeholders and influential audiences. The event will demonstrate how Welsh producers are combining heritage, protected status and local sourcing with innovation and brand development.
Through the voices of producers, makers and contributors, the showcase will underline the commercial importance of provenance, origin and PGI status, alongside the role of sustainable farming, skilled production and strong brand storytelling in driving growth.
A curated group of Welsh food and drink businesses will be showcasing at Spitalfields, offering an opportunity to meet producers, explore products and understand the stories and supply chains behind them.
Packaging Innovations & Empack marks 21st edition with record-breaking growth
The record-breaking Packaging Innovations & Empack 2026 united the UK’s packaging industry, spotlighting sustainable, breakthrough innovations, and the next generation of trailblazing talent.
The 21st edition of Packaging Innovations & Empack 2026 has closed to overwhelming acclaim, attracting 8,021 unique visitors, an 8% increase on the previous year. The event continues to cement its position as the UK’s premier packaging industry showcase.
This year’s edition featured over 500 exhibitors, highlighting the show’s rapid growth and increasing industry relevance. Explosive exhibitor growth means the next edition will expand into Halls 6-9 on 24 & 25 February 2027, providing even more space for innovation, products, and brands.
Attendees from over 3,000 brands explored thousands of products and gained insights from 120+ expert speakers, all under one roof. The packed programme offered interactive demonstrations, thought
leadership talks, and networking opportunities, spotlighting emerging trends, innovation, and sustainable solutions across the packaging sector.
Events & Awards
UK’s Original Vegan Company Plamil Sponsoring Vegfest Free
- This Year’s Biggest Free Vegan Event
Vegfest Free in Birmingham has confirmed Plamil Foods - the UK’s original vegan chocolate brand as a main event sponsor.
The announcement also marks Plamil’s 65th year as a pioneer of dairy-free chocolate and ethical food production.
Taking place on Saturday April 25th at Edgbaston Cricket Ground, Vegfest Free Birmingham sees thousands of visitors attending with tickets free to the public, ensuring not only a core vegan attendance but also people new to plant based lifestyles to sample the best of the vegan way of life.
With around 150 stalls and over 40 speakers & performers along with outdoor stages for DJ’s, live performance and spoken word, Vegfest Free is attracting traders & visitors from across the UKand Plamil Foods, celebrating 65 years of pioneering vegan innovation is proud to be a part of this flagship vegan event.
Founded in 1961 by those that founded the Vegan Society, Plamil has been at the forefront of ethical, dairy free food production since the very beginning of veganism.
BCMPA highlights the power of outsourcing and the growing dialogue within the BCMPA community at 2026’s Contract Pack & Fulfilment Show
The BCMPA – the Association for Contract Manufacturing, Packing, Fulfilment & Logistics – believes that this year’s Contract Pack & Fulfilment Show firmly underlined the strength of outsourcing specialists and the vital role they play in the packaging supply chain.
The exhibition, co-located with Packaging Innovations & Empack, also highlighted the extraordinary entrepreneurial talent in the industry with start-ups looking for third parties to take their business to the next level. It was a theme endorsed by the debut of the BCMPA sponsored Pitch the CoPackers Final, which took place on the Supply Chain Stage.
The Dragons’ Den style competition showcased the many ways that outsourcing helps young brands with their packaging and supply chain, enabling them to focus on their own business plans. The winner was Renata Sá, founder of HANGOV, a new wellness brand offering a Brazilianstyle preparation drink designed to support the body before alcohol consumption.
“This year’s Contract Pack & Fulfilment Show put forward the positive case our members can make to assisting brands and retailers – big or small,” said Emma Verkaik, CEO of the BCMPA.
“We are building a community of businesses with the expertise that can unlock the true potential of a brand. Start-ups taking their first steps need our members’ help to get their product to market. Without supply chain specialists – including contract packers, manufacturers, and ecommerce and fulfilment specialists – it does not matter how good the packaging is; you need to get your products out efficiently and safely. Using the expertise of third parties enables and accelerates this process.
“It’s why Pitch the Co-Packers was such a success. Not only were the four finalists incredibly passionate about their brand, with compelling and inspirational stories, it showcased what our members can do to assist them. Congratulations to Renata for her impressive pitch – a worthy winner.”
In addition, Emma was among the judges for the Future Trailblazer Awards, which this year was won by Dhruvi Thakkar of Sleeve Office.
Demand for third-party partnerships is as strong as ever despite challenging economic headwinds and concern over the direction of industry-wide packaging regulation, particularly Extended Producer Responsibility (EPR). But despite this uncertainty, the show underlined the knowledge of contract manufacturers and their ability to innovate irrespective of the market conditions.
PhoenixTM Real Time Temperature Monitoring: ‘Look as you Cook!’
As part of any food processing operation monitoring, controlling and validating food cook temperatures is critical to the success of any HACCP strategy. Knowing the accurate core temperature of your product during any cook regime is essential.
You may know the live temperature of the oven from the controller systems but not the product itself.
Manual testing with a handheld thermocouple is an option but this will interrupt the cook cycle creating delays and reducing productivity as well as cook efficiency.
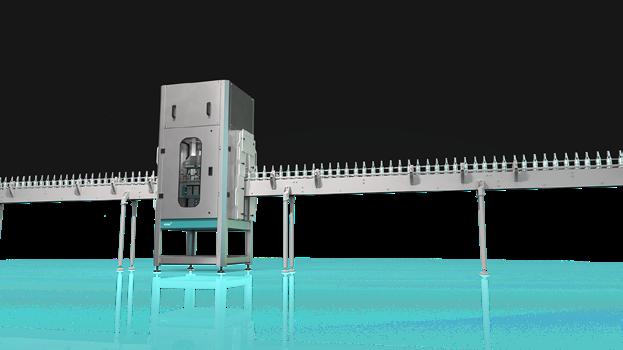
Complementing its range of thruprocess temperature monitoring systems designed specifically for the Food industry, PhoenixTM offers a real time RF telemetry system option.
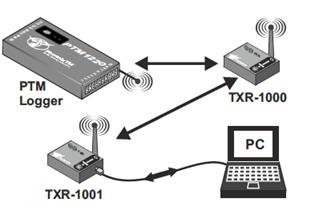
Food cook temperature data measured by the thermally protected data logger, using thermocouples, is stored in the memory of the data logger. Simultaneously temperature data is transmitted direct from the data logger via a thermally insulated RF antenna exiting the barrier with the thermocouple cables. The RF signal transmitted out of the oven is then passed along a series of repeater units (‘Lwmesh’ networking protocol) back to the main coordinator connected to the monitoring PC.
The repeater units are powered by battery and are not physically linked by any cable. As such they can be positioned where needed and moved with ease (No expensive infrastructure or installation costs).
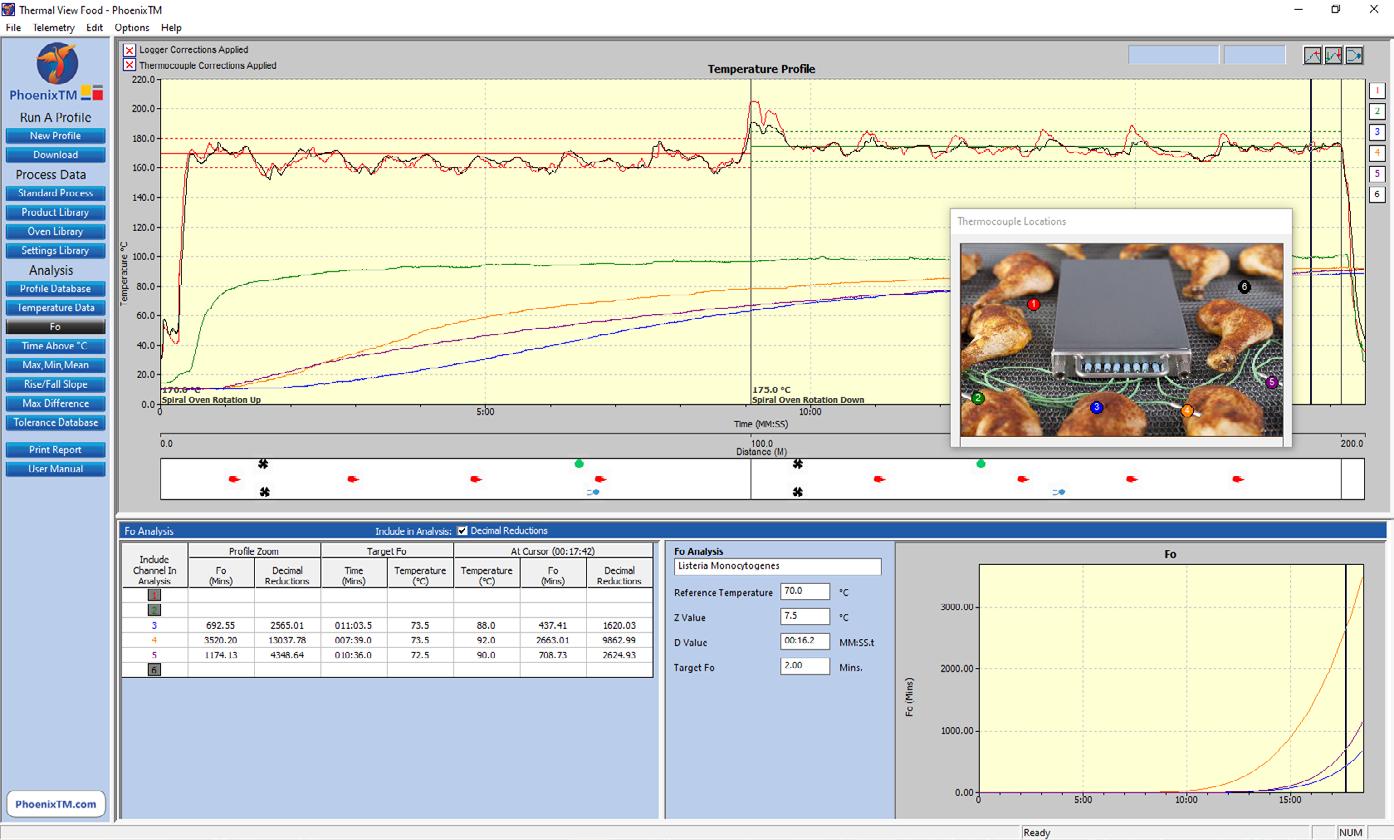
Employing real time operation, product core temperatures over the product
rack or conveyor mesh belt width can be monitored live. Cook programs can be controlled therefore by true product temperature. This may be far more efficient than cooking to a set cook program time which may overcook just to be safe. Using Real Time RF telemetry new cook programs can also be optimised and validated with efficiency and confidence.
The full temperature profile can be fully analysed, post run, for complete HACCP compliance.
A comprehensive suite of analysis tools converts the raw profile temperature data into useful process information. Analysis tools also include the ability to calculate Fo/Pu values for the process against target micro-organisms.
The information gathered, further to process validation, can be used to allow informed process problem solving and optimisation to maximise product quality, yield, process productivity and efficiency.
See live what a difference a PhoenixTM system could make to your cook operation.
Contact PhoenixTM to help Find, Fix and Forget your Cook Problems!
Efficient HACCP Cook & Chill CCP Validation
Product Safety
Process Efficiency
Improved Product Yields
Rapid Fault Finding
Full HACCP Certification
Thru-process temperature monitoring solutions for all your cook applications
PhoenixTM Technology
• Accurate IP67 data logger (Type K or T)
• 10 Measurement Points for full oven mapping
• Thermal barrier options to suit cook regime
• Comprehensive thermocouple range
• Standard miniature thermocouple plugs
• Calibrated thermocouple options
• Food trays and thermocouple jig options
• Full lethality (Fo/Pu) and reporting
• Real Time RF Telemetry options
• Local efficient calibration and service support
Phoenix Temperature Measurement
Logistics & Supply Chain
Prism eLogistics moves like jAGA to hit major growth target
Prism eLogistics is leveraging its international fulfilment network to help jAGA, home of the world’s most powerful nootropic drinks, go global.
Launched three years ago, jAGA represents the cutting edge of the booming wellness and functional drinks industry, with projected turnover set to double next year as
the brand aims to surpass a million pounds’ worth of orders.
While founding husband and wife team Lee and Lisa Jeffries initially handled every element of the business themselves, when they began to regularly receive orders worth tens of thousands per month, they realised they needed support.
Lee explained: “Lisa was working all hours picking and packing orders, overseeing logistics and problem solving where necessary, and it left her with almost no time to build the brand. But we like being a small team, we’re agile and cost-effective, so bringing someone in full time wasn’t an option. That’s when we realised outsourcing was the best option for us”
Having previously worked with managing director Ian Wright, Prism eLogistics immediately came to mind. With packing, sleeving, storage and fulfilment services available, Prism was able to offer end-to-end fulfilment support and the added value jAGA needed.
British Hen Welfare Trust welcomes government commitment to phase out cages for laying hens, and says delivery now matters
The British Hen Welfare Trust (BHWT), the national charity dedicated to improving the lives of laying hens, has welcomed the government’s newly published Animal Welfare Strategy for England, including its commitment to work with the egg industry to phase out enriched cages for laying hens.
The announcement comes alongside a UK-wide public consultation on proposals to ban the keeping of laying hens in cages, which Defra is launched Monday, January 12th.
BHWT Founder and CEO Jane Howorth MBE said: “This new strategy
draws a line in the sand: a hen should be offered a life that mirrors as closely as possible her natural existence. We welcome the government’s commitment to phase out cages, but it only matters if it is delivered in a manner that improves welfare and supports farmers. That means a clear end-date, and practical support for farmers to transition to genuinely higher-welfare systems.
“As the charity that rehomes ex-commercial hens at the end of their laying lives, the BHWT sees first-hand the difference that space, enrichment and natural behaviours make to a hen’s wellbeing.”
Enriched colony cages replaced barren battery cages and include mandated
BHWT Founder & CEO Jane Howorth MBE - Image from Simon Moore
Ian Wright, managing director for Prism
“Partnering with Prism immediately took the stress out of our business,” said Lisa. “From order to delivery, it feels like we’re in safe hands, and thanks to Prism’s digital dashboard, I have total visibility. Beyond the day-to-day, Prism is almost like jAGA’s a big brother – whatever the challenge, we know the team will provide advice, a solution or a contact to keep our business moving. Nothing we’ve asked has ever been too much.”
In terms of crisis resolution, Prism recently saved the day when third party providers fell short for a crucial brand launch planned with a luxury outlet. With a delivery being lost, the team at jAGA was faced with letting down the major retailer which it had worked hard to build a relationship with. On receiving the call Prism loaded a van, drove into central London and delivered the product the same day, well in time for the launch.
With global expansion the next step for jAGA, Prism is ready to turbocharge the brand’s international growth. Ian Wright, managing director for Prism, commented: “It’s been fantastic to witness and facilitate the growth of one of the most exciting nootropic drinks brands on the market. The next step for jAGA is to penetrate global markets, and our international partners are perfectly placed to help them achieve that. From sleeving cans for different regions
features such as perches, nest boxes and a litter or scratch area. However, Defra’s strategy itself notes that these systems still restrict hens’ ability to move freely and carry out natural behaviours such as running, wingflapping, dustbathing and foraging.
As Defra launches its public consultation on phasing out cages for laying hens, the BHWT hopes the next phase of work will focus on:
• A clear, timebound plan for ending the use of cages for laying hens
• Support for farmers to make changes that improve welfare in practice, not just on paper
• Robust implementation so progress is measurable and meaningful
• Trade safeguards, so UK producers raising welfare standards are not undercut by cheaper, lower-welfare imports
to small batch runs which enable product testing before full-scale launch, plus digital visibility of international fulfilment, we have all the ingredients jAGA needs to take over the world.”
For Lee and Lisa, their growth to date and their future expansion is strongly linked to their relationship with Prism eLogistics. Lee concluded: “For up-and-coming brands, especially in the current economic climate, the pressure to get everything right can feel overwhelming. Outsourcing to a business like Prism, which not only offers specialist support, but a
genuine ‘anything is possible’ attitude is invaluable. We can’t wait to see what the coming years bring – but whatever happens, we know Prism will be part of the jAGA story.”
Jane Howorth added: “British people care deeply about animal welfare, and many assume cages are already a thing of the past.
“Hens need to be able to stretch, dustbathe and roam to have any meaningful wellbeing in their lives.
“This government strategy can be a genuinely historic moment, but the detail matters. We want to see a transition that is workable for farmers and transformative for hens.”
Defra’s latest published egg statistics show that around one in six eggs in the UK still comes from caged systems, underlining the scale of change needed to deliver meaningful welfare improvements.
Lisa Jeffries
Quality service from Bretts Transport helps conserve Italia’s business to ripen
A consistently solid and reliable logistics service—one that has become integral to maintaining a strong brand reputation—sits at the heart of a decades-long relationship between Guyhirn-based Bretts Transport and one of its longeststanding partners, Conserve Italia.
The partnership spans more than 30 years, during which Bretts has supported Conserve Italia’s continued expansion. The Italian agri-food cooperative is one of Europe’s leading producers of preserved fruit and vegetables and represents more than 14,000 Italian farmers whose crops supply well-known products such as juices, purées, canned tomatoes and
syrups. Its portfolio includes major European brands with strong UK presence, including Cirio and Valfrutta.
Nicola Zannoni, Supply Chain Director and Client Relations at Conserve Italia, said Bretts’ strong values, combined with consistently high service quality, had been fundamental to the longevity of the relationship.
He said: “When goods are handled with care and delivered properly it reflects strongly on our brand.
“Whether our products are being delivered into a supermarket or just-in-time it is really important to us that each and every one of our customers receives the service they pay for.”
Nowadays we are living in times where you have to be attentive to every side of your business.
- Nicola Zannoni, Supply Chain Director and Client Relations at Conserve Italia
Having worked with Bretts for more than 20 years, Nicola says it was one of the first supplier relationships he forged—and one that has grown alongside the cooperative’s own development. In the last 15 years alone, delivery volumes have doubled, something Nicola credits in large part to Bretts’ reliability and flexibility.
He said: “I remember the first time I ever visited Bretts’ premises. Over the following years it was interesting to see how the company continued to evolve –how their warehouses were growing and the improvements they were making. This reflection of their success mirrored our own fantastic growth.
“In 2010 Bretts was delivering 11,000 pallets for us and today they deliver between 20,000 and 25,000. And their flexible service means they can manage all sorts of deliveries for us – whether an Amazon or Costco, a Tesco or Morrison’s, or a BFS, 3663 or Country Range, or simply just-in-time delivery for Hello Fresh. Anything from a full truck to just two or three pallets is within their capabilities which is excellent as it is just the sort of flexibility we require.”
Nicola recalls one of the most challenging moments of his career— the UK’s nationwide driver shortage— which coincided with Conserve Italia’s planned launch of its Cirio brand in the UK market.
He said: “Bretts MD Simon Brett offered to make changes within his own business and did not hesitate in increasing the number of employed drivers by 30 or 40, as opposed to agency drivers – enrolling every one of them on to a training course. It was a great success and perfectly demonstrates why our relationship has lasted for over three decades. The company really is a great fit for our needs.
“Recognising that the quality of its people goes hand in hand with delivering a quality service, Bretts invests substantially in people development and training. Simon and his team know if you want to be competitive you have to invest. Today if we have a problem we know exactly who we need to go to and indeed it’s Bretts who are pushing us to see what we can do next to keep pushing the relationship forward.”
While some finished products travel directly from Italy to the UK, most arrive via Italy or France into Bretts’ facilities, where the team handles unloading, storage, order preparation and onward distribution across multiple retail and foodservice channels.
Nicola added: “Nowadays we are living in times where you have to be attentive to every side of your business. There is greater pressure from retailers so we need to ensure that we meet all the demands expected of us – ensuring our deliveries are on time and in full.
“It’s a highly competitive business and hard to survive in business today unless you make this kind of mentality your mantra but Bretts has long been a key player in helping us to ensure we are not wasting time or resources or facing problems with food waste or damage.”
Bretts CEO Simon Brett said: “Over the years Conserve Italia has grown to become a highly-respected leader in its field and we at Bretts are delighted to have played such a significant part in its exciting journey.
“We constantly strive for excellence within our own business – whether investing in more staff and resources to meet customer demand and expectations, or ensuring our standards throughout our operations are continuously high, achieving the highest grade possible in the British Retail Consortium (BRC) audits, and in turn this has helped us attract and retain business from high quality customers such as Conserve Italia.
Not ones to rest on our laurels we work closely with the BRC who at our request now conduct unannounced monthly visits to ensure our standards remain high at all times.”
Logistics UK: Time to fast track electric van legislation
The draft legislation published following the zero-emission vans consultation, will encourage the adoption of cleaner electric vehicles and is the next step in the process for electric vans to stop being treated as HGVs, according to business group Logistics UK. Commenting on the legislation, Senior Policy Manager - Road Freight Regulation Chris Yarsley urges for approval of the new regulations as a matter of urgency so businesses and consumers can start reaping the benefits of cleaner vehicles:
“The electric van legislation is finally catching up with operational reality and needs to be approved as quickly as possible. The current situation where standard size electric vans are treated as HGVs, in terms of MOT and driver hours requirements, is outdated and penalises logistics operators who are trying to clean up their fleets and help the UK meet its decarbonisation objectives. Electric vans are used for the same jobs as diesel and petrol vehicles, and it is only the extra weight from the batteries that moves them into the same category as HGVs.
“The new legislation removes this false equivalence and will speed up the adoption of cleaner vehicles as operators will not have the unnecessary expense and paperwork of complying with rules designed for much heavier lorries.
Above: Chris Yarsley, Senior Policy Manager - Road Freight Regulation, Logistics UK
“As part of the Zero-Emission Van Plan coalition, Logistics UK has long been campaigning for full regulatory alignment between 4.25 tonne electric vans and 3.5 tonne diesel, and improved fiscal support for adopting electric vehicles.
“The draft legislation is a clear indication that the government is listening to the sector’s concerns, and it is now essential for the legislation to become law as a matter of urgency.”
The electric van legislation is finally catching up with operational reality and needs to be approved as quickly as possible.
- Chris Yarsley, Senior Policy Manager - Road Freight Regulation, Logistics UK
Point74 unveils Pro offering for small to mid-market food manufacturers
Point74, food product lifecycle management (PLM) specialist, has announced the launch of a new software, Point74 Pro, to support growing food manufacturers develop and launch products effectively.
A ready-to-use product development, finance and technical platform, Point74 Pro allows users to fully digitise product development, from recipe creation and technical data to costing, compliance, and retailer-ready outputs.
It’s launch comes as food manufacturers face increasing pressure to accelerate product development while meeting complex regulatory and commercial requirements from retailers.
The software provides a practical foundation for managing data consistently across the product lifecycle, without the overhead of heavy customisation or a long installation process.
Point74 Pro supports manufacturers to create and develop recipes faster with structured version control, oversight of costing and margin impacts, and generation of consistent technical and retailer-ready outputs from a single dataset.
The platform also enables them to strengthen compliance by reducing manual handling and data duplication, while improving cross-functional
Point74 Pro is engineered around clean master data, structured specifications and practical integrations, so teams get immediate insight into what is changing, what it impacts and what it will cost, before it becomes a problem.
- Will Telford, Chief Technology Officer at Point74
visibility between NPD, technical and commercial teams.
Available now to UK food manufacturers, Point74 is offering structured onboarding and support to help teams migrate and cleanse data, adopt best-practice workflows and accelerate time to value.
A leading software provider supporting those in the food and beverage sector, Point74 has been included in Gartner research on product lifecycle management (PLM) in the industry, standing out as the only UK-based provider referenced.
The research examines how manufacturers are turning to PLM solutions to streamline product development, improve data accuracy, and better manage regulatory compliance.
Left: Mark Wood, Chief Commercial Officer at Point74
Right: Will Telford, Chief Technology Officer at Point74
Mark Wood, Chief Commercial Officer at Point74, said: “Point74 Pro is for manufacturers who are growing fast, launching more products, or struggling with their development, and are feeling the strain of manual processes.
“When recipes, costs and technical data live in different places, it is too easy for errors to slip in and margins to leak out. Point74 Pro brings everything into one controlled platform so teams can move faster and launch products with confidence.”
Will Telford, Chief Technology Officer at Point74, added: “Food manufacturers do not need another generic system; they need a platform that understands the realities of recipe-driven production, change control and compliance.
“Point74 Pro is engineered around clean master data, structured specifications and practical integrations, so teams get immediate insight into what is changing, what it impacts and what it will cost, before it becomes a problem.”
Point74 Pro will complement the company’s Enterprise platform, which is already used by established food brands, including Krispy Kreme, Waitrose and Charlie Bigham’s.
Supporting complex product portfolios and large-scale operations, Point74 Pro brings the same core platform and discipline to small and mid-market manufacturers looking to scale product development with confidence.
Revolutionise Object Detection with ifm’s New OCF Fibre-Optic Amplifiers
ifm has unveiled its new OCF series of fibre-optic amplifiers, designed to deliver outstanding precision in detecting even the smallest or most transparent objects within compact industrial spaces. This innovative product line makes proven fibre-optic technology easier to use and more accessible than ever.
The OCF series simplifies the installation process, addressing a common challenge in complex automation environments. With an intelligent clamping system that includes two spring-loaded locating lugs, installation on a DIN rail can be done easily with one hand. The fibrelock system further streamlines the process of attaching and securing the fibre optics, significantly cutting down setup time. Configuration is straightforward, thanks to an intuitive OLED display with a guided menu, ensuring the device is up and running quickly and efficiently.
Designed for versatility and durability, the accompanying fibre optics are built to perform reliably in demanding conditions. They are resistant to high temperatures,
Air Control Industries launches Hyroic modular, energy-efficient drying systems for food and beverage production lines
Air Control Industries (ACI) has launched Hyroic, a new range of modular drying systems developed for use across food and beverage processing and packaging operations. The systems help to address moisturerelated challenges that can affect product quality, packaging integrity, line reliability, and overall equipment effectiveness.
Moisture control is increasingly critical on modern production lines, where higher speeds, lightweight packaging materials, and tighter quality tolerances leave little margin for error. Residual water can lead to bottlenecks, downtime and issues such as poor code legibility, label adhesion failures, compromised seals, and rejected packs. Hyroic has been designed to target these common points of disruption in a more flexible and energy-
efficient way than traditional fixed or compressed-air-based drying solutions.
The Hyroic range is modular, allowing systems to be integrated into existing lines and configured for applications including postpasteurisation can drying, bottle and jar drying prior to labelling or coding, and moisture removal before secondary packaging. Modules can be added, repositioned, or reconfigured as products, formats, or line speeds change, enabling quick and easy adaptation without major line modifications.
All units are built around electric blower technology and use corrosion-resistant materials, with the aim of delivering consistent airflow while reducing energy consumption and maintenance demands. Standardised components
harsh chemicals, and the mechanical strain typical of drag chains. Their flexibility allows them to bend around extremely tight radii, making them ideal for a wide range of applications where space and environmental challenges are key considerations.
The OCF amplifiers are equipped with two switching outputs to handle fast processes and provide critical diagnostics. With a switching frequency of up to 20 kHz, these sensors are perfect for high-speed operations.
Integrated maintenance functions further ensure optimal performance, supporting high system availability, reducing downtime, and maintaining productivity.
are intended to support shorter lead times and simpler servicing, while optional enclosures are available for installations in noise-sensitive or hygiene-critical areas.
The initial Hyroic platform has been developed to provide a foundation for future enhancements, including performance monitoring and data capture to support predictive maintenance and connected manufacturing strategies.
Water Direct launches WaterTight - helping UK businesses withstand rising water disruption risk
Its new report “The State of Water Resilience in the UK” calls on boards to treat water resilience as a core business continuity priority Water Direct today launched WaterTight, its flagship water resilience solution designed to help organisations maintain operations and recover quickly when water supply interruptions occur.
For boards and leadership teams, the question is shifting from ‘could this happen?’ to ‘what is our exposure, and how quickly can we recover?’ WaterTight is designed to turn that question into a practical plan - so organisations can manage disruption with confidence.
The launch coincides with the publication of Water Direct’s new report, The State of Water Resilience in the UK, which sets out evidence of rising disruption risk and associated consequences for organisations where water is critical to safe,
compliant and uninterrupted operations.
To avoid businesses bearing the financial and reputational costs of supply interruptions, the report calls on boards to treat water resilience as a business continuity risk comparable to power and IT outages.
The evidence of growing business risk
The report highlights how ageing infrastructure, long-term investment gaps, increased demand from population growth and development, and increasing weather volatility are all creating an increasing risk of disruption to supply.
The impact of these disruptions is already affecting businesses - 46% of larger companies and 39% of SMEs report having faced water disruption*. Yet, despite the increasing likelihood of waterrelated disruption, many businesses
still rely on reactive, unplanned contingency arrangements.
The cost of disruption can be significant, with losses of between £100,000 and £200,000 a day for the manufacturing sector.
The solution
In response, Water Direct has launched WaterTight, an industryfirst water continuity solution. WaterTight combines audited site readiness, a tailored contingency plan, reserved water capacity, and SLA-backed delivery, so critical sites can maintain minimum operations and recover faster when supply or quality incidents occur.
McCain announces new UK Farm of the Future as part of its global commitment to help futureproof British agriculture
McCain Foods, the UK’s largest manufacturer of prepared potato products, has announced plans to launch a new Farm of the Future in North Yorkshire, home of McCain’s GB headquarters for over 50 years. In partnership with the University of Leeds, this is McCain’s third commercial-scale research and innovation site to trial regenerative agriculture practices, marking a major milestone in the company’s efforts to advance future-focused farming methods.
As British farmers navigate increasing pressure from unpredictable weather, declining soil health and ongoing policy
uncertainty, Farm of the Future UK is designed to help accelerate the adoption of regenerative practices in real-world farming conditions. McCain’s recent Farmdex research underscores the need for action: while many British farmers are concerned about the future of UK farming, 77% agree that sustainable practices are essential — and those already investing in them report greater confidence and resilience.
The 202-hectare site further strengthens McCain’s leadership in regenerative farming. This new Farm of the Future completes McCain’s global commitment, building on established farms in Canada and South Africa.
Adam Johnson, CEO Water Direct
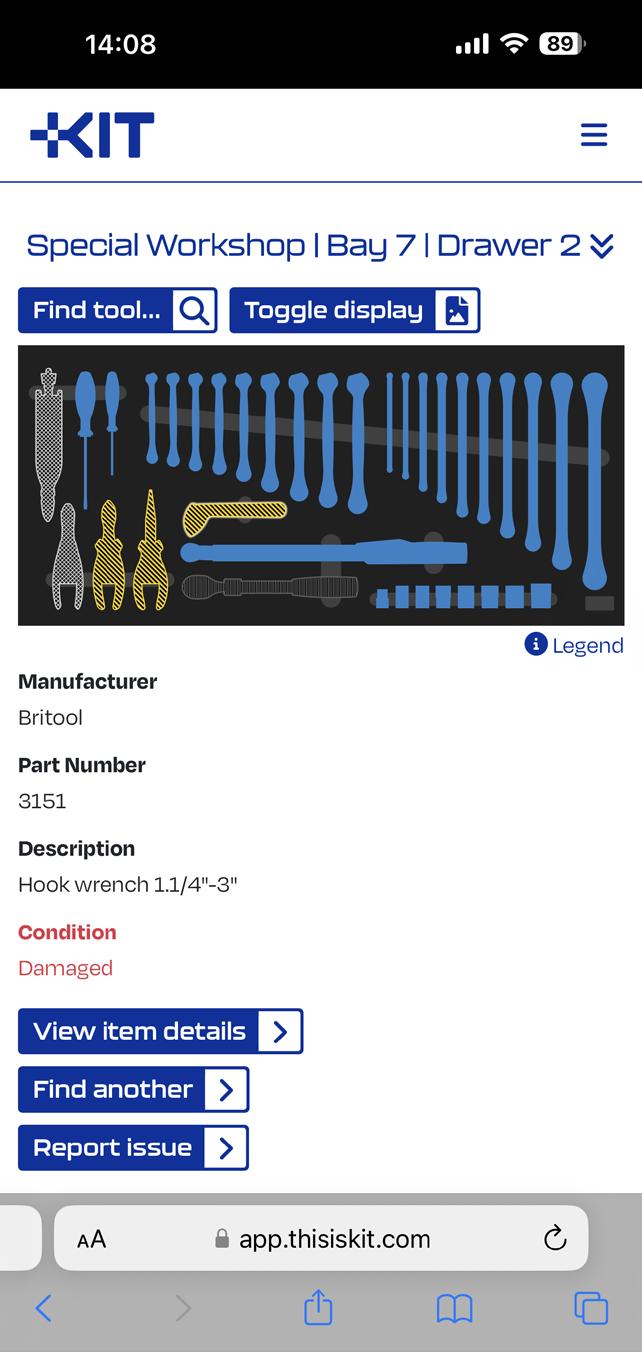
Latest KIT release delivers faster, easier and more flexible tool audits
The announcement also aligns with the release of McCain Foods’ 2025 Global Sustainability Report, which outlines meaningful progress toward the company’s sustainability commitments — including the delivery of its goal to establish three Farms of the Future by 2025.
McCain’s Farm of the Future UK will be the most advanced Farm of the Future to date, adopting practices such as controlled traffic farming, year-round soil cover, and biodiversity building. It will also be the first Farm of the Future location to pilot a circular nutrient system, developed in partnership with the University of Leeds National Pig Centre, using pig manure to enrich soils, reduce waste, and demonstrate how mixed farming systems aim to improve soil health and biodiversity while helping to lower greenhouse gas emissions.
McCain will work collaboratively with the University of Leeds to
The latest update to KIT®, the intelligent tool and equipment management platform, introduces a more efficient and adaptable way to perform and record audits for customers across aerospace, automotive and food & drink manufacturing. In sectors where speed, accuracy and accountability are essential, teams need systems that evolve with their operational needs.
This release introduces a new audit method based on confirming the presence of items. Users simply scan what is physically in front of them; anything not scanned is automatically flagged as missing. This approach is ideal for uncontrolled environments such as tool cupboards or rooms of jigs and fixtures that have traditionally been difficult to audit.
With support for scanners and mobile devices, users can quickly verify tools on shelves, transforming previously “too difficult” locations into fast, manageable audit tasks and delivering full visibility within a single system.
develop a scientific and teaching partnership, providing opportunities for independent data validation across key metrics including soil health, biodiversity, and greenhouse gas emissions. Additional areas of focus will include autonomous vehicles and alternative fuels for farm equipment.
Like the Canadian and South African Farms of the Future, these results will be published annually in dedicated reports, ensuring transparency and global knowledge-sharing. Insights from the UK farm will feed directly into McCain’s global network of 4,400 farmers, supporting wider adoption of regenerative agricultural practices worldwide.
The site offers access to McCain’s manufacturing operations in the UK and Europe’s advanced agritechnology ecosystems, enabling fast innovation cycles and research collaboration. Potato production will begin in 2026.
The update enables audits across entire Location Groups, reducing the steps and time taken to audit multiple Locations. Now, Users can simply select the Location Group they wish to audit and begin a new automated workflow that steps through the audits for all Locations in that Group, enabling whole tool cabinets or even the tooling in an entire production cell to be completed in one visit, rather than having to scan and audit each tool drawer Location separately. Audits can now be paused to reflect shift patterns, staff absence or periods where certain tools are not needed.
Audit policies can also be limited to specific days, ensuring weekend only or non operational days are excluded automatically. These improvements streamline audit workflows and ensure reporting aligns with real working practices.
The handling of Missing Items has been enhanced as well. Items can now be marked as found without re auditing their location, reducing time and administrative overhead.
Unifying control in packaging lines
By Simon Hall, Global Market Technical Sales for Food, Beverage & CPG at Beckhoff Automation
For operators, this can be a challenging task. Instead of running machines, much time is spent navigating multiple interfaces and diagnosing faults that are either mechanical or software driven.
For maintenance teams, this fragmentation can be just as frustrating. When multiple vendor technologies are installed on the same line, they must quickly learn the quirks of each and manage different upgrade cycles to ensure long-term asset support without any disruptions to production.
The packaging industry is undergoing a significant transformation. Consumer expectations are shifting from mass-produced uniformity to personalisation, seasonal customisation and premium experiences – and this is forcing businesses to innovate. Whether it’s face cream in a Christmas gift pack or a personalised label on a bottle of soft drink, packaging lines must adapt to changing needs. Unifying control will be key here, explains Simon Hall, Global Market Technical Sales for Food, Beverage & CPG at Beckhoff Automation.
As packaging lines diversify, this places immense pressure on production machines. One week, lines are expected to handle large volumes, and niche product runs the next. Changeovers must happen in minutes rather than hours, with multiple products on one machine. Meanwhile, operators must select recipes for different formats and variants at the touch of a screen,
rather than relying on time-consuming manual adjustments or complex engineering interventions.
The problem with fragmentation
When you look at most packaging lines, these are often a patchwork of different control systems. Each machine, whether it’s the filter, capper, labeller or case packer, often comes from a different OEM with its own hardware, software and interface. Manufacturers are also increasingly moving away from single automation vendor models due to the supply chain risk as exposed recently, and the limitation of potential innovations. This means each of the machines may also feature a different PLC with a different software platform.
As for automation engineers, things are no simpler. They must understand and support software from multiple automation vendors and OEMs with different software environment and programming styles.
It’s a common misconception that the automation platform denotes the programming language. This is not the case. All vendors support all IEC 61131-3 languages, meaning any of the graphical languages (LD, FBD, SFC) and textual languages (ST, IL) can be used on any platform.
The choice of programming language(s) is left to the OEM, allowing the machine’s logic to be implemented entirely in graphical ladder logic, structured text, or a combination of both. This potential variation clearly provides a challenge for engineers to understand and maintain multiple systems.
The case for unification
Believe it or not, unification isn’t about choosing a single control vendor. It’s about standardising interfaces and data so that packaging equipment from different suppliers can work together seamlessly on the same line.
In practice, this often means adopting vendor-agnostic standards and communication methods. For example, Packaging Machine Language (PackML) is a standardised architecture that defines common states, modes and PackTags for packaging machines. This enables consistent control, easier integration and simpler maintenance on automated lines.
Similarly, the Weihenstephan Standards (WS) provide universal naming conventions for PLC variables. They can also help engineers rapidly
gather data from machines because standard data points, such as power consumption, are consistently named and typed across systems. They are uniform, regardless of whether they are from different machine buildings or use different automation technologies.
At the network level, open, real-time bus systems, such as EtherCAT, allow equipment from multiple vendors to communicate seamlessly, with consistent diagnostics and precise synchronisation. Features like HotConnect and network bridging enable modular machines to accurately synchronise and exchange real-time data without relying on additional non-deterministic network layers, such as OPC UA. The detailed diagnostics of EtherCAT can also rapidly identify cable breaks or EMC interference on a machine or line, helping reduce costly downtime.
The “holy grail” of packaging
For many manufacturers of consumer goods, the “holy grail” of packaging is achieving lot size one. This means being able to produce and package a single customised item with the same efficiency as a mass-produced batch.
Coca-Cola’s “Share a Coke” campaign, where bottles had people’s names printed on the labels, showed the power of packaging when marketed to the individual. Whilst this isn’t true lot size one, as many multiples of each name were produced, this successfully demonstrated how personalisation can elevate the customer experience.
Brand awareness and loyalty is harder than ever to build with increasing market saturation, so new levels of personalisation and premiumisation possible with lot size one are seen as a key market differentiator. It also allows manufacturers to capitalise on evolving e-commerce channels where direct to consumer sales enable fully customised products tailored to the consumers preference and increase further promotion via customer’s social media.
At the heart of this vision is serialisation – the ability to assign a unique identifier or code to every single unit. This concept is already widely used in the pharmaceutical and food industry for compliance and traceability, and is becoming more commonplace among consumer goods, too. Ultimately, serialisation is what makes personalisation, seasonal
To make lot size one and serialisation visible at scale, packaging lines must have more than mechanical flexibility.
-
Simon Hall, Global Market Technical Sales for Food, Beverage & CPG at Beckhoff Automation
editions and SKU-level traceability truly possible.
To make lot size one and serialisation visible at scale, packaging lines must have more than mechanical flexibility. What really matters is granular, highfrequency data from every machine, seamless synchronisation between modules and simple recipe-based changeovers. Operators must be able to set up a new format at the touch of a screen, without needing a specialist engineer for every minor adjustment. Meanwhile, packaging machinery must be able to handle complex demands while being intuitive enough for operators with more limited skills to use.
The importance of PC-based control
PC-based control offers a flexible, open approach to industrial automation that can bring significant benefits to packaging lines. Unlike fixed-function PLCs. Beckhoff industrial PCs (IPCs) are built with industrial-grade components and a rugged design, optimized for real-time automation tasks and longterm availability. These IPCs support an open OS philosophy, enabling the seamless integration of third-party software and existing IT expertise, whether on Windows or Linux.
By shifting functions from hardware to modular software runtimes, PC-Based control ensures machine controls are future-proofed to align with changing factory communication strategies. Beckhoff IPCs can connect with any factory system – OPC UA for MES, MQTT for cloud platforms, REST APIs for ERP, or direct access to local and remote databases – without hardware limitations.
Packaging
EtherCAT networks complement this approach by delivering realtime communication and detailed diagnostics. They can automatically detect issues such as cable breaks, node failures or electromagnetic interference, enabling engineers to pinpoint and resolve problems quickly before they cause unplanned, costly downtime.
TwinCAT software further strengthens this PC-based approach. For OEMs, TwinCAT offers a free PackML library that provides all the ISA standard data types and state-transition functions needed to implement standardised machine states. For end-users, TwinCAT also simplifies integration with companion standards such as the Weihenstephan Standards, using the TF6100 Nodeset editor for OPC UA to match standard XMLs to PLC variables — streamlining setup without requiring deep knowledge of the software.
As well as troubleshooting, PC-based control supports modular, adaptable line design. Packaging modules, such as labellers and fillers, can be connected and reconfigured with minimal disruption, while real-time diagnostics provide visibility across the system. With this flexibility, lines can respond quickly to changing production requirements, upgrades and expansions become easier and consistent performance is assured.
Flexibility, personalisation and efficiency are the future of the packaging industry. Meeting these demands means more than having fast machines – they need unified, PC-based control, seamless communication between modules and standardised frameworks. By combining realtime data, modular design and open automation technologies, packaging lines can handle complex SKUs, rapid changeovers and fully personalised production.
For more information on how PC-based technology can transform the packaging industry, visit the Beckhoff website and download its brochure: Highly efficient, flexible and resourceconserving: PC-based control for the packaging industry.
Smart packaging is changing the game for food integrity
By Ben Ings, Chief Operating Officer, Invisible Systems
In the UK, nearly half of all food and drink, worth around £50 billion, requires chilling or freezing. For these goods, packaging is a critical barrier that keeps products fresh, ready for shelves, and compliant with the stringent regulations of the food and beverage industry. From insulated materials that lock in cold to barrier properties that block oxygen and moisture, packaging is designed to fight spoilage every step of the way. But there is a challenge...
Even the best packaging in the world can’t prevent damage if temperature control fails earlier in the cold chain. That’s why manufacturers must turn to technology to ensure there are no temperature breaks across the supply chain journey.
Making packaging smarter with IoT
First, let’s address how we can strengthen the packaging itself. Live temperature monitoring creates a traceable, end-to-end audit trail that integrates seamlessly with systems like temperature monitoring systems (TMS) and warehouse management systems (WMS). Instead of relying on manual checks in the distribution process – which can take up to 2 hours and still miss critical temperature fluctuation – brands get instant alerts if temperature dips or spikes. That means compromised stock is isolated before it reaches retailers, protecting both margins and consumer trust.
Across the UK, we’re seeing more food and beverage brands embrace Internet of Things (IoT) to strengthen this process, from NB-IoT-based sensors and data logging for real-time monitoring, to embedding sensors in returnable packaging loops for fresh food and grocery operations. Pairing temperature sensors with asset tracing technology ensures accountability at
The next wave of innovation will bring smart packaging with embedded sensors that communicate in real time with supply chain systems.
- Ben Ings, Chief Operating Officer, Invisible Systems
every touchpoint. And the results are safer food and stronger margins from reduced waste (both food and energy), plus measurable progress toward sustainability targets.
Why IoT-powered packaging alone isn’t enough
If we take a step back to before goods even leave the production environment, we still see errors in temperature control due to manual checks. And when cold chain integrity fails, the consequences ripple, from wasted stock, product recalls and lost revenue to energy inefficiencies and sustainability setbacks.
Imagine a large bakery brand facing this challenge. In this scenario, manual temperature checks at its production sites are time-consuming and prone to error, creating vulnerabilities before packaging even begins. Introducing wireless sensors and real-time monitoring would reduce these risks by improving accuracy and consistency. Compliance processes could be automated to align with food safety standards, while better temperature
control would support incremental energy savings over time. This example shows how IoT can both address operational weaknesses and deliver measurable improvements.
The future lies in predictive packaging
Maintaining the integrity of chilled and frozen food involves many factors – from distribution partners to instore equipment – but manufacturers have the most control over production environments and packaging.
Looking ahead, packaging and IoT will converge even further. The next wave of innovation will bring smart packaging with embedded sensors that communicate in real time with supply chain systems. We’ll see integrated technologies that combine temperature control and asset tracing-giving brands the ability to anticipate and prevent issues before they occur. This level of intelligence will set new benchmarks for resilience and profitability.
For manufacturers, the message is that while packaging remains the hero, it now needs a smarter partner to protect food integrity from the production line to consumer hands.
Written by Ben Ings, Chief Operating Officer, Invisible Systems
PULP Ultra®, from Sabert, is a game-changer in food packaging
“We are pioneering PULP Ultra®, a game changing next-generation, no-intentionally-added-PFAS formulation that meets both legislative standards and customers’ expectations for superior strength and heat resistance.”
Already introduced in Ireland with bespoke childrens’ meal packaging and in France with the Gastronorme range, Sabert Corporation Europe has now launching its latest innovation, PULP Ultra®, across Europe and the UK & Ireland.
“Over a decade ago, Sabert was the first to bring quality, functional bagasse pulp packaging solutions to the European market,” says Alex Noake, Senior Vice President and Managing Director for Sabert Europe. “Now, we are pioneering PULP Ultra®, a game changing next-generation, no-intentionally-added-PFAS formulation that meets both legislative standards and customers’ expectations for superior strength and heat resistance.”
PULP Ultra® – free from intentionally added PFAS
PULP Ultra® responds positively to changes in legislation, with its nointentionally-added-PFAS formulation, compliant with the European PPWR. PULP Ultra® makes refuse collection simpler: it is recyclable (green in the UK’s Recycling Assessment Methodology) and certified as
Compostable TÜV OK Compost Home (in progress) and Industrial.
PULP Ultra® combines performance and versatility and is an ideal packaging solution for fresh, ready-toeat dishes and hot foods. Made from over 95% bagasse fibres and treated with a barrier spray coating of <5%, PULP Ultra® delivers outstanding Oil and Grease Resistance (OGR) permeation in direct contact, hot food applications. It outperforms existing market alternatives, including laminated products, and is fully compliant with legislation.
Ideal for fresh, ready-to-eat dishes and hot foods, PULP Ultra® outperforms existing market alternatives, including laminated products. It is freezersafe and able to retain frozen goods integrity, perishable goods freshness, and keep factory conditioned items intact. Safe for use in microwaves, conventional ovens, and suitable
for high-speed ovens. In food manufacturing, it is suitable for single PET sealing or multi-welding.
Putting food safety first
“Every product we make is rigorously tested to comply with food safety standards,” says Sabert Quality Environment, Health & Safety Manager Isabelle Ernotte.
“From 12 August 2026, Regulation (EU) No 40/2025 on PPWR introduces new measures, including Article 5(5) paragraph 5, of Regulation (EU) No 40/2025 which restricts and introduces limits on the presence of per- and polyfluoroalkyl substances (PFAS), often referred to as ‘forever chemicals’ due to their persistence in the environment and the human body.
“Sabert’s PULP Ultra® will help customers to stay ahead of these changes with products that already meet the next generation of sustainability standards.”
Award winning innovation
At launch, PULP Ultra® won the Green Apple Awards’ National Silver in the Paper & Packaging category, from The Green Organisation.
“This award recognises our commitment to innovation and compliance with evolving European standards,” concludes Alex Noake. “To align with new regulatory requirements, Sabert has evolved its entire pulp portfolio into the HC (home compostable) range, and we are proud to be launching PULP Ultra® across Europe.
“The launch of PULP Ultra® is proof that Sabert continues to reinvent food packaging to nourish and protect our world, and always makes food look great!”
For more information visit: www.sabert.eu
Small but mighty.
Are you looking for an easier, faster and more economical way to extend shelf life and improve product presentation?
Introducing the Compact Series from MULTIVAC UK.
The perfect solution for start-up and scale-up processors looking to reduce manual labour
Small footprint – from 2m long
Automate production – reduced manual labour
Ergonomic – tool changes in minutes – no tools required
Flexible options – from processing to packaging and labelling
Over 60 regional service technicians in the UK
Afforadable and easy to maintain – interest free finance available
Doubled Packaging for Doubled Pie Production
A leading British pie producer has doubled its packaging capacity to match a doubling in its output. Three new shrink-wrapping lines have been supplied by Yorkshire Packaging Systems (YPS) to match the three that the company had previously supplied.
All six packaging systems consist of a side feed sleeve wrapper and heat shrink tunnel. Sleeve sealers offer high speed automated wrapping that is highly flexible, with fast changeovers between a wide range of collations. The company also invested in new boxing lines which are located prior to the shrink-wrapping operation.
With their previous good experiences with YPS in mind, the company contacted the YPS Team to source the new equipment.
“This customer was already familiar with the level of engineering support we provide
Edmunds tops off bottled cocktails with high-quality neck sleeves
Premium bottled cocktail producer Edmunds Cocktails has improved packaging presentation and consistency across its portfolio, following investment in a new heat tunnel from Sovereign Labelling Machines.
Edmunds Cocktails crafts ready-todrink cocktails by skillfully combining the finest spirits, juices, syrups, and aromatics into exceptional cocktails that recreate a bar-quality experience without the fuss or need for specialist liqueurs. Edmunds partners with premium spirits manufacturers and sources ingredients from local suppliers wherever it can. All cocktails are then hand blended, bottled, and labelled in-house, before being sold to restaurants, bars, and direct to consumers.
With demand for its bottled cocktails on the rise and a resulting increase in production volumes, the familyrun business needed to improve its packaging process. A key part of the bottling of ready-to-drink cocktails is the application of shrink capsules to the bottle neck, which creates a professional-looking, tamper-evident seal once shrunk into place.
Paul Mayes, Co-Founder & Operations Director at Edmunds Cocktails, picks up the story: “As production volumes increased, we identified a bottleneck in our
existing capsule application process; as our previous machine struggled with speed and limited throughput and introduced avoidable inefficiencies. We invested in a dedicated solution from Sovereign Labelling Machines to streamline capsule application and shrinking, removing constraints from the line and supporting our ongoing scaleup.”
Sovereign Labelling Machines is the leading manufacturer of tailored solutions for labelling and sleeving. From complex, multiprocess integrated lines to desktop systems that support start-up and scale-up businesses alike, Sovereign works with brands and co-packers to optimise their labelling and packaging processes.
The solution delivered to Edmunds Cocktails by Sovereign is a tamper band shrink tunnel with a capacity of 60ppm. The heat tunnel is integrated into the beverage brand’s existing packaging line to allow the seamless bottling, labelling, and neck sleeving of bottles, ready for boxing up and dispatch.
when we install a new packaging line,” YPS Sales Manager, Jacques-Pierre Macchi, commented.
“They returned to us with confidence and trust that we would get their new equipment running optimally very swiftly, and that we’d deliver great ongoing customer support over the long term.”
The YPS team also reviewed the packaging materials that the food producer was using, recommending a move away from the 50-micron virgin film they previously used to a thinner, value engineered film.
“The alternative film we recommended makes an impact on the pie maker’s EPR responsibilities.
“The thinner gauge reduces overall plastics use and allows the shrink tunnel to be operated at a lower temperature. It’s also a mono material that can be easily recycled and contains recycled material too,” explained Jacques-Pierre.
The heat tunnel is being used to apply and shrink capsules across the entire bottled cocktail range and supports small and large production runs. It has ‘materially improved line flow’, according to Paul, as well as providing consistent heat distribution that is delivering the premium finish required by the brand. Bottle neck clearance issues that were experienced previously have now been eliminated also.
Paul goes on: “The solution has improved consistency and presentation of the finished product, while also increasing throughput and reducing manual intervention. Lead times are shorter, changeovers are smoother, and overall line reliability has improved, all of which directly benefits our customers.”
Jordan Hynes, Business Development Manager at Sovereign Labelling Machines, was bubbling over with excitement at the opportunity to support Edmunds Cocktails and its sleeving needs. “When smaller, independent brands are faced with labelling and sleeving challenges, this results in a material impact on their ability to serve customers effectively. Even something as ‘simple’ as a tamperevident neck sleeve can have a big impact.”
Packaging as part of brand positioning: adapa skin films highlight product quality
Whether due to inflation or evolving nutritional trends, consumers are making increasingly deliberate choices when purchasing food and place high value on clearly recognisable product quality at the point of sale. Packaging plays a decisive role: it not only protects the product but also immediately communicates premium quality through its look and feel.
adapa’s SkinFreshTop portfolio sets new standards, particularly for high-quality cuts of meat. The highly transparent skin films ensure an optimal product presentation, deliver maximum freshness, and support meat processors in making quality visible - helping them clearly position themselves in the premium segment.
The functions of packaging
Despite often facing criticism, packaging is indispensableespecially for perishable foods - and fulfils numerous functions. Above all, packaging must protect its contents to preserve the resources used in production. This requires the right barrier properties and the appropriate choice of materials. Packaging must also provide information: nutritional values, disposal instructions, brand identity, taste, and product promises. Beyond graphic design, the packaging itself can convey these messages through its shape and material properties, such as exceptional transparency.
Skin films as a tool for premiumisation
Skin packaging presents meat and fish products in their natural form. The film wraps around the product like a second skin, securing it firmly in place. Thanks to the film’s high contact clarity, key product characteristics - such as structure, cut, or distinctive marbling - remain
fully visible to consumers. This ensures an authentic and appealing presentation at the POS and also enables upright placement in the refrigerated display.
Tailored to customer needs
– adapa’s comprehensive skin portfolio
Skin applications are highly specific and demanding, requiring particularly high-performance materials. adapa has recently advanced its already broad skin portfolio and expanded it to include the new SkinFreshTop Slim film. Michael Egbers, Sales Manager DACH at adapa, explains: “With our comprehensive SkinFreshTop portfolio, we can respond to our customers’ individual requirements and offer the right skin film for almost every application.”
SkinFreshTop
Slim for flat applications
With SkinFreshTop Slim, adapa expands its skin film range specifically for flat and softer products. The highly transparent, glossy high-barrier film is ideal for fresh boneless meat cuts and processed meat and sausage products with a product height of up to 30 mm. It can be processed reliably on all common tray sealers and thermoforming machines. The film is available in thicknesses from 80 to 125 µm and can be cut reliably on all standard product carriers. Sealing is dependable both to carriers with PE and PE-peel sealing layers and to monomaterials such as PP or PET.
Food+Beverage Engineering 2026
Manufacturing Solutions for Improved Factory Performance
The UK food and beverage manufacturing sector is currently navigating a complex landscape of uncertain input costs and a clear need for decarbonisation. Against this backdrop, achieving operational certainty is no longer just a goal - it is a business imperative.
Addressing these challenges head-on, Food+Beverage Engineering 2026 will return to Derby Arena on 16 June.
Following its successful launch last year, this dedicated event - organised by Curious Heads Media - is tailored specifically for engineering, production and operations professionals.
The event is a vital resource for those in plant, process, production, maintenance, operations and continuous improvement roles, offering a unique space to explore how innovation can drive operational improvements on the factory floor.
Bridging the Gap Between Engineering and Sustainability
A defining feature of this year’s event is its continued co-location with Sustainable Food Factory. This partnership acknowledges a critical industry reality: sustainability and engineering efficiency are two sides of the same coin.
By attending both events in a single, focused day, industry professionals can bridge the gap between high-level ESG strategy and the practical, engineeringdriven solutions required to implement them.
A Seminar Programme Built for Action
The seminar programme moves beyond theory, delivering expert presentations and interactive panel debates designed to solve real-world manufacturing challenges.
ENG IN EER ING
16/ 06/26
Food+ Beverage Engineering 2026
DERBY ARENA
The UK’s leading event for food and beverage manufacturing
FOR FULL DETAILS VISIT foodandbeverageengineering.live #FNBE26
CO-LOCATED WITH:
REGISTER NOW TO ATTEND
Sustainability
Rightweight® - Designed with Purpose
Croxsons, the 150-year-old family business that manufactures premium glass packaging for the food and drink sector, has formalised its innovative ‘Rightweight®’ approach to practical and sustainable packaging by registering it as a trademark.
The culmination of more than 10 years’ experience, the company’s cutting-edge Rightweight® principle applies to products across all sectors and ensures that the packaging is engineered to be exactly what it needs to be. There’s no excess weight or unnecessary material, but there’s also no compromise in terms of strength, function or shelf appeal.
It also helps reduce material use without sacrificing performance or lowering transportation and handling impacts, and ensures compatibility with high-speed filling operations.
Sustainability too, is key. Rightweight® ensures that packaging meets ESG goals while still fulfilling brand and consumer expectations; as the only certified B-Corp glass packaging company, Croxsons is the ideal partner for businesses with an equally strong ESG focus looking to work within a certified B-Corp supply chain.
“Rightweight® is more than just lightweighting products; it reflects our approach to bottle and jar design by creating packaging that is engineered to be exactly what it needs to be and delivers a balance between aesthetics, performance, protection and presentation, and increasingly between sustainability and practicality,” comments Tim Croxson (pictured right), CEO of Croxsons.
“At its core, Rightweight® is about intentional design. When we develop a bottle or jar to the Rightweight® standard, we consider every aspect of its journey such as how it will be filled, handled and transported; how reliably it performs on automated filling lines; how effectively it protects the product inside; how it looks and feels in the consumer’s hand; and how efficiently it uses material without compromising performance.
“Simply removing weight for the sake of it can create new issues, including reduced rigidity, increased breakage, or a poorer overall experience. Rightweight® avoids that trap. Instead, it focuses on material efficiency that delivers real benefits while maintaining the integrity of the packaging and the product it contains.”
Registering Rightweight® as a trademark formalises something that has been part of Croxsons’ DNA for over a decade. Tim describes it as ‘a mark of consideration’ which applies not only to the design and production process, but also to individual customer requirements, the demands of the supply chain, the product’s on-shelf presence and crucially, consumer perceptions.
“Over time, Rightweight® has become a shorthand for our approach to packaging development – thoughtful, responsible and based on real-world performance rather than theory or trends,” he add.
“It actively supports many of the outcomes our customers seek while also helping to ensure that packaging meets sustainability goals, an increasingly important consideration in today’s world.”
Croxsons also hit the headlines recently with the news that is has developed the country’s first Britishmade sparkling wine bottle.
The Sovereign bottle has been designed to elevate and support the burgeoning English and Welsh wine-making industry closing the provenance loop from vineyard to bottle.
Made with 77% recycled content which improves its sustainability credentials, the Sovereign bottle will be produced in England and rather than the traditional green colour of European sparkling wine bottles, the British bottle will be made using a distinctive amber glass to give the bottle a strong shelf standout and clear British provenance. With a shorter journey from factory to vineyard, the Sovereign will also reduce road-miles for millions of bottles traditionally transported from France, Germany and Italy.
End-to-end
Engineered to optimise your process maximising efficiencies
Experience-driven solutions designed by professionals from the F&B industry
Flexible lease opportunities
Sustainable shared energy platform Innovative collaborative approach to F&B operations
Access to skilled workforce
Sustainable Food Factory 2026
Accelerating Net Zero from Plant Floor to Supply Chain
The UK food and beverage manufacturing and processing sector stands at a critical crossroads. Driven by uncertainty around energy costs, mounting customer expectations and increasingly complex supply chains, net zero is becoming a fundamental operational necessity.
Following a second successful event last year, Sustainable Food Factory returns to Derby Arena on 16 June to provide the roadmap for this transition.
Organised by Curious Heads Media, the event has established itself as the UK’s premier forum for manufacturers and processors committed to embedding sustainability into the fabric of their operations.
As a focused, one-day event, it is designed specifically to help accelerate the decarbonisation of both the site, line and wider supply chain.
A Holistic Strategy for Scope 1, 2, and 3
Achieving true sustainability requires more than just high-level goals; it requires a granular understanding of emissions.
This event is tailored for senior-level professionals across operations, engineering, energy, supply chain, procurement, and ESG roles.
The comprehensive seminar programme and exhibition are built to deliver actionable strategies and connections for reducing Scope 1 and 2, and the often-elusive Scope 3 emissions. The seminar sessions will move beyond the “why” and focus on the “how”featuring expert presentations and interactive panel debates that address the unique hurdles faced by the sector.
Key themes include:
• Energy Evolution: Advanced procurement strategies and the integration of on-site renewables.
• Thermal Efficiency: Transitioning to low-carbon technologies for energyintensive processes like heating, cooling, and industrial refrigeration.
• Supply Chain Collaboration: Gaining essential insights into Scope 3 reduction through better data sharing and partner engagement.
The Power of Co-Location
A standout feature of the 2026 event is its continued co-location with Food+Beverage Engineering. This synergy ensures a holistic approach to the factory environment. By integrating specialist content for maintenance and reliability engineering professionals, the event acknowledges that sustainability is impossible without operational efficiency.
Attendees will be able to explore how process optimisation and equipment reliability directly support decarbonisation - proving that a wellmaintained, efficient plant is naturally a more sustainable one.
DECARBON ISATI ON
16/ 06/26
Sustainable Food Factory 2026
DERBY ARENA
The UK’s leading event for decarbonising your food and beverage operations
FOR FULL DETAILS VISIT sustainablefoodfactory.live #SFFE26
CO-LOCATED WITH:
REGISTER NOW TO ATTEND
From fridge to forklift: how Yale® can help reduce food waste
Every year, a staggering one-third of all food produced is lost or wasted. This statistic is not only a significant economic burden but also a major contributor to environmental concerns.
Yale Lift Truck Technologies understands the cold chain’s critical role in minimising this waste. A comprehensive suite of Yale products and services is available, designed to optimise materials handling in cold storage operations and extend the shelf life of perishable goods.
The
cold chain challenge
Temperature fluctuations are a major enemy of fresh food. When temperatures rise above recommended levels, microbial growth accelerates, leading to spoilage. Inconsistent temperatures can also damage fruits, vegetables, and other delicate items, reducing their quality and marketability.
Here’s how inefficiencies within the cold chain can contribute to food waste:
• Improper temperature control: Delays in receiving or shipping goods, or malfunctions in refrigeration systems, can
cause temperatures to rise above recommended levels, leading to spoilage.
• Inefficient handling practices: Rough handling, improper stacking, and slow processes can damage products, shortening their shelf life.
• Equipment failures: Breakdowns in material handling equipment can disrupt workflows and delay product movement, exposing food to unsafe temperatures.
Yale lift trucks are engineered for efficiency
Yale offers a range of cold storage solutions specifically designed to combat these challenges and minimise food waste. The Yale MO20-30X series Order Picker Pallet Truck is an example of how efficient and multi-purpose materials handling equipment can transform an operation.
A data-driven approach is crucial for optimising cold chain operations. Many Yale trucks can be equipped with Yale Vision Telemetry that collects valuable data on equipment performance.
With the ability to perform multiple duties, the Yale MO20-30X series trucks, which lift from two to three tonnes, provide many of the typical functions of a traditional Yale low level order picker but with added agility to load and unload refrigerated lorries.
Efficient and easy to operate, Yale pallet trucks, such as the MP16-22 series, are ideal for moving palletised goods in cold environments. Hot zinc-coated parts include the frame, tie rods, lever and tiller knob, while the battery cover, steering cover, and steering support can benefit from cold zinc, cataphoretic, or RAL 9006 paint coatings. These coatings provide superior corrosion resistance, contributing to equipment longevity and reducing the risk of breakdowns that could disrupt cold chain integrity.
Reach trucks, like the Yale MR14-25 series, boast exceptional lifting heights and narrow chassis widths, allowing for optimal space utilisation in highbay freezers. From multiple cold store cabin options, including the cold store drive-in cabin, to a specially applied prime layer enhancing paint durability, these trucks can be specified for cold store conditions. Equipped with heaters inside the motor compartment and beneath the floor plate, they offer optimal performance even in sub-zero temperatures while the incorporation
of a draining plate above controllers prevents condensation buildup on controller contact points. Moreover, recent upgrades to the premium display and a multilayer gasket solution further attest to Yale’s commitment to innovation and resilience. With enhanced drive and gear motors, these reach trucks provide a durable offering for cold store environments.
A data-driven approach to food waste reduction
A data-driven approach is crucial for optimising cold chain operations. Many Yale trucks can be equipped with Yale Vision Telemetry that collects valuable data on equipment performance.
This data can be used to identify areas for improvement by analysing data to pinpoint inefficiencies in workflows that could lead to spoilage. Cold chain businesses can also use data insights to refine picking routes, improve equipment utilisation, and minimise product dwell time within the warehouse.
Yale Vision can also help with scheduling preventative maintenance based on actual equipment usage patterns, preventing unexpected breakdowns that could disrupt the cold chain.
Working together for a more sustainable future
Yale is dedicated to partnering with businesses in the cold chain to achieve a more sustainable future. Supporting the innovative equipment and datadriven insights, the Yale dealer network works in conjunction with specialist materials handling training consultants to provide comprehensive operator lift truck training programmes.
A more efficient and sustainable cold chain can help to keep food fresher for longer so that it reaches consumers in optimal condition. This not only benefits businesses by minimising waste and maximising efficiency but also plays a vital role in reducing global environmental impact.
FiberWise™ Fibre Trays for Fresh Protein Applications Sustainability
FiberWise™ is set to redefine sustainable packaging with its innovative fibre-based tray solutions. Created in response to increasing environmental demands, this next-generation tray provides a responsible alternative to traditional rigid plastic packaging. With clear sustainability advantages, it is an ideal choice for eco-conscious producers of fresh meat and convenience foods.
Backed by more than 100 years of Hartmann’s expertise in rough-moulded fibre technology, FiberWise™ delivers fresh food trays that reduce environmental impact while maintaining full
For more information visit: www.Yale.com
compatibility with existing traysealing packaging systems.
With its pulptray produced from 100% renewable resources, FiberWise™ lowers plastic use by more than 70% compared with rigid PET or PP trays, helping drive waste reduction and circularity.
FiberWise™: Packaging that appeals to consumers
As sustainability becomes a key purchasing driver, consumers are increasingly choosing fibre-based packaging that aligns with their environmental values. FiberWise™ fits seamlessly into standard re-pulping streams, making it a practical and responsible choice for sustainability-minded shoppers. A key advantage is its separable design, enabling the fibre and plastic components to be efficiently recycled and repurposed. This innovation empowers consumers to make responsible choices with packaging that is both easy to recycle and environmentally conscious.
Plug & Play: tried, tested and approved
Due to its sturdy design, FiberWise™ MAP barrier trays offer proven machineability with a plug-and-play concept, requiring minimal or no investment by the producer. The tray is easily denested and runs seamlessly at high speeds on existing tray sealer lines without the need for new tools. FiberWise™ will seal against numerous standard top film options.
The future of trays
“FiberWise™ is a sustainable alternative with real potential to transform the packaging market in the long term,” says Kati Ørskov, Business Unit Director, Hartmann.
Automating the food sector: efficiency in action
The food and beverage industry has been slower to adopt automation than some other areas of manufacturing.
Short-term supplier contracts and a reliance on cheap labour have proved obstacles to investment for some food producers, limiting their ability to grow their production capabilities.
Fortunately, automation systems incorporating robotics from leading suppliers such as FANUC are now becoming a common sight in many food factories around the UK, boosting productivity, improving worker welfare and enabling manufacturers to swiftly respond to changing customer demand. Accurate, reliable and fast, robots are ideal for repetitive, dull or laborious tasks where people add little value, such as packing, picking, placing and palletising – leaving the valuable human workforce to concentrate on the parts of production where they can make a real difference.
Gü Indulgent Foods – increasing capacity through automation
One company reaping the benefits of automation is Gü Indulgent Foods. Since their first chocolate soufflé pots hit the shelves in 2003, the firm has been on a strong upward trajectory.
As demand soared, Gü needed to expand its packing hall at its production facility in Bishops Stortford, Hertfordshire. It turned to FANUC partner Tekpak Automation, based in Wexford, for an automated answer to its productivity problem.
“Gü requested a second packing line that needed to fit into a very compact area,” explains Darragh Sinnott, Technical Director for Tekpak Automation. “They also wanted greater cartoning and palletising flexibility. This new line needed to handle Gü’s new quad-packs – the quad-pack x4 – as well as the existing variety of case formats: twin-packs x6 and twin-packs x4.”
Simulation software and programming prowess
Tekpak set about designing a system that could meet these exacting demands. With the help of FANUC’s virtual programming software, ROBOGUIDE, it determined the exact robot models – paying attention to
Gü Indulgent Foods
The new packing line has given us greater flexibility and increased our
production capacity.
- Andrzej Rosa, Head of Engineering for Gü Indulgent Foods
requirements for payload, speed and reach – that would alleviate Gü’s production capacity constraints.
“The end-to-end packaging line we installed begins at the depalletising stage,” explains Darragh. “Gü’s filled glass ramekins are skimmed off two pallets, one layer at a time, onto a pair of receiving conveyors.
“One FANUC R-2000iC/165F six-axis robot handles this job, and also removes the layer card that separates each layer. The pallets are supported and indexed up by two industrialgrade scissor lifts fitted with FANUC servo motors that feed the depalletising robot, ensuring a seamless depalletising process.”
Palletising flexibility
The Tekpak system then collates the ramekins, loads them into cartons with integrated laser printing, and case packs with subsequent case labelling, before the final palletising process begins. Again, a FANUC R-2000iC/165F six-axis industrial robot is employed here.
“With FANUC’s help, we created the required matrix of different twin and quad-pack case formats to give Gü greater palletising flexibility,” says Darragh. “And as the FANUC palletising robot is equipped with automatic size change, there’s no requirement to change the end-of-arm tooling when switching from one pattern format to another.”
Case Study
Industry-leading automation support
For Tekpak, having FANUC as their partner on this project proved invaluable. “FANUC robots are known for their reliability, plus their support to assist with complex and time critical projects like this is second to none,” says Darragh. “The team of FANUC engineers that our team collaborate with are a fantastic asset. They helped us set up complex applications and trained our in-house software team so we can support the customer going forward. This is a huge part of what made FANUC the perfect robotics partner for this project.”
Andrzej Rosa is Head of Engineering for Gü Indulgent Foods. He adds: “The new packing line has given us greater flexibility and increased our production capacity. The FANUC robots are quick, robust and reliable and are a proving a valuable addition to our operation.”
Dale Farm Foods: Palletising cheese with ease
Based in Co. Kildare, Power Food Technology is a specialist system integrator providing cooling and freezing solutions to the food industry. When it received a request from the UK and Ireland’s largest cheddar cheese producer, Dale Farm Foods, to install a new cooling and palletising line at its cheddar processing facility in Cookstown, Northern Ireland, it knew that FANUC robots would need to be at the heart of the solution.
“The weight of the cheese blocks was the biggest issue for us,” explains John Power,
Managing Director of Power Food Technology. “The cheese arrives in 20kg blocks. Each layer comprises 10 blocks, and the pallets are five layers high. So we’re talking 1,000kg of cheese per pallet. That’s a lot of cheddar!”
Speed, payload and reach demands
Other than weight, the new palletising cell would also need to manage two product types at one time. “Two different recipes – for example, low-fat, mild, mature or extra mature cheddar – are fed through a common cooling system into the cell, so it was also essential that the solution had full traceability,” says John.
“Not only that, but the client wanted to increase palletising capability at the site from 9.5 tonnes per hour to 15.5.”
The FANUC M-410iC/185 high payload, high-speed, 4-axis palletising robot with a 3m reach was the perfect choice for this demanding application. Equipped with a hollow wrist to minimise cable snagging and reduce maintenance, it has been fitted with a custom mechanical gripper made by Power Food Technology to handle lifting the heavy cheese blocks with ease. This has solved one of the customer’s biggest health and safety headaches.
Prioritising people
“The issue with palletising cheese blocks traditionally is that they’re heavy, and it’s very repetitive work,” outlines John. “Lifting and dropping down from height is a problem for manual employees. It’s difficult for food producers to find labour for this kind of task, and retention is just as big a problem. If that person ends up becoming injured due to the heavy, repetitive nature of the work, it’s just compounding it further.”
John continues: “Cheese is a product that really lends itself to automation, as automation is consistently reliable, offers full traceability and is highly efficient. This particular cell runs for 20hrs/day, followed by a cleaning cycle, for 355 days/ year. By leaving the robot to do the repetitive, heavy, potentially dangerous jobs such as palletising, food producers such as Dale Farm Foods can divert their employees to carry out more value-added tasks.”
Dale Farm Foods
Dale Farm Foods
Businesses waste 117 tonnes of food a year due to out of date technology, new research reveals
Balloon One, the technology partner optimising global supply chains, has today launched research from businesses operating in the food and beverage (F&B) supply chain to understand the main causes of food waste, finding a growing crisis of avoidable waste which is being driven by outdated warehouse technology. This is creating financial, reputational and operational risk for supply chain leaders across the food and beverage sector.
UK F&B supply chains are losing an average of £156,599 per business every year due to avoidable food waste caused by internal operational issues. According to the study, Out of Date, UK food and beverage businesses lose an average of 12% of their fresh or perishable stock every year, with 7% of this loss attributed directly to internal issues such as over-ordering, poor stock rotation and handling errors.
When asked about the non-financial consequences of waste, supply chain managers cited reputational damage (27%), negative impacts on customer
Only 61% of respondents say their warehouse and forecasting systems are currently integrated...
relationships (20%), and failure to meet sustainability objectives (20%) as the most significant risks. As scrutiny around ESG performance and supply chain transparency increases, these issues are moving from operational concerns to board-level priorities, and must be addressed now or businesses risk losing customers and a negative impact on their brand reputation.
Despite this, 64% of managers say they are confident that their current warehouse systems are adequate to minimise food waste, even as the majority report rising levels of avoidable loss. This complacency paradox suggests many businesses are relying on infrastructure that is no longer fit for purpose. The average warehouse or inventory management system in use today was last upgraded nearly 6 years ago, around the pandemic, and over 60% still rely wholly or partly on legacy, spreadsheet-based or manual processes.
Craig Powell, Managing Director at Balloon One, said: “Our research shows that millions of tonnes of food and drink
are being binned in the UK every year. Supply chain managers know a significant proportion of this waste is avoidable and are under enormous pressure to manage it more effectively, but their confidence in legacy systems is masking the true scale of the problem. This issue must be addressed immediately or businesses across the food and beverage sector risk harming their sustainability objectives, customer relationships, and margins.”
The research identifies outdated technology (37%) and a lack of integration between systems (33%) as top contributors to internal waste. Only 61% of respondents say their warehouse and forecasting systems are currently integrated, but more than half (52%) plan to upgrade or adopt a new warehouse or inventory management system within the next five years, with many citing nearterm plans.
Despite the challenges uncovered, the research highlights a sector that remains increasingly strategic in its approach to technology investment, with top drivers for investment including business growth (33%), customer satisfaction (29%), and providing intuitive tools for employees (29%). Managers are also optimistic about the future with nearly 80% of supply chain managers confident the food industry can halve food waste by 2030, in line with national targets.
Powell adds, “Managers believe the greatest opportunities for waste reduction lie in picking and packing, forecasting, and stock rotation – all areas where modern warehouse management systems can deliver immediate impact. Recovered savings from food wastage are most likely to be reinvested into improving sustainability credentials or further technology upgrades, so for F&B supply chain leaders, tackling waste is also about future-proofing the business, safeguarding brand trust, and turning the warehouse from a cost centre into a strategic advantage.”
The most important ingredient for your process?
A pinch of perfection.
The perfect radar transmitter for non-contact level measurement in hygienically demanding production facilities.
Everything is possible. With VEGA.
• Precise level data, even with buildup and internal vessel installations
• Hygienic, easy-to-clean process fitting, resistant to CIP processes
• Tightly focused for maximum measurement certainty