
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 12 Issue: 08 | Aug 2025 www.irjet.net p-ISSN:2395-0072

International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 12 Issue: 08 | Aug 2025 www.irjet.net p-ISSN:2395-0072
1Prabhat Kumar, 2*Sindhu J. Nair, 3Santosh Kumar Sar
1MTech. Scholar, Department of Civil Engineering, Bhilai Institute of Technology, Durg G.E. Road, Bhilai, Durg, 491001.
2*Professor, Department of Civil Engineering, Bhilai Institute of Technology, Durg G.E. Road, Bhilai, Durg, 491001. 3Professor, Department of Chemistry, Bhilai Institute of Technology, Durg G.E. Road, Bhilai, Durg, 491001.
Abstract: Water scarcity is becoming a critical challenge for industrial operations, particularly in resource-intensive sectors such as steel manufacturing. This study presents an in-depth evaluation of water recycling and reuse initiatives implemented at Tata Steel Gamharia, a key production unit specializing in high-value alloy steel. A mixed-methods approach was employed, combining quantitative water consumption data, effluent quality analyses, and qualitative insightsfromplantobservationsandstakeholderconsultations.Thefindingsindicateaconsistentreductionofmorethan 2,000 KL/day in freshwater usage through the integration of advanced effluent treatment, process water recirculation systems, and targeted infrastructure upgrades, including dedicated treated water pipelines and Mist Beam installations. Notable improvements were observed in effluent quality parameters, with treated water meeting or exceeding national regulatory standards for pH, BOD, COD, and TSS, enabling safe reuse in cooling, dust suppression, and horticultural applications.Theeconomicbenefitsaresignificant,withmonthlycostsavingsofapproximately₹8lakhs,accompaniedby environmentalgainsthroughreducedriverwaterextraction.Theresultsdemonstratethattransitioningfromalineartoa circular water management model enhances operational resilience while promoting long-term environmental stewardship. This research highlights that systematic investment in water recycling infrastructure can set new industry benchmarks,advancingbothsustainablemanufacturingandcorporateenvironmentalresponsibility.
Keywords: WaterRecycling,EffluentTreatment,SteelManufacturing,CircularWaterManagement,ResourceEfficiency
Tata Steel’s Gamharia plant, located in Jharkhand, India, stands as a dedicated producer of high-alloy and value-added steels,withaninstalledmanufacturingcapacityofnearlyonemilliontonnesannually.Commissionedin1974,thefacility has earned a leadership position in Special Bar Quality (SBQ) steel manufacturing through the integration of advanced metallurgicaltechnologiesandinnovativeoperatingstrategies.Amongitsmostnotableprocessenhancementsisthedirect chargingofhotmetalintoElectricArcFurnaces(EAFs),whichimprovesthermalefficiencyandreducesoverallprocessing time (Chadee et al., 2024). The plant’s vertically integrated operations include ore beneficiation, sinter production, lime calcination, and captive power generation, factors that contribute to enhanced production efficiency and self-sufficiency. Itslocationinamineral-richbeltwithabundantironoreandcoalreservesofferslogisticaladvantages,complementedby captive mining resources that ensure a consistent raw material supply (Verma et al., 2023a). The facility’s product portfoliocoversadiverserangeofsteelgrades,includingcarbonsteels,brightbarqualitysteels,andpowertransmission grades. These products cater to multiple industrial sectors such as automotive, oil and gas, aluminum processing, and heavy machinery manufacturing. Prestigious clients including Tata Motors, Bharat Forge, Caterpillar, and John Deere, illustrate the plant’s ability to maintain high-quality standards and meet demanding technical specifications (Tata Steel, 2023; Singh and Prasad, 2020). The sustained demand from such industries underscores the plant’s reputation as a reliable supplier in both domestic and international markets, driven by its capacity for product customization and adherencetostringentmetallurgicalparameters.
Steelmakingisinherentlywater-intensive,requiringsignificantquantitiesforcoolingsystems,descaling,cleaning,and material transport. Research indicates that the water footprint of steel manufacturing remains a key environmental concern, particularly in regions where industrial growth coincides with water resource pressures (Ande et al., 2025a, 2025b). At Gamharia, these demands are further influenced by the semi-humid climatic conditions, which feature an average annual rainfall of approximately 1,132.9 mm (Central Water Commission, 2021). The facility’s dependence on surface water resources necessitates robust conservation measures to prevent over-extraction and ecological stress on local river systems. Consequently, water resource management forms an integral component of its operational and environmental strategy. Inalignment with global sustainabilityimperatives, Tata Steel Gamharia hastransitionedfrom a
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 12 Issue: 08 | Aug 2025 www.irjet.net p-ISSN:2395-0072
linearwater-usemodeltoanintegratedcircularwatermanagementframework.Thisapproachemploysadvancedeffluent treatment systems, resource recovery technologies, and automated monitoring to maximize water reuse and reduce reliance on freshwater withdrawals (Verma et al., 2023b). By enhancing the recovery of process water, the facility minimizeseffluentdischargevolumes,therebymitigatingenvironmentalimpactsandachievingcompliancewithstringent regulatorystandards(Kumaretal.,2023;Vermaetal.,2022a).Suchmeasuresnotonlyoptimizeoperationalcostsbutalso contribute to broader corporate sustainability objectives by lowering the plant’s industrial water footprint and safeguarding surrounding aquatic ecosystems (Kumar and Das, 2021; Tata Steel, 2023). This study aims to evaluate and enhance water management practices at Tata Steel's Gamharia facility, with a particular focus on recycling and reuse strategies to reduce freshwater dependency and minimize environmental impact. The primary objectives are to assess currentwaterconsumption patterns,identifyopportunitiesfor efficiencyimprovements,andanalyzetheperformanceof existing treatment and recovery systems. Furthermore, the study seeks to propose sustainable, technology-driven solutions that align with regulatory compliance and corporate environmental commitments while ensuring operational reliabilityandcost-effectiveness.
2.1
The investigation adopts a mixed-methods research framework, integrating both quantitative and qualitative strategiestoensureaholisticevaluationofwaterconservationinitiatives.Thequantitativedimensionfocuseson pre-and post-intervention analysis of water consumption patterns, while the qualitative aspect draws on on-site observations, stakeholder consultations, and a review of relevant literature. Such an approach facilitates not only the measurement of numericalimprovementsbutalsothecontextualunderstandingofenablingfactorsandoperationalchallenges(Creswell& PlanoClark,2018).Primaryandsecondarydataweresystematicallytriangulatedfromdiversesources,including internal operational reports, departmental production and utility records, in-situ measurements, and statutory regulatory documents.Thismulti-sourcedesignenhancesreliabilityandminimizespotentialbias(Saundersetal.,2019).
2.2
Dataacquisitionfollowedastructuredapproachtocapturebothquantitativeindicatorsandqualitativeinsights. Water consumptionrecordswerecompiledmonthlyandannuallyformajoroperationalunitsincludingtheBlastFurnace,Direct Reduced Iron (DRI) Plant, Captive Power Plant (CPP), and Sinter Plant. Historical baselines were compared with postimplementation data to evaluate reduction trends. Effluent quality characterization involved collection of representative samples from treated and untreated discharge points, analyzed in line with Bureau of Indian Standards and the Environment(Protection)Act,1986,Schedule VInorms.KeyparameterssuchaspH,BiochemicalOxygenDemand(BOD), Chemical Oxygen Demand (COD), and Total Suspended Solids (TSS) were measured using standard APHA (2017) methodologies. Infrastructure and process documentation captured enabling technologies, including treated water conveyancesystems.
Theanalysisframeworkcombined comparative performance evaluation with compliance assessment:
Quantitative Analysis:SpecificWaterConsumption(SWC)wascalculatedaskilolitresperunitofproductionfor eachplantunit.Freshwatersavingswerequantifiedinkilolitresperday(KL/day)andmonetizedintermsofcost reduction(INR/day),factoringinprevailingwatertariffsandoperationalcosts.
Water Quality Evaluation: Laboratory results for key parameters (pH, BOD, COD, TSS) were compared against EPA 1986 Schedule VI standards to determine compliance. Statistical comparisons between baseline and postinterventiondatasetswerecarriedouttoevaluateimprovementsignificance.
Qualitative Assessment: Thematic analysis was employed to extract recurring patterns from interview transcriptsandfieldnotes,particularlyconcerningoperationalchallenges,enablingconditions,andmaintenance requirements(Braun&Clarke,2006).
Volume: 12 Issue: 08 | Aug 2025 www.irjet.net p-ISSN:2395-0072
AdetailedassessmentofwaterusageatTataSteelGamhariaindicatesthatthehighestdemandoriginatesfromcooling andevaporationprocesses,followedbyblowdown/ROrejectstreamsandmiscellaneousactivitiessuchasdescaling.Table 1 presents the monthly water consumption patterns along with identified saving opportunities. Evaporative losses represent approximately two-thirds of the total makeup water demand. Nevertheless, systematic interventions, such as recycling,repairingleaks,andprocessoptimization,haveenabledtherecoveryof~4,439m³/day.Additionalinfrastructure upgrades,includingadvancedtreatmentfacilities,canfurtherrecoveranestimated2,200m³/day.
Table 1. MonthlyWaterUseandSavingOpportunities
The analysis of water quality parameters before and after treatment at Tata Steel Gamharia demonstrates the high efficiency of the effluent treatment process. As presented in Table 2, the inlet water had a pH of 7.21, which is already neutral, and after treatment, it was slightly adjusted to 7.53, well within the EPA’s permissible range of 5.5 to 9.0. Total Suspended Solids (TSS) showed a remarkable decline from 47 mg/L at the inlet to just 11 mg/L at the outlet, which is significantly lower than the regulatory limit of 100 mg/L. Biological Oxygen Demand (BOD), a key indicator of organic pollution, decreased drastically from 48 mg/L to 4.8 mg/L, far below the allowable threshold of 30 mg/L. Similarly, the Chemical Oxygen Demand (COD) dropped from 170 mg/L to 20 mg/L, comfortably meeting the EPA limit of 250 mg/L. These reductions confirm that the plant’s treatment facility effectively removes suspended solids, organic matter, and chemicalpollutantsfromwastewater.Thetreatedwaterconsistentlymeetsandoftensurpassesenvironmentalcompliance requirements, making it safe for reuse in secondary applications such as cooling, dust suppression, and gardening. This high-qualityoutputnotonlyminimizesenvironmentaldischargeimpactsbutalsosupportstheplant’swaterconservation goalsbyenablinglarge-scalerecyclingandreuse.
Table 2. ComparisonofInletandOutletWaterQualitywithEPAStandards.
Figure 1 outlines the contribution of various operational units at Tata Steel Gamharia towards freshwater savings throughthereuseoftreatedwater.TheCaptivePowerPlant(CPP)emergesasamajorcontributor,reusingapproximately 500KL/day,whichtranslatesintodailysavingsof ₹6,500.TheSinterPlant,althoughsmallerinscale,reuses 100KL/day, resultinginsavingsof₹1,300perday.TheAshMoundoperationsdemonstratethelargestsingle-unitimpact,reusing800 KL/day and achieving cost reductions of ₹10,400 per day. The implementation of Mist Beams for dust control also adds 100KL/dayoftreatedwaterutilization,saving₹1,300daily.Ancillaryuses,suchasbatchingandgardening,accountfor70 KL/day of treated water use, with corresponding savings of ₹910 per day. Similarly, the Direct Reduced Iron (DRI) plant reuses 500 KL/day, leading to a further ₹6,500 in daily savings. In total, these initiatives collectively reuse about 2,070 KL/day oftreated water, equivalent toroughly 62,000 KL/month,anddeliveranestimatedcostreductionof ₹26,910per International Research Journal of Engineering and Technology (IRJET)
Volume: 12 Issue: 08 | Aug 2025 www.irjet.net
day,ornearly₹8lakhspermonth.Thisdatademonstratesthetangiblefinancialandresourceefficiencybenefitsachieved throughsystematictreatedwaterreuseacrossmultipleoperationalareas.
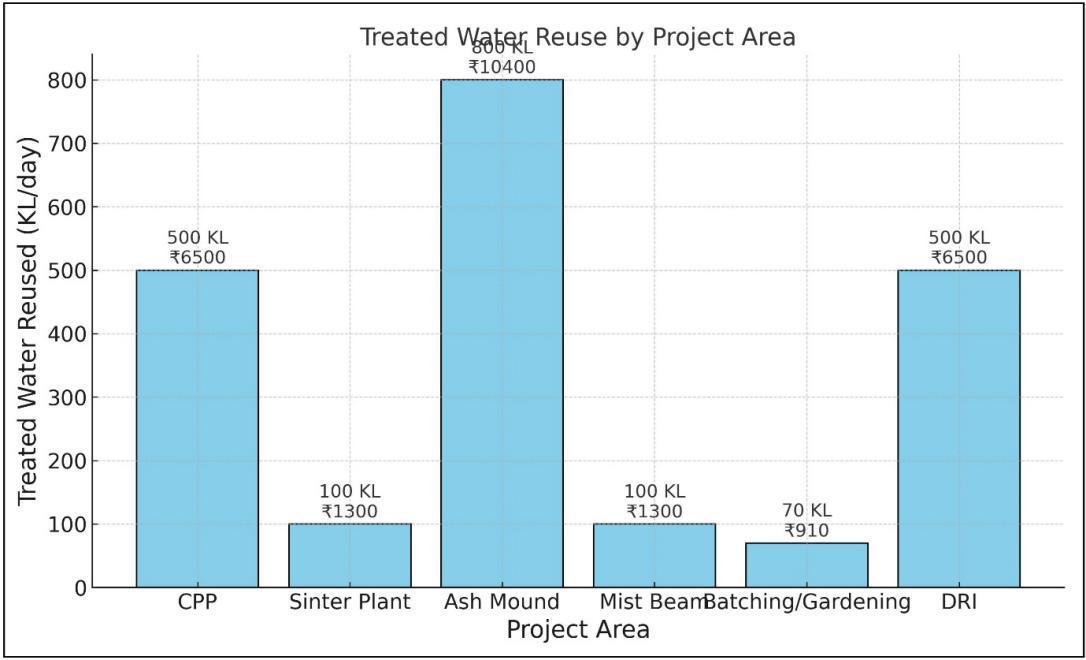
Figure 1. Treatedwaterreusebyprojectarea.
Table 3 (a to d) presentsadepartment-wisebreakdownofwaterconsumption,productionoutput,andspecificwater use over three consecutive financial years (FY’23 to FY’25). The data illustrate both absolute consumption trends and water-useefficiencyimprovementswithintheCaptivePowerPlant(CPP),SinterPlant,BlastFurnace,andDirectReduced Iron(DRI)Plant.Acrossdepartments,variationsareinfluencedbyoperationalload,productionfluctuations,andtargeted waterconservationmeasuresimplementedduringthereportingperiod.
The CPP remains the largest individual water consumer, reflecting its critical role in electricity generation for plant operations. In FY’23, the CPP consumed 2,975,032 KL of water to produce 639.22 MU of power, resulting in a specific water use of 4.65 L/unit. This figure improved marginally in FY’24, with consumption dropping to 2,855,963 KL for 630.24 MU of power (specific use: 4.53 L/unit). By FY’25, further efficiency gains brought consumption down to 2,693,345 KL with a consistent specific use of 4.53 L/unit, despite a decline in total production to 593.93 MU. The consistent reduction in water consumption despite fluctuating output reflects successful process optimization and increasedtreatedwaterintegrationincoolingsystems.
TheSinterPlant,whichagglomeratesironorefinesforblastfurnacefeed,demonstratesrelativelystablewateruse.In FY’23,theplantused 62,330 KL ofwaterforaproductionvolumeof 599,914 MT,yieldingaspecificconsumptionof 0.10 KL/MT. FY’24 saw a slight increase in water consumption to 63,528 KL with production nearly unchanged at 599,778 MT, pushing specific use to 0.11 KL/MT. In FY’25, however, both production and water consumption decreased; productiondroppedto 551,293 MT, andwaterusereducedto 56,562 KL,restoringthespecificconsumptionrateto 0.10 KL/MT. This indicates operational adjustments and water conservation measures helped counterbalance reduced productionefficiency.
Table 3(a). Waterconsumptionandspecificuseforthecaptivepowerplant(CPP).
Volume: 12 Issue: 08 | Aug 2025 www.irjet.net
Table 3(b). WaterconsumptionandspecificusefortheSinterplant.
Blast furnace operations, being heat- and process-intensive, are another major water consumer. In FY’23, total consumptionstoodat 446,291 KL withproductionof 602,679 MT,givingaspecificuseof 0.74 KL/THM.FY’24recorded a marginal increase in consumption to 449,646 KL, but a higher production output of 645,720 MT lowered the specific wateruseto 0.70 KL/THM,markinganefficiencygain. However,inFY’25,waterconsumptiondecreasedto 418,547 KL alongsidea significant productiondeclineto 522,173 MT,resultingina higherspecific wateruseof 0.80 KL/THM. This riseindicatesthatwhileabsoluteconsumptionfell,reducedproductionvolumesaffectedefficiencyratiosnegatively.
Table 3(c). WaterconsumptionandspecificusefortheBlastfurnace.
Year Water Consumed (KL) Production (MT) Specific Use (KL/THM)
The DRI plant displays more pronounced fluctuations in both water consumption and efficiency. FY’23 figures show 409,220 KL of water used for 462,929 MT of production, translating to 0.88 KL/MT. In FY’24, despite an increase in production to 503,887 MT, water consumption spiked to 479,113 KL, raising specific use to 0.95 KL/MT, suggesting either higher operational water demand or increased cooling and cleaning requirements during the period. By FY’25, substantial improvements were achieved, with water consumption reduced to 375,749 KL and production climbing furtherto 521,083 MT,loweringthespecificconsumptionto 0.72 KL/MT.Thisimprovementreflectssuccessfulprocess modificationsandintegrationofrecycledwaterincoreoperations.
Table 3(d). WaterconsumptionandspecificusefortheDirectReducedIronPlant(DRI).
The evaluation of water recycling and reuse practices at Tata Steel Gamharia confirms that the facility has successfully transitioned from a high freshwater dependency model to an integrated water sustainability framework. Through the implementationofadvancedtreatmentprocesses,segregatedwaternetworks,andtargetedreuseinterventions,theplant hasachievedmeasurableenvironmentalandeconomicbenefits,includingconsistentfreshwatersavingsof2,070KL/day, effluent quality compliant with regulatory standards, and significant reductions in operational costs. A particularly noteworthyachievementistheextensiveuseoftreatedwateracrossmultipleoperations,whichreducespressureonlocal water resources and supports national water conservation objectives. The study underscores that such systematic measuresenhanceprocessefficiency,reduceenvironmentalliabilities,andstrengthencorporatesustainabilitycredentials.
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 12 Issue: 08 | Aug 2025 www.irjet.net p-ISSN:2395-0072
Furthermore, the adoption of resource recovery strategies and advanced monitoring technologies improves operational flexibility and ensures the long-term resilience of the water management system. Overall, the findings demonstrate that watercircularityinsteelproductionistechnicallyfeasible,economicallyviable,andenvironmentallyessential.Themodel established at Tata Steel Gamharia can be replicated in other water-intensive industrial sectors, contributing to both nationalandglobalstrategiesforindustrialwatersecurity.
The study focuses on in-plant water management practices, excluding the wider supply chain and full life-cycle footprint.Reportedsavingsarebasedonoperationaldataandmayvarywithproductionchanges.Emergingcontaminants, like microplastics, remain outside this scope. Future improvements include leakage detection, drip irrigation, resource recovery from effluents, and decentralized recycling. IoT-enabled monitoring and AI analytics can enhance predictive maintenanceandoptimization.ExtendingsuchstrategiesacrosstheTataSteelnetworkandotherindustriesoffersnotable environmentalandeconomicgains.
1. Ande,R.,Chadee,A.,Manas,D.,Verma,S.,&Thakur,S.(2025b).GIShydrologicalmodelsformanaging water resources in the indian yerrakalava river basin: a case study. larhyss journal p-issn 1112-3680/e-issn 25219782,(62),79-106.
2. Ande, R., Pandugula, C., Mehta, D., Vankayalapati, R., Birbal, P., Verma, S., & Nanavati, N. (2025a). Understanding Climate Change Impacts on Streamflow by Using Machine Learning: Case Study of Godavari Basin. Water, 17(8),1171.
3. APHA. (2017). Standard methods for the examination of water and wastewater (23rd ed.). American Public HealthAssociation.
4. Braun,V.,&Clarke,V.(2006).Usingthematicanalysisinpsychology. Qualitative Research in Psychology, 3(2), 77-101.https://doi.org/10.1191/1478088706qp063oa
5. Central Water Commission. (2021). Water and related statistics 2021. Ministry of Jal Shakti, Government of India.
6. Chadee, A., Rathore, K., Choudhary, L., Verma, S., & Mehta, D. (2024). the korba coal mining zone in india assessment of risk health and pollutant sources. larhyss Journal P-ISSN 1112-3680/E-ISSN 2521-9782, (60), 113-131.
7. Creswell, J. W., & Plano Clark, V. L. (2018). Designing and conducting mixed methods research (3rd ed.). SAGE Publications.
8. Environment (Protection) Act. (1986). Schedule VI: General standards for discharge of environmental pollutants. GovernmentofIndia.
9. Kumar, K., Verma, S., Sahu, R., & Verma, M. (2023). Analysis of rainfall trends in India, incorporating nonparametric tests and wavelet synopsis over the last 117 years. Journal of Environmental Informatics Letters, 10,74-88.
10. Kumar,R.,&Das,A.(2021).WaterconservationpracticesinIndiansteelindustries:Acase-basedperspective. Journal of Cleaner Production, 278,123876.https://doi.org/10.1016/j.jclepro.2020.123876
11. Saunders, M., Lewis, P., & Thornhill, A. (2019). Research methods for business students (8th ed.). Pearson Education.
12. Singh, V., & Prasad, M. (2020). Process innovations in Special Bar Quality steel manufacturing. Iron & Steel Review, 63(5),43–48.
13. Tandel, D., Verma, S., Verma, M., Mehta, D., & Benzougagh, B. (2025). Assessment of dry and wet spells for change in rainfall pattern of the indian chhattisgarh watershed using the markov chain approach. larhyss journal p-issn 1112-3680/e-issn 2521-9782,(62),173-200.
14. TataSteel.(2023). Sustainability report 2022–23.TataSteelLimited.https://www.tatasteel.com
International Research Journal of Engineering and Technology (IRJET) e-ISSN:2395-0056
Volume: 12 Issue: 08 | Aug 2025 www.irjet.net p-ISSN:2395-0072
15. Verma, D., Supe, J., Verma, S., & Singh, R. R. (2024). Removal of Fluoride from Drinking Water by Utilizing ModifiedBagasseSugarcaneasLow-CostAdsorbentsforBilaspurCity,Chhattisgarh. Journal of Environmental Informatics Letter, 11(2),69-81.
16. Verma, S. K., Prasad, A. D., & Verma, M. K. (2022a). An assessment of ongoing developments in water resources management incorporating SWAT model: Overview and perspectives. Nature Environment and Pollution Technology, 21(4),1963-1970.
17. Verma,S.,Kumar,K.,Verma,M.K.,Prasad,A.D.,Mehta, D.,&Rathnayake,U.(2023a).Comparativeanalysisof CMIP5 and CMIP6 in conjunction with the hydrological processes of reservoir catchment, Chhattisgarh, India. Journal of Hydrology: Regional Studies, 50,101533.