

This is the sample of the manual click on the download link for complete manual
This is the sample of the manual click on the download link for complete manual
For some reason if link does not work download this pdf and then click

Product: INDUSTRIAL ENGINE
Model: C15 INDUSTRIAL ENGINE N5F
Configuration: C15 Industrial Engine N5F00001-UP
Disassembly and Assembly
C15 and C18 Industrial Engines Media
Air Control Valve - Remove and Install
SMCS - 108A-010
Removal Procedure
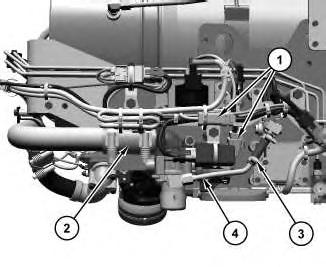
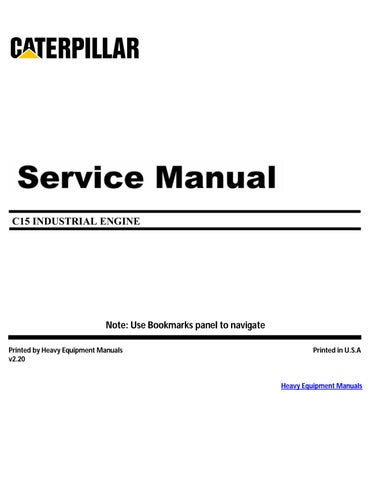
Illustration 1
Typical Example
1. Disconnect harness assemblies (1).
g03392121
2. loosen clamp (3). Remove tube assembly (4).
3. Remove hose (2).
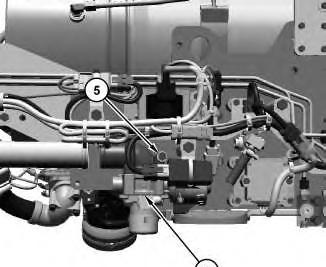
Illustration 2
Typical Example
g03392131
4. Remove bolts (5) and remove air control valve assembly (6).

Illustration 3
g02824481
5. Remove bolts (8). Remove outlet elbow (9) and inlet elbow (10) from air control valve (7). Remove and discard the seals.
6. Remove and discard the seals from air control valve (7).
1. Install air control valve (7) in the reverse order of removal.
Copyright 1993 - 2024 Caterpillar Inc.
Rights Reserved.
Network For SIS Licensees. Thu Nov 21 22:18:22 UTC+0530 2024
Product: INDUSTRIAL ENGINE
Model: C15 INDUSTRIAL ENGINE N5F
Configuration: C15 Industrial Engine N5F00001-UP
Disassembly and Assembly
C15 and C18 Industrial Engines
SMCS - 1087-010-E4
Removal Procedure Table 1 Required Tools
Illustration 1 g03398579
1. Disconnect the harness assembly from temperature sensor (5). Remove temperature sensor (5).
2. Remove brackets (3). Loosen clamps (1) and (6).
3. Remove bolts (2) and remove air inlet elbow (4).

Illustration 2
4. Remove bolts (8) and tube (7).
g03398589
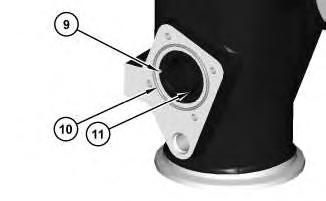
Illustration 3
5. Remove dowel (9) and O-ring seal (10). Remove tube (11).

Illustration 4
6. Remove cup plug (12) and pipe plug (13).
Installation Procedure
1. Install air inlet elbow (4) in the reverse order of removal.
a. Apply Tooling (A) to the threads of pipe plug (13).
b. Apply Tooling (B) to cup plug (13).
c. Tighten clamp (6) to a torque of 8.5 ± 1 N·m (75 ± 9 lb in).
d. Tighten temperature sensor (5) to a torque of 20 ± 5 N·m (177 ± 44 lb in).
Product: INDUSTRIAL ENGINE
Model: C15 INDUSTRIAL ENGINE N5F
Configuration: C15 Industrial Engine N5F00001-UP
Disassembly and Assembly
C15 and C18 Industrial Engines
SMCS - 1923-010
Removal Procedure
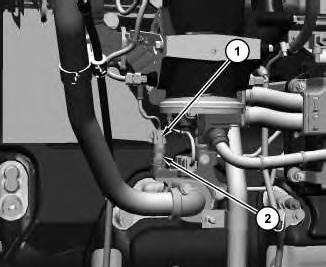
Illustration 1
1. Disconnect harness assembly (1) and remove atmospheric pressure sensor (2).
Installation Procedure
1. Install atmospheric pressure sensor (2) in reverse order of removal.
Note: Do not pre-tighten the sensor using the plastic portion of the sensor. Pre-tighten the sensor using the metal hex portion of the sensor. Damage can occur to the sensor if pre-tightened using the plastic portion of the sensor.
a. Tighten atmospheric pressure sensor (2) to a torque of 10 ± 2 N·m (89 ± 18 lb in).
Copyright 1993 - 2024 Caterpillar Inc. All Rights Reserved. Private Network For SIS Licensees.
Thu Nov 21 22:41:04 UTC+0530 2024
Product: INDUSTRIAL ENGINE
Model: C15 INDUSTRIAL ENGINE N5F
Configuration: C15 Industrial Engine N5F00001-UP
Disassembly and Assembly
C15 and C18 Industrial Engines
SMCS - 1203-535; 1219-535
Measurement Procedure Table 1
Required Tools
198-9142
Plastic Gauge (Green)
to 0.076 mm (0.001 to 0.003 inch)
Plastic Gauge (Red)
to 0.152 mm (0.002 to 0.006 inch)
Plastic Gauge (Blue)
to 0.229 mm (0.004 to 0.009 inch)
Plastic Gauge (Yellow)
to 0.510 mm (0.009 to 0.020 inch)
Note: Plastic gauge may not be necessary when the engine is in the chassis.
NOTICE
Keep all parts clean from contaminants.
Contaminants may cause rapid wear and shortened component life.
Note: Cat does not recommend the checking of the actual bearing clearances particularly on small engines. This is because of the possibility of obtaining inaccurate results and the possibility of damaging the bearing or the journal surfaces. Each Cat engine bearing is quality checked for specific wall thickness.
Note: The measurements should be within specifications and the correct bearings should be used. If the crankshaft journals and the bores for the block and the rods were measured during disassembly, no further checks are necessary. However, if the technician still wants to measure the bearing clearances, Tooling (A) is an acceptable method. Tooling (A) is less accurate on journals with small diameters if clearances are less than 0.10 mm (0.004 inch).
Lead wire, shim stock or a dial bore gauge can damage the bearing surfaces.
The technician must be very careful to use Tooling (A) correctly. The following points must be remembered:
• Ensure that the backs of the bearings and the bores are clean and dry.
• Ensure that the bearing locking tabs are properly seated in the tab grooves.
• The crankshaft must be free of oil at the contact points of Tooling (A).
1. Put a piece of Tooling (A) on the crown of the bearing that is in the cap.
Note: Do not allow Tooling (A) to extend over the edge of the bearing.
2. Use the correct torque-turn specifications in order to install the bearing cap. Do not use an impact wrench. Be careful not to dislodge the bearing when the cap is installed.
Note: Do not turn the crankshaft when Tooling (A) is installed.
3. Carefully remove the cap, but do not remove Tooling (A). Measure the width of Tooling (A) while Tooling (A) is in the bearing cap or on the crankshaft journal. Refer to Illustration 1.
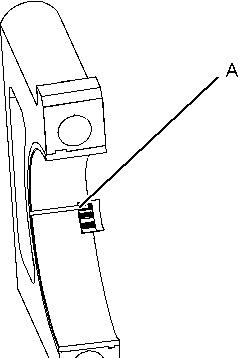

Illustration 1 g01152855
Typical Example
4. Remove all of Tooling (A) before you install the bearing cap.
Note: When Tooling (A) is used, the readings can sometimes be unclear. For example, all parts of Tooling (A) are not the same width. Measure the major width in order to ensure that the parts are within the specification range. Refer to Specifications Manual, "Connecting Rod Bearing Journal" and Specifications Manual, "Main Bearing Journal" for the correct clearances.
Copyright 1993 - 2024 Caterpillar Inc. All Rights Reserved. Private Network For SIS Licensees. Thu Nov 21 22:40:28 UTC+0530 2024
Product: INDUSTRIAL ENGINE
Model: C15 INDUSTRIAL ENGINE N5F
Configuration: C15 Industrial Engine N5F00001-UP
Disassembly and Assembly
C15 and C18 Industrial Engines
SMCS - 1358-010
Start By:
a. Remove the fan belts. Refer to Operation and Maintenance Manual, "Belts - Inspect."
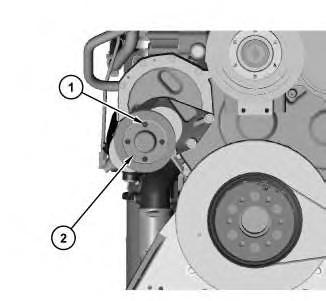
Illustration 1 g03401251
1. Remove bolts (1) and remove cover (2).
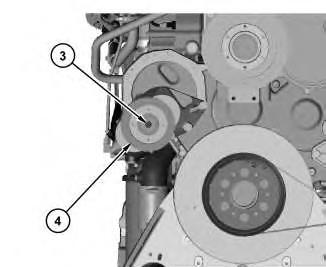
Illustration 2
2. Remove bolt (3) and pulley (4).
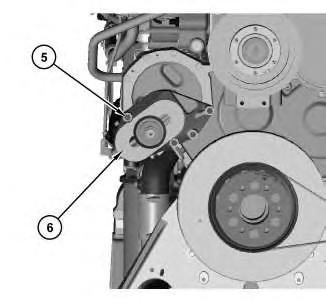
Illustration 3
g03401268
3. Remove bolts (5) and remove belt tensioner (6).
1. Install belt tensioner (6) in the reverse order of removal.
Start By:
a. Remove the alternator belt. Refer to Operation and Maintenance Manual, "Belts - Inspect".
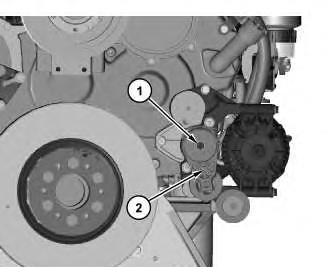
4 g03401273
1. Remove bolt (1) and remove belt tensioner (2).
Installation Procedure
1. Install belt tensioner (2) in the reverse order of removal.
1993 - 2024 Caterpillar Inc.
Rights Reserved.
Network For SIS Licensees. Thu Nov 21 22:48:29 UTC+0530 2024
Product: INDUSTRIAL ENGINE
Model: C15 INDUSTRIAL ENGINE N5F
Configuration: C15 Industrial Engine N5F00001-UP
Disassembly and Assembly
C15 and C18 Industrial Engines
Media Number -UENR0185-05
-12/09/2019
Boost Pressure Sensor - Remove and Install
SMCS - 1917-010
Removal Procedure
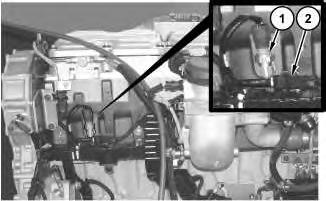
Illustration 1
g02103420
1. Disconnect harness assembly (2) and remove boost pressure sensor (1).
Installation Procedure
1. Install boost pressure sensor (1) in reverse order.
a. Tighten boost pressure sensor (1) to a torque of 10 ± 2 N·m (89 ± 18 lb in).
Copyright 1993 - 2024 Caterpillar Inc. All Rights Reserved. Private Network For SIS Licensees.
Thu Nov 21 22:47:29 UTC+0530 2024
Product: INDUSTRIAL ENGINE
Model: C15 INDUSTRIAL ENGINE N5F
Configuration: C15 Industrial Engine N5F00001-UP
Disassembly and Assembly
C15 and C18 Industrial Engines
Camshaft - Remove and Install
SMCS - 1210-010
Alternative Removal Procedure Table 1 Required Tools
D - Loctite LB 8028 Camshaft Lube -
F - Loctite 243 Threadlocker(1) Part of 177-8003 Engine Tool Group
Start By:
a. Remove the camshaft gear.
Note: This is an optional procedure to remove the camshaft. The preceding tool list shows the required tooling for removing the camshaft from the front of the engine or the rear of the engine.
NOTICE
Keep all parts clean from contaminants.
Contaminants may cause rapid wear and shortened component life.
Do not turn the crankshaft or the camshaft while the camshaft gear is removed. If the front gear group is not correctly timed during installation, interference can occur between the pistons and the valves, resulting in damage to the engine.
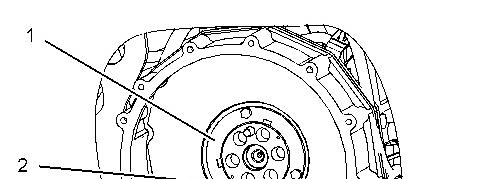
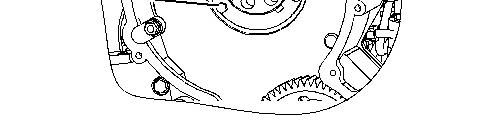
Illustration 1 g01056681
1. Remove bolts (2) and thrust plate (1).
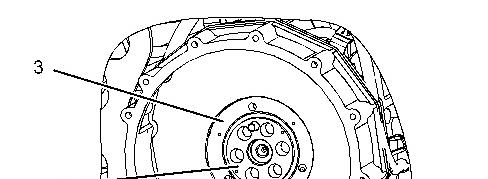

Illustration 2 g01071487
2. Remove sealing plate (3) from the front housing. Remove adapter assembly (4) from the crankshaft.
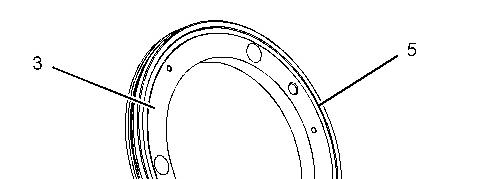
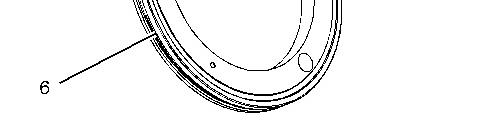
Illustration 3 g01056684
3. Remove O-ring seals (5) and (6) from sealing plate (3).
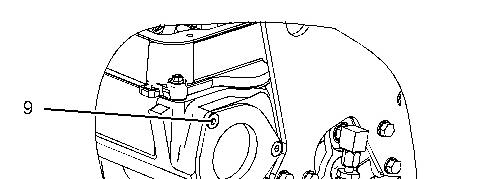
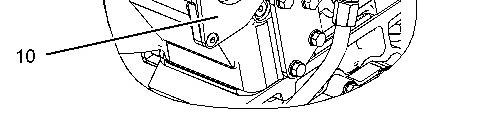
Illustration 4 g01056675
4. Remove flat head screws (9) and cover (10). Remove the O-ring seal from the cover.
Care must be used when removing or installing the camshaft. Do not damage the finished surfaces of the camshaft or the camshaft bearings.
5. To remove the camshaft from the rear of the engine, go to Step 6 through Step 9. To remove the camshaft from the front of the engine, go to Step 10 through Step 13.
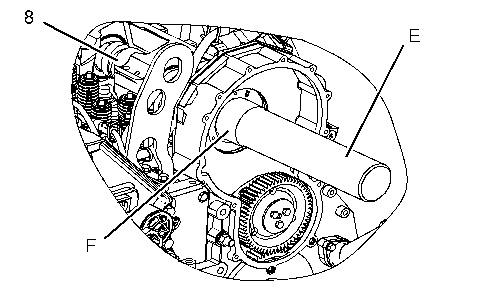
Illustration 5 g01056714
Removal of the camshaft from the rear of the engine
6. To remove the camshaft from the rear of the engine, install Tooling (B) on the front of camshaft (8) with Tooling (C).
Note: Carefully align Tooling (B) with the end of camshaft (8). If the adapter and the camshaft are not aligned, the camshaft may not be removed. The adapter and camshaft bearing will interfere.
7. Install Tooling (A) on Tooling (B).
8. Carefully slide the camshaft to the rear of the engine for removal. Use two technicians to remove the camshaft. Keep the camshaft level while the camshaft is being removed from the cylinder head. The weight of the camshaft is approximately 39 kg (86 lb).
Note: Rotate the camshaft during removal. Rotating the camshaft will prevent the camshaft from binding in the camshaft bearings.
9. Remove Tooling (A), Tooling (B), and Tooling (C) from the camshaft.
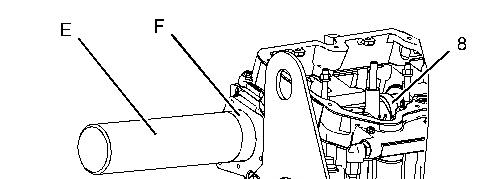
Illustration 6 g01056717
Remove the camshaft from the front of the engine.
10. To remove the camshaft from the front of the engine, install Tooling (B) on the rear of camshaft (8) with Tooling (C).
Note: Carefully align Tooling (B) with the end of camshaft (8). If the adapter and the camshaft are not aligned, the camshaft may not be removed. The adapter and camshaft bearing will interfere.
11. Install Tooling (A) on Tooling (B).
12. Carefully slide the camshaft to the front of the engine for removal. Use two technicians to remove the camshaft. Keep the camshaft level while the camshaft is being removed from the cylinder head. The weight of the camshaft is approximately 39 kg (86 lb).
13. Remove Tooling (A), Tooling (B), and Tooling (C) from the camshaft.
Note: This is an optional procedure to install the camshaft. The preceding tool list shows the required tooling for installing the camshaft from the front of the engine or the rear of the engine.
Keep all parts clean from contaminants.
Contaminants may cause rapid wear and shortened component life.
Do not turn the crankshaft or the camshaft while the camshaft gear is removed. If the front gear group is not correctly timed during installation, interference can occur between the pistons and the valves, resulting in damage to the engine.
Care must be used when removing or installing the camshaft. Do not damage the finished surfaces of the camshaft or the camshaft bearings.
1. Ensure that the camshaft and camshaft bearings are thoroughly clean. Lubricate the camshaft lobes with a 50/50 m©xture of Tooling (D) and clean engine oil. Apply a thin coat of clean engine oil on the camshaft bearings.
2. To install the camshaft from the rear of the engine, go to Step 3 through Step 6. To install the camshaft from the front of the engine, go to Step 7 through Step 10.

Illustration 7 g01056714
Install the camshaft from the rear of the engine.
3. To install the camshaft from the rear of the engine, install Tooling (B) on the front of camshaft (8) with Tooling (C).
Note: Carefully align Tooling (B) with the end of camshaft (8). If the adapter and the camshaft are not aligned, the camshaft may not be removed. The adapter and camshaft bearing will interfere.
4. Install Tooling (A) on Tooling (B).
5. Use two technicians to install the camshaft. Carefully slide the camshaft into the cylinder head from the rear of the engine. Keep the camshaft level while the camshaft is being installed in the cylinder head. The weight of the camshaft is approximately 39 kg (86 lb).
Note: Rotate the camshaft during installation. Rotation the camshaft will prevent the camshaft from binding in the camshaft bearings.
6. Remove Tooling (A), Tooling (B), and Tooling (C) from the camshaft.
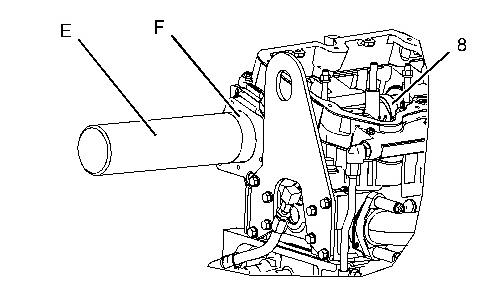
Illustration 8 g01056717
Install the camshaft from the front of the engine.
7. To install the camshaft from the front of the engine, install Tooling (B) on the rear of camshaft (8) with Tooling (C).
Note: Carefully align Tooling (B) with the end of camshaft (8). If the adapter and the camshaft are not aligned, the camshaft may not be removed. The adapter and camshaft bearing will interfere.
8. Install Tooling (A) on Tooling (B).
9. Use two technicians to install the camshaft. Carefully slide the camshaft into the cylinder head from the front of the engine. Keep the camshaft level while the camshaft is being installed in the cylinder head. The weight of the camshaft is approximately 39 kg (86 lb).
Note: Rotate the camshaft during installation. Rotating the camshaft will prevent the camshaft from binding in the camshaft bearings.
10. Remove Tooling (A), Tooling (B), and Tooling (C) from the camshaft.
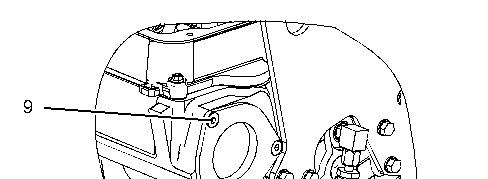
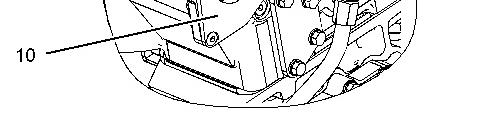
Illustration 9 g01056675
11. Install the O-ring seal on cover (10). Position the cover on the rear of the cylinder head. Install flat head screws (9) and tighten to a torque of 13 ± 3 N·m (10 ± 2 lb ft).
Illustration 10 g01056684
12. Install O-ring seal (5) and O-ring seal (6) in sealing plate (3). Lubricate O-ring seal (6) with a 50/50 mixture of Tooling (D) and clean engine oil.
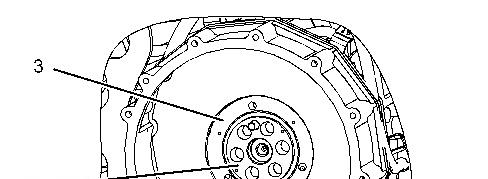
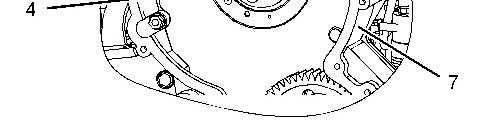
Illustration 11 g01056682
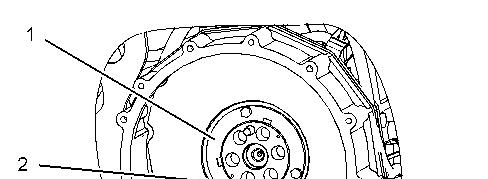
Illustration 12 g01056681
13. Install sealing plate (3) in front housing (7). Install adapter assembly (4) in the sealing plate. Ensure that the dowel in adapter assembly (4) engages the hole in the camshaft.
14. Install thrust plate (1). Apply Tooling (F) to bolts (2). Hold the assembly in position and install bolts (2). Evenly tighten bolts (2) until sealing plate (3) and the O-ring seal are seated against the cylinder head.
Note: Ensure that the O-ring seal stays in the groove in sealing plate (3).
End By:
a. Install the camshaft gear.
This is the sample of the manual click on the download link for complete manual
For some reason if link does not work download this pdf and then click