This book was set in STIX Regular by Thomson Digital Ltd. and printed and bound by R.R. Donnelley Kendallville. The cover was printed by R.R. Donnelley.
Founded in 1807, John Wiley & Sons, Inc. has been a valued source of knowledge and understanding for more than 200 years, helping people around the world meet their needs and fulfill their aspirations. Our company is built on a foundation of principles that include responsibility to the communities we serve and where we live and work. In 2008, we launched a Corporate Citizenship Initiative, a global effort to address the environmental, social, economic, and ethical challenges we face in our business. Among the issues we are addressing are carbon impact, paper specifications and procurement, ethical conduct within our business and among our vendors, and community and charitable support. For more information, please visit our website: www.wiley.com/go/citizenship.
Evaluation copies are provided to qualified academics and professionals for review purposes only, for use in their courses during the next academic year. These copies are licensed and may not be sold or transferred to a third party. Upon completion of the review period, please return the evaluation copy to Wiley. Return instructions and a free of charge return shipping label are available at: www.wiley.com/go/ returnlabel. If you have chosen to adopt this textbook for use in your course, please accept this book as your complimentary desk copy. Outside of the United States, please contact your local sales representative.
Library of Congress Cataloging-in-Publication Data
Groover, Mikell P., 1939- author. Fundamentals of modern manufacturing : materials, processes, and systems / Mikell P. Groover, professor emeritus of industrial and systems engineering, Lehigh University. – Sixth edition. pages cm
Includes index.
ISBN 978-1-119-12869-4 (loose-leaf : acid-free paper) 1. Manufacturing processes. 2. Production engineering. I. Title. TS183.G78 2016 670–dc23
2015035898
BRV ISBN: 978-1-119-12869-4
PREFACE
Fundamentals of Modern Manufacturing: Materials, Processes, and Systems is designed for a first course or two-course sequence in manufacturing at the junior or senior level in mechanical, industrial, and manufacturing engineering curricula. Given its coverage of engineering materials, it may also be suitable for materials science and engineering courses that emphasize materials processing. Finally, it may be appropriate for technology programs related to the preceding engineering disciplines. Most of the book’s content is concerned with manufacturing processes (about 65% of the text), but it also provides significant coverage of engineering materials and production systems. Materials, processes, and systems are the basic building blocks of modern manufacturing and the three broad subject areas covered in the book.
Approach
The author’s objective in this and the preceding editions is to provide a treatment of manufacturing that is modern and quantitative. Its claim to be “modern” is based on (1) its balanced coverage of the basic engineering materials (metals, ceramics, polymers, and composite materials), (2) its inclusion of recently developed manufacturing processes in addition to the traditional processes that have been used and refined over many years, and (3) its comprehensive coverage of electronics manufacturing technologies. Competing textbooks tend to emphasize metals and their processing at the expense of the other engineering materials, whose applications and methods of processing have grown significantly in the last several decades. Also, most competing books provide minimum coverage of electronics manufacturing. Yet the commercial importance of electronics products and their associated industries have increased substantially during recent decades.
The book’s claim to be quantitative is based on its emphasis on manufacturing science and its greater use of mathematical models and quantitative (end-of-chapter) problems than other manufacturing textbooks. In the case of some processes, it was the first book on manufacturing processes to provide a quantitative coverage of the topic.
Organization of the Book
The first chapter provides an introduction and overview of manufacturing. Manufacturing is defined, and the materials, processes, and systems of manufacturing are briefly described. The final section provides an introduction to manufacturing economics. The remaining 39 chapters are organized into 11 parts. Part I, titled Material Properties and Product Attributes, consists of four chapters that describe the important characteristics of materials and the products made from them. Part II discusses the four basic engineering materials: metals, ceramics, polymers, and composites.
Part III begins the coverage of the part-shaping processes, which are organized into four categories: (1) solidification processes, (2) particulate processes, (3) deformation processes, and (4) material removal processes. Part III consists of five chapters on the solidification processes that include casting of metals, glassworking, and polymer shaping. In Part IV, the processing of powders of metals and ceramics is covered in two chapters. Part V deals with metal deformation processes such as rolling, forging, extrusion, and sheet metalworking. Finally, Part VI discusses the material removal processes. Four chapters are devoted to machining, and two chapters cover grinding (and related abrasive processes) and nontraditional material removal technologies.
Part VII consists of two chapters on property-enhancing processes and surface processing. Property enhancing is accomplished by heat treatment, and surface processing includes operations such as cleaning, electroplating, vapor deposition processes, and coating (painting).
Joining and assembly processes are considered in Part VIII, which is organized into four chapters on welding, brazing, soldering, adhesive bonding, and mechanical assembly.
Several unique processes that do not neatly fit into the preceding classification scheme are covered in Part IX, titled Special Processing and Assembly Technologies. Its five chapters cover rapid prototyping and additive manufacturing, processing of integrated circuits, electronics assembly, microfabrication, and nanofabrication.
Part X begins the coverage of the systems of manufacturing. Its two chapters deal with the types of automation technologies in a factory, such as numerical control and industrial robotics, and how these technologies are integrated into systems, such as production lines, manufacturing cells, and flexible manufacturing systems. Finally, Part XI deals with manufacturing support systems: process planning, production planning and control, lean production, and quality control and inspection.
New to this Edition
The organization of the sixth edition remains the same as the fifth edition, although several new sections have been added and others have been updated. The following material is new or revised in the sixth edition:
• The section on Manufacturing Economics in Chapter 1 (Introduction and Overview of Manufacturing) has been expanded.
• The section on Heating the Metal in Chapter 10 (Fundamentals of Metal Casting) has been revised to introduce the concept of “unit energy for melting and pouring” and a new example problem and several end-of-chapter problems have been added.
• A new section on Casting Economics has been added to Chapter 11 (Metal Casting Processes), including equations, example problems, and end-of-chapter problems.
• A new section on Automated Lay-up has been added to Chapter 14 (Processing of Polymer Matrix Composites and Rubber).
• The sections on Power and Energy Relationships in Machining and Cutting Temperature in Chapter 20 (Metal Machining Theory) have been revised and simplified.
• A new section on Welding Economics has been added to Chapter 29 (Welding Processes), including equations, example problems, and end-of-chapter problems.
• Chapter 33 (Processing of Integrated Circuits) has been updated.
• The section on Microsystem Products in Chapter 35 (Microfabrication Technologies) has been simplified to place more emphasis on microfabrication processes.
• About 30% of the end-of-chapter problems are new or revised.
On the other hand, the page count in the sixth edition has been reduced through a more compact page format, elimination of certain material, editorial enhancements, and other changes. Among these changes are the following:
• The section on Recent Developments in Manufacturing in Chapter 1 has been removed.
• All Historical Notes have been removed from the book; instead, they are posted on the website for the book.
• Tables in Chapter 6 (Metals) and Chapter 8 (Polymers) have been consolidated to simplify data presentation. Other tables in the text have been updated.
• The section on NC Computer-Assisted Part Programming in Chapter 37 (Automation Technologies) has been eliminated; the author’s observation is that it has been largely superseded by CAD/ CAM-assisted part programing.
Support Material for Instructors
Three levels of support materials are available for instructors who adopt Fundamentals of Modern Manufacturing for their courses.
First, for instructors who adopt the printed book for their courses and desire to have only the traditional support materials, the following items are available on the website for the book:
• A complete set of Powerpoint Lecture Slides for all chapters is available to instructors for their class lectures. Instructors can decide whether to make these slides available to their students.
• Illustrations from the book are available to instructors in the Arts PowerPoints and Image Gallery for instructors who wish to create their own lecture slides.
• A Solutions Manual (in digital format) covering all review questions and end-of-chapter problems is available on the website for the book. Instructors can use these materials as homework exercises or to make up quizzes for their courses.
These support materials may be found at the website www.wiley.com/college/groover. Evidence that the book has been adopted as the main textbook for the course must be verified.
In addition to the resources described above, the following resources are available to instructors in WileyPLUS Learning Space. These items can be used either as support materials only for instructors to use or as support materials to be shared between instructors and their students. Instructors can learn more about these resources and register for access to them at www.wileypluslearningspace .com. The following support materials are available only for instructors in WileyPLUS Learning Space:
• Video clips of many of the manufacturing processes described in the printed textbook. Instructors can select which clips to use in support of their lectures.
• Multiple-choice questions associated with most sections of the book are available in WileyPLUS Learning Space for instructors to assign to their students as individual learning exercises or to make up quizzes for their courses.
• Case studies developed by Prof. Dan Waldorf of California State Polytechnic University, which are designed to be used in conjunction with the video clips. Instructors can assign these case studies as homework or laboratory exercises.
Finally, the following resources and features are available to students whose instructors adopt WileyPLUS Learning Space for their courses:
• The complete, dynamic e-textbook in which students can highlight, take notes, interact with their instructor and other students, and create their own personal study guide.
• Learning Objectives for each major section of the e-textbook.
• Multiple-choice questions following each section of the e-textbook give students an opportunity to test their understanding of the material in the section. Students receive immediate feedback on their answers. Instructors may also assign these questions.
• Video clips of many manufacturing processes are linked contextually within the e-textbook in WileyPLUS Learning Space
• Case studies developed by Prof. Dan Waldorf of California State Polytechnic University, which are designed to be used in conjunction with the video clips. Instructors can assign these case studies as homework or laboratory exercises.
For educators who adopt WileyPLUS Learning Space for their course, their students will have access to an integrated on-line experience, blending the e-textbook with the resources and features listed here. To facilitate access, an instructor must set up their WileyPLUS Learning Space course in advance and require their students to register and use it. Students may obtain access using a registration code that can be packaged with the print edition, or they may purchase access at www.wileyplus.com after the instructor’s course has been set up. Since WileyPLUS Learning Space includes the complete digital e-textbook, students can save up to 60% off the cost of a printed textbook if they choose to purchase online access alone.
An e-textbook version of the book is available to students whose instructors do not adopt WileyPLUS Learning Space for their course, but it does not include the resources and features listed above (learning objectives, multiple-choice questions, video clips, and case studies).
Individual questions or comments may be directed to the author personally at Mikell.Groover@ Lehigh.edu
ACKNOWLEDGEMENTS
This book has been published in five previous editions. I like to believe that each new revision has been an improvement over its predecessor and that this sixth edition is the culmination of these successive improvements. If I indulge myself this belief, it has been made possible by many people who have (1) participated in surveys conducted by the publisher, (2) served as technical reviewers of the book, (3) identified errors in the text, and (4) communicated their opinions and suggestions to me. In all cases, I have appreciated the feedback and would like to acknowledge the individuals for their contributions, apologizing in advance for any unintended omissions. In alphabetical order, with affiliations in parentheses, they are Iftikhar Ahmad (George Mason University), John T. Berry (Mississippi State University), J. T. Black (Auburn University), David Bourell (University of Texas at Austin), Richard Budihas (Voltaic LLC), David Che (Geneva College), Paul Cotnoir (Worcester Polytechnic Institute), John Coulter (Lehigh University), Robert E. Eppich (American Foundryman’s Society), Gayle Ermer (Calvin College), Osama Eyeda (Virginia Polytechnic Institute and State University), Wolter Fabricky (Virginia Polytechnic Institute and State University), Jack Feng (formerly of Bradley University and now at Caterpillar, Inc.), Keith Gardiner (Lehigh University), Jay R. Geddes (San Jose State University), Shivan Haran (Arkansas State University), R. Heikes (Georgia Institute of Technology), Andrew Herzing (Lehigh University), Yong Huang (Clemson University), Ralph Jaccodine (Lehigh University), Marian Kennedy (Clemson University), Aram Khachatourians (California State University, Northridge), Steven Liang (Georgia Institute of Technology), Harlan MacDowell (Michigan State University), Wojciech Misiolek (Lehigh University), Barbara Mizdail (Pennsylvania State University – Berks campus), Joe Mize (Oklahoma State University), Amy Moll, (Boise State University), Colin Moodie (Purdue University), Victor Okhuysen (California State Polytechnic University, Pomona), Nicholas Odrey (Lehigh University), Michael Philpott (University of Illinois at Champaign-Urbana), Corrado Poli (University of Massachusetts at Amherst), Chell Roberts (Arizona State University), Anil Saigal (Tufts University), Huseyin Sarper (Colorado State University-Pueblo), G. Sathyanarayanan (Lehigh University), Rajiv Shivpuri (Ohio State University), Larry Smith (St. Clair College, Windsor, Ontario), Malur Srinivasan (Texas A&M University), Brent Strong (Brigham Young University), James B. Taylor (North Carolina State University), Yonglai Tian (George Mason University), Gregory L. Tonkay (Lehigh University), Joel Troxler (Montana State University), Ampere A. Tseng (Arizona State University), Chester VanTyne (Colorado School of Mines), Robert Voigt (Pennsylvania State University), Daniel Waldorf (California State Polytechnic University, San Luis Obispo), Jim Waterman (Program Manager, Army ManTech Program; and Adjunct Professor, Rowan University), Charles White (GMI Engineering and Management Institute), Marvin White (Lehigh University), and Parviz Yavari (California State University, Long Beach).
In addition, I want to acknowledge my colleagues at John Wiley & Sons, Inc.: Executive Editor Linda Ratts; Editorial Assistant Francesca Baratta; Kenneth Santor, Senior Production Editor; Patricia Brecht, Copyeditor; Mary O’Sullivan, Sponsoring Editor; Jennifer Lartz, Associate Editor, Global Education; and Jennifer Welter, Product Designer.
And finally, I want to acknowledge several of my Lehigh colleagues for their contributions to this and preceding editions: David Angstadt of Lehigh’s Department of Mechanical Engineering and Mechanics; Ed Force II, Laboratory Technician in our George E. Kane Manufacturing Technology Laboratory; Sharon Siegler, Senior Engineering Librarian (retired), Fairchild/Martindale Library; and Marcia Groover, my wife and former colleague at the University. I sometimes write textbooks about how computers are used in manufacturing, but when my computer needs fixing, she is the one I call on.
39.2 Other Manufacturing Engineering Functions 869
39.3 Production Planning and Control 872
39.4 Just-In-Time Delivery Systems 879
39.5 Lean Production 882
40 QUALITYCONTROLANDINSPECTION 887
40.1 Product Quality 887
40.2 Process Capability and Tolerances 888
40.3 Statistical Process Control 890
40.4 Quality Programs in Manufacturing 894
40.5 Inspection Principles 898
40.6 Modern Inspection Technologies 900
APPENDIX:AnswerstoSelectedProblems 909
INDEX 913
Introduction and Overview of Manufacturing
1.1 What Is Manufacturing?
1.1.1 Manufacturing Defined
1.1.2 Manufacturing Industries and Products
1.1.3 Manufacturing Capability
1.2 Materials in Manufacturing
1.2.1 Metals
1.2.2 Ceramics
1.2.3 Polymers
1.2.4 Composites
1.3 Manufacturing Processes
1.3.1 Processing Operations
1.3.2 Assembly Operations
1.3.3 Production Machines and Tooling
1.4 Production Systems
1.4.1 Production Facilities
1.4.2 Manufacturing Support Systems
1.5 Manufacturing Economics
1.5.1 Production Cycle Time Analysis
1.5.2 Manufacturing Cost Models
Making things has been an essential activity of human civilizations since before recorded history. Today, the term manufacturing is used for this activity. For technological and economic reasons, manufacturing is important to the welfare of the United States and most other developed and developing nations. Technology can be defined as the application of science to provide society and its members with those things that are needed or desired. Technology affects our daily lives, directly and indirectly, in many ways. Consider the list of products in Table 1.1. They represent various technologies that help society and its members to live better. What do all these products have in common? They are all manufactured. These technological wonders would not be available to society if they could not be manufactured. Manufacturing is the critical factor that makes technology possible.
Economically,manufacturingisanimportantmeansbywhich a nation creates material wealth. In the United States, the manufacturing industries account for about 12% of gross domestic product (GDP). A country’s natural resources, such as agricultural lands, mineral deposits, and oil reserves, also create wealth. In the U.S., agriculture, mining, and similar industries account
■ Table 1.1 Products representing various technologies, most of which affect nearly all of us.
Athletic shoes
Automatic teller machine
Automatic dishwasher
Automobile
Ballpoint pen
Camcorder
Cell phone
Compact disc (CD)
Compact disc player
Compact fluorescent light bulb
Contact lenses
Digital camera
Digital video disc (DVD)
Digital video disc player
E-book reader
Fax machine
Global positioning system
Hand-held electronic calculator
High-density PC diskette
Home security system
Hybrid gas-electric automobile
Industrial robot
Ink-jet color printer
Laptop computer
LCD and plasma TVs
LED lamp
Magnetic resonance imaging (MRI) machine for medical diagnosis
Medicines
Microwave oven
One-piece molded plastic patio chair
Optical scanner
Personal computer (PC)
Photocopying machine
Pull-tab beverage cans
Quartz crystal wrist watch
Self-propelled mulching lawnmower
Smart phone
Supersonic aircraft
Tablet computer
Tennis racket of composite materials
Video games
Washing machine and dryer
1.1.1
for less than 5% of GDP (agriculture alone is only about 1%). Construction and public utilities make up around 5%. The rest is service industries, which include retail, transportation, banking, communication, education, and government. The service sector accounts for more than 75% of U.S. GDP. Government (federal, state, and local) accounts for more of GDP than the manufacturing sector; however, government services do not create wealth. In the modern global economy, a nation must have a strong manufacturing base (or it must have significant natural resources) if it is to provide a strong economy and a high standard of living for its people.
This opening chapter considers some general topics about manufacturing. What is manufacturing? How is it organized in industry? What are the materials, processes, and systems by which it is accomplished?
1.1 What Is Manufacturing?
The word manufacture is derived from two Latin words: manus (hand) and factus (make); the combination means made by hand. The English word manufacture is several centuries old, and “made by hand” accurately described the manual methods used when the word was first coined.1 Most modern manufacturing is accomplished by automated and computer-controlled machinery (see Historical Note 1.1 at www.wiley.com/college/groover).
| MANUFACTURING DEFINED
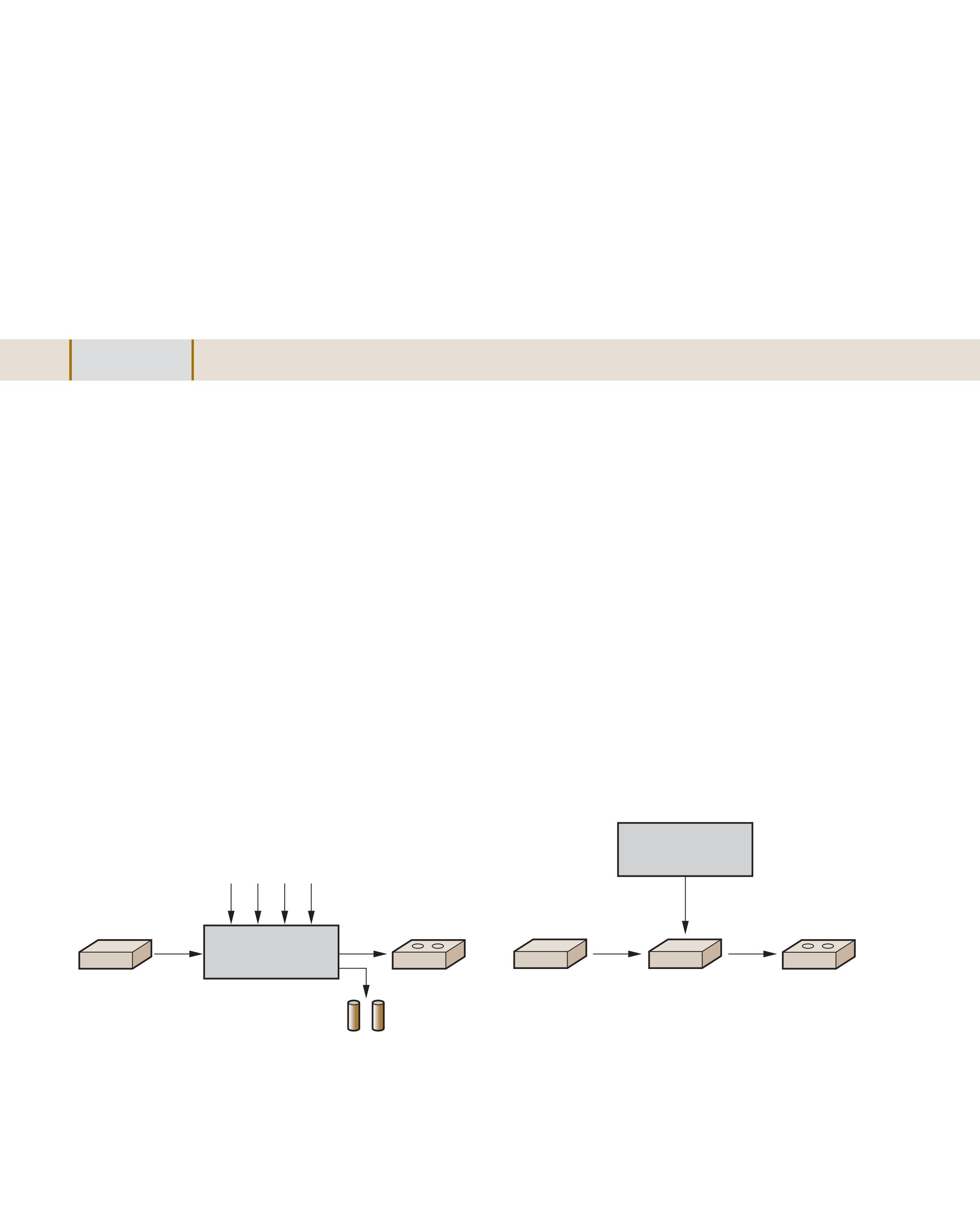
As a field of study in the modern context, manufacturing can be defined two ways, one technologic, and the other economic. Technologically, manufacturing is the application of physical and chemical processes to alter the geometry, properties, and/or appearance of a given starting material to make parts or products; manufacturing also includes assembly of multiple parts to make products. The processes to accomplish manufacturing involve a combination of machinery, tools, power, and labor, as depicted in Figure 1.1(a). Manufacturing is almost always carried out as a sequence of operations. Each operation brings the material closer to the desired final state.
Economically, manufacturing is the transformation of materials into items of greater value by means of one or more processing and/or assembly operations, as depicted in Figure 1.1(b). The key point is that manufacturing adds value to the material by changing its shape or properties, or by combining it with other materials that have been similarly altered. The material has been made
■ Figure 1.1 Two ways to define manufacturing: (a) as a technical process and (b) as an economic process.
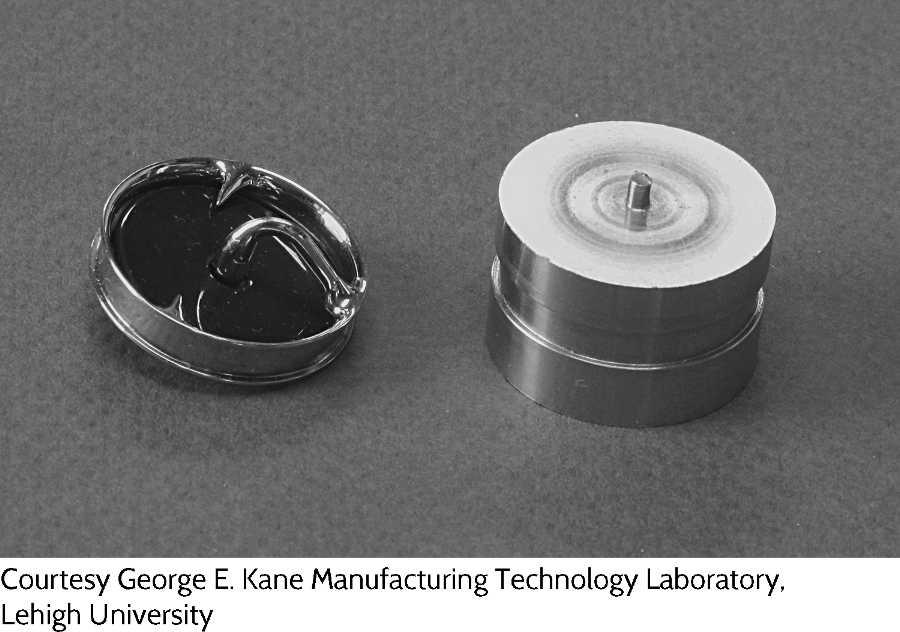
■ Figure 1.2 A mechanical heart valve on the left and the titanium workpiece from which the circular frame of the valve is machined on the right.
more valuable through the manufacturing operations performed on it. When iron ore is converted into steel, value is added. When sand is transformed into glass, value is added. When petroleum is refined into plastic, value is added. And when plastic is molded into the complex geometry of a patio chair, it is made even more valuable.
Figure 1.2 shows a product on the left and the starting workpiece from which the circular frame of the product was produced on the right. The starting workpiece is a titanium billet, and the product consists of a carbon wafer assembled to the hook that protrudes from the right of the frame. The product is an artificial heart valve costing thousands of dollars, well worth it for patients who need one. In addition, the surgeon who implants it charges several more thousand dollars (call it an “installation fee”). The titanium billet costs a small fraction of the selling price. It measures about 25 mm (1 in) in diameter. The frame was machined (a material removal process, Section 1.3.1) from the starting billet. Machining time was about 1 hour. Note the added value provided by this operation. Note also the waste in the operation, as depicted in Figure 1.1(a); the finished frame has only about 5% of the mass of the starting workpiece (although the titanium swarf can be recycled). The words manufacturing and production are often used interchangeably. The author’s view is that production has a broader meaning than manufacturing. To illustrate, one might speak of “crude oil production,” but the phrase “crude oil manufacturing” seems out of place. Yet when used in the context of products such as metal parts or automobiles, either word seems okay.
1.1.2 | MANUFACTURING INDUSTRIES AND PRODUCTS
Manufacturing is an important commercial activity performed by companies that sell products to customers. The type of manufacturing done by a company depends on the kinds of products it makes.
MANUFACTURING INDUSTRIES Industry consists of enterprises and organizations that produce goods and/or provide services. Industries can be classified as primary, secondary, or tertiary. Primary industries cultivate and exploit natural resources, such as agriculture and mining. Secondary industries take the outputs of the primary industries and convert them into consumer and capital goods. Manufacturing is the principal activity in this category, but construction and power utilities are also included. Tertiary industries constitute the service sector of the economy. A list of specific industries in these categories is presented in Table 1.2.
This book is concerned with the secondary industries in Table 1.2, which include the companies engaged in manufacturing. However, the International Standard Industrial Classification (ISIC) used to compile Table 1.2 includes several industries whose production technologies are not covered in this text; for example, beverages, chemicals, and food processing. In this book, manufacturing
■ Table 1.2 Specific industries in the primary, secondary, and tertiary categories.
PetroleumChemicalsPlastics (shaping)Health and medicalTourism
ComputersPower utilitiesHotelTransportation
ConstructionPublishingInformationWholesale trade
Consumer appliancesTextiles
ElectronicsTire and rubber
EquipmentWood and furniture
Fabricated metals
means production of hardware, which ranges from nuts and bolts to digital computers and military weapons. Plastic and ceramic products are included, but apparel, paper, pharmaceuticals, power utilities, publishing, and wood products are not.
MANUFACTURED PRODUCTS
Final products made by the manufacturing industries can be divided into two major classes: consumer goods and capital goods. Consumer goods are products purchased directly by consumers, such as cars, cell phones, TVs, tires, and tennis rackets. Capital goods are those purchased by companies to produce goods and/or provide services. Examples of capital goods include aircraft, computers, communication equipment, medical apparatus, trucks and buses, railroad locomotives, machine tools, and construction equipment. Most of these capital goods are purchased by the service industries. It was noted in the introduction that manufacturing accounts for about 12% of gross domestic product and services about 75% of GDP in the United States. Yet the manufactured capital goods purchased by the service sector are the enablers of that sector. Without the capital goods, the service industries could not function.
In addition to final products, other manufactured items include the materials, components, tools, and supplies used by the companies that make the final products. Examples of these items include sheet steel, bar stock, metal stampings, machined parts, plastic moldings, cutting tools, dies, molds, and lubricants. Thus, the manufacturing industries consist of a complex infrastructure with various categories and layers of intermediate suppliers that the final consumer never deals with.
This book is generally concerned with discrete items—individual parts and assembled products rather than items produced by continuous processes. A metal stamping is a discrete item, but the sheetmetal coil from which it is made is continuous (almost). Many discrete parts start out as continuous or semicontinuous products, such as extrusions and electrical wire. Long sections made in almost continuous lengths are cut to the desired size. An oil refinery is a better example of a continuous process.
PRODUCTION
QUANTITY AND PRODUCT VARIETY The quantity of products made by a factory has an important influence on the way its people, facilities, and procedures are organized. Annual production quantities can be classified into three ranges: (1) low production, quantities in the range 1 to 100 units per year; (2) medium production, from 100 to 10,000 units annually; and (3) high production, 10,000 to millions of units. The boundaries between the three ranges are somewhat arbitrary (author’s judgment). Depending on the kinds of products, these boundaries may shift by an order of magnitude or so.
■ Figure 1.3 Relationship between product variety and production quantity in discrete product manufacturing.
Production quantity refers to the number of units produced annually of a particular product type. Some plants produce a variety of different product types, each type being made in low or medium quantities. Other plants specialize in high production of only one product type. It is instructive to identify product variety as a parameter distinct from production quantity. Product variety refers to different product designs or types that are produced in the plant. Different products have different shapes and sizes; they perform different functions; they are intended for different markets; some have more components than others; and so forth. The number of different product types made each year can be counted. When the number of product types made in the factory is high, this indicates high product variety.
There is an inverse correlation between product variety and production quantity in terms of factory operations. If a factory’s product variety is high, then its production quantity is likely to be low; but if production quantity is high, then product variety will be low, as depicted in Figure 1.3. Manufacturing plants tend to specialize in a combination of production quantity and product variety that lies somewhere inside the diagonal band in Figure 1.3.
Although product variety has been identified as a quantitative parameter (the number of different product types made by the plant or company), this parameter is much less exact than production quantity because details on how much the designs differ are not captured simply by the number of different designs. Differences between an automobile and an air conditioner are far greater than between an air conditioner and a heat pump. Within each product type, there are differences among specific models.
The extent of the product differences may be small or great, as illustrated in the automotive industry. Each of the U.S. automotive companies produces cars with two or three different nameplates in the same assembly plant, although the body styles and other design features are virtually the same. In different plants, the company builds heavy trucks. The terms “soft” and “hard” might be used to describe these differences in product variety. Soft product variety occurs when there are only small differences among products, such as the differences among car models made on the same production line. In an assembled product, soft variety is characterized by a high proportion of common parts among the models. Hard product variety occurs when the products differ substantially, and there are few common parts, if any. The difference between a car and a truck exemplifies hard variety.
1.1.3 | MANUFACTURING CAPABILITY
A manufacturing plant consists of a set of processes and systems (and people, of course) designed to transform a certain limited range of materials into products of increased value. These three building blocks—materials, processes, and systems—constitute the subject of modern manufacturing. There is a strong interdependence among these factors. A company engaged in manufacturing cannot do everything. It must do only certain things, and it must do those things well. Manufacturing capability
refers to the scope of technical and physical capabilities and limitations of a manufacturing company and each of its plants. Manufacturing capability has three dimensions: (1) technological processing capability, (2) physical size and weight of product, and (3) production capacity.
TECHNOLOGICAL PROCESSING CAPABILITY
The technological processing capability of a plant (or company) is its available set of manufacturing processes. Certain plants perform machining operations, others roll steel billets into sheet stock, and others build automobiles. A machine shop cannot roll steel, and a rolling mill cannot build cars. The underlying feature that distinguishes these plants is the processes they can perform. Technological processing capability is closely related to material type. Certain manufacturing processes are suited to certain materials, whereas other processes are suited to other materials. By specializing in a certain process or group of processes, the plant is simultaneously specializing in certain material types. Technological processing capability includes not only the physical processes, but also the expertise possessed by plant personnel in these processing technologies. Companies must concentrate on the design and manufacture of products that are compatible with their technological processing capability.
PHYSICAL PRODUCT LIMITATIONS
A second aspect of manufacturing capability is imposed by the physical product. A plant with a given set of processes is limited in terms of the size and weight of the products that can be accommodated. Large, heavy products are difficult to move. To move these products about, the plant must be equipped with cranes of the required load capacity. Smaller parts and products made in large quantities can be moved by conveyor or other means. The limitation on product size and weight extends to the physical capacity of the manufacturing equipment as well. Production machines come in different sizes. Larger machines must be used to process larger parts. The production and material handling equipment must be planned for products that lie within a certain size and weight range.
PRODUCTION CAPACITY
A third limitation on a plant’s manufacturing capability is the production quantity that can be produced in a given time period (e.g., month or year). This quantity limitation is commonly called plant capacity, or production capacity, defined as the maximum rate of production output that a plant can achieve under assumed operating conditions. The operating conditions refer to number of shifts per week, hours per shift, direct labor manning levels in the plant, and so on. These factors represent inputs to the manufacturing plant. Given these inputs, how much output can the factory produce?
Plant capacity is usually measured in terms of output units, such as annual tons of steel produced by a steel mill, or number of cars produced by a final assembly plant. In these cases, the outputs are homogeneous, more or less. In cases in which the output units are not homogeneous, other factors may be more appropriate measures, such as available labor hours of productive capacity in a machine shop that produces a variety of parts.
Materials, processes, and systems are the fundamental topics of manufacturing and the three broad subject areas of this book. This introductory chapter provides an overview of these areas before embarking on a detailed coverage in the remaining chapters.
1.2 Materials in Manufacturing
Most engineering materials can be classified into one of three basic categories: (1) metals, (2) ceramics, and (3) polymers. Their chemistries are different, their mechanical and physical properties are different, and these differences affect the manufacturing processes that can be used to produce products from them. In addition to the three basic categories, there are (4) composites
Metals
Ceramics
Engineering Materials
Polymers
Composites
Ferrous Metals
Nonferrous Metals
Crystalline Ceramics
Glasses
Thermoplastics
Thermosets
Elastomers
Metal Matrix Composites
Ceramic Matrix Composites
Polymer Matrix Composites ■ Figure 1.4 Classification of engineering materials.
nonhomogeneous mixtures of the other three basic types rather than a unique category. The classification of the four groups is pictured in Figure 1.4. This section provides a survey of these materials. Chapters 6 through 9 cover the four material types in more detail.
1.2.1 | METALS
Metals used in manufacturing are usually alloys, which are composed of two or more elements, with at least one being a metallic element. Metals and alloys can be divided into two basic groups: (1) ferrous and (2) nonferrous.
FERROUS METALS
Ferrous metals are based on iron; the group includes steel and cast iron. These metals constitute the most important group commercially, more than three-fourths of the metal tonnage throughout the world. Pure iron has limited commercial use, but when alloyed with carbon, iron has more uses and greater commercial value than any other metal. Alloys of iron and carbon form steel and cast iron.
Steel is defined as an iron–carbon alloy containing 0.02% to 2.11% carbon. It is the most important category within the ferrous metal group. Its composition often includes other alloying elements as well, such as manganese, chromium, nickel, and molybdenum, to enhance the properties of
the metal. Applications of steel include construction (bridges, I-beams, and nails), transportation (trucks, rails, and rolling stock for railroads), and consumer products (automobiles and appliances). Cast iron is an alloy of iron and carbon (2% to 4%) used in casting (primarily sand casting); silicon is also present in the alloy (in amounts from 0.5% to 3%). Other elements are often added also, to obtain desirable properties in the cast part. Cast iron is available in several different forms, of which gray cast iron is the most common; its applications include blocks and heads for internal combustion engines.
NONFERROUS METALS Nonferrous metals include the other metallic elements and their alloys. In almost all cases, the alloys are more important commercially than the pure metals. The nonferrous metals include the pure metals and alloys of aluminum, copper, gold, magnesium, nickel, silver, tin, titanium, zinc, and other metals.
1.2.2 | CERAMICS
A ceramic is a compound containing metallic (or semimetallic) and nonmetallic elements. Typical nonmetallic elements are oxygen, nitrogen, and carbon. Ceramics include a variety of traditional and modern materials. Traditional ceramics, some of which have been used for thousands of years, include: clay, abundantly available, consisting of fine particles of hydrous aluminum silicates and other minerals used in making brick, tile, and pottery; silica, the basis for nearly all glass products; and alumina and silicon carbide, two abrasive materials used in grinding. Modern ceramics include some of the preceding materials, such as alumina, whose properties are enhanced in various ways through modern processing methods. Newer ceramics include: carbides, metal carbides such as tungsten carbide and titanium carbide, which are widely used as cutting tool materials; and nitrides, metal and semimetal nitrides such as titanium nitride and boron nitride, used as cutting tools and grinding abrasives.
For processing purposes, ceramics can be divided into crystalline ceramics and glasses. Different manufacturing methods are required for the two types. Crystalline ceramics are formed in various ways from powders and then heated to a temperature below the melting point to achieve bonding between the powders. The glass ceramics (namely, glass) can be melted and cast, and then formed in processes such as traditional glass blowing.
1.2.3 | POLYMERS
A polymer is a compound formed of repeating structural units called mers, whose atoms share electrons to form very large molecules. Polymers usually consist of carbon plus one or more other elements such as hydrogen, nitrogen, oxygen, and chlorine. Polymers are divided into three categories: (1) thermoplastic polymers, (2) thermosetting polymers, and (3) elastomers.
Thermoplastic polymers can be subjected to multiple heating and cooling cycles without substantially altering the molecular structure of the polymer. Common thermoplastics include polyethylene, polystyrene, polyvinylchloride, and nylon. Thermosetting polymers chemically transform (cure) into a rigid structure upon cooling from a heated plastic condition; hence the name thermosetting. Members of this type include phenolics, amino resins, and epoxies. Although the name “thermosetting” is used, some of these polymers cure by mechanisms other than heating. Elastomers are polymers that exhibit significant elastic behavior; hence the name elastomer. They include natural rubber, neoprene, silicone, and polyurethane.
1.2.4 | COMPOSITES
Composites do not really constitute a separate category of materials; they are mixtures of the other three types. A composite is a material consisting of two or more phases that are processed separately and then bonded together to achieve properties superior to those of its constituents. The term phase
refers to a homogeneous mass of material, such as an aggregation of grains of identical unit cell structure in a solid metal. The usual structure of a composite consists of particles or fibers of one phase mixed in a second phase, called the matrix
Composites are found in nature (e.g., wood), and they can be produced synthetically. The synthesized type is of greater interest here, and it includes glass fibers in a polymer matrix, such as fiber-reinforced plastic; polymer fibers of one type in a matrix of a second polymer, such as an epoxy-Kevlar composite; and ceramic in a metal matrix, such as a tungsten carbide in a cobalt binder to form cemented carbide.
Properties of a composite depend on its components, the physical shapes of the components, and the way they are combined to form the final material. Some composites combine high strength with light weight and are suited to applications such as aircraft components, car bodies, boat hulls, tennis rackets, and fishing rods. Other composites are strong, hard, and capable of maintaining these properties at elevated temperatures, for example, cemented carbide cutting tools.
1.3 Manufacturing Processes
A manufacturing process is a designed procedure that results in physical and/or chemical changes to a starting work material with the intention of increasing the value of that material. A manufacturing process is usually carried out as a unit operation, which means it is a single step in the sequence of steps required to transform a starting material into a final part or product. Manufacturing operations can be divided into two basic types: (1) processing operations and (2) assembly operations. A processing operation transforms a work material from one state of completion to a more advanced state that is closer to the final desired product. It adds value by changing the geometry, properties, or appearance of the starting material. In general, processing operations are performed on discrete work parts, but certain processing operations are also applicable to assembled items (e.g., painting a spot-welded car body). An assembly operation joins two or more components to create a new entity, called an assembly, subassembly, or some other term that refers to the joining process (e.g., a welded assembly is called a weldment). A classification of manufacturing processes is presented in Figure 1.5. Some of the basic processes date from antiquity (see Historical Note 1.2 at www .wiley.com/college/groover).
1.3.1 | PROCESSING OPERATIONS
A processing operation uses energy to alter a work part’s shape, physical properties, or appearance to add value to the material. The forms of energy include mechanical, thermal, electrical, and chemical. The energy is applied in a controlled way by means of machinery and tooling. Human energy may also be required, but the human workers are generally employed to control the machines, oversee the operations, and load and unload parts before and after each cycle of operation. A general model of a processing operation is illustrated in Figure 1.1(a). Material is fed into the process, energy is applied by the machinery and tooling to transform the material, and the completed work part exits the process. Most production operations produce waste or scrap, either as a natural aspect of the process (e.g., removing material as in machining) or in the form of occasional defective pieces. An important objective in manufacturing is to reduce waste in either of these forms.
More than one processing operation is usually required to transform the starting material into final form. The operations are performed in the particular sequence required to achieve the geometry and condition defined by the design specification.
Three categories of processing operations are distinguished: (1) shaping operations, (2) propertyenhancing operations, and (3) surface processing operations. Shaping operations alter the geometry of the starting work material by various methods. Common shaping processes include casting,
Manufacturing processes
Processing operations
Shaping processes
Property enhancing processes
Surface processing operations
Permanent joining processes
Assembly operations
■ Figure 1.5 Classification of manufacturing processes.
Mechanical fastening
Solidification processes
Particulate processing
Deformation processes
Material removal
Heat treatment
Cleaning and surface treatments
Coating and deposition processes
Welding Adhesive bonding
Brazing and soldering
Threaded fasteners
Permanent fastening methods
forging, and machining. Property-enhancing operations improve its physical properties without changing its shape; heat treatment is the most common example. Surface processing operations are performed to clean, treat, coat, or deposit material onto the exterior surface of the work. Common examples of coating are plating and painting. Shaping processes are covered in Parts III through VI, corresponding to the four main categories of shaping processes in Figure 1.5. Property-enhancing processes and surface processing operations are covered in Part VII.
SHAPING PROCESSES Most shape processing operations apply heat, mechanical force, or a combination of these to effect a change in geometry of the work material. There are various ways to classify the shaping processes. The classification used in this book is based on the state of the starting material, by which there are four categories: (1) solidification processes, in which the starting material is a heated liquid or semifluid that cools and solidifies to form the part geometry; (2) particulate processing, in which the starting material is a powder, and the powders are formed and heated into the desired geometry; (3) deformation processes, in which the starting material is a ductile solid (commonly metal) that is deformed to shape the part; and (4) material removal processes, in which the starting material is a solid (ductile or brittle), from which material is removed so that the resulting part has the desired geometry.
In the first category, the starting material is heated sufficiently to transform it into a liquid or highly plastic (semifluid) state. Nearly all materials can be processed in this way. Metals, ceramic
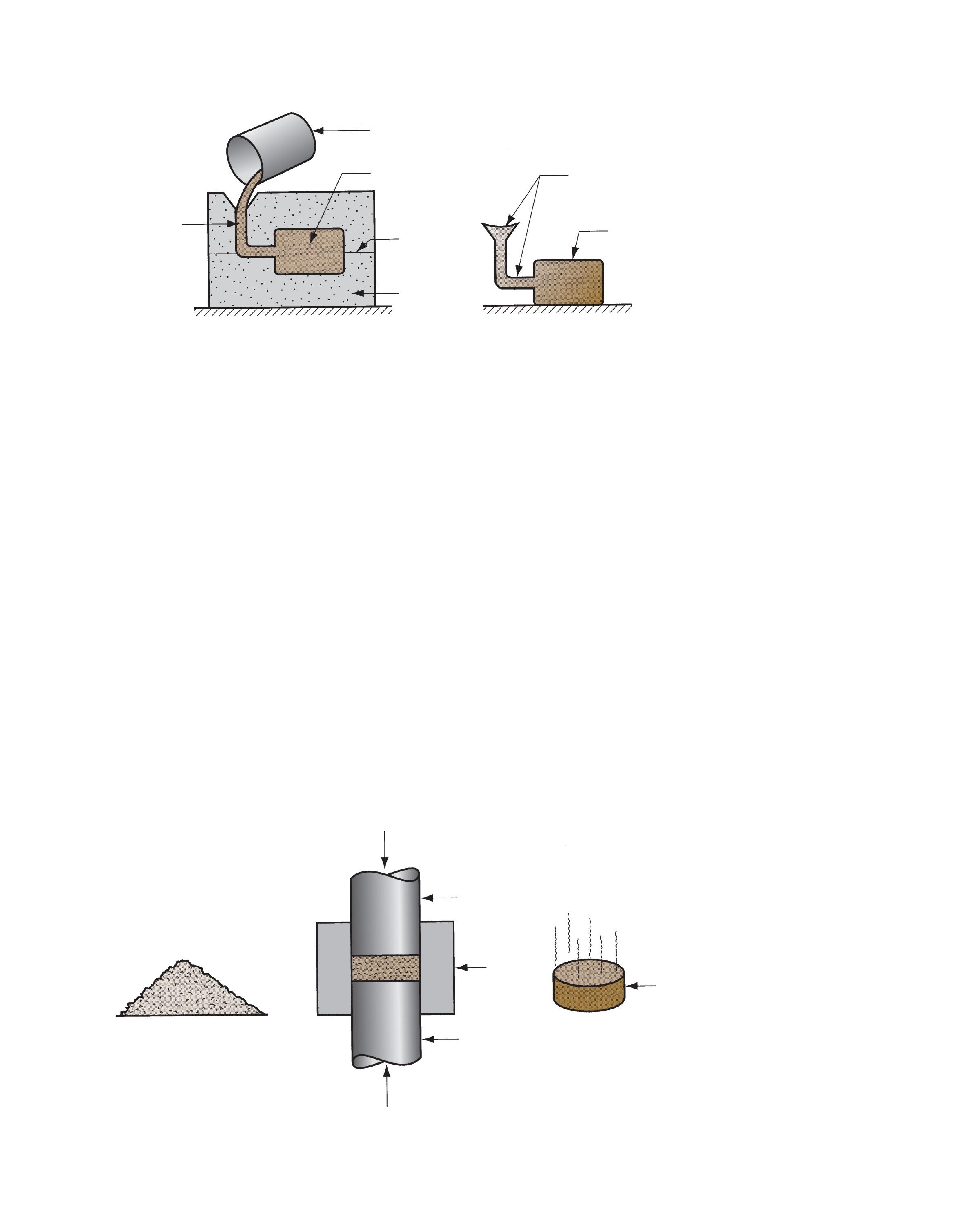
■ Figure 1.6 Casting and molding processes start with a work material heated to a fluid or semifluid state. The process consists of (1) pouring the fluid into a mold cavity and (2) allowing the fluid to solidify, after which the solid part is removed from the mold.
glasses, and plastics can all be heated to sufficiently high temperatures to convert them into liquids. With the material in a liquid or semifluid form, it can be poured or otherwise forced to flow into a mold cavity and allowed to solidify, thus taking a solid shape that is the same as the cavity. Most processes that operate this way are called casting or molding. Casting is the name used for metals, and molding is the common term used for plastics. This category of shaping process is depicted in Figure 1.6. Figure 11.6 shows a cast aluminum engine head, and a collection of plastic molded parts is displayed in Figure 13.20.
In particulate processing, the starting materials are powders of metals or ceramics. Although these two materials are quite different, the processes to shape them in particulate processing are quite similar. The common technique in powder metallurgy involves pressing and sintering, illustrated in Figure 1.7, in which the powders are first squeezed into a die cavity under high pressure and then heated to bond the individual particles together. Examples of parts produced by powder metallurgy are shown in Figure 15.1.
In the deformation processes, the starting work part is shaped by the application of forces that exceed the yield strength of the material. For the material to be formed in this way, it must be sufficiently ductile to avoid fracture during deformation. To increase ductility (and for other reasons), the work material is often heated before forming to a temperature below the melting point. Deformation processes are associated most closely with metalworking and include operations such as forging and extrusion, shown in Figure 1.8. Figure 18.18 shows a forging operation performed by a drop hammer.
■ Figure 1.7 Particulate processing: (1) the starting material is powder; the usual process consists of (2) pressing and (3) sintering.
Downsprue
■ Figure 1.8 Some common deformation processes: (a) forging, in which two halves of a die squeeze the work part, causing it to assume the shape of the die cavity; (b) extrusion, in which a billet is forced to flow through a die orifice, thus taking the cross-sectional shape of the orifice.
Also included within the deformation processes category is sheet metalworking, which involves bending, forming, and shearing operations performed on starting blanks and strips of sheet metal. Several sheet metal parts, called stampings because they are made on a stamping press, are illustrated in Figure 19.30.
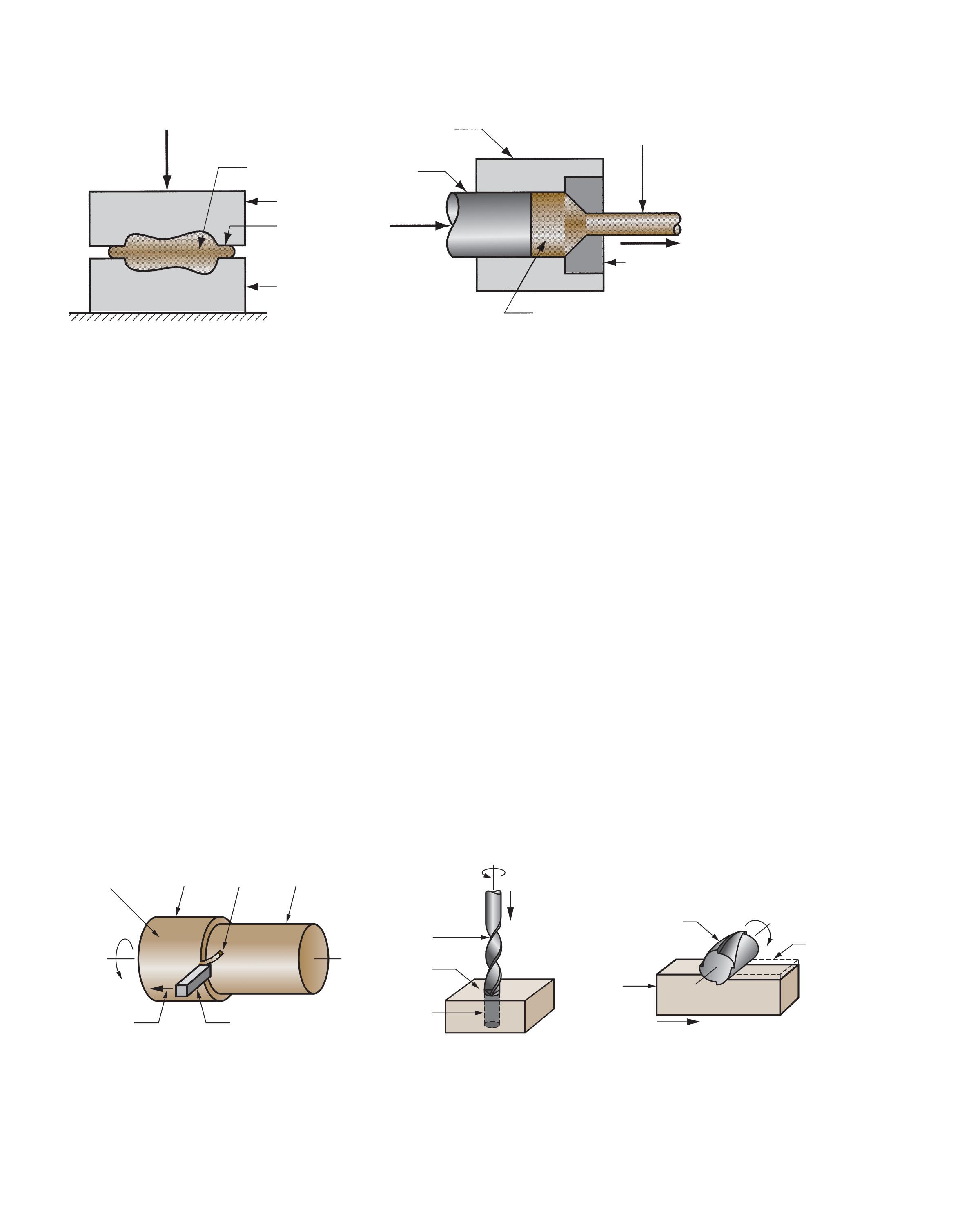
Material removal processes are operations that remove excess material from the starting workpiece so that the resulting shape is the desired geometry. The most important processes in this category are machining operations such as turning, drilling, and milling, shown in Figure 1.9. These cutting operations are most commonly applied to solid metals, performed using cutting tools that are harder and stronger than the work metal. The front cover of this book shows a turning operation. Grinding is another common material removal process. Other processes in this category are known as nontraditional processes because they use lasers, electron beams, chemical erosion, electric discharges, and electrochemical energy to remove material rather than cutting or grinding tools.
It is desirable to minimize waste and scrap in converting a starting work part into its subsequent geometry. Certain shaping processes are more efficient than others in terms of material conservation. Material removal processes (e.g., machining) tend to be wasteful of material, simply by the way they work. The material removed from the starting shape is waste, at least in terms of the unit operation. Other processes, such as certain casting and molding operations, often convert close to 100% of the starting material into final product. Manufacturing processes that transform nearly all of the starting material into product and require no subsequent machining to achieve final part geometry are called net shape processes. Other processes require minimum machining to produce the final shape and are called near net shape processes.
■ Figure 1.9 Common machining operations: (a) turning, in which a single-point cutting tool removes metal from a rotating workpiece to reduce its diameter; (b) drilling, in which a rotating drill bit is fed into the work to create a round hole; and (c) milling, in which a work part is fed past a rotating cutter with multiple cutting teeth.