2024

THREADING
Tools for basic manufacturing, construction, maintenance, repair, overhaul.
Typically used with hand-held, power tools and conventional machines. Suitable for low cutting parameters.
Tools for mixed manufacturing. Typically used with conventional machines and CNC. Suitable for moderate cutting parameters.
Tools for process security and productivity. Typically used with CNC and automated manufacturing. Suitable for high cutting parameters.

Straight flute taps

Spiral point taps

Spiral flute taps

Pipe thread taps














Specific purpose taps
Threading dies
Sets & accessories
Straight flute taps
Spiral point taps
Spiral flute taps
Threading dies
Sets & accessories
Straight flute taps
Spiral point taps
Spiral flute taps
Forming taps
Carbide taps
Thread mills
How to read catalogue data? (ISO 13399, icons, navigation…)
Materials and coatings overview
Threading technical information
INSTRUCTIONS
Hand and serial taps – nomenclature (NO1 – NO9)
Shark taps – additional information
Thread mills – technical information
Workpiece material groups (WMG)

TOOLS FOR BASIC MANUFACTURING, CONSTRUCTION, MAINTENANCE, REPAIR, OVERHAUL. TYPICALLY USED WITH HAND-HELD, POWER TOOLS AND CONVENTIONAL MACHINES.
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Hand(Cuttingdirection)
Coating





ProductFamilyCode
PSFcuttingdiametersrange
M1.6–M52M4–M16M3–M30M1–M56M3–M24M3–M10M2.5–M50M3–M50No.5–1”No.1–2”No.5–1”No.0–1.1/21/4–1.5/16

& 26 & 27 & 29 & 30 & 31

HSS Straight Flute Serial Hand Taps, Metric, DIN Standard, Bright Finish Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitidealforboththroughandblindholes.Availableasasetofthreeserial taps,whichshouldbeusedoneaftertheothertocreatethefullthread.Brightfinish.
Workpiecematerialgroupsuitability.
E100M1.6NO8 1.60.3532.072.502.1031.25
E100M2NO8 20.4036.082.802.1031.60
E100M2.5NO8
E100M5NO8 50.8050.0146.004.9034.20
E100M6NO8 61.0056.0166.004.9035.00
E100M7NO8 71.0056.0166.004.9036.00
E100M8NO8 81.2563.0196.004.9036.80
E100M9NO8 91.2563.0207.005.5037.80
E100M10NO8 101.5070.0227.005.5038.50
E100M12NO8
E100M14NO8 142.0080.02511.009.00412.00
E100M16NO8 162.0080.02512.009.00414.00 E100M18NO8

HSS Straight Flute Serial Hand Taps, Metric, DIN Standard, Left-Handed Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitidealforboththroughandblindholes.Availableasasetofthreeserial taps,whichshouldbeusedoneaftertheothertocreatethefullthread.Brightfinish.
Workpiecematerialgroupsuitability.
Product
E101M16NO8

HSS-E Straight Flute Serial Hand Taps, Metric, DIN Standard
Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitidealforboththroughandblindholes.Availableasasetofthreeserial taps,whichshouldbeusedoneaftertheothertocreatethefullthread.Steamtemperedsurfaceactstoretaincuttingfluidtoimprovelubrication andprovidesmoothercutting.
Workpiecematerialgroupsuitability.
E102M20NO8
No4 with pilot guide.
Product

Straight Flute Hand Taps, Metric, ISO Standard Aversatiletool,suitableforhandandmachinetapping,withastraightflutedesignforboththroughandblindholes.Asahandtapsetofthree NO6ortwoNO7withdifferentchamferlength,eachproducingafullthread.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
E500M1NO3 1) 10.2538.04.52.502.00420.754.50
E500M1.2NO1 1) 1.20.2538.04.52.502.00420.954.50
E500M1.2NO2 1) 1.20.2538.04.52.502.00420.954.50
E500M1.2NO3 1) 1.20.2538.04.52.502.00420.954.50
E500M1.4NO1 1) 1.40.3040.062.502.00421.106.00
E500M1.4NO2 1) 1.40.3040.062.502.00421.106.00
E500M1.4NO3 1) 1.40.3040.062.502.00421.106.00
E500M1.6NO1 1.60.3541.082.502.00421.258.00
E500M1.6NO2 1.60.3541.082.502.00421.258.00
E500M1.6NO3 1.60.3541.082.502.00421.258.00
E500M1.6NO6 1.60.3541.082.502.00421.258.00
E500M1.7NO1 1.70.3541.082.502.00421.358.00
E500M1.7NO2 1.70.3541.082.502.00421.358.00
E500M1.7NO3 1.70.3541.082.502.00421.358.00
E500M1.7NO6 1.70.3541.082.502.00421.358.00
E500M1.8NO1 1.80.3541.082.502.00421.458.00
E500M1.8NO2 1.80.3541.082.502.00421.458.00
E500M1.8NO3 1.80.3541.082.502.00421.458.00
E500M2NO1 20.4041.082.502.00431.608.00
E500M2.2NO2
E500M2.3NO1 2.30.4544.59.52.802.24531.859.50
E500M2.3NO2 2.30.4544.59.52.802.24531.859.50
E500M2.3NO3
E500M2.5NO3 2.50.4544.59.52.802.24532.059.50
E500M2.5NO6
E500M2.6NO1
E500M2.6NO3 2.60.4544.59.52.802.24532.159.50
E500M3NO1 30.5048.012.53.152.50532.5012.50
E500M3NO2
E500M3NO3
E500M3NO6
E500M3NO7
E500M3X.6NO2
E500M3.5NO1 3.50.6050.0143.552.80532.9014.00
E500M3.5NO2 3.50.6050.0143.552.80532.9014.00
E500M3.5NO3 3.50.6050.0143.552.80532.9014.00
E500M3.5NO6 3.50.6050.0143.552.80532.9014.00 E500M4NO1 40.7053.0144.003.15633.3014.00
E500M4NO2 40.7053.0144.003.15633.3014.00
E500M4NO7
E500M4.5NO1 4.50.7553.09.54.503.55633.8018.00
E500M4.5NO2 4.50.7553.09.54.503.55633.8018.00
E500M4.5NO3 4.50.7553.09.54.503.55633.8018.00
E500M4.5NO6 4.50.7553.09.54.503.55633.8018.00
E500M5NO1 50.8058.0115.004.00734.2022.00
E500M5NO2 50.8058.0115.004.00734.2022.00
E500M5NO3
E500M5NO6 50.8058.0115.004.00734.2022.00
E500M5NO7 50.8058.0115.004.00734.2022.00
E500M5X.9NO1 50.9058.0115.004.00734.1022.00
E500M5X.9NO2 50.9058.0115.004.00734.1022.00
E500M5X.9NO3 50.9058.0115.004.00734.1022.00
E500M5.5X.9NO1 5.50.9062.0125.604.50734.6021.00
E500M5.5X.9NO2 5.50.9062.0125.604.50734.6021.00
E500M5.5X.9NO3 5.50.9062.0125.604.50734.6021.00
E500M6NO1 61.0066.0136.305.00835.0026.00
E500M6NO2 61.0066.0136.305.00835.0026.00
E500M6NO3 61.0066.0136.305.00835.0026.00
E500M6NO6 61.0066.0136.305.00835.0026.00
E500M6NO7 61.0066.0136.305.00835.0026.00
E500M7NO1 71.0066.0137.105.60836.0026.00
E500M7NO2 71.0066.0137.105.60836.0026.00
E500M7NO3 71.0066.0137.105.60836.0026.00
E500M7NO6
E500M8NO6 81.2572.0168.006.30936.8029.00
E500M8NO7
E500M9NO6 91.2572.0169.007.101037.8029.00
E500M10NO1
E500M10NO2
E500M12NO7
E500M24NO7
E500M27NO1 273.00135.03520.0016.0020424.00–E500M27NO2
E500M30NO3 303.50138.04120.0016.0020426.50–
E500M33NO1 333.50151.04122.4018.0022429.50–
E500M33NO2 333.50151.04122.4018.0022429.50–
E500M33NO3 333.50151.04122.4018.0022429.50–
E500M36NO1
HSS Straight Flute Hand Taps, Metric, ISO standard, Left-Handed Aversatiletool,suitableforhandandmachinetapping.AvailablewithtaperleadNO1forshortthroughholes,plugleadNO2fordeeperthrough holesorbottomingleadNO3forblindholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS Straight Flute Hand Tap with TiN Coating, Metric, ISO Standard Aversatiletool,suitableformachineandalsohandtapping,withastraightflutedesignandbottomingleadforblindandthroughholes.TiN coatedtoimproveperformanceandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS Straight Flute Serial Hand Tap, Metric-Fine, DIN Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitidealforboththroughandblindholes.Availableasasinglefinishing taporasasetoftwoserialtaps,whichshouldbeusedoneaftertheothertocreatethefullthread.
Workpiecematerialgroupsuitability.
E105M4X.5NO9 40.5045.0124.503.4033.50
E105M5X.5NO9 50.5050.0146.004.9034.50
E105M6X.75NO9
E105M8X.75NO9
E105M8X1.0NO9 81.0063.0196.004.9037.00
E105M10X1.0NO9 101.0063.0167.005.5039.00
E105M10X1.25NO9 101.2570.0227.005.5038.80
E105M12X1.0NO9 121.0070.0169.007.00311.00
E105M12X1.25NO9 121.2570.0169.007.00310.80
E105M12X1.5NO9 121.5070.0169.007.00310.50
E105M14X1.0NO9 141.0070.01611.009.00413.00
E105M14X1.25NO9 141.2570.01611.009.00412.80
E105M14X1.5NO9 141.5070.01611.009.00412.50
E105M15X1.0NO3
E105M15X1.0NO9 151.0070.01612.009.00414.00
E105M15X1.5NO9 151.5070.01612.009.00413.50
E105M16X1.5NO9 161.5070.01612.009.00414.50
E105M18X1.0NO9 181.0080.01814.0011.00417.00
E105M18X1.5NO9 181.5080.01814.0011.00416.50
E105M20X1.0NO9 201.0080.01816.0012.00419.00
E105M20X1.5NO9 201.5080.01816.0012.00418.50
E105M22X1.5NO9 221.5080.02218.0014.50420.50
E105M24X1.5NO9 241.5090.02218.0014.50422.50
E105M24X2.0NO9 242.0090.02218.0014.50422.00
E105M27X1.5NO9 271.5090.02220.0016.00425.50
E105M27X2.0NO9 272.0090.02220.0016.00425.00
E105M30X1.5NO9 301.5090.02222.0018.00428.50
E105M30X2.0NO9 302.0090.02222.0018.00428.00
E105M40X1.5NO9 401.50110.02532.0024.00438.50
E105M42X2.0NO9 422.00125.04032.0024.00440.00
E105M42X3.0NO9 423.00125.04032.0024.00439.00
Product
E513
HSS Straight Flute Hand Tap, Metric Fine, ISO Standard
Aversatiletool,suitableforhandandmachinetapping,withastraightflutedesignforboththroughandblindholes.Availablewithtaperlead NO1forshortthroughholes,plugleadNO2fordeeperthroughholesorbottomingleadNO3forblindholes.Also,asasetNO7withapluglead andbottomingleadtap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
N4.3 3
Product
E513M3X.35NO1
TDZTPOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E513M3X.35NO3 30.3548.012.53.152.50532.6512.50
E513M3.5X.35NO3 3.50.3548.012.53.152.50533.2012.50
E513M4X.5NO1 40.5053.0144.003.15633.5014.00
E513M4X.5NO2 40.5053.0144.003.15633.5014.00
E513M4X.5NO3 40.5053.0144.003.15633.5014.00
E513M5X.5NO1 50.5058.0115.004.00734.5022.00
E513M5X.5NO2 50.5058.0115.004.00734.5022.00
E513M5X.5NO3 50.5058.0115.004.00734.5022.00
E513M5X.75NO1 50.7558.0115.004.00734.3022.00
E513M5X.75NO2 50.7558.0115.004.00734.3022.00
E513M5X.75NO3 50.7558.0115.004.00734.3022.00
E513M6X.5NO1 60.5066.0136.305.00835.5026.00
E513M6X.5NO2 60.5066.0136.305.00835.5026.00
E513M6X.5NO3 60.5066.0136.305.00835.5026.00
E513M6X.75NO1 60.7566.0136.305.00835.3026.00
E513M6X.75NO2 60.7566.0136.305.00835.3026.00
E513M6X.75NO3 60.7566.0136.305.00835.3026.00
E513M7X.75NO1 70.7566.0137.105.60836.3026.00
E513M7X.75NO2 70.7566.0137.105.60836.3026.00
E513M7X.75NO3 70.7566.0137.105.60836.3026.00
E513M8X.5NO1 80.5072.0168.006.30937.5029.00
E513M8X.5NO2 80.5072.0168.006.30937.5029.00
E513M8X.5NO3 80.5072.0168.006.30937.5029.00
E513M8X.75NO1 80.7572.0168.006.30937.3029.00
E513M8X.75NO2 80.7572.0168.006.30937.3029.00
E513M8X.75NO3 80.7572.0168.006.30937.3029.00
TDZTPOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E513M8X1.0NO1 81.0072.0168.006.30937.0029.00
E513M8X1.0NO2 81.0072.0168.006.30937.0029.00
E513M8X1.0NO3 81.0072.0168.006.30937.0029.00
E513M8X1.0NO7 81.0072.0168.006.30937.0029.00
E513M9X.75NO3 90.7572.0169.007.101038.3029.00
E513M9X1.0NO1 91.0072.0169.007.101038.0029.00
E513M9X1.0NO2 91.0072.0169.007.101038.0029.00
E513M9X1.0NO3 91.0072.0169.007.101038.0029.00
E513M10X.5NO3 100.5080.01810.008.001139.5034.00
E513M10X.75NO1 100.7580.01810.008.001139.3034.00
E513M10X.75NO2 100.7580.01810.008.001139.3034.00
E513M10X.75NO3 100.7580.01810.008.001139.3034.00
E513M10X1.0NO1 101.0080.01810.008.001139.0034.00
E513M10X1.0NO2
E513M10X1.0NO3
E513M10X1.0NO6 101.0080.01810.008.001139.0034.00
E513M10X1.0NO7
E513M10X1.25NO1
E513M10X1.25NO2
E513M10X1.25NO3
E513M10X1.25NO6
E513M10X1.25NO7
E513M11X.75NO1
E513M11X.75NO2
E513M11X.75NO3
E513M11X1.0NO1
E513M11X1.0NO2 111.0085.0198.006.309310.00–
E513M11X1.0NO3
E513M11X1.25NO3
E513M12X.75NO3
E513M12X1.0NO1
E513M12X1.0NO2
E513M12X1.0NO3 121.0089.0229.007.1010311.00–
E513M12X1.0NO7 121.0089.0229.007.1010311.00–
E513M12X1.25NO1
E513M12X1.25NO2
E513M12X1.25NO3 121.2589.0229.007.1010310.80–
E513M12X1.25NO6 121.2589.0229.007.1010310.80–
E513M12X1.25NO7 121.2589.0229.007.1010310.80–
E513M12X1.5NO1 121.5089.0229.007.1010310.50–
E513M12X1.5NO2 121.5089.0229.007.1010310.50–
E513M12X1.5NO3 121.5089.0229.007.1010310.50–
E513M12X1.5NO6 121.5089.0229.007.1010310.50–
E513M12X1.5NO7 121.5089.0229.007.1010310.50–
E513M13X1.5NO3 131.5089.0229.007.1010311.50–
E513M14X1.0NO1 141.0095.02411.209.0012413.00–
E513M14X1.0NO2 141.0095.02411.209.0012413.00–
E513M14X1.0NO3 141.0095.02411.209.0012413.00–
E513M14X1.25NO1 141.2595.02411.209.0012412.80–
E513M14X1.25NO2
E513M14X1.25NO3
E513M14X1.25NO6
E513M14X1.5NO1
E513M14X1.5NO2
E513M14X1.5NO3
E513M14X1.5NO6
E513M14X1.5NO7
E513M15X1.5NO2
E513M15X1.5NO3
E513M16X1.0NO1
E513M16X1.0NO2
E513M16X1.0NO3
E513M16X1.0NO7
TDZTPOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E513M16X1.25NO3 161.25102.02412.5010.0013414.80–
E513M16X1.5NO1
E513M16X1.5NO2
E513M16X1.5NO3
E513M16X1.5NO6
E513M16X1.5NO7
E513M18X1.0NO1 181.00112.02914.0011.2014417.00–
E513M18X1.0NO2 181.00112.02914.0011.2014417.00–
E513M18X1.0NO3 181.00112.02914.0011.2014417.00–
E513M18X1.5NO1 181.50112.02914.0011.2014416.50–
E513M18X1.5NO2
E513M18X1.5NO3
E513M18X1.5NO6
E513M18X1.5NO7
E513M18X2.0NO1
E513M18X2.0NO2
E513M18X2.0NO3
E513M20X1.0NO2
E513M20X1.0NO3
E513M20X1.5NO1
E513M20X1.5NO2
E513M20X1.5NO3
E513M20X1.5NO6
E513M20X1.5NO7 201.50112.02914.0011.2014418.50–
E513M20X2.0NO1
E513M20X2.0NO2
E513M20X2.0NO3
E513M20X2.0NO7
E513M22X1.0NO2
E513M22X1.0NO3
E513M22X1.0NO7 221.00118.02916.0012.5016421.00–
E513M22X1.5NO1
E513M22X1.5NO2 221.50118.02916.0012.5016420.50–
E513M22X1.5NO3 221.50118.02916.0012.5016420.50–
E513M22X1.5NO7 221.50118.02916.0012.5016420.50–
E513M22X2.0NO1 222.00118.02916.0012.5016420.00–
E513M22X2.0NO2 222.00118.02916.0012.5016420.00–
E513M22X2.0NO3 222.00118.02916.0012.5016420.00–
E513M22X2.0NO7 222.00118.02916.0012.5016420.00–
E513M24X1.0NO2 241.00130.03518.0014.0018423.00–
E513M24X1.0NO3 241.00130.03518.0014.0018423.00–
E513M24X1.5NO1 241.50130.03518.0014.0018422.50–
E513M24X1.5NO2 241.50130.03518.0014.0018422.50–
E513M24X1.5NO3 241.50130.03518.0014.0018422.50–
E513M24X1.5NO7 241.50130.03518.0014.0018422.50–
E513M24X2.0NO1 242.00130.03518.0014.0018422.00–
E513M24X2.0NO2 242.00130.03518.0014.0018422.00–
E513M24X2.0NO3 242.00130.03518.0014.0018422.00–
E513M24X2.0NO7 242.00130.03518.0014.0018422.00–
E513M25X1.5NO1 251.50130.03518.0014.0018423.50–
E513M25X1.5NO2 251.50130.03518.0014.0018423.50–
E513M25X1.5NO3 251.50130.03518.0014.0018423.50–
E513M25X1.5NO6 251.50130.03518.0014.0018423.50–
E513M25X1.5NO7 251.50130.03518.0014.0018423.50–
E513M26X1.5NO2 261.50130.03518.0014.0018424.50–
E513M26X1.5NO3 261.50130.03518.0014.0018424.50–
E513M27X1.5NO2 271.50135.03520.0016.0020425.50–
E513M27X1.5NO3 271.50135.03520.0016.0020425.50–
E513M27X2.0NO3 272.00135.03520.0016.0020425.00–
E513M28X1.5NO2 281.50138.03520.0016.0020426.50–
E513M28X1.5NO3 281.50138.03520.0016.0020426.50–
TDZTPOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E513M30X1.5NO2 301.50138.04120.0016.0020428.50–
E513M30X1.5NO3 301.50138.04120.0016.0020428.50–
E513M30X2.0NO2 302.00138.04120.0016.0020428.00–
E513M30X2.0NO3 302.00138.04120.0016.0020428.00–
E513M32X1.5NO1 321.50151.04122.4018.0022430.50–
E513M32X1.5NO2 321.50151.04122.4018.0022430.50–
E513M32X1.5NO3 321.50151.04122.4018.0022430.50–
E513M33X2.0NO2 332.00151.04122.4018.0022431.00–
E513M33X2.0NO3 332.00151.04122.4018.0022431.00–
E513M35X1.5NO2 351.50162.04725.0020.0024433.50–
E513M35X1.5NO3 351.50162.04725.0020.0024433.50–
E513M36X1.5NO3 361.50162.04725.0020.0024434.50–
E513M36X2.0NO2 362.00162.04725.0020.0024434.00–
E513M36X2.0NO3 362.00162.04725.0020.0024434.00–
E513M36X3.0NO2 363.00162.04725.0020.0024433.00–
E513M36X3.0NO3 363.00162.04725.0020.0024433.00–
E513M39X3.0NO3 393.00170.04728.0022.4026436.00–
E513M40X1.5NO2 401.50170.05328.0022.4026638.50–
E513M40X1.5NO3 401.50170.05328.0022.4026638.50–
E513M42X1.5NO2 421.50170.05328.0022.4026640.50–
E513M42X1.5NO3
E513M42X3.0NO3
E513M45X1.5NO3 451.50187.05431.5025.0028643.50–
E513M48X1.5NO3 481.50187.06031.5025.0028646.50–
E513M48X2.0NO3 482.00187.06031.5025.0028646.00–
E513M48X3.0NO3 483.00187.06031.5025.0028645.00–
E513M50X1.5NO2 501.50187.06031.5025.0028648.50–
E513M50X1.5NO3 501.50187.06031.5025.0028648.50–
HSS Straight Flute Serial Hand Tap, UNC, DIN Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitidealforboththroughandblindholes.Availableasasetofthreeserial taps,whichshouldbeusedoneaftertheothertocreatethefullthread.
Workpiecematerialgroupsuitability. Product
TDZTPITDOALTHLDCONMSWSCNOFPHD (mm)(mm)(mm)(mm)(mm)(mm)
E1085-40NO8 5403.1845.0134.003.0032.65
E1086-32NO8 6323.5145.0104.003.0032.85
E1088-32NO8 8324.1750.0146.004.9033.50
E10810-24NO8 10244.8350.0146.004.9033.90
E10812-24NO8 12245.4956.0166.004.9034.50
E1081/4NO8 1/4206.3556.0176.004.9035.10
E1085/16NO8 5/16187.9463.0196.004.9036.60
E1083/8NO8 3/8169.5370.0227.005.5038.00
E1087/16NO8 7/161411.1175.0308.006.2039.40
E1081/2NO8 1/21312.7075.0279.007.00310.80
E1089/16NO8 9/161214.2980.03011.009.00412.20
E1085/8NO8 5/81115.8880.03212.009.00413.50
E1083/4NO8 3/41019.0595.03414.0011.00416.50
E1087/8NO8 7/8922.23110.03818.0014.50419.50
E1081NO8 1”825.40110.03820.0016.00422.25
HSS Straight Flute Hand Tap, UNC, ISO Standard Aversatiletool,suitableforhandandmachinetapping.Withastraightflutedesignforboththroughandblindholes.Availableasasetofthree NO6orasseparatetapswithtaperleadNO1forshortthroughholes,plugleadNO2fordeeperthroughholesorbottomingleadNO3forblind holes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
N4.3 3
E5151-64NO3
TDZTPITDOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E5152-56NO1 2562.1844.59.52.802.24531.859.50
E5152-56NO2 2562.1844.59.52.802.24531.859.50
E5152-56NO3 2562.1844.59.52.802.24531.859.50
E5152-56NO6 2562.1844.59.52.802.24531.859.50
E5153-48NO3 3482.5244.59.52.802.24532.109.50
E5153-48NO6 3482.5244.59.52.802.24532.109.50
E5154-40NO1 4402.8548.012.53.152.50532.3512.50
E5154-40NO2 4402.8548.012.53.152.50532.3512.50
E5154-40NO3 4402.8548.012.53.152.50532.3512.50
E5154-40NO6 4402.8548.012.53.152.50532.3512.50
E5155-40NO1 5403.1748.012.53.152.50532.6512.50
E5155-40NO2 5403.1748.012.53.152.50532.6512.50
E5155-40NO3 5403.1748.012.53.152.50532.6512.50
E5155-40NO6 5403.1748.012.53.152.50532.6512.50
E5156-32NO1 6323.5050.0143.552.80532.8514.00
E5156-32NO2
6323.5050.0143.552.80532.8514.00
E5156-32NO3 6323.5050.0143.552.80532.8514.00
E5156-32NO6 6323.5050.0143.552.80532.8514.00
E5158-32NO1
8324.1753.09.54.503.55633.5017.00
E5158-32NO2 8324.1753.09.54.503.55633.5017.00
E5158-32NO3 8324.1753.09.54.503.55633.5017.00
E5158-32NO6 8324.1753.09.54.503.55633.5017.00
E51510-24NO1 10244.8358.0115.004.00733.9020.00
E51510-24NO2 10244.8358.0115.004.00733.9020.00
E51510-24NO3 10244.8358.0115.004.00733.9020.00
E51510-24NO6 10244.8358.0115.004.00733.9020.00
TDZTPITDOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E51512-24NO1 12245.4962.0125.604.50734.5021.00
E51512-24NO2 12245.4962.0125.604.50734.5021.00
E51512-24NO3 12245.4962.0125.604.50734.5021.00
E51512-24NO6 12245.4962.0125.604.50734.5021.00
E5151/4NO1 1/4206.3566.0136.305.00835.1026.00
E5151/4NO2 1/4206.3566.0136.305.00835.1026.00
E5151/4NO3 1/4206.3566.0136.305.00835.1026.00
E5151/4NO6 1/4206.3566.0136.305.00835.1026.00
E5155/16NO1 5/16187.9472.0168.006.30936.6029.00
E5155/16NO2 5/16187.9472.0168.006.30936.6029.00
E5155/16NO3 5/16187.9472.0168.006.30936.6029.00
E5155/16NO6 5/16187.9472.0168.006.30936.6029.00
E5153/8NO1 3/8169.5380.01810.008.001138.0032.00
E5153/8NO2 3/8169.5380.01810.008.001138.0032.00
E5153/8NO3 3/8169.5380.01810.008.001138.0032.00
E5153/8NO6 3/8169.5380.01810.008.001138.0032.00
E5157/16NO1 7/161411.1185.0198.006.30939.40–
E5157/16NO2 7/161411.1185.0198.006.30939.40–
E5157/16NO3 7/161411.1185.0198.006.30939.40–
E5157/16NO6 7/161411.1185.0198.006.30939.40–
E5151/2NO1 1/21312.7089.0229.007.1010310.80–
E5151/2NO2 1/21312.7089.0229.007.1010310.80–
E5151/2NO3 1/21312.7089.0229.007.1010310.80–
E5151/2NO6 1/21312.7089.0229.007.1010310.80–
E5159/16NO1 9/161214.2995.02411.209.0012412.20–
E5159/16NO2 9/161214.2995.02411.209.0012412.20–
E5159/16NO3 9/161214.2995.02411.209.0012412.20–
E5159/16NO6 9/161214.2995.02411.209.0012412.20–
E5155/8NO1 5/81115.88102.02412.5010.0013413.50–
E5155/8NO2 5/81115.88102.02412.5010.0013413.50–
E5155/8NO3 5/81115.88102.02412.5010.0013413.50–
E5155/8NO6 5/81115.88102.02412.5010.0013413.50–
E5153/4NO1 3/41019.05112.02914.0011.2014416.50–
E5153/4NO2 3/41019.05112.02914.0011.2014416.50–
E5153/4NO3 3/41019.05112.02914.0011.2014416.50–
E5153/4NO6 3/41019.05112.02914.0011.2014416.50–
E5157/8NO1 7/8922.23118.02916.0012.5016419.50–
E5157/8NO2 7/8922.23118.02916.0012.5016419.50–
E5157/8NO3 7/8922.23118.02916.0012.5016419.50–
E5157/8NO6 7/8922.23118.02916.0012.5016419.50–
E5151NO3 1”825.40130.03518.0014.0018422.25–
E5151NO1 1”825.40130.03518.0014.0018422.25–
E5151NO2 1”825.40130.03518.0014.0018422.25–
E5151NO6 1”825.40130.03518.0014.0018422.25–
E5151.1/8NO1 1.1/8728.57138.03520.0016.0020425.00–
E5151.1/8NO2 1.1/8728.57138.03520.0016.0020425.00–
E5151.1/8NO3 1.1/8728.57138.03520.0016.0020425.00–
E5151.1/4NO1 1.1/4731.75151.04122.4018.0022428.00–
E5151.1/4NO2 1.1/4731.75151.04122.4018.0022428.00–
E5151.1/4NO3 1.1/4731.75151.04122.4018.0022428.00–
E5151.3/8NO1 1.3/8634.92162.04725.0020.0024430.75–
E5151.3/8NO2 1.3/8634.92162.04725.0020.0024430.75–
E5151.3/8NO3 1.3/8634.92162.04725.0020.0024430.75–
E5151.1/2NO1 1.1/2638.10170.04728.0022.4026434.00–
E5151.1/2NO2 1.1/2638.10170.04728.0022.4026434.00–
E5151.1/2NO3 1.1/2638.10170.04728.0022.4026434.00–
E5151.3/4NO1 1.3/4544.45187.05431.5025.0028639.50–
E5151.3/4NO2 1.3/4544.45187.05431.5025.0028639.50–
E5151.3/4NO3 1.3/4544.45187.05431.5025.0028639.50–
E5152NO1 2”4.550.80200.06035.5028.0031645.00–
E5152NO2 2”4.550.80200.06035.5028.0031645.00–
HSS Straight Flute Serial Hand Tap, UNF, DIN Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitsuitedforboththroughandblindholes.Availableasasetoftwoserial taps,whichshouldbeusedoneaftertheothertocreatethefullthread.
Workpiecematerialgroupsuitability. Product
TDZTPITDOALTHLDCONMSWSCNOFPHD (mm)(mm)(mm)(mm)(mm)(mm)
E1115-44NO9 5443.1845.0134.003.0032.70
E1116-40NO9 6403.5145.0104.003.0032.95
E1118-36NO9 8364.1750.0146.004.9033.50
E11110-32NO9 10324.8250.0146.004.9034.10
E1111/4NO9 1/4286.3556.0176.004.9035.50
E1115/16NO9 5/16247.9463.0196.004.9036.90
E1113/8NO9 3/8249.5363.0167.005.5038.50
E1117/16NO9 7/162011.1163.0158.006.2039.90
E1111/2NO9 1/22012.7070.0229.007.00311.50
E1119/16NO9 9/161814.2970.01611.009.00412.90
E1115/8NO9 5/81815.8870.01612.009.00414.50
E1113/4NO9 3/41619.0580.02214.0011.00417.50
E1117/8NO9 7/81422.2390.02218.0014.50420.40
E1111NO9 1”1225.4090.02220.0016.00423.25
HSS Straight Flute Hand Tap, UNF, ISO Standard
Aversatiletool,suitableforhandandmachinetapping.Withastraightflutedesignforboththroughandblindholes.Availableasasetofthree NO6orasseparatetapswithtaperleadNO1forshortthroughholes,plugleadNO2fordeeperthroughholesorbottomingleadNO3forblind holes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
3 TDZTPITDOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E5240-80NO1
E5240-80NO3 0801.5241.072.502.00421.257.00
E5241-72NO2 1721.8541.082.502.00421.558.00
E5241-72NO3 1721.8541.082.502.00421.558.00
E5242-64NO1
E5242-64NO3 2642.1844.59.52.802.24531.909.50
E5244-48NO1 4482.8548.012.53.152.50532.4012.50
E5244-48NO2 4482.8548.012.53.152.50532.4012.50
E5244-48NO3
E5245-44NO1 5443.1748.012.53.152.50532.7012.50
E5245-44NO2 5443.1748.012.53.152.50532.7012.50
E5245-44NO3 5443.1748.012.53.152.50532.7012.50
E5246-40NO1 6403.5050.0143.552.80532.9514.00
E5246-40NO2 6403.5050.0143.552.80532.9514.00
E5246-40NO3 6403.5050.0143.552.80532.9514.00
E5248-36NO1 8364.1753.09.54.503.55633.5017.00
E5248-36NO2 8364.1753.09.54.503.55633.5017.00
E5248-36NO3
E52410-32NO1
8364.1753.09.54.503.55633.5017.00
10324.8358.0115.004.00734.1020.00
E52410-32NO2 10324.8358.0115.004.00734.1020.00
E52410-32NO3 10324.8358.0115.004.00734.1020.00
E52410-32NO6 10324.8358.0115.004.00734.1020.00
E52412-28NO1 12285.4962.0125.604.50734.7021.00
E52412-28NO2 12285.4962.0125.604.50734.7021.00
E52412-28NO3 12285.4962.0125.604.50734.7021.00
TDZTPITDOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E52412-28NO6 12285.4962.0125.604.50734.7021.00
E5241/4NO1 1/4286.3566.0136.305.00835.5026.00
E5241/4NO2 1/4286.3566.0136.305.00835.5026.00
E5241/4NO3 1/4286.3566.0136.305.00835.5026.00
E5241/4NO6 1/4286.3566.0136.305.00835.5026.00
E5245/16NO1 5/16247.9472.0168.006.30936.9029.00
E5245/16NO2 5/16247.9472.0168.006.30936.9029.00
E5245/16NO3 5/16247.9472.0168.006.30936.9029.00
E5245/16NO6 5/16247.9472.0168.006.30936.9029.00
E5243/8NO1 3/8249.5380.01810.008.001138.5032.00
E5243/8NO2 3/8249.5380.01810.008.001138.5032.00
E5243/8NO3 3/8249.5380.01810.008.001138.5032.00
E5243/8NO6 3/8249.5380.01810.008.001138.5032.00
E5247/16NO1 7/162011.1185.0198.006.30939.90–
E5247/16NO2 7/162011.1185.0198.006.30939.90–
E5247/16NO3 7/162011.1185.0198.006.30939.90–
E5247/16NO6 7/162011.1185.0198.006.30939.90–
E5241/2NO1 1/22012.7089.0229.007.1010311.50–
E5241/2NO2 1/22012.7089.0229.007.1010311.50–
E5241/2NO3 1/22012.7089.0229.007.1010311.50–
E5241/2NO6 1/22012.7089.0229.007.1010311.50–
E5249/16NO1 9/161814.2995.02411.209.0012412.90–
E5249/16NO2 9/161814.2995.02411.209.0012412.90–
E5249/16NO3 9/161814.2995.02411.209.0012412.90–
E5249/16NO6 9/161814.2995.02411.209.0012412.90–
E5245/8NO1 5/81815.88102.02412.5010.0013414.50–
E5245/8NO2 5/81815.88102.02412.5010.0013414.50–
E5245/8NO3 5/81815.88102.02412.5010.0013414.50–
E5245/8NO6 5/81815.88102.02412.5010.0013414.50–
E5243/4NO1 3/41619.05112.02914.0011.2014417.50–
E5243/4NO2 3/41619.05112.02914.0011.2014417.50–
E5243/4NO3 3/41619.05112.02914.0011.2014417.50–
E5243/4NO6 3/41619.05112.02914.0011.2014417.50–
E5247/8NO2 7/81422.23118.02916.0012.5016420.40–
E5247/8NO3 7/81422.23118.02916.0012.5016420.40–
E5247/8NO6 7/81422.23118.02916.0012.5016420.40–
E5241NO1 1”1225.40130.03518.0014.0018423.25–
E5241NO2 1”1225.40130.03518.0014.0018423.25–
E5241NO3 1”1225.40130.03518.0014.0018423.25–
E5241NO6 1”1225.40130.03518.0014.0018423.25–
E5241.1/8NO1 1.1/81228.57138.03520.0016.0020426.50–
E5241.1/8NO2 1.1/81228.57138.03520.0016.0020426.50–
E5241.1/8NO3 1.1/81228.57138.03520.0016.0020426.50–
E5241.1/4NO1 1.1/41231.75151.04122.4018.0022429.50–
E5241.1/4NO2 1.1/41231.75151.04122.4018.0022429.50–
E5241.1/4NO3 1.1/41231.75151.04122.4018.0022429.50–
E5241.3/8NO1 1.3/81234.92162.04725.0020.0024432.75–
E5241.3/8NO2 1.3/81234.92162.04725.0020.0024432.75–
E5241.3/8NO3 1.3/81234.92162.04725.0020.0024432.75–
E5241.1/2NO1 1.1/21238.10170.04728.0022.4026436.00–
E5241.1/2NO2 1.1/21238.10170.04728.0022.4026436.00–
E5241.1/2NO3 1.1/21238.10170.04728.0022.4026436.00–
HSS Straight Flute Hand Tap, UN, ISO Standard Aversatiletool,suitableformachineandalsohandtapping.Withastraightflutedesignandbottomingleadforblindandthroughholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
N4.3 3
Product
TDZTPITDOALTHLDCONMSWSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)
E5701/4X32NO3 1/4326.3566.0136.305.0035.6026.00
E5701/4X36NO3 1/4366.3566.0136.305.0035.7026.00
E5701/4X40NO3 1/4406.3566.0136.305.0035.7026.00
E5705/16X32NO3 5/16327.9472.0168.006.3037.2029.00
E5703/8X32NO3 3/8329.5380.01810.008.0038.8032.00
E5707/16X24NO3 7/162411.1185.0198.006.30310.00–
E5707/16X28NO3 7/162811.1185.0198.006.30310.20–
E5701/2X28NO3 1/22812.7089.0229.007.10311.80–
E5709/16X24NO3 9/162414.2995.02411.209.00413.25–
E5705/8X24NO3 5/82415.88102.02412.5010.00414.80–
E5703/4X20NO3 3/42019.05112.02914.0011.20417.80–
E5707/8X20NO3 7/82022.23118.03016.0012.50421.00–
E5701X14NO3 1”1425.40130.03618.0014.00423.50–
E5701.1/16X12NO3 1.1/161226.99127.03720.0016.00424.75–
E5701.1/8X8NO3 1.1/8828.57138.03520.0016.00425.50–
E5701.3/16X12NO3 1.3/161230.16137.03722.4018.00428.00–
E5701.1/4X8NO3 1.1/4831.75151.04122.4018.00428.50–
E5701.5/16X12NO3 1.5/161233.34137.03722.4018.00431.25–
HSS Straight Flute Serial Hand Tap, BSW, DIN352 Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitidealforboththroughandblindholes.Availableasasetofthreeserial taps,whichshouldbeusedoneaftertheothertocreatethefullthread.
Workpiecematerialgroupsuitability.
Product
TDZTPITDOALTHLDCONMSWSCNOFPHD (mm)(mm)(mm)(mm)(mm)(mm)
E1151/8NO8 1/8403.1740.0103.502.7032.55
E1155/32NO8 5/32323.9745.0124.503.4033.20
E1153/16NO8 3/16244.7650.0165.504.3033.70
E1151/4NO8 1/4206.3556.0176.004.9035.10
E1155/16NO8 5/16187.9463.0256.004.9036.50
E1153/8NO8 3/8169.5370.0227.005.5037.90
E1157/16NO8 7/161411.1175.0308.006.2039.20
E1151/2NO8 1/21212.7080.0309.007.00310.50
E1159/16NO8 9/161214.2980.03011.009.00412.00
E1155/8NO8 5/81115.8890.03612.009.00413.50
E1153/4NO8 3/41019.05105.04014.0011.00416.50
E1157/8NO8 7/8922.23110.04518.0014.50419.25
E1151NO8 1”825.40110.05020.0016.00422.00
HSS Straight Flute Hand Tap, BSW, ISO Standard
Aversatiletool,suitableforhandandmachinetapping,withastraightflutedesignforboththroughandblindholes.Availableasasetofthree NO6orasseparatetapswithtaperleadNO1forshortthroughholes,plugleadNO2fordeeperthroughholesorbottomingleadNO3forblind holes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
N4.3 3
Product
TDZTPITDOALTHLDCONMSWSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)
E5311/8NO1 1/8403.1748.012.53.152.5032.5512.50 E5311/8NO2 1/8403.1748.012.53.152.5032.5512.50
E5311/8NO3 1/8403.1748.012.53.152.5032.5512.50
E5311/8NO6 1/8403.1748.012.53.152.5032.5512.50
E5315/32NO1 5/32323.9753.0144.003.1533.2014.00
E5315/32NO2 5/32323.9753.0144.003.1533.2014.00
E5315/32NO3 5/32323.9753.0144.003.1533.2014.00
E5315/32NO6 5/32323.9753.0144.003.1533.2014.00
E5313/16NO1 3/16244.7658.0115.004.0033.7020.00
E5313/16NO2 3/16244.7658.0115.004.0033.7020.00
E5313/16NO3 3/16244.7658.0115.004.0033.7020.00
E5313/16NO6 3/16244.7658.0115.004.0033.7020.00
E5311/4NO1 1/4206.3566.0136.305.0035.1026.00
E5311/4NO2 1/4206.3566.0136.305.0035.1026.00
E5311/4NO3 1/4206.3566.0136.305.0035.1026.00
E5311/4NO6 1/4206.3566.0136.305.0035.1026.00
E5315/16NO1 5/16187.9472.0168.006.3036.5029.00
E5315/16NO2 5/16187.9472.0168.006.3036.5029.00
E5315/16NO3 5/16187.9472.0168.006.3036.5029.00
E5315/16NO6 5/16187.9472.0168.006.3036.5029.00
E5313/8NO1 3/8169.5380.01810.008.0037.9032.00
E5313/8NO2 3/8169.5380.01810.008.0037.9032.00
E5313/8NO3 3/8169.5380.01810.008.0037.9032.00
E5313/8NO6 3/8169.5380.01810.008.0037.9032.00
E5317/16NO1 7/161411.1185.0198.006.3039.20–
E5317/16NO2 7/161411.1185.0198.006.3039.20–
E5317/16NO3 7/161411.1185.0198.006.3039.20–
E5317/16NO6 7/161411.1185.0198.006.3039.20–
E5311/2NO1 1/21212.7089.0229.007.10310.50–
E5311/2NO2 1/21212.7089.0229.007.10310.50–
E5311/2NO3 1/21212.7089.0229.007.10310.50–
E5311/2NO6 1/21212.7089.0229.007.10310.50–
E5315/8NO1 5/81115.88102.02412.5010.00413.50–
E5315/8NO2 5/81115.88102.02412.5010.00413.50–
E5315/8NO3 5/81115.88102.02412.5010.00413.50–
E5315/8NO6 5/81115.88102.02412.5010.00413.50–
E5313/4NO1 3/41019.05112.02914.0011.20416.50–
E5313/4NO2 3/41019.05112.02914.0011.20416.50–
E5313/4NO3 3/41019.05112.02914.0011.20416.50–
E5313/4NO6 3/41019.05112.02914.0011.20416.50–
E5311NO1 1”825.40130.03518.0014.00422.00–
E5311NO2 1”825.40130.03518.0014.00422.00–
E5311NO3 1”825.40130.03518.0014.00422.00–
E5311NO6 1”825.40130.03518.0014.00422.00–
HSS Straight Flute Hand Tap, BSF, ISO Standard Aversatiletool,suitableforhandandmachinetapping,withastraightflutedesignforboththroughandblindholes.Availableasabottoming leadNO3forblindholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
N4.3 3
Product
TDZTPITDOALTHLDCONMSWSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)
E5363/16NO3 3/16324.7658.0125.004.0034.0020.00
E5361/4NO3 1/4266.3566.0146.305.0035.3026.00
E5365/16NO3 5/16227.9472.0188.006.3036.8029.00
E5363/8NO3 3/8209.5380.02010.008.0038.3032.00
E5367/16NO3 7/161811.1185.0208.006.3039.70–
E5361/2NO3 1/21612.7089.0239.007.10311.00–
E5369/16NO3 9/161614.2895.02511.209.00412.70–
E5365/8NO3 5/81415.88102.02512.5010.00414.00–
E5363/4NO3 3/41219.05112.03014.0011.20417.00–
E5361NO3 1”1025.40130.03618.0014.00422.75–
HSS Straight Flute Hand Tap, BA, ISO Standard Aversatiletool,suitableforhandandmachinetapping,availableasabottomingleadNO3withastraightflutedesignforboththroughand blindholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E542BA10NO3
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E542BA3NO3 BA30.734.1053.0104.503.50633.4017.00
E542BA2NO3 BA20.814.7058.0125.004.00734.0020.00
E542BA0NO3 BA01.006.0066.0146.305.00835.1026.00

HSS Straight Flute Hand Tap, PG Conduit Thread, DIN Standard Aversatiletool,suitableforhandandmachinetapping,withastraightflutedesignforboththroughandblindholes.Availabletapwithpluglead NO2forthroughholesorbottomingleadNO3forblindholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E243PG7NO2
E243PG16NO3
E243PG29NO3 291637.00100.02528.0022.0025635.50
E243PG36NO2
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)
Coating






ProductFamilyCode
PSFcuttingdiametersrange
M3–M20M3–M20M3–M20M3–M20M3–M20M8–M16M8–M16M8–M16M8–M16M8–M16

E559NO1(M)

Straight Flute Taper Lead Hand Tap, Metric, ISO Standard
Versatiletapdesignforhanduseormachinetappinginmediumstrength,mediumcarbonandalloysteel.Withataperleadchamferwhich producesthethinnestchipsprovidingaverygradualandsmoothcuttingaction.Consideredtobethebestchoiceforproducingshortthrough holesupto1.5xD.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559M14NO1 142.0095.014.003011.209.0012412.00–
E559M16NO1
E559NO2(M)

Straight Flute Plug Lead Hand Tap, Metric, ISO Standard
Versatiletapdesignforhanduseormachinetappinginmediumstrenght,mediumcarbonandalloysteel.Withaplugleadchamferwhichgives thetapagradualcuttingaction.Greatforproducingthroughholes,astheyarealmostaseasyastaperleadtapstostart,yetalsoofferamore completesetofthreads.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559M14NO2 142.0095.014.003011.209.0012412.00–
E559M16NO2
E559NO3(M)

Straight Flute Bottoming Lead Hand Tap, Metric, ISO Standard
Versatiletapformediumstrenghtcarbonandalloysteel.Withbottominglead,whichthoughitishardtostartthreadingwithiscapableof cuttingthreadalmostallofthewaytothebottomofablindhole.Bestusedasmachinetaporifbyhandinsequenceaftertaperandpluglead orstarterandintermidiateserialtap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559M14NO3 142.0095.014.003011.209.0012412.00–
E559M16NO3

Set of 3 Straight Flute Hand Taps, Metric, ISO Standard
Themostversatiletapsforhanduseormachinetappingthroughorblindholesinmediumstrenght,mediumcarbonandalloysteel.Setincluding tapswith3differentchamferlengths;taperleadwhichisideallyforshortthroughholes,plugperfectfordeeperthroughholesandbottoming bestsuitedforblindholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559M20NO6 202.50112.020.003714.0011.2014417.50–
E559NO8(M)
Set of 3 Straight Flute Serial Hand Taps, Metric, ISO Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitsuitableforboththroughandblindholes.Setof3tapstobeusedin sequence,firstthestartertaptomakearoughingcut,secondtheintermediatetocutthethreadalittlefullerandthirdthefinisherforsmoothing thethreadandmakingitexact.
Workpiecematerialgroupsuitability.
E559M16NO8
Straight Flute Taper Lead Hand Tap, Metric-Fine, ISO Standard
Versatiletapdesignforhanduseormachinetappinginmediumstrenght,mediumcarbonandalloysteel.Withataperleadchamferwhich producesthethinnestchipsprovidingaverygradualandsmoothcuttingaction.Consideredtobethebestchoiceforproducingshortthrough holesupto1.5xD.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559M14X1.5NO1
E559M16X1.5NO1
Straight Flute Plug Lead Hand Tap, Metric-Fine, ISO Standard
Versatiletapdesignforhanduseormachinetappinginmediumstrenght,mediumcarbonandalloysteel.Withaplugleadchamferwhichgives thetapagradualcuttingaction.Greatforproducingthroughholes,astheyarealmostaseasyastaperleadtapstostart,yetalsoofferamore completesetofthreads.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559M14X1.5NO2
E559M16X1.5NO2
Straight Flute Bottoming Lead Hand Tap, Metric-Fine, ISO Standard
Versatiletapformediumstrenghtcarbonandalloysteel.Withbottominglead,whichthoughitishardtostartthreadingwithiscapableof cuttingthreadalmostallofthewaytothebottomofablindhole.Bestusedasmachinetaporifbyhandinsequenceaftertaperandpluglead orstarterandintermidiateserialtap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559M14X1.5NO3
E559M16X1.5NO3
E559NO6(MF)
Set of 3 Straight Flute Hand Taps, Metric-Fine, ISO Standard
Themostversatiletapsforhanduseormachinetappingthroughorblindholesinmediumstrenght,mediumcarbonandalloysteel.Setincluding tapswith3differentchamferlengths;taperleadwhichisideallyforshortthroughholes,plugperfectfordeeperthroughholesandbottoming bestsuitedforblindholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559M8X1.0NO6
E559M14X1.5NO6 141.5095.014.003011.209.0012412.50–
E559M16X1.5NO6

Set of 2 Straight Flute Serial Hand Taps, Metric-Fine, ISO Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitsuitableforboththroughandblindholes.Setof2tapstobeusedin sequence,firstthestartertaptomakearoughingcutandafinisherforsmoothingthethreadandmakingitexact.
Workpiecematerialgroupsuitability.
Product
E559M10X1.0NO9
E559M12X1.5NO9 121.5089.012.00299.007.1010410.50–
E559M14X1.5NO9
E559NO1(UNC)
Straight Flute Taper Lead Hand Tap, UNC, ISO Standard
Versatiletapdesignforhanduseormachinetappinginmediumstrenght,mediumcarbonandalloysteel.Withataperleadchamferwhich producesthethinnestchipsprovidingaverygradualandsmoothcuttingaction.Consideredtobethebestchoiceforproducingshortthrough holesupto1.5xD.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559UNC3/8NO1 3/81680.09.532410.008.001148.0039.00
E559UNC1/2NO1 1/21289.012.70299.007.1010410.80–
E559NO2(UNC)
Straight Flute Plug Lead Hand Tap, UNC, ISO Standard
Versatiletapdesignforhanduseormachinetappinginmediumstrenght,mediumcarbonandalloysteel.Withaplugleadchamferwhichgives thetapagradualcuttingaction.Greatforproducingthroughholes,astheyarealmostaseasyastaperleadtapstostart,yetalsoofferamore completesetofthreads.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559UNC3/8NO2 3/81680.09.532410.008.001148.0039.00
E559UNC1/2NO2 1/21389.012.70299.007.1010410.80–
E559NO3(UNC)
Straight Flute Bottoming Lead Hand Tap, UNC, ISO Standard
Versatiletapformediumstrenghtcarbonandalloysteel.Withbottominglead,whichthoughitishardtostartthreadingwithiscapableof cuttingthreadalmostallofthewaytothebottomofablindhole.Bestusedasmachinetaporifbyhandinsequenceaftertaperandpluglead orstarterandintermidiateserialtap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
5/161872.07.94228.006.30946.6035.00
E559UNC3/8NO3 3/81680.09.532410.008.001148.0039.00
E559UNC1/2NO3 1/21389.012.70299.007.1010410.80–
E559NO6(UNC)
Set of 3 Straight Flute Hand Taps, UNC, ISO Standard
Themostversatiletapsforhanduseormachinetappingthroughorblindholesinmediumstrenght,mediumcarbonandalloysteel.Setincluding tapswith3differentchamferlengths;taperleadwhichisideallyforshortthroughholes,plugperfectfordeeperthroughholesandbottoming bestsuitedforblindholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
TDZTPIOALTDTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E559UNC10X24NO6 No.102458.04.83165.004.00733.9025.00
E559UNC1/4NO6 1/42066.06.35196.305.00835.1030.00
E559UNC5/16NO6 5/161872.07.94228.006.30946.6035.00
E559UNC3/8NO6 3/81680.09.532410.008.001148.0039.00
E559UNC1/2NO6 1/21389.012.70299.007.1010410.80–
E559NO8(UNC)
Set of 3 Straight Flute Serial Hand Taps, UNC, ISO Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitsuitableforboththroughandblindholes.Setof3tapstobeusedin sequence,firstthestartertaptomakearoughingcut,secondtheintermediatetocutthethreadalittlefullerandthirdthefinisherforsmoothing thethreadandmakingitexact.
Workpiecematerialgroupsuitability. Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E559UNC10X24NO8 No.102458.04.83165.004.00733.9025.00
E559UNC1/4NO8 1/42066.06.35196.305.00835.1030.00
E559UNC5/16NO8 5/161872.07.94228.006.30946.6035.00
E559UNC3/8NO8 3/81680.09.532410.008.001148.0039.00
E559UNC1/2NO8 1/21389.012.70299.007.1010410.80–
E559NO1(UNF)
Straight Flute Taper Lead Hand Tap, UNF, ISO Standard
Versatiletapdesignforhanduseormachinetappinginmediumstrenght,mediumcarbonandalloysteel.Withataperleadchamferwhich producesthethinnestchipsprovidingaverygradualandsmoothcuttingaction.Consideredtobethebestchoiceforproducingshortthrough holesupto1.5xD.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559UNF3/8NO1 3/82480.09.532410.008.001148.5039.00
E559UNF1/2NO1 1/22089.012.70299.007.1010411.50–
E559NO2(UNF)
Straight Flute Plug Lead Hand Tap, UNF, ISO Standard
Versatiletapdesignforhanduseormachinetappinginmediumstrenght,mediumcarbonandalloysteel.Withaplugleadchamferwhichgives thetapagradualcuttingaction.Greatforproducingthroughholes,astheyarealmostaseasyastaperleadtapstostart,yetalsoofferamore completesetofthreads.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559UNF3/8NO2 3/82480.09.532410.008.001148.5039.00
E559UNF1/2NO2 1/22089.012.70299.007.1010411.50–
E559NO3(UNF)
Straight Flute Bottoming Lead Hand Tap, UNF, ISO Standard
Versatiletapformediumstrenghtcarbonandalloysteel.Withbottominglead,whichthoughitishardtostartthreadingwithiscapableof cuttingthreadalmostallofthewaytothebottomofablindhole.Bestusedasmachinetaporifbyhandinsequenceaftertaperandpluglead orstarterandintermidiateserialtap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E559UNF3/8NO3 3/82480.09.532410.008.001148.5039.00
E559UNF1/2NO3 1/22089.012.70299.007.1010411.50–
E559NO6(UNF)
Set of 3 Straight Flute Hand Taps, UNF, ISO Standard
Themostversatiletapsforhanduseormachinetappingthroughorblindholesinmediumstrenght,mediumcarbonandalloysteel.Setincluding tapswith3differentchamferlengths;taperleadwhichisideallyforshortthroughholes,plugperfectfordeeperthroughholesandbottoming bestsuitedforblindholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
TDZTPIOALTDTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E559UNF10X32NO6 No.103258.04.83165.004.00734.1024.00
E559UNF1/4NO6 1/42866.06.35196.305.00835.5030.00
E559UNF5/16NO6 5/162472.07.94228.006.30946.9035.00
E559UNF3/8NO6 3/82480.09.532410.008.001148.5039.00
E559UNF1/2NO6 1/22089.012.70299.007.1010411.50–
E559NO9(UNF)
Set of 2 Straight Flute Serial Hand Taps, UNF, ISO Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitsuitableforboththroughandblindholes.Setof2tapstobeusedin sequence,firstthestartertaptomakearoughingcutandafinisherforsmoothingthethreadandmakingitexact.
Workpiecematerialgroupsuitability.
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E559UNF10X32NO9 No.103258.04.83165.004.00734.1024.00
E559UNF1/4NO9 1/42866.06.35196.305.00835.5030.00
E559UNF5/16NO9 5/162472.07.94228.006.30946.9035.00
E559UNF3/8NO9 3/82480.09.532410.008.001148.5039.00
E559UNF1/2NO9 1/22089.012.70299.007.1010411.50–
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Hand(Cuttingdirection)
Coating




ProductFamilyCode
PSFcuttingdiametersrange

HSS Spiral Point Power Tool Tap, Metric, ISO Standard IdealforhandheldtappingwiththeuseofPowerTools.Suitedforthroughholesonlythespiralpointpropelthechipsaheadofthecuttingzone, thusreducingloadingandcloggingintheflutes.Thebrightfinishimprovethechipflowinsoftandnon-ferrousmaterials.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E556M8

HSS Spiral Point Machine Tap, BSW, ISO Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
K5.2 7
Product
TDZTPITDOALTHLDCONMSWSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)
E5341/8 1/8403.1748.012.53.152.5032.5512.50
E5345/32 5/32323.9753.0144.003.1533.2014.00
E5343/16 3/16244.7658.0115.004.0033.7020.00
E5341/4 1/4206.3566.0136.305.0035.1026.00
E5345/16 5/16187.9472.0168.006.3036.5029.00
E5343/8 3/8169.5380.01810.008.0037.9032.00
E5347/16 7/161411.1185.0198.006.3039.20–
E5341/2 1/21212.7089.0229.007.10310.50–
E5345/8 5/81115.88102.02412.5010.00313.50–
E5343/4 3/41019.05112.02914.0011.20416.50–
HSS Spiral Point Machine Tap, BSF, ISO Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
K5.2 7
Product
TDZTPITDOALTHLDCONMSWSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)
E5391/4 1/4266.3566.0146.305.0035.3026.00
E5395/16 5/16227.9472.0188.006.3036.8029.00
E5393/8 3/8209.5380.02010.008.0038.3032.00
E5391/2 1/21612.7089.0239.007.10311.00–
HSS Spiral Point Machine Tap, BA, ISO Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)
Coating


ProductFamilyCode
PSFcuttingdiametersrange

HSS Spiral Flute Power Tool Tap, Metric, ISO Standard IdealforhandheldtappingwiththeuseofPowerTools.Tappingtypicallyproducelongstringychipswhich,whennotevacuatedproperly,can causeseriousproblemsespeciallywhenthreadingblindholes.Thespiralflutedesigncountersthisproblemasitdrawschipsfromtheholebeing tapped.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS Spiral Flute Machine Tap, BSW, ISO Standard Machinetapwithspiralflutesuitedforblindholes.Availablewithbrightfinishtoproducemoreaccurateandcleanerthreads,preventingthe workpiecematerialfromstickingtothecuttingedgesorBLUEfinishwithsteamtemperedsurface,whichactstoretaincuttingfluidandprevent chiptotoolwelding.
E5331/4 1) 1/4206.3566.0136.305.0035.1026.00
E5331/4BLUE 1/4206.3566.0136.305.0035.1026.00
E5335/16 1) 5/16187.9472.0168.006.3036.5031.00
E5335/16BLUE 5/16187.9472.0168.006.3036.5031.00
E5333/8 1) 3/8169.5380.01810.008.0037.9034.00
E5333/8BLUE 3/8169.5380.01810.008.0037.9034.00
E5331/2 1) 1/21212.7089.0229.007.10310.50–
E5331/2BLUE 1/21212.7089.0229.007.10310.50–
E5335/8 1) 5/81115.88102.02412.5010.00313.50–
E5335/8BLUE 5/81115.88102.02412.5010.00313.50–
E5333/4 1) 3/41019.05112.02914.0011.20316.50–
E5333/4BLUE 3/41019.05112.02914.0011.20316.50–
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product 1) Bright Finish.
HSS Spiral Flute Machine Tap, BSF, ISO Standard
Machinetapwithspiralflutesuitedforblindholes.Availablewithbrightfinishtoproducemoreaccurateandcleanerthreads,preventingthe workpiecematerialfromstickingtothecuttingedgesorBLUEfinishwithsteamtemperedsurface,whichactstoretaincuttingfluidandprevent chiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
E5383/8BLUE 3/8209.5380.01810.008.0038.3034.00
E5381/2 1) 1/21612.7089.0229.007.10311.00–
E5381/2BLUE 1/21612.7089.0229.007.10311.00–
Bright Finish.
HSS Spiral Flute Machine Tap, BA, ISO Standard
Machinetapwithspiralflutesuitedforblindholes.Availablewithbrightfinishtoproducemoreaccurateandcleanerthreads,preventingthe workpiecematerialfromstickingtothecuttingedgesorBLUEfinishwithsteamtemperedsurface,whichactstoretaincuttingfluidandprevent chiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
E544BA2 1) BA20.814.7058.0125.004.00734.0020.00
E544BA2BLUE BA20.814.7058.0125.004.00734.0020.00
1) Bright Finish.
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Hand(Cuttingdirection)
Coating








ProductFamilyCode
PSFcuttingdiametersrange
1/8–3”1/8–2”1/8–2”1/16–2”1/8–1.1/21/8–1”1/16–1.1/41/8–3/41/8–3/41/8–1”
HSS Straight Flute Serial Hand Tap, G(BSP), DIN Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitidealforboththroughandblindholes.Availableasasetoftwoserial taps,whichshouldbeusedoneaftertheothertocreatethefullthread.
Workpiecematerialgroupsuitability. Product
TDZTPITDOALTHLDCONMSWSCNOFPHD (mm)(mm)(mm)(mm)(mm)(mm)
E1191/8NO9 1/8289.7363.0157.005.5038.80
E1191/4NO9 1/41913.1670.01611.009.00411.80
E1193/8NO9 3/81916.6670.01612.009.00415.25
E1191/2NO9 1/21420.9680.01816.0012.00419.00
E1195/8NO9 5/81422.9180.02218.0014.50421.00
E1193/4NO9 3/41426.4490.02220.0016.00424.50
E1197/8NO9 7/81430.2090.02222.0018.00628.25
E1191NO9 1”1133.25100.02525.0020.00630.75
E1191.1/8NO9 1.1/81137.90125.04028.0022.00635.00
E1191.1/4NO9 1.1/41141.91125.04032.0024.00639.50
E1191.1/2NO9 1.1/21147.80140.04036.0029.00645.00
E1191.3/4NO9 1.3/41153.75140.04040.0032.00651.00
E1192NO9 2”1159.61160.04045.0035.00657.00
E1192.1/2NO9 2.1/21175.18160.04050.0039.00672.50
E1193NO9 3”1187.88160.04050.0039.00885.50

HSS Straight Flute Hand Tap G(BSP), ISO Standard
Aversatiletool,suitableforhandandmachinetapping,withastraightflutedesignforboththroughandblindholes.Availablewithtaperlead NO1forshortthroughholes,plugleadNO2fordeeperthroughholesorbottomingleadNO3forblindholes.Also,assetNO7withapluglead andbottomingleadtap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
N4.3 3 TDZTPITDOALTHLDCONMSWSCLSCNOFPHD (mm)(mm)(mm)(mm)(mm)(mm)(mm)
E5471/8NO1 1/8289.7359.0158.008.00948.80
E5471/8NO2 1/8289.7359.0158.006.30948.80
E5471/8NO3 1/8289.7359.0158.006.30948.80
E5471/8NO7 1/8289.7359.0158.006.30948.80
E5471/4NO1 1/41913.1667.01910.008.0011411.80
E5471/4NO2 1/41913.1667.01910.008.0011411.80
E5471/4NO3 1/41913.1667.01910.008.0011411.80
E5471/4NO7 1/41913.1667.01910.008.0011411.80
E5473/8NO1 3/81916.6675.02112.5010.0013415.25
E5473/8NO2 3/81916.6675.02112.5010.0013415.25
E5473/8NO3 3/81916.6675.02112.5010.0013415.25
E5473/8NO7 3/81916.6675.02112.5010.0013415.25
E5471/2NO1 1/21420.9587.02616.0012.5016419.00
E5471/2NO2 1/21420.9587.02616.0012.5016419.00
E5471/2NO3 1/21420.9587.02616.0012.5016419.00
E5471/2NO7 1/21420.9587.02616.0012.5016419.00
E5475/8NO1 5/81422.9191.02618.0014.0018421.00
E5475/8NO2 5/81422.9191.02618.0014.0018421.00
E5475/8NO3 5/81422.9191.02618.0014.0018421.00
E5475/8NO7 5/81422.9191.02618.0014.0018421.00
E5473/4NO1 3/41426.4496.02820.0016.0020424.50
E5473/4NO2 3/41426.4496.02820.0016.0020424.50
E5473/4NO3 3/41426.4496.02820.0016.0020424.50
E5473/4NO7 3/41426.4496.02820.0016.0020424.50
E5477/8NO1 7/81430.20102.02922.4018.0022428.25
E5477/8NO2 7/81430.20102.02922.4018.0022428.25
E5477/8NO3 7/81430.20102.02922.4018.0022428.25
E5471NO1 1”1133.25109.03325.0020.0024430.75
E5471.1/4NO1
E5471.1/2NO2
E5472NO2 2”1159.61140.04140.0031.5034657.00
E5472NO3 2”1159.61140.04140.0031.5034657.00

HSS Straight Flute Serial Hand Tap, Rc(BSPT), ISO Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitidealforboththroughandblindholes.Availableasasinglefinishing taporasasetoftwoserialtaps,whichshouldbeusedoneaftertheothertocreatethefullthread.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
TDZTPITDOALTHLDCONMSWSCLSCNOFPHD (mm)(mm)(mm)(mm)(mm)(mm)(mm)
E5501/8 1/8289.7359.0158.006.30938.40
E5501/8NO7 1/8289.7359.0158.006.30938.40
E5501/4 1/41913.1667.01910.008.0011311.20
E5501/4NO7 1/41913.1667.01910.008.0011311.20
E5503/8 3/81916.6675.02112.5010.0013314.75
E5503/8NO7 3/81916.6675.02112.5010.0013314.75
E5501/2 1/21420.9587.02616.0012.5016518.25
E5501/2NO7 1/21420.9587.02616.0012.5016518.25
E5503/4 3/41426.4496.02820.0016.0020523.75
E5503/4NO7 3/41426.4496.02820.0016.0020523.75
E5501 1”1133.25109.03325.0020.0024530.00
E5501.1/4 1.1/41141.91119.03631.5025.0028538.50
E5501.1/2 1.1/21147.80125.03735.5028.0031744.50
E5502 2”1159.61140.04140.0031.5034756.00

HSS Straight Flute Serial Hand Tap, NPT, ANSI Standard Idealforhandtappingtoughmaterials.Thestraightflutedesignmakesitidealforboththroughandblindholes.Availableasasinglefinishing taporasasetoftwoserialtaps,whichshouldbeusedoneaftertheothertocreatethefullthread.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
3
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E7101/16NO3 1/16277.9465.01711.708.106.00846.30
E7101/8 1/82710.2970.01911.9011.108.301048.50
E7101/8NO7 1/82710.2970.01911.9011.108.301048.50
E7101/4 1/41813.7275.02717.6014.3010.7011411.00
E7101/4NO7 1/41813.7275.02717.6014.3010.7011411.00
E7103/8 3/81817.1580.02719.5017.8013.5013414.50
E7103/8NO7 3/81817.1580.02719.5017.8013.5013414.50
E7101/2 1/21421.34100.03522.7017.5013.1016418.00
E7101/2NO7 1/21421.34100.03522.7017.5013.1016418.00
E7103/4 3/41426.67105.03524.4023.0017.2017523.00
E7103/4NO7 3/41426.67105.03524.4023.0017.2017523.00
E7101 1”11.533.40115.04329.4028.6021.4021529.00
E7101.1/4 1.1/411.542.16125.04327.7033.3025.0024538.00
E7101.1/2 1.1/211.548.26135.04328.9038.1028.6025744.00
E7102 2”11.560.33145.04326.6047.6035.7029756.00

HSS Straight Flute Interrupted Thread Hand Tap, NPT, ANSI Standard
Aversatiletool,suitableformachineandalsohandtapping.Interruptedthreadslessenthedamagingeffectsofchipwedgingonbothforward andreverserotationandreducefriction,permitbetterlubricationandallowmorespaceforthepassageofchips.Thereducedshankincreases thereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
3 TDZTPITDOALTHLTCLDCONMSWSCLSCNOFPHD (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E7111/8 1/82710.2970.01911.9011.108.301058.50
E7111/4 1/41813.7275.02717.6014.3010.7011511.00
E7113/8 3/81817.1580.02719.5017.8013.5013514.50
E7111/2 1/21421.33100.03522.7017.5013.1016518.00
E7113/4 3/41426.67105.03524.4023.0017.2017523.00
E7111 1”11.533.40115.04329.4028.6021.4021529.00
E7111.1/2 1.1/211.548.26135.04328.9038.1028.6025744.00

HSS Straight Flute Hand Tap with TiN Coating, NPT, ANSI Standard Aversatiletool,suitableformachineandalsohandtapping.Withastraightflutedesignandbottomingleadforblindandthroughholes.TiN coatedtoimproveperformanceandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E7211/8 1/82710.2970.01911.9011.108.301048.50
E7211/4 1/41813.7275.02717.6014.3010.7011411.00
E7213/8 3/81817.1580.02719.5017.8013.5013414.50
E7211/2 1/21421.34100.03522.7017.5013.1016418.00
E7213/4 3/41426.67105.03524.4023.0017.2017523.00
E7211 1”11.533.40115.04329.4028.6021.4021529.00
HSS Straight Flute Hand Tap, NPTF, ANSI Standard
Aversatiletool,suitableformachineandalsohandtapping.Withastraightflutedesignandbottomingleadforblindandthroughholes.Bright finishtoproducemoreaccurateandcleanerthreads,preventingtheworkpiecematerialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
3
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E7121/16 1/16277.9465.01711.708.106.00846.20
E7121/8 1/82710.2970.01911.9011.108.301048.40
E7121/4 1/41813.7275.02717.6014.3010.7011410.90
E7123/8 3/81817.1580.02719.5017.8013.5013414.25
E7121/2 1/21421.34100.03522.7017.5013.1016417.75
E7123/4 3/41426.67105.03524.4023.0017.2017523.00
E7121 1”11.533.40115.04329.4028.6021.4021529.00
E7121.1/4 1.1/411.542.16125.04327.7033.4024.9023537.75

HSS Straight Flute Machine Tap, NPSF, ANSI Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreads,preventing theworkpiecematerialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
3 TDZTPITDOALTHLLUDCONMSWSCLSCNOFPHD (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E7091/8 1/82710.2970.01919.0011.108.301048.70 E7091/4 1/41813.7275.02727.0014.3010.7011411.30
E7093/8 3/81817.1580.02727.0017.8013.5013414.75
E7091/2 1/21421.34100.035–17.5013.1016418.25
E7093/4 3/41426.67105.035–23.0017.2017523.50

HSS Straight Flute Machine Tap with TiN Coating, NPSF, ANSI Standard Generalpurposestraightflutemachinetapforthroughandblindholes.TiNcoatedtoimproveperformanceandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E7201/8NO3 1/82710.2970.01919.0011.108.301048.70
E7201/4NO3 1/41813.7275.02727.0014.3010.7011411.30
E7203/8NO3 3/81817.1580.02727.0017.8013.5013414.75
E7201/2NO3 1/21421.34100.035–17.5013.1013418.25
E7203/4NO3 3/41426.67105.035–23.0017.2017523.50

HSS Straight Flute Machine Tap, NPSM, ANSI Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreads,preventing theworkpiecematerialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E7081/2 1/21421.33100.035–17.5013.1016419.00
E7083/4 3/41426.67105.035–23.0017.2017524.50
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)
Coating





ProductFamilyCode
PSFcuttingdiametersrange
M3–M20M3–M16M3–M16M3–M16No.6–5/8No.8–5/81/8–1”Set

HSS-E
Straight Flute Nut Taps Metric, DIN Standard
Designedforefficientsmallproductionrunsinconventionaltappingmachines,witheitherextra-longtaperleadNO1toreducetorqueorwith shortbottomingleadNO3toreducecycletimes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E303M20NO1
HSS Straight Flute Machine Tap, Metric for Helicoil Insert, ISO Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.BrightfinishtoproducemoreaccurateandcleanerthreadsforScrewThread-Inserts.TheseSTIsareinsertedintothethreadedhole,producedwiththistap,toreinforcetheoriginalthreadorrepairdamagedones.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
3
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E620M16 162.0018.60112.02914.0011.2014416.50–

HSS Spiral Flute Machine Tap, Metric for Helicoil Insert, ISO Standard Machinetapwithspiralflutesuitedforblindholes.BrightfinishtoproducemoreaccurateandcleanerthreadsforScrew-Thread-Inserts.These STIsareinsertedintothethreadedhole,producedwiththistap,toreinforcetheoriginalthreadorrepairdamagedones.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E621M14

HSS Drill-Tap Combination Tool with 30° Spiral Flute, Metric, ISO Standard
Combinationofacore-holedrillandtaptoproduceathreadinonepass.Thissignificantlyreducesthetimeneededtoproducethethreadonsite withtheuseofahand-heldpowertool.Thereisnoneedforatapwrenchortoolchange.Steamtemperedsurfaceactstoretainthelubricant andprovidesmoothercutting.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Products from this series are also available in set. Please see L126. Product
HSS Drill-Tap Combination Tool with 30° Spiral Flute, UNC, DIN Standard
Combinationofacore-holedrillandtaptoproduceathreadinonepass.Thissignificantlyreducesthetimeneededtoproducethethreadonsite withtheuseofahand-heldpowertool.Thereisnoneedforatapwrenchortoolchange.Steamtemperedsurfaceactstoretainthelubricant andprovidesmoothercutting.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
E6511/2 1/21310.80114.02925.009.007.102
E6515/8 5/81113.50134.03132.5012.5010.002
HSS Drill-Tap Combination Tool with 30° Spiral Flute, UNF, DIN Standard
Combinationofacore-holedrillandtaptoproduceathreadinonepass.Thissignificantlyreducesthetimeneededtoproducethethreadonsite withtheuseofahand-heldpowertool.Thereisnoneedforatapwrenchortoolchange.Steamtemperedsurfaceactstoretainthelubricant andprovidesmoothercutting.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E6545/16 5/16246.9094.02216.008.006.302
E6547/16 7/16209.90107.02522.008.006.302
E6541/2 1/22011.50114.02925.009.007.102
E6545/8 5/81814.50134.03232.0012.5010.002

HSS Drill-Tap Combination Tool with 27° Spiral Flute, NPT, ANSI Standard Combinationofacore-holedrillandtaptoproduceathreadinonepass.Thissignificantlyreducesthetimeneededtoproducethethreadonsite withtheuseofahand-heldpowertool.Thereisnoneedforatapwrenchortoolchange.Brightfinishtopreventthework-materialfromsticking tothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E6531/8 1/8270.3352.7/83/40.4370.3284
E6531/4 1/4180.4333.5/161.1/160.5620.4214
E6533/8 3/8180.5713.1/21.1/160.7000.5314
E6531/2 1/2140.7094.3/81.3/80.6870.5154
E6533/4 3/4140.9054.9/161.3/80.9060.6796
E6531 1”11.51.1425.3/81.3/41.1250.8436

HSS Drill-Taps with 30° Spiral Flute, Set of 6 pieces, Metric, ISO Standard Metalcassettecontainingsixdrill-tapstoproducethreadsinonepass.Thissignificantlyreducesthetimeneededtoproducethethreadonsite withtheuseofahand-heldpowertool.Thereisnoneedforatapwrenchortoolchange.Steamtemperedsurfaceactstoretainthelubricant andprovidesmoothercutting.
Nr. = Set number, A = Styles in Set, B = No. in Set, C = Tap diameters in Set
L126650 650E6506E650M4,E650M5,E650M6,E650M8,E650M10,E650M12
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Diechamfertopitchratio (DCPR)
Materialcode(BMC)
Hand(Cuttingdirection)
Coating


ProductFamilyCode
PSFcuttingdiametersrange

HSS Adjustable Split Hand Die, Metric, Right Hand
Splitdietoproduceexternalthreadbyhandinmultiplepasses,adjustingeachpass.Bytighteningthediestockholder,differentclassesofthread fitcanbeachieved-tight,regularorloosefit.Slightlytightenedintheholder,itcanbeusedtocleanuporproduceapartialthread.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
F300M2X13/16
F300M2.5X13/16
TDTPBDOAL
(mm)(mm)(inch)(inch)
2.000.4013/161/4
2.500.4513/161/4
F300M3X13/16 3.000.5013/161/4
F300M3.5X13/16
F300M4X13/16
F300M5X13/16
F300M6X13/16
3.500.6013/161/4
4.000.7013/161/4
5.000.8013/161/4
6.001.0013/161/4
F300M6X1 6.001.001”3/8
F300M7X13/16 7.001.0013/161/4
F300M7X1 7.001.001”3/8
F300M8X1 8.001.251”3/8
F300M8X1.5/16 8.001.251.5/167/16
F300M9X1 9.001.251”3/8
F300M9X1.5/16 9.001.251.5/167/16
F300M10X1 10.001.501”3/8
F300M10X1.5/16 10.001.501.5/167/16
F300M11X1.5/16 11.001.501.5/167/16
F300M12X1.5/16 12.001.751.5/167/16
F300M14X1.5/16 14.002.001.5/167/16
F300M16X1.1/2 16.002.001.1/21/2
F300M18X1.1/2 18.002.501.1/21/2
F300M20X1.1/2 20.002.501.1/21/2
F300M22X2 22.002.502”5/8
F300M24X2 24.003.002”5/8
F300M27X3 27.003.003”7/8
F300M30X3 30.003.503”7/8
F300M36X3 36.004.003”7/8
Products from this series are also available in set with taps. Please see L120.
Product
Product
HSS Adjustable Split Hand Die, Metric Fine, Right Hand
Splitdietoproduceexternalthreadbyhandinmultiplepasses,adjustingeachpass.Bytighteningthediestockholder,differentclassesofthread fitcanbeachieved-tight,regularorloosefit.Slightlytightenedintheholder,itcanbeusedtocleanuporproduceapartialthread.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
F310M3X.35X13/16
TDTPBDOAL
(mm)(mm)(inch)(inch)
3.000.3513/161/4
F310M4X.5X13/16 4.000.5013/161/4
F310M4X.75X13/16 4.000.7513/161/4
F310M5X.5X13/16 5.000.5013/161/4
F310M5X.9X13/16 5.000.9013/161/4
F310M6X.75X13/16 6.000.7513/161/4
F310M8X.75X1 8.000.751”3/8
F310M8X1.0X1 8.001.001”3/8
F310M9X1.0X1 9.001.001”3/8
F310M10X.75X1 10.000.751”3/8
F310M10X1.0X1 10.001.001”3/8
F310M10X1.25X1 10.001.251”3/8
F310M10X1.25X1.5/16 10.001.251.5/167/16
F310M12X1.0X1.5/16 12.001.001.5/167/16
F310M12X1.25X1.5/16 12.001.251.5/167/16
TDTPBDOAL
(mm)(mm)(inch)(inch)
F310M12X1.5X1.5/16 12.001.501.5/167/16
F310M14X1.25X1.5/16 14.001.251.5/167/16
F310M14X1.5X1.5/16 14.001.501.5/167/16
F310M16X1.0X1.1/2 16.001.001.1/21/2
F310M16X1.5X1.1/2 16.001.501.1/21/2
F310M18X1.5X1.1/2 18.001.501.1/21/2
F310M20X1.0X1.1/2 20.001.001.1/21/2
F310M20X1.5X2 20.001.502”5/8
F310M20X2.0X1.1/2 20.002.001.1/21/2
F310M22X1.5X2 22.001.502”5/8
F310M24X1.5X2 24.001.502”5/8
F310M24X2.0X2 24.002.002”5/8
F310M25X1.5X2 25.001.502”5/8
F310M27X2.0X2.1/4 27.002.002.1/411/16
F310M30X2.0X2.1/4 30.002.002.1/411/16
Product Product
HSS Adjustable Split Hand Die, UNC, Right Hand
Splitdietoproduceexternalthreadbyhandinmultiplepasses,adjustingeachpass.Bytighteningthediestockholder,differentclassesofthread fitcanbeachieved-tight,regularorloosefit.Slightlytightenedintheholderitcanbeusedtocleanuporproduceapartialthread.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
TDZTPITDBDOAL
(mm)(inch)(inch)
F3204-40X13/16 4402.8513/161/4
F3205-40X13/16 5403.1813/161/4
F3206-32X13/16 6323.5113/161/4
F3208-32X13/16 8324.1713/161/4
F3208-32X1 8324.171”3/8
F32010-24X13/16 10244.8313/161/4
F32010-24X1 10244.831”3/8
F32012-24X13/16 12245.4913/161/4
F3201/4X13/16 1/4206.3513/161/4
F3201/4X1 1/4206.351”3/8
F3201/4X1.5/16 1/4206.351.5/167/16
F3201/4X1.1/2 1/4206.351.1/21/2
F3205/16X1 5/16187.941”3/8
F3205/16X1.1/2 5/16187.941.1/21/2
F3203/8X1 3/8169.531”3/8
F3203/8X1.5/16 3/8169.531.5/167/16
(mm)(inch)(inch)
F3203/8X1.1/2 3/8169.531.1/21/2
F3207/16X1.5/16 7/161411.111.5/167/16
F3207/16X1.1/2 7/161411.111.1/21/2
F3201/2X1.5/16 1/21312.701.5/167/16
F3201/2X1.1/2 1/21312.701.1/21/2
F3201/2X2 1/21312.702”5/8
F3209/16X1.1/2 9/161214.291.1/21/2
F3205/8X1.1/2 5/81115.881.1/21/2
F3205/8X2 5/81115.882”5/8
F3203/4X1.1/2 3/41019.051.1/21/2
F3203/4X2 3/41019.052”5/8
F3207/8X2 7/8922.232”5/8
F3201X2 1”825.402”5/8
F3201.1/8X3 1.1/8728.583”7/8
F3201.1/4X3 1.1/4731.753”7/8
HSS Adjustable Split Hand Die, UNF, Right Hand
Splitdietoproduceexternalthreadbyhandinmultiplepasses,adjustingeachpass.Bytighteningthediestockholder,differentclassesofthread fitcanbeachieved-tight,regularorloosefit.Slightlytightenedintheholderitcanbeusedtocleanuporproduceapartialthread.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
TDZTPITDBDOAL
(mm)(inch)(inch)
F3304-48X13/16 4482.8513/161/4
F3305-44X13/16 5443.1813/161/4
F3306-40X13/16 6403.5113/161/4
F3308-36X13/16 8364.1713/161/4
F33010-32X13/16 10324.8313/161/4
F33010-32X1 10324.831”3/8
F33012-28X13/16 12285.4913/161/4
F3301/4X13/16 1/4286.3513/161/4
F3301/4X1 1/4286.351”3/8
F3301/4X1.1/2 1/4286.351.1/21/2
F3305/16X1 5/16247.941”3/8
F3305/16X1.5/16 5/16247.941.5/167/16
F3305/16X1.1/2 5/16247.941.1/21/2
F3303/8X1 3/8249.531”3/8
F3303/8X1.5/16 3/8249.531.5/167/16
F3303/8X1.1/2 3/8249.531.1/21/2
(mm)(inch)(inch)
F3307/16X1 7/162011.111”3/8
F3307/16X1.5/16 7/162011.111.5/167/16
F3307/16X1.1/2 7/162011.111.1/21/2
F3301/2X1.5/16 1/22012.701.5/167/16
F3301/2X1.1/2 1/22012.701.1/21/2
F3309/16X1.5/16 9/161814.291.5/167/16
F3309/16X1.1/2 9/161814.291.1/21/2
F3305/8X1.1/2 5/81815.881.1/21/2
F3305/8X2 5/81815.882”5/8
F3303/4X1.1/2 3/41619.051.1/21/2
F3303/4X2 3/41619.052”5/8
F3307/8X2 7/81422.232”5/8
F3301X2 1”1225.402”5/8
F3301.1/8X3 1.1/81228.583”7/8
F3301.1/4X3 1.1/41231.753”7/8
F3301.1/2X3 1.1/21238.103”7/8
Product Product
HSS Adjustable Split Hand Die, G(BSP) Right Hand
Splitdietoproduceexternalthreadbyhandinmultiplepasses,adjustingeachpass.Bytighteningthediestockholder,differentclassesofthread fitcanbeachieved-tight,regularorloosefit.Slightlytightenedintheholderitcanbeusedtocleanuporproduceapartialthread.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
F3701/8X1 1/8289.731”3/8
F3701/4X1.5/16 1/41913.161.5/167/16
F3703/8X1.1/2 3/81916.661.1/21/2
F3701/2X2 1/21420.962”5/8
F3705/8X2 5/81422.912”5/8
F3703/4X2 3/41426.442”5/8
F3707/8X2.1/4 7/81430.202.1/411/16
F3701X2.1/4 1”1133.252.1/411/16
F3701.1/4X3 1.1/41141.913”7/8
F3701.1/2X4 1.1/21147.804”1”

HSS Die Nut Metric, Right Hand
Hexagondienutdesignedtorepairorcleanoutdamagedexternalthreadsbyre-cuttingtheoriginalthreadformbyhand.Awrenchorspanner canbeusedtorotatethedienutaroundtheoutsideofthebolt,thusitcanbeusedindifficulttoaccesslocations.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
HSS Die Nut Metric, Right Hand
Hexagondienutdesignedtorepairorcleanoutdamagedexternalthreadsbyre-cuttingtheoriginalthreadformbyhand.Awrenchorspanner canbeusedtorotatethedienutaroundtheoutsideofthebolt,thusitcanbeusedindifficulttoaccesslocations.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
HSS Die Nut Metric Fine, Right Hand
Hexagondienutdesignedtorepairorcleanoutdamagedexternalthreadsbyre-cuttingtheoriginalthreadformbyhand.Awrenchorspanner canbeusedtorotatethedienutaroundtheoutsideofthebolt,thusitcanbeusedindifficulttoaccesslocations.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
F312M24X1.5
HSS Die Nut G(BSP) Right Hand
Hexagondienutdesignedtorepairorcleanoutdamagedexternalthreadsbyre-cuttingtheoriginalthreadformbyhand.Awrenchorspanner canbeusedtorotatethedienutaroundtheoutsideofthebolt,thusitcanbeusedindifficulttoaccesslocations.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
F2721.1/4 1.1/41141.9170.0020.0
F2721.1/2 1.1/21147.8085.0022.0
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)
Coating




ProductFamilyCode
PSFcuttingdiametersrange
SetSet16.00–4”BT1–No.7
L119

HSS Straight Flute Serial Hand Tap, Set of 21 Pieces, Metric, DIN Standard MetalcassettecontainingsevensetsofserialhandtapsaccordingtoDINstandard.Idealforhandtappingtoughmaterials.Thestraightflute designmakesitsuitableforboththroughandblindholes.Eachsetofthreeserialtapsshouldbeusedoneaftertheothertocreatethefullthread.
Nr. = Set number, A = Styles in Set, B = No. in Set, C = Tap diameters in Set
Nr.ABC
Nr.17E10021E100M3NO8,E100M4NO8,E100M5NO8,E100M6NO8,E100M8NO8,E100M10NO8,E100M12NO8
L11917

Set of Taps, Dies and Tap Wrenches, Various Sizes
ThreadingkitforeitherISO-Metricthread.Containingsetsofhandorserialhandtaps,dies,tapwrenchesanddiestocks,alltogetherinasmart metalcasewithcarryhandleandlatch-lockfasteners.
Nr. = Set number, A = No. in Set, B = Styles in Set, C = Diameters in set.
Product
L12021 2121
L12030 3030
L1202M HS-2M23
E100E100M3NO8,E100M4NO8,E100M5NO8,E100M6NO8,E100M8NO8,E100M10NO8,E100M12NO8
F100F100M3,F100M4,F100M5,F100M6,F100M8,F100M10,F100M12
L112L112NO1.1/2,L112NO3
L110L1102A,L1102B,L1103,L1104,L1105
E100E100M3NO8,E100M4NO8,E100M5NO8,E100M6NO8,E100M8NO8,E100M10NO8,E100M12NO8,E100M14NO8,E100M16NO8, E100M18NO8,E100M20NO8
F100F100M3,F100M4,F100M5,F100M6,F100M8,F100M10,F100M12,F100M14,F100M16,F100M18,F100M20
L112L112NO1.1/2,L112NO4
L110L1102A,L1102B,L1103,L1104,L1105,L1106
E500E500M2NO1,E500M2NO3,E500M2.5NO1,E500M2.5NO3,E500M3NO1,E500M3NO3,E500M3.5NO1,E500M3.5NO3,E500M4NO1, E500M4NO3,E500M5NO1,E500M5NO3,E500M6NO1,E500M6NO3 F300F300M2X13/16,F300M2.5X13/16,F300M3X13/16,F300M3.5X13/16,F300M4X13/16,F300M5X13/16,F300M6X13/16
L112L112BT1
L110L11013/16
L1204M HS-4M32
L1208M HS-8M17
E500E500M5NO1,E500M5NO3,E500M6NO1,E500M6NO3,E500M7NO1,E500M7NO3,E500M8NO1,E500M8NO3,E500M9NO1, E500M9NO3,E500M10NO1,E500M10NO3,E500M11NO1,E500M11NO3,E500M12NO1,E500M12NO3 F300F300M5X13/16,F300M6X13/16,F300M7X13/16,F300M8X1.5/16,F300M9X1.5/16,F300M10X1.5/16,F300M11X1.5/16, F300M12X1.5/16,F300M5X13/16,F300M6X13/16,F300M7X13/16,F300M8X1.5/16,F300M9X1.5/16
L112L112BT2
L110L11013/16,L1101.5/16
E500E500M2NO1,E500M2NO3,E500M3NO1,E500M3NO3,E500M4NO1,E500M4NO3,E500M5NO1,E500M5NO3,E500M6NO1,E500M6NO3 F300F300M2X13/16,F300M3X13/16,F300M4X13/16,F300M5X13/16,F300M6X13/16
L112L112BT1
L110L11013/16
L12010M HS-10M27
E500E500M3NO1,E500M3NO3,E500M4NO1,E500M4NO3,E500M5NO1,E500M5NO3,E500M6NO1,E500M6NO3,E500M7NO1, E500M7NO3,E500M8NO1,E500M8NO3,E500M9NO1,E500M9NO3,E500M10NO1,E500M10NO3 F300F300M3X13/16,F300M4X13/16,F300M5X13/16,F300M6X1,F300M7X1,F300M8X1,F300M9X1,F300M10X1 L112L112BT2
L110L11013/16,L1101INCH
E500
L12012M HS-12M35
E500M2NO1,E500M2NO3,E500M3NO1,E500M3NO3,E500M4NO1,E500M4NO3,E500M5NO1,E500M5NO3,E500M6NO1, E500M6NO3,E500M7NO1,E500M7NO3,E500M8NO1,E500M8NO3,E500M9NO1,E500M9NO3,E500M10NO1,E500M10NO3, E500M12NO1,E500M12NO3
F300F300M2X13/16,F300M3X13/16,F300M4X13/16,F300M5X13/16,F300M6X13/16,F300M7X13/16,F300M8X1,F300M9X1, F300M10X1,F300M12X1.5/16
L112L112BT1,L112BT2
L110L11013/16,L1101INCH,L1101.5/16
E500
L12014M HS-14M34
E500M6NO1,E500M6NO3,E500M7NO1,E500M7NO3,E500M8NO1,E500M8NO3,E500M9NO1,E500M9NO3,E500M10NO1, E500M10NO3,E500M12NO1,E500M12NO3,E500M14NO1,E500M14NO3,E500M16NO1,E500M16NO3,E500M18NO1,E500M18NO3, E500M20NO1,E500M20NO3
F300F300M6X1,F300M7X1,F300M8X1,F300M9X1,F300M10X1,F300M12X1.5/16,F300M14X1.5/16,F300M16X1.1/2,F300M18X1.1/2, F300M20X1.1/2
L112L112NO3
L110L1101INCH,L1101.5/16,L1101.1/2

Die Stock
Thediestockisanaccessorytomakeiteasytousediesbyhand.Thedieisheldsecurelyinthemetalring,whilstthearmsateitherendareusedto rotatethediearoundtheoutsideofthemetalcylindertobethreaded.TheL110seriescomesinanextensiverangetoholdallsizesofrounddies.
Nr.OALDieBD×DieOAL (mm)(mm)
L1101 1”160.016 × 5
L1102A 2a200.020 × 5
L1102B 2b200.020 × 7
L1103 3224.025 × 9
L1104 4”280.030 × 11
L1105 5315.038 × 14
L1105F 5f315.038 × 10
L1106 6450.045 × 18
L1106F 6f450.045 × 14
L1107 7560.055 × 22
L1107F 7f560.055 × 16
L1108 8630.065 × 25
L1108F 8f630.065 × 18

Tap Wrench
Nr.OALDieBD×DieOAL (mm)(mm)
L1109 9800.075 × 30
L1109F 9f800.075 × 20
L11010 10900.090 × 36
L11010F 10f900.090 × 22
L11013/16 –200.013/16 × 1/4
L1101INCH –224.01 × 3/8
L1101.5/16 –270.01.5/16 × 7/16
L1101.1/2 –315.01.1/2 × 1/2
L1102INCH –560.02 × 5/8
L1102.1/4 –560.02.1/4 × 11/16
L1103INCH –900.03 × 7/8
L1104INCH –1000.04 × 1
L112BT1
L112BT2
Adjustable,soonetapwrenchcanbeusedtoholdseveraldifferenttapsizes.Thesquareendofthetapisinsertedintothewrenchwhichisthen tightenedtoholdthetapsecurely.Thetwometalbarsoneithersideofthewrenchareusedtorotatethetapintheholeoftheworkpieceto createthethread.
Nr.OALWSCNWSCXWSCNWSCXTapRange(M)TapRange(Inch) (mm)(mm)(mm)(inch)(inch)
BT1105.01.006.500.03940.2559M1–M8No.0–5/16
BT2162.01.0010.000.03940.3937M1–M14No.0–5/8
L112NO0 No.0130.02.005.000.07870.1969M1–M5No.0–1/4
L112NO1.1/2 No.1.1/2205.02.108.000.08270.3150M2.2–M12No.0–1/2
L112NO3 No.3380.04.9012.000.19290.4724M5–M205/16–3/4
L112NO4 No.4500.05.5016.000.21650.6299M7–M305/16–1’’
L112NO6 No.61000.011.0024.000.43310.9449M18–M423/4–1.1/2
L112NO7 No.71250.016.0032.000.62991.2598M27–M481.1/8–2’’
OAL
OAL
BT1-BT2
NO0-NO7
L112
Products from this series are also available in set with taps and dies. Please see L120.
Product Product
Products from this series are also available in set with taps and dies. Please see L120.
Product

TOOLS FOR MIXED MANUFACTURING. TYPICALLY USED WITH CONVENTIONAL MACHINES AND CNC.
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Hand(Cuttingdirection)
Coating
ProductFamilyCode
PSFcuttingdiametersrange










M2–M10M3–M52M3–M10M12–M24M3–M20M4–M50M8–M10M12–M24No.4–1/45/16–1.1/2No.2–1/45/16–1.1/21/8–1.1/21/8–1”

HSS-E-PM Straight Flute Machine Tap, Metric, DIN Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereinforcedshankincreasesstrengthagainsttorsionaltwist.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
E200M8

HSS-E-PM
Straight Flute Machine Tap, Metric, DIN Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
HSS-E-PM Straight Flute Machine Tap, Metric, DIN Standard, Left-Handed Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereinforcedshankincreasesstrengthagainsttorsionaltwist.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS-E-PM Straight flute Machine tap, Metric, DIN Standard, Left-handed
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM Straight Flute Long Series Machine Tap, Metric, ISO Standard
GeneralpurposestraightflutemachinetapwithplugleadNO2fordeeperthroughholesorbottomingleadNO3forblindholes.Brightfinishto preventmaterialfromstickingtothecuttingedges.Longerdesignforextrareachwhenthreadingdifficulttoaccessholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
3 TDZTPOALTHLDCONMSWSCLSCNOFPHDLU
Product
E600M16NO3
HSS-E-PM Straight Flute Machine Tap, Metric-Fine, DIN Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E268M5X.5
E268M8X1.0 81.0090.0186.004.90837.00
E268M9X1.0 91.0090.0186.004.90838.00
E268M10X.75 100.7590.0207.005.50839.30
E268M24X2.0
E268M26X2.0
E268M30X1.5
E268M32X2.0 322.00150.02822.0018.0021430.00
E268M33X1.5 331.50160.03025.0020.0023431.50
E268M34X1.5 341.50170.03028.0022.0025432.50
E268M35X1.5
E268M36X1.5 361.50170.03028.0022.0025434.50
E268M36X2.0 362.00170.03028.0022.0025434.00
E268M36X3.0 363.00200.05528.0022.0025433.00
E268M40X1.5 1) 401.50170.03032.0024.0027438.50 E268M40X2.0
E268M45X3.0 1) 453.00200.04236.0029.0032642.00
E268M48X1.5 1) 481.50190.03236.0029.0032646.50
E268M48X2.0 1) 482.00190.03236.0029.0032646.00
E268M48X3.0 1) 483.00225.05036.0029.0032645.00
E268M50X1.5 1) 501.50190.03236.0029.0032648.50
E268M50X2.0 1) 502.00190.03036.0029.0032648.00
1) HSS-E.
HSS-E-PM Straight Flute Machine Tap, Metric Fine, DIN Left-Handed
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereinforcedshankincreasesstrengthagainsttorsionaltwist.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS-E-PM Straight Flute Machine Tap Metric Fine, DIN Left-Handed
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E290M22X1.5
E290M24X1.5
HSS-E-PM Straight Flute Machine Tap, UNC, DIN Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereinforcedshankincreasesstrengthagainsttorsionaltwist.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E22512-24 12245.4980.0156.004.90834.5030.00
E2251/4 1/4206.3580.0167.005.50835.1030.00
HSS-E-PM Straight Flute Machine Tap, UNC, DIN Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E2755/16 5/16187.9490.0186.004.90836.60
E2753/8
E2759/16 9/161214.29110.02511.009.0012312.20
E2755/8 5/81115.88110.02512.009.0012413.50
E2753/4 3/41019.05140.03414.0011.0014416.50
E2757/8 7/8922.23140.03418.0014.5017419.50
E2751 1”825.40160.03820.0016.0019422.25
E2751.1/8 1.1/8728.58180.04522.0018.0021425.00
E2751.1/4 1.1/4731.75180.05025.0020.0023428.00
E2751.1/2 1.1/2638.10200.06032.0024.0027434.00
HSS-E-PM Straight Flute Machine Tap, UNF, DIN Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereinforcedshankincreasesstrengthagainsttorsionaltwist.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E22910-32
HSS-E-PM Straight Flute Machine Tap, UNF, DIN Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventing theworkpiecematerialfromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E2785/16 5/16247.9490.0186.004.90836.90
E2783/8
E2789/16 9/161814.29100.02111.009.0012412.90
E2785/8 5/81815.88100.02112.009.0012414.50
E2783/4 3/41619.05125.02514.0011.0014417.50
E2787/8 7/81422.23140.02818.0014.5017420.40
E2781 1”1225.40140.02618.0014.5017423.25
E2781.1/8 1.1/81228.58150.02822.0018.0021426.50
E2781.1/4 1.1/41231.75150.02825.0020.0023429.50
E2781.3/8 1.3/81234.93170.03028.0022.0025432.75
E2781.1/2 1) 1.1/21238.10170.03032.0024.0027436.00

HSS-E-PM Straight Flute Machine Tap G(BSP), DIN Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreads,preventing theworkpiecematerialfromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
E2821.1/4

HSS-E-PM Straight Flute Machine Tap, NPT, ANSI
Standard
Generalpurposestraightflutemachinetapforthroughandblindholes.Brightfinishtoproducemoreaccurateandcleanerthreads,preventing theworkpiecematerialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E7141/8 1/82710.2390.01411.009.001238.50
E7143/4 3/41426.54140.02622.0018.0021523.00
E7141 1”11.533.20150.03128.0022.0025529.00
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Hand(Cuttingdirection)
Coating












ProductFamilyCode
PSFcuttingdiametersrange
M2–M30M2–M30M3–M30M3–M20M3–M10M12–M24M1.6–M24M1.6–M24M3–M20M3–M24M4–M30M4–M30M8–M20



M4–M24No.4–1”No.4–1”No.2–1”No.8–1”No.8–1”No.8–1”1/8–1”1/8–1”1/8–3/4

HSS-E-PM Spiral Point Machine Tap, Metric, DIN Standard
Machinetaptoproducenormalfitthreadswithin6Htolerance.Thespiralpointissuitedforthroughholesonly.Brightfinishtoproducemore accurateandcleanerthreadspreventingtheworkpiecematerialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
EP00M27
EP016H

HSS-E-PM Spiral Point Machine Tap, Metric, DIN Standard
Machinetaptoproducenormalfitthreadswithin6Htolerance.Thespiralpointissuitedforthroughholesonly.Steamtemperedsurfaceactsto retaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
EP01M30

HSS-E-PM Spiral Point Machine Tap with TiN Coating, Metric, DIN Standard
Highperformancemachinetapwithspiralpointforthroughholesonly.Suitedforabroadrangeofworkpiecematerials.TiNcoatedtoallow highercuttingspeeds,improveperformanceandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EP00TINM6 61.0080.0156.004.90835.0030.00
EP00TINM8 81.2590.0188.006.20936.8035.00 EP00TINM10 101.50100.02010.008.001138.5039.00
EP00TINM27
HSS-E-PM Spiral Point Machine Tap, Metric, DIN Standard
Machinetaptoproducethreadswithin6Gtoleranceforafitwithlargeallowance.Thespiralpointissuitedforthroughholesonly.Brightfinishto producemoreaccurateandcleanerthreadspreventingtheworkpiecematerialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM Spiral Point Interrupted Thread Machine Tap, Metric, DIN Standard
Highperformancespiralpointtapforthroughholesonly.Interruptedthreadstolessenthedamagingeffectsofchipwedging,reducefriction, permitbetterlubricationandallowmorespaceforthepassageofchips.ThereinforcedshankincreasesthestrengthandTiNcoatingenables highercuttingspeedsandperformance.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM Spiral Point Interrupted Thread Machine Tap, Metric, DIN Standard Highperformancespiralpointtapforthroughholesonly.Interruptedthreadstolessenthedamagingeffectsofchipwedging,reducefriction, permitbetterlubricationandallowmorespaceforthepassageofchips.ThereducedshankincreasesthereachandTiNcoatingenableshigher cuttingspeedsandperformance.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM Spiral Point Machine Tap, Metric, ISO Standard Machinetapwithspiralpointsuitedforthroughholesonly.Brightfinishtoproducemoreaccurateandcleanerthreadspreventingtheworkpiece materialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Products from this series are also available in set with drills. Please see L113 or L002.
HSS-E-PM Spiral Point Machine Tap, Metric, ISO Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).

HSS-E-PM Spiral Point Machine Tap with TiN Coating, Metric, ISO Standard Highperformancemachinetapwithspiralpointforthroughholesonly.Suitedforabroadrangeofworkpiecematerials.TiNcoatedtoallow highercuttingspeeds,improveperformanceandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM Spiral Point Long Series Machine Tap, Metric, ISO Standard Longerdesignforextrareachwhenthreadingdifficulttoaccessholes.Thespiralpointdrivestheswarfforwardaheadofthecuttingedgesfora safeandreliableprocess.Suitedforthroughholesonly.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM Spiral Point Machine Tap, Metric Fine, DIN Standard
Machinetapwithspiralpointsuitedforthroughholesonly.Brightfinishtoproducemoreaccurateandcleanerthreadspreventingtheworkpiece materialfromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EP10M16X1.5
EP10M18X1.0
EP10M18X1.5
EP10M22X1.5 221.50125.02518.0014.5017420.50
EP10M24X1.5 241.50140.02818.0014.5017422.50
EP10M24X2.0 242.00140.02818.0014.5017422.00
EP10M28X1.5

HSS-E-PM Spiral Point Machine Tap, Metric Fine, DIN Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding. Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EP11M18X1.0

HSS-E-PM Spiral Point Machine Tap, Metric Fine, TiN Coating, DIN Standard
Highperformancemachinetapwithspiralpointforthroughholesonly.Suitedforabroadrangeofworkpiecematerials.TiNcoatingallowshigher cuttingspeeds,improvesperformanceandextendstoollife.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
TDZTPOALTHLDCONMSWSCLSCNOFPHD (mm)(mm)(mm)(mm)(mm)(mm)(mm)
EP10TINM8X1.0 81.0090.0186.004.90837.00
EP10TINM10X1.0 101.0090.0187.005.50839.00
EP10TINM10X1.25
EP10TINM18X1.5
EP10TINM20X1.5
HSS-E-PM Spiral Point Machine Tap, Metric Fine, ISO Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E011M14X1.5
E011M16X1.5
E011M24X1.5
HSS-E-PM Spiral Point Machine Tap, UNC, DIN Standard Machinetapwithspiralpointsuitedforthroughholesonly.Brightfinishtoproducemoreaccurateandcleanerthreadspreventingtheworkpiece materialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
10244.8370.0136.004.90833.9025.00
EP2012-24 12245.4980.0156.004.90834.5030.00
EP201/4 1/4206.3580.0157.005.50835.1030.00
EP205/16 5/16187.9490.0188.006.20936.6035.00
EP203/8 3/8169.53100.02010.008.001138.0039.00
EP207/16 7/161411.11100.0208.006.20939.40–
EP201/2 1/21312.70110.0239.007.0010310.80–
EP205/8 5/81115.88110.02512.009.0012313.50–
EP203/4 3/41019.05125.03014.0011.0014416.50–
EP207/8 7/8922.23140.03418.0014.5017419.50–EP201 1”825.40160.03818.0014.5017422.25–
HSS-E-PM Spiral Point Machine Tap, UNC, DIN Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EP2110-24 10244.8370.0136.004.90833.9025.00
EP211/4 1/4206.3580.0157.005.50835.1030.00
EP215/16 5/16187.9490.0188.006.20936.6035.00
EP213/8 3/8169.53100.02010.008.001138.0039.00
EP217/16 7/161411.11100.0208.006.20939.40–
EP211/2 1/21312.70110.0239.007.0010310.80–
EP215/8 5/81115.88110.02512.009.0012313.50–
EP213/4 3/41019.05125.03014.0011.0014416.50–
EP217/8 7/8922.23140.03418.0014.5017419.50–
EP211 1”825.40160.03818.0014.5017422.25–
HSS-E-PM Spiral Point Machine Tap, UNC, ISO Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding. Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
E02110-24 10244.8358.0115.004.00733.9020.00
E02112-24 12245.4962.0125.604.50734.5021.00
E0211/4 1/4206.3566.0136.305.00835.1026.00
E0215/16 5/16187.9472.0168.006.30936.6029.00
E0213/8 3/8169.5380.01810.008.001138.0032.00
E0217/16 7/161411.1185.0198.006.30939.40–
E0211/2 1/21312.7089.0229.007.1010310.80–
E0215/8 5/81115.88102.02412.5010.0013313.50–
E0213/4 3/41019.05112.02914.0011.2014416.50–
E0217/8 7/8922.23118.02916.0012.5016419.50–
E0211 1”825.40130.03518.0014.0018422.25–
ISO shank and square dimensions will necessitate metric holders
HSS-E-PM Spiral Point Machine Tap, UNF, DIN Standard Machinetapwithspiralpointsuitedforthroughholesonly.Brightfinishtoproducemoreaccurateandcleanerthreadspreventingtheworkpiece materialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
5/16247.9490.0188.006.20936.9035.00
EP303/8 3/8249.53100.02010.008.001138.5039.00
EP307/16 7/162011.11100.0208.006.20939.90–
EP301/2 1/22012.70110.0239.007.0010311.50–
EP305/8 5/81815.88110.02512.009.0012314.50–
EP303/4 3/41619.05125.03014.0011.0014417.50–
EP307/8 7/81422.23140.03418.0014.5017420.40–
EP301 1”1225.40160.03818.0014.5017423.25–
HSS-E-PM Spiral Point Machine Tap, UNF, DIN Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
TDZTPITDOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
1/4286.3580.0157.005.50835.5030.00 EP315/16 5/16247.9490.0188.006.20936.9035.00
EP313/8 3/8249.53100.02010.008.001138.5039.00
EP317/16 7/162011.11100.0208.006.20939.90–
EP311/2 1/22012.70110.0239.007.0010311.50–
EP315/8 5/81815.88110.02512.009.0012314.50–
EP313/4 3/41619.05125.03014.0011.0014417.50–
EP317/8 7/81422.23140.03418.0014.5017420.40–EP311 1”1225.40160.03818.0014.5017423.25–
HSS-E-PM Spiral Point Machine Tap, UNF, ISO Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
TDZTPITDOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E0318-36 8364.1753.09.54.503.55633.5017.00
E03110-32 10324.8358.0115.004.00734.1020.00
E0311/4 1/4286.3566.0136.305.00835.5026.00
E0315/16 5/16247.9472.0168.006.30936.9029.00
E0313/8 3/8249.5380.01810.008.001138.5032.00
E0317/16 7/162011.1185.0198.006.30939.90–
E0311/2 1/22012.7089.0229.007.1010311.50–
E0319/16 9/161814.2995.02411.209.0012312.90–
E0315/8 5/81815.88102.02412.5010.0013314.50–
E0313/4 3/41619.05112.02914.0011.2014417.50–
E0317/8 7/81422.23118.02916.0012.5016420.40–
E0311 1”1225.40130.03518.0014.0018423.25–

HSS-E-PM Spiral Point Machine Tap G(BSP), DIN Standard
Machinetapwithspiralpointsuitedforthroughholesonly.Brightfinishtoproducemoreaccurateandcleanerthreads,preventingtheworkpiece materialfromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)
5/81422.91125.02418.0014.5017421.00 EP403/4 3/41426.44140.02820.0016.0019424.50
EP407/8 7/81430.20150.02822.0018.0021428.25
EP401 1”1133.25160.03025.0020.0023430.75

HSS-E-PM Spiral Point Machine Tap, G(BSP), DIN Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding. Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
5/81422.91125.02418.0014.5017421.00
EP413/4 3/41426.44140.02820.0016.0019424.50

HSS-E-PM Spiral Point Machine Tap, G(BSP), ISO Standard Machinetapwithspiralpointsuitedforthroughholesonly.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding. Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E0411/8 1/8289.7390.0158.006.30938.80
E0411/4 1/41913.16100.01910.008.0011311.80
E0413/8 3/81916.66100.02112.5010.0013315.25
E0411/2 1/21420.95125.02616.0012.5016419.00
E0413/4 3/41426.44140.02820.0016.0020424.50
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)
Coating











ProductFamilyCode
PSFcuttingdiametersrange
M2–M64M2–M64M3–M30M3–M20M2–M10M4–M36M2–M24M2–M24M3–M20M3–M20M4–M30M4–M30M8–M20



M4–M22No.4–1”No.4–1”No.2–1”No.8–1”No.8–1”No.8–1”1/8–1.1/21/8–1.1/21/8–3/4

HSS-E-PM 45° Spiral Flute Tap, Metric, DIN Standard
Machinetaptoproducenormalfitthreadswithin6Htolerance.Thespiralfluteissuitedforblindholes.Brightfinishtoproducemoreaccurateand cleanerthreadspreventingtheworkpiecematerialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).

HSS-E-PM 45° Spiral Flute Machine Tap, Metric, DIN Standard
Machinetaptoproducenormalfitthreadswithin6Htolerance.Thespiralfluteissuitedforblindholes.Steamtemperedsurfaceactstoretain cuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).

HSS-E-PM
45° Spiral Flute Machine Tap, Metric, DIN Standard
Highperformancemachinetapwithspiralfluteforblindholes.Suitedforabroadrangeofworkpiecematerials.TiNcoatedtoallowhighercutting speeds,improveperformanceandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS-E-PM 45° Spiral Flute Tap, Metric, DIN Standard
Machinetaptoproducethreadswithin6Gtoleranceforafitwithlargeallowance.Thespiralfluteissuitedforblindholes.Brightfinishtoproduce moreaccurateandcleanerthreadspreventingtheworkpiecematerialfromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM 15° Spiral Flute Machine Tap, Metric, DIN Standard Slowspiralflutetapforupto1.5xDdeepblindholes.With15°helixformorestabilitythreadinginharderandhigherstrengthsteels.The reinforcedshankincreasesstrengthagainsttorsionaltwist.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product

HSS-E-PM 15° Spiral Flute Machine Tap, Metric, DIN Standard Slowspiralflutetapforupto1.5xDdeepblindholes.With15°helixformorestabilitythreadinginharderandhigherstrengthsteels.Thereduced shankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E258M27

HSS-E-PM 45° Spiral Flute Machine Tap, Metric, ISO Standard
Machinetapwithspiralflutesuitedforblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventingtheworkpiecematerial fromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
HSS-E-PM 45° Spiral Flute Machine Tap, Metric, ISO Standard Machinetapwithspiralflutesuitedforblindholes.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).

HSS-E-PM 45° Spiral Flute Machine Tap, Metric, ISO Standard
Highperformancemachinetapwithspiralfluteforblindholes.Suitedforabroadrangeofworkpiecematerials.TiNcoatedtoallowhighercutting speeds,improveperformanceandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E002TINM10

HSS-E-PM 40° Spiral Flute Long Series Machine Tap, Metric, ISO Standard
Longerdesigntogiveextrareachwhenthreadingdifficulttoaccessholes.Thespiralflutestransporttheswarfawayfromthecuttingedgesand outofthehole,avoidingpackingofswarfintheflutesoratthebottom.Suitedforblindholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM Spiral Flute Machine Tap, Metric Fine, DIN Standard Machinetapwithspiralflutesuitedforblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventingtheworkpiecematerial fromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EX10M30X1.5

HSS-E-PM Spiral Flute Machine Tap, Metric Fine, DIN Standard Machinetapwithspiralflutesuitedforblindholes.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.The reducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM Spiral Flute Machine Tap, Metric Fine, TiN Coating, DIN Standard
Highperformancemachinetapwithspiralfluteforblindholes.Suitedforabroadrangeofworkpiecematerials.TiNcoatedtoallowhighercutting speeds,improveperformanceandextendtoollife.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EX10TINM20X1.5
HSS-E-PM Spiral Flute Machine Tap, Metric Fine, ISO Standard Machinetapwithspiralflutesuitedforblindholes.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E013M5X.5
E013M8X1.0
E013M18X1.5 181.50112.02914.0011.2014416.50–E013M20X1.5
EX20
HSS-E-PM Spiral Flute Machine Tap, UNC, DIN Standard
Machinetapwithspiralflutesuitedforblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventingtheworkpiecematerial fromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EX2012-24 12245.4980.0106.004.90834.5030.00 EX201/4 1/4206.3580.0107.005.50835.1030.00
5/16187.9490.0128.006.20936.6035.00
EX205/8 5/81115.88110.02012.009.0012413.50–
EX203/4 3/41019.05125.02514.0011.0014416.50–
EX207/8 7/8922.23140.02518.0014.5017419.50–
EX21
HSS-E-PM Spiral Flute Machine Tap, UNC, DIN Standard Machinetaptoproducenormalfitthreadswithin2Btolerance.Thespiralfluteissuitedforblindholes.Steamtemperedsurfaceactstoretain cuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EX2112-24 12245.4980.0106.004.90834.5030.00
EX211/4 1/4206.3580.0107.005.50835.1030.00
EX215/16 5/16187.9490.0128.006.20936.6035.00
1/21312.70110.0189.007.0010310.80–
EX215/8 5/81115.88110.02012.009.0012413.50–
EX213/4 3/41019.05125.02514.0011.0014416.50–
EX217/8 7/8922.23140.02518.0014.5017419.50–EX211 1”825.40160.03018.0014.5017422.25–
HSS-E-PM Spiral Flute Machine Tap, UNC, ISO Standard Machinetapwithspiralflutesuitedforblindholes.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E0234-40
E02310-24 10244.8358.085.004.00733.9020.00
E02312-24 12245.4962.0125.604.50734.5021.00
E0231/4 1/4206.3566.0106.305.00835.1028.00
E0235/16 5/16187.9472.0128.006.30936.6031.00
E0233/8 3/8169.5380.01510.008.001138.0034.00
E0237/16 7/161411.1185.0198.006.30939.40–
E0231/2 1/21312.7089.0199.007.1010310.80–
E0235/8 5/81115.88102.02412.5010.0013413.50–
E0233/4 3/41019.05112.02914.0011.2014416.50–
E0237/8 7/8922.23118.02916.0012.5016419.50–
E0231 1”825.40130.03518.0014.0018422.25–
EX30
HSS-E-PM Spiral Flute Machine Tap, UNF, DIN Standard Machinetapwithspiralflutesuitedforblindholes.Brightfinishtoproducemoreaccurateandcleanerthreadspreventingtheworkpiecematerial fromstickingtothecuttingedges.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EX307/16 7/162011.11100.0158.006.20939.90–
EX301/2 1/22012.70110.0189.007.0010311.50–
EX305/8 5/81815.88110.02012.009.0012414.50–
EX303/4 3/41619.05125.02514.0011.0014417.50–
EX307/8 7/81422.23140.02518.0014.5017420.40–EX301 1”1225.40160.03018.0014.5017423.25–
EX31
HSS-E-PM Spiral Flute Machine Tap, UNF, DIN Standard Machinetapwithspiralflutesuitedforblindholes.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
EX317/16 7/162011.11100.0158.006.20939.90–
EX311/2 1/22012.70110.0189.007.0010311.50–
EX315/8 5/81815.88110.02012.009.0012414.50–
EX313/4 3/41619.05125.02514.0011.0014417.50–
EX317/8 7/81422.23140.02518.0014.5017420.40–
EX311 1”1225.40160.03018.0014.5017423.25–
HSS-E-PM Spiral Flute Machine Tap, UNF, ISO Standard Machinetapwithspiralflutesuitedforblindholes.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E03310-32 10324.8358.085.004.00734.1020.00
3/8249.5380.01510.008.001138.5034.00
E0337/16 7/162011.1185.0198.006.30939.90–
E0331/2 1/22012.7089.0229.007.1010311.50–
E0339/16 9/161814.2995.02411.209.0012312.90–
E0335/8 5/81815.88102.02412.5010.0013414.50–
E0333/4 3/41619.05112.02914.0011.2014417.50–
E0337/8 7/81422.23118.02916.0012.5016420.40–E0331 1”1225.40130.03518.0014.0018423.25–

HSS-E-PM Spiral Flute Machine Tap, G(BSP), DIN Standard Machinetapwithspiralflutesuitedforblindholes.Brightfinishtoproducemoreaccurateandcleanerthreads,preventingtheworkpiecematerial fromstickingtothecuttingedges.Thereducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
1/41913.16100.01511.009.0012311.80
EX403/8 3/81916.66100.01512.009.0012415.25
EX401/2 1/21420.95125.01816.0012.0015419.00
EX405/8 5/81422.91125.01818.0014.5017421.00
EX403/4 3/41426.44140.02020.0016.0019424.50
EX407/8 7/81430.20150.02022.0018.0021428.25
EX401 1”1133.25160.02225.0020.0023430.75
EX401.1/4 1) 1.1/41141.91170.02232.0024.0027439.50
EX401.1/2 1) 1.1/21147.80190.02336.0029.0032445.00

HSS-E-PM Spiral Flute Machine Tap, G(BSP), DIN Standard Machinetapwithspiralflutesuitedforblindholes.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.The reducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm) EX411/8 1/8289.7390.0137.005.50838.80
EX411/4 1/41913.16100.01511.009.0012311.80
EX413/8 3/81916.66100.01512.009.0012415.25
EX411/2 1/21420.95125.01816.0012.0015419.00
EX415/8 5/81422.91125.01818.0014.5017421.00
EX413/4 3/41426.44140.02020.0016.0019424.50
EX417/8 7/81430.20150.02022.0018.0021428.25 EX411 1”1133.25160.02225.0020.0023430.75
EX411.1/8 1.1/81137.90170.02228.0022.0025435.00
EX411.1/4 1) 1.1/41141.91170.02232.0024.0027439.50
EX411.1/2 1) 1.1/21147.80190.02336.0029.0032445.00
1) HSS-E.

HSS-E-PM Spiral Flute Machine tap, G(BSP), ISO Standard Machinetapwithspiralflutesuitedforblindholes.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.The reducedshankincreasesthereachofthetap.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm) E0431/8 1/8289.7390.0158.006.30938.80 E0431/4 1/41913.16100.01910.008.0011311.80
E0433/8 3/81916.66100.02112.5010.0013415.25
E0431/2 1/21420.95125.02616.0012.5016419.00
E0433/4 3/41426.44140.02820.0016.0020424.50
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Diechamfertopitchratio (DCPR)
Materialcode(BMC)
Hand(Cuttingdirection) Coating
ProductFamilyCode
PSFcuttingdiametersrange

M2–M421/8–1”1/8–2”3/16–1/21/8–1”M4–M40No.7–No.36No.8–1”M3–M20No.10–1”M2–M20

HSS Gun Nosed Machine Die, Metric, Right Hand
Soliddieforexternalthread.Generallyforuseonlathes,smalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
TDTPBDOAL (mm)(mm)(mm)(mm)
F100M2 1) 2.000.4016.005.0
F100M2.5 1) 2.500.4516.005.0
F100M2.6 1) 2.600.4516.005.0
F100M3 3.000.5020.005.0
F100M3.5 3.500.6020.005.0
F100M4 4.000.7020.005.0
F100M4.5 4.500.7520.007.0
F100M5 5.000.8020.007.0
F100M6 6.001.0020.007.0
F100M7 7.001.0025.009.0
F100M8 8.001.2525.009.0
F100M9 9.001.2525.009.0
F100M10 10.001.5030.0011.0
F100M12 12.001.7538.0014.0
F100M14 14.002.0038.0014.0
Products from this series are also available in set with taps. Please see L120.
HSS Gun Nosed Machine Die, BSW, Right Hand
Soliddieforexternalthread.Generallyforuseonlathes,smalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
1/4206.3520.007.0 F1405/16 5/16187.9425.009.0 F1403/8 3/8169.5330.0011.0
F1407/16 7/161411.1130.0011.0 F1401/2 1/21212.7038.0014.0
F1405/8 5/81115.8845.0018.0
F1403/4 3/41019.0545.0018.0
F1407/8 7/8922.2355.0022.0 F1401 1”825.4055.0022.0
HSS Gun Nosed Machine Die, G(BSP) Right Hand
Soliddieforexternalthread.Generallyforuseonlathes,smalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
F1701/8 1/8289.7330.0011.0 F1701/4 1/41913.1638.0010.0 F1703/8 3/81916.6645.0014.0 F1701/2 1/21420.9645.0014.0
F1705/8 5/81422.9155.0016.0 F1703/4 3/41426.4455.0016.0 F1707/8 7/81430.2065.0018.0 F1701 1”1133.2565.0018.0
F1701.1/8 1.1/81137.8975.0020.0
F1701.1/4 1.1/41141.9175.0020.0
F1701.1/2 1.1/21147.8090.0022.0 F1702 2”1159.61105.0022.0
HSS Gun Nosed Machine Die, BSF, Right Hand
Soliddieforexternalthread.Generallyforuseonlathes,yetsmalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS Gun Nosed Machine Die, NPT, Right Hand
Soliddieforexternalthread.Generallyforuseonlathes,smalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS Gun Nosed Machine Die, Metric Fine, Right Hand
Soliddieforexternalthread.Generallyforuseonlathes,smalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedgeincreasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
F110M4X.5
TDTPBDOAL
(mm)(mm)(mm)(mm)
4.000.5020.005.0
F110M5X.5 5.000.5020.005.0
F110M6X.75 6.000.7520.007.0
F110M7X.75 7.000.7525.009.0
F110M8X.75 8.000.7525.009.0
F110M8X1.0 8.001.0025.009.0
F110M9X1.0 9.001.0025.009.0
F110M10X.75 10.000.7530.0011.0
F110M10X1.0 10.001.0030.0011.0
F110M10X1.25 10.001.2530.0011.0
F110M11X1.0 11.001.0030.0011.0
F110M12X1.0 12.001.0038.0010.0
F110M12X1.25 12.001.2538.0010.0
F110M12X1.5 12.001.5038.0010.0
F110M13X1.0 13.001.0038.0010.0
F110M14X1.0 14.001.0038.0010.0
F110M14X1.25 14.001.2538.0010.0
F110M14X1.5 14.001.5038.0010.0
F110M15X1.0 15.001.0038.0010.0
F110M15X1.5 15.001.5038.0010.0
F110M16X1.0 16.001.0045.0014.0
TDTPBDOAL
(mm)(mm)(mm)(mm)
F110M16X1.5 16.001.5045.0014.0
F110M18X1.0 18.001.0045.0014.0
F110M18X1.5 18.001.5045.0014.0
F110M20X1.0 20.001.0045.0014.0
F110M20X1.5 20.001.5045.0014.0
F110M22X1.0 22.001.0055.0016.0
F110M22X1.5 22.001.5055.0016.0
F110M24X1.0 24.001.0055.0016.0
F110M24X1.5 24.001.5055.0016.0
F110M24X2.0 24.002.0055.0016.0
F110M25X1.5 25.001.5055.0016.0
F110M26X1.5 26.001.5055.0016.0
F110M27X1.5 27.001.5065.0018.0
F110M27X2.0 27.002.0065.0018.0
F110M28X1.5 28.001.5065.0018.0
F110M30X1.5 30.001.5065.0018.0
F110M32X1.5 32.001.5065.0018.0
F110M35X1.5 35.001.5065.0018.0
F110M36X1.5 36.001.5065.0018.0
F110M40X1.5 40.001.5075.0020.0
Product
Product
HSS Gun Nosed Machine Die, PG
Conduit
Thread, Right Hand Soliddieforexternalthread.Generallyforuseonlathes,smalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS Gun Nosed Machine Die, UNC, Right Hand
Soliddieforexternalthread.Generallyforuseonlathes,smalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
F1207/16 7/161411.1130.0011.0 F1201/2 1/21312.7038.0014.0
F1209/16 9/161214.2938.0014.0
F1205/8 5/81115.8845.0018.0
F1203/4 3/41019.0545.0018.0
F1207/8 7/8922.2355.0022.0
F1201 1”825.4055.0022.0
Product
HSS
Gun Nosed Machine Die, Metric, Left Hand
Soliddieforexternalthread.Generallyforuseonlathes,smalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
HSS Gun Nosed Machine Die, UNF, Right Hand
Soliddieforexternalthread.Generallyforuseonlathes,smalldiameterscanbeproducedbyhandwithadiestockholder.Thegun-nosewill drivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlappedsurfacepreventstheworkpiecematerialfromstickingand improvesthethreadingaction.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
5/16247.9425.009.0 F1303/8 3/8249.5330.0011.0 F1307/16 7/162011.1130.0011.0
F1301/2 1/22012.7038.0010.0
F1309/16 9/161814.2938.0010.0
F1305/8 5/81815.8845.0014.0
F1303/4 3/41619.0545.0014.0
F1307/8 7/81422.2355.0016.0 F1301 1”1225.4055.0016.0
HSS-E Gun Nosed Machine Die, Metric, Right Hand
Soliddieforproducingexternalthread.Thegun-nosewilldrivethechipaheadofthecuttingedge,increasingperformance.Brightfinishlapped surfacepreventstheworkpiecematerialfromstickingandimprovesthethreadingaction.Specificgeometrytocutaccuratethreadsinstainless steel.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
1) Without gun-nose.
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)





ProductFamilyCode
PSFcuttingdiametersrange

Set of E500 Taps and A002 or A022 Drills
Shock-proofplasticboxcontainingstraightflutetapsaccordingtoISOstandardwithcorrespondingdrills.Suitableforhandandmachinetapping. Nr.101withbottomingleadtapsNO3forblindholesandA002jobberdrillsorNr.100withNO3andNO2plugleadtapsforthroughholesand A022stubdrills.
L115100
L115101
Nr.100E500+A02221E500M3NO2,E500M3NO3,E500M4NO2,E500M4NO3,E500M5NO2,E500M5NO3,E500M6NO2, E500M6NO3,E500M8NO2,E500M8NO3,E500M10NO2,E500M10NO3,E500M12NO2,E500M12NO3
A0222.5,A0223.3,A0224.2,A0225.0, A0226.8,A0228.5,A02210.2
Nr.101E500+A00214E500M3NO3,E500M4NO3,E500M5NO3,E500M6NO3,E500M8NO3,E500M10NO3,E500M12NO3A0022.5,A0023.3,A0024.2,A0025.0, A0026.8,A0028.5,A00210.2

Set with Taps and A002 Drills
Shock-proofplasticboxcontainingsevenmachinetapsaccordingtoISOstandardwithcorrespondingdrills.Includeseitherspiralpointtapsfor throughholesonlyNr.201withbrightfinishorNr.202steamtempered.SpiralflutetapsforblindholesNr.203withbrightfinishorNr.204steam tempered.
L113201
L113202
L113203
Nr.201E000+A00214E000M3,E000M4,E000M5,E000M6,E000M8,E000M10,E000M12A0022.5,A0023.3,A0024.2,A0025.0,A0026.8,A0028.5,A00210.2
Nr.202E001+A00214E001M3,E001M4,E001M5,E001M6,E001M8,E001M10,E001M12A0022.5,A0023.3,A0024.2,A0025.0,A0026.8,A0028.5,A00210.2
Nr.203E002+A00214E002M3,E002M4,E002M5,E002M6,E002M8,E002M10,E002M12A0022.5,A0023.3,A0024.2,A0025.0,A0026.8,A0028.5,A00210.2 L113204
Nr.204E003+A00214E003M3,E003M4,E003M5,E003M6,E003M8,E003M10,E003M12A0022.5,A0023.3,A0024.2,A0025.0,A0026.8,A0028.5,A00210.2
Nr. = Set number, A = Styles in Set, B = No. in Set, C = Tap diameters in Set, D = Drill diameters in Set.
Product
Nr. = Set number, A = Styles in Set, B = No. in Set, C = Tap diameters in Set, D = Drill diameters in Set.
Product

Set of EP/EX or Shark Line Taps with A002 or A108 Drills
Plasticboxwith7machinetapsandcorrespondingdrills.EitherwithspiralpointtapsforthroughholesonlyNr.301withbrightfinish,Nr.303 YellowSharkwithhard-chromecoatingorNr.305BlueSharkforstainlesssteel.SpiralflutetapsforblindholesNr.302withbrightfinish,Nr.304 YellowSharkorNr.306BlueShark.
L114301
Nr.301EP006H+A00214EP00M3,EP00M4,EP00M5,EP00M6,EP00M8,EP00M10,EP00M12A0022.5,A0023.3,A0024.2,A0025.0,A0026.8,A0028.5,A00210.2 L114302
Nr.302EX006H+A00214EX00M3,EX00M4,EX00M5,EX00M6,EX00M8,EX00M10,EX00M12A0022.5,A0023.3,A0024.2,A0025.0,A0026.8,A0028.5,A00210.2 L114303
Nr.303E297+A00214E297M3,E297M4,E297M5,E297M6,E297M8,E297M10,E297M12A0022.5,A0023.3,A0024.2,A0025.0,A0026.8,A0028.5,A00210.2 L114304
Nr.304E298+A00214E298M3,E298M4,E298M5,E298M6,E298M8,E298M10,E298M12A0022.5,A0023.3,A0024.2,A0025.0,A0026.8,A0028.5,A00210.2 L114305
L114306
Nr.305E238+A10814E238M3,E238M4,E238M5,E238M6,E238M8,E238M10,E238M12A1082.5,A1083.3,A1084.2,A1085.0,A1086.8,A1088.5,A10810.2
Nr.306E240+A10814E240M3,E240M4,E240M5,E240M6,E240M8,E240M10,E240M12A1082.5,A1083.3,A1084.2,A1085.0,A1086.8,A1088.5,A10810.2

DuoPack with EP00 or EX00 Tap and A002 Drill, Various Sizes
DuoPackcontainingamachinetapaccordingtoDINstandardwithcorrespondingdrill.EitherwithaspiralpointtapEP00forthroughholesonly orspiralflutetapEX00forblindholes.Theconvenientpackagingensurestherightdrillsizetomakeaperfectthread.
L001EP00M3XA002
L001EP00M4XA002
L001EP00M5XA002
L001EP00M6XA002
Nr.1EP006H+A0022EP00M3A0022.5
Nr.2EP006H+A0022EP00M4A0023.3
Nr.3EP006H+A0022EP00M5A0024.2
Nr.4EP006H+A0022EP00M6A0025.0
L001EP00M8XA002 Nr.5EP006H+A0022EP00M8A0026.8
L001EP00M10XA002 Nr.6EP006H+A0022EP00M10A0028.5
L001EP00M12XA002 Nr.7EP006H+A0022EP00M12A00210.2
L001EX00M3XA002 Nr.8EX006H+A0022EX00M3A0022.5
L001EX00M4XA002 Nr.9EX006H+A0022EX00M4A0023.3
L001EX00M5XA002 Nr.10EX006H+A0022EX00M5A0024.2
L001EX00M6XA002
L001EX00M8XA002
L001EX00M10XA002
L001EX00M12XA002
Nr.11EX006H+A0022EX00M6A0025.0
Nr.12EX006H+A0022EX00M8A0026.8
Nr.13EX006H+A0022EX00M10A0028.5
Nr.14EX006H+A0022EX00M12A00210.2
Nr. = Set number, A = Styles in Set, B = No. in Set, C = Tap diameters in Set, D = Drill diameters in Set.
Product
Nr. = Set number, A = Styles in Set, B = No. in Set, C = Tap diameters in Set, D = Drill diameters in Set.
Product

L000E500M3NO2XA002
L000E500M4NO2XA002
L000E500M5NO2XA002
L000E500M6NO2XA002
L000E500M8NO2XA002
L000E500M10NO2XA002
L000E500M12NO2XA002
L000E500M3NO3XA002
L000E500M4NO3XA002
L000E500M5NO3XA002
L000E500M6NO3XA002
DuoPack with E500 Tap and A002 Drill, Various Sizes
DuoPackcontainingastraightflutehandtapaccordingtoISOstandardwithcorrespondingdrill.Suitableforhandandmachinetapping. AvailablewithplugleadNO2forthroughholesorbottomingleadNO3forblindholes.Theconvenientpackagingensurestherightdrillsizeto makeaperfectthread.
Nr.1E500+A0022E500M3NO2A0022.5
Nr.2E500+A0022E500M4NO2A0023.3
Nr.3E500+A0022E500M5NO2A0024.2
Nr.4E500+A0022E500M6NO2A0025.0
Nr.5E500+A0022E500M8NO2A0026.8
Nr.6E500+A0022E500M10NO2A0028.5
Nr.7E500+A0022E500M12NO2A00210.2
Nr.8E500+A0022E500M3NO3A0022.5
Nr.9E500+A0022E500M4NO3A0023.3
Nr.10E500+A0022E500M5NO3A0024.2
Nr.11E500+A0022E500M6NO3A0025.0
L000E500M8NO3XA002 Nr.12E500+A0022E500M8NO3A0026.8
L000E500M10NO3XA002 Nr.13E500+A0022E500M10NO3A0028.5
L000E500M12NO3XA002 Nr.14E500+A0022E500M12NO3A00210.2
Nr. = Set number,
Tap diameters in Set,

TOOLS FOR PROCESS SECURITY AND PRODUCTIVITY. TYPICALLY USED WITH CNC AND AUTOMATED MANUFACTURING.
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Hand(Cuttingdirection)
Coating



ProductFamilyCode
PSFcuttingdiametersrange

White SHARK Straight Flute Metric Machine Tap, DIN Standard
Straightflutetapwithreducedshankforblindandthroughholesinshortchippingcastironandhighstrengthnon-ferrousmaterials.HSS-E-PM substrateprovidessuperiorperformance,consistencyandextendedtoollife.Steamtemperedsurfaceactstoretaincuttingfluidandprevent chiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

White SHARK Straight Flute Metric Machine Tap, DIN Standard
Straightflutetapwithreinforcedshankforblindandthroughholesinshortchippingcastironandhighstrengthnon-ferrousmaterials.HSS-EPMsubstrateprovidessuperiorperformance,consistencyandextendedtoollife.Steamtemperedsurfaceactstoretaincuttingfluidandprevent chiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

White SHARK Straight Flute Metric Machine Tap, DIN Standard
HighperformanceTiAlNcoatedtapforblindandthroughholesinshortchippingmaterials,suchascastironandnon-ferrousmetals.Premium HSS-E-PMsubstrateprovidessuperiorperformance,consistencyandextendedtoollife.UptoM10withreinforcedandfromM12withreduced shank.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E390M12
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)
Coating













ProductFamilyCode
PSFcuttingdiametersrange
M3–M30M3–M30M3–M20M3–M20M3–M12M3–M30M3–M20M3–M20M3–M20M8–M20M4–M30M6–M20No.8–1/2”1/4–1/2”

HSS-E-PM Spiral Point Tap, Metric, DIN Standard, TiCN Coated
Machinetapforhighlyproductiveapplicationswithspiralpointfor2.5xDthroughholesonly.Suitedformachiningavarietyofwork-materials. UniqueTiCNcoatedHSS-E-PMsubstratetooffersuperiorabrasionresistance,highercuttingspeeds,improvethreadquality,reducedcycletimes andlongertool-life.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

Yellow SHARK Spiral Point Metric Machine Tap, DIN Standard
Highperformancethroughholetapforlowcarbonandalloyedsteelandnon-ferrousmaterials.UniqueHSS-E-PMsubstratewithadditionaledge treatmentprovidesconsistencyandprocesssecurity.Hardchromecoatedtoincreasethesurfacehardnessandreducebuilt-upedgeforincreased performanceandtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).

Red SHARK, Spiral Point Metric Machine Tap, DIN Standard
Throughholetapwithreinforcedorreducedshankformediumtohighstrengthsteels.UniqueHSS-E-PMsteelwithbrightsurfacefinishprovide consistencyandprocesssecurity.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E255M6
E255M20

Red SHARK Spiral Point Metric Machine Tap, DIN Standard
Highperformancethroughholetapwithreinforcedorreducedshankformediumtohighstrengthsteel.UniqueHSS-E-PMsubstratealongwith TiAlN-Topcoatingandedgetreatmentprovidesuperiorperformance,consistency,extendedtoollifeandhigherprocesssecurity.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E256M20 202.50140.03016.0012.0015417.50–

Black SHARK Spiral Point Metric Machine Tap, DIN Standard
Highperformancethroughholetapwithreinforcedorreducedshankdesignedforefficienttappinginhighstrengthsteelsandtitanium alloys.UniqueHSS-E-PMsubstrate,TiAlN-Topcoatingandanadditionaledgetreatmentprovidehighprocesssecurity,superiorperformance, consistencyandextendedtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E334M6

Blue SHARK Spiral Point Metric Machine Tap, DIN Standard
Throughholetapwithreinforcedorreducedshankformediumstrengthstainlesssteel.UniqueHSS-E-PMsubstratealongwithadditionaledge treatmentprovideconsistencyandprocesssecurity.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).

Blue SHARK Spiral Point Metric Machine Tap, DIN Standard
Highperformancethroughholetapwithreinforcedorreducedshankformediumstrengthstainlesssteel.UniqueHSS-E-PMsubstratewith Super-Bcoatingandadditionaledgetreatmentprovidingsuperiorperformance,consistencyandextendedtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
E241M16

Green SHARK Spiral Point Metric Machine Tap, DIN Standard
Throughholetapwithreinforcedorreducedshankfornon-ferrousmaterials.UniqueHSS-E-PMsubstratewithpolishedflutestoavoidchip sticking,provideconsistencyandprocesssecurity.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E471M5
E471M20

Green SHARK Spiral Point Metric Machine Tap, DIN Standard
Highperformancethroughholetapwithreinforcedorreducedshankfornon-ferrousmaterials.UniqueHSS-E-PMsubstratewithSuper-Bcoating toavoidchipsticking,providingsuperiorperformance,consistencyandextendedtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E472M5
E472M16 162.00110.02512.009.0012414.00–
E472M20

HSS-E-PM Spiral Point Tap, Metric Fine, DIN Standard, TiCN Coated
Machinetapforhighlyproductiveapplicationswithspiralpointfor2.5xDthroughholesonly.Suitedformachiningavarietyofwork-materials. UniqueTiCNcoatedHSS-E-PMsubstratetooffersuperiorabrasionresistance,highercuttingspeeds,improvethreadquality,reducedcycletimes andlongertool-life.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

Yellow SHARK Spiral Point Metric-Fine Machine Tap, DIN Standard
Highperformancethroughholetapforlowcarbonandalloyedsteelandnon-ferrousmaterials.UniqueHSS-E-PMsubstratewithadditionaledge treatment,provideconsistencyandprocesssecurity.Hardchromecoatedtoincreasethesurfacehardnessandreducebuilt-upedge,increasing performanceandtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
E299M27X2.0
E299M30X2.0

Blue SHARK Spiral Point Metric-Fine Machine Tap, DIN Standard
Throughholetapwithreinforcedorreducedshankformediumstrengthstainlesssteel.UniqueHSS-E-PMsubstratealongwithadditionaledge treatment,provideconsistencyandprocesssecurity.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E384M16X1.5 161.50100.02112.009.0012514.50
E384M18X1.5
HSS-E-PM Spiral Point Tap, UNC, DIN Standard, TiCN Coated
Machinetapforhighlyproductiveapplicationswithspiralpointfor2.5xDthroughholesonly.Suitedformachiningavarietyofwork-materials. UniqueTiCNcoatedHSS-E-PMsubstratetooffersuperiorabrasionresistance,highercuttingspeeds,improvethreadquality,reducedcycletimes andlongertool-life.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E397UNC8X32
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E397UNC1/4 1/4206.3580.0157.005.50835.1030.00
E397UNC5/16 5/16187.9490.0188.006.20936.6035.00
E397UNC3/8 3/8169.53100.02010.008.001138.0039.00
E397UNC1/2 1/21312.70110.0239.007.0010410.80–

HSS-E-PM Spiral Point Tap, UNF, DIN Standard, TiCN Coated
Machinetapforhighlyproductiveapplicationswithspiralpointfor2.5xDthroughholesonly.Suitedformachiningavarietyofwork-materials. UniqueTiCNcoatedHSS-E-PMsubstratetooffersuperiorabrasionresistance,highercuttingspeeds,improvethreadquality,reducedcycletimes andlongertool-life.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E397UNF1/4 1/4286.3580.0157.005.50835.5030.00
E397UNF5/16 5/16247.9490.0188.006.20936.9035.00
E397UNF3/8 3/8249.53100.02010.008.001138.5039.00
E397UNF1/2 1/22012.70110.0239.007.0010411.50–
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)
Coating













ProductFamilyCode
PSFcuttingdiametersrange
M3–M30M3–M30M3–M30M3–M20M3–M20M3–M12M3–M30M3–M20M3–M20M3–M20M3–M16M8–M20M4–M30




HSS-E-PM Spiral Flute Tap, Metric, DIN Standard, TiCN Coated
Machinetapforhighlyproductiveapplicationswithspiralflutefor2.5xDblindholes.Suitedforavarietyofwork-materials.UniqueTiCN coatedHSS-E-PMtooffersuperiorabrasionresistance,highercuttingspeeds,improvethreadquality,reducedcycletimesandlongertool-life. Recommendedforsynchronousfeedtapholders.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

Yellow SHARK 40° Spiral Flute Metric Machine Tap, DIN Standard
Highperformanceblindholetapforlowcarbonandalloyedsteelandnon-ferrousmaterials.UniqueHSS-E-PMsubstratewithadditionaledge treatmenttoprovideconsistencyandprocesssecurity.Hardchromecoatedtoincreasethesurfacehardness,reducingbuilt-upedgeandextend toollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).

Yellow SHARK 48° Spiral Flute Metric Machine Tap, DIN Standard
Highperformancequickspiraltapfordeepblindholesinmediumstrengthsteels.UniqueHSS-E-PMsubstratewithTiAlN-Topcoating andadditionaledgetreatmentprovidesuperiorperformance.Extrabacktaperfacilitateschipevacuationandreducestorqueonreversal. Recommendedforsynchronousfeedtapholders.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

Red
SHARK 45° Spiral Flute Metric Machine Tap, DIN Standard
Blindholetapwithreinforcedorreducedshankformediumtohighstrengthsteels.UniqueHSS-E-PMsubstratewithbrightsurfacefinish.Extra backtapertofurtherfacilitatechipevacuation,preventingchippingonthelastthreadsofthetapandalsoreducestorquewhenthetapreverses.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
E260M6
E260M16 162.00110.02012.009.0012414.00–
E260M20

Red SHARK 45° Spiral Flute Metric Machine Tap, DIN Standard
Highperformanceblindholetapformediumtohighstrengthsteels.UniqueHSS-E-PMsubstratewithTiAlN-Topcoatingandadditionaledge treatmentprovidesuperiorperformance,consistencyandextendedtoollife.Extrabacktaperfurtherfacilitateschipevacuationandreduces torqueontapreversal.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E261M20 202.50140.02516.0012.0015417.50–

Black SHARK 15° Spiral Flute Metric Machine Tap, DIN Standard
Highperformanceblindholetapforefficienttappinginhighstrengthsteelsandtitaniumalloys.A15°slowspiralallowsthechipstobepulled slightlyupwards,yetwithoutweakeningthecuttingedge,ashigherspiraltapswould.UniqueHSS-E-PMsubstratealongwithTiAlN-Topcoating forsuperiorperformance.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E335M6

Blue SHARK 40° Spiral Flute Metric Machine Tap, DIN Standard
Blindholetapwithreinforcedorreducedshankformediumstrengthstainlesssteel.UniqueHSS-E-PMsubstrate,alongwithadditionaledge treatment,provideconsistencyandprocesssecurity.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).

Blue SHARK 40° Spiral Flute Metric Machine Tap, DIN Standard
Highperformanceblindholetapformediumstrengthstainlesssteel.UniqueHSS-E-PMsubstratewithSuper-Bcoatingandadditionaledge treatmentprovidingsuperiorperformance,consistencyandextendedtoollife.Backtaperonspiralflutetapsfacilitateschipevacuationand reducestorquewhenthetapreverses.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

Blue SHARK 48° Spiral Flute Metric Machine Tap, DIN Standard
Highperformancequickspiraltapfordeepblindholesinstainlesssteels.UniqueHSS-E-PMsubstratewithSuper-Bcoatingandadditionaledge treatmentprovidesuperiorperformance.Extrabacktaperfacilitateschipevacuationandreducestorqueonreversal.Recommendedtobeused withsynchronousfeedtapholders.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

Green SHARK 35° Spiral Flute Metric Machine Tap, DIN Standard
Blindholetapwithreinforcedorreducedshankfornon-ferrousmaterials.UniqueHSS-E-PMsubstratewithpolishedflutesprovideconsistency andprocesssecurity.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E473M5
162.00110.02512.009.0012314.00–
E473M20 202.50140.03016.0012.0015317.50–

Green SHARK 35° Spiral Flute Metric Machine Tap, DIN Standard
Highperformanceblindholetapwithreinforcedorreducedshankfornon-ferrousmaterials.UniqueHSS-E-PMsubstratewithSuper-Btoavoid chipsticking,providingsuperiorperformance,consistencyandextendedtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E-PM Spiral Flute Tap, Metric Fine, DIN Standard, TiCN Coated
Machinetapforhighlyproductiveapplicationswithspiralflutefor2.5xDblindholes.Suitedforavarietyofwork-materials.UniqueTiCN coatedHSS-E-PMtooffersuperiorabrasionresistance,highercuttingspeeds,improvethreadquality,reducedcycletimesandlongertool-life. Recommendedforsynchronousfeedtapholders.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E398M20X1.5

Yellow SHARK 40° Spiral Flute Metric-Fine Machine Tap, DIN Standard
Highperformanceblindholetapforlowcarbonandalloyedsteelandnon-ferrousmaterials.UniqueHSS-E-PMsubstratewithadditionaledge treatment,provideconsistencyandprocesssecurity.Hardchromecoatedtoincreasethesurfacehardness,reducesbuilt-upedge,resultingin increasedperformanceandtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
E300M8X1.0
E300M30X2.0

Blue SHARK 40° Spiral Flute Metric-Fine Machine Tap, DIN Standard
Blindholetapwithreducedshankformediumstrengthstainlesssteel.UniqueHSS-E-PMsubstratealongwithadditionaledgetreatment, provideconsistencyandprocesssecurity.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min). Product
E383M18X1.5
E383M20X1.5
E398(UNC)
HSS-E-PM Spiral Flute Tap, UNC, DIN Standard, TiCN Coated
Machinetapforhighlyproductiveapplicationswithspiralflutefor2.5xDblindholes.Suitedforavarietyofwork-materials.UniqueTiCN coatedHSS-E-PMtooffersuperiorabrasionresistance,highercuttingspeeds,improvethreadquality,reducedcycletimesandlongertool-life. Recommendedforsynchronousfeedtapholders.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E398UNC8X32 8324.1763.074.503.40633.5021.00 E398UNC10X24 10244.8370.086.004.90833.9025.00 E398UNC1/4 1/4206.3580.0107.005.50835.1030.00
E398UNC5/16 5/16187.9490.0128.006.20936.6035.00
E398UNC3/8 3/8169.53100.01510.008.001138.0039.00
E398UNC1/2 1/21312.70110.0189.007.0010310.80–

HSS-E-PM Spiral Flute Tap, UNF, DIN Standard, TiCN Coated
Machinetapforhighlyproductiveapplicationswithspiralflutefor2.5xDblindholes.Suitedforavarietyofwork-materials.UniqueTiCN coatedHSS-E-PMtooffersuperiorabrasionresistance,highercuttingspeeds,improvethreadquality,reducedcycletimesandlongertool-life. Recommendedforsynchronousfeedtapholders.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
TDZTPITDOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E398UNF1/4 1/4286.3580.0107.005.50835.5030.00
E398UNF5/16 5/16247.9490.0128.006.20936.9035.00
E398UNF3/8 3/8249.53100.01510.008.001138.5039.00
E398UNF1/2 1/22012.70110.0189.007.0010311.50–

Blue SHARK 40° Spiral Flute G(BSP) Machine Tap, DIN Standard Blindholetapwithreducedshankformediumstrengthstainlesssteel.UniqueHSS-E-PMsubstratealongwithadditionaledgetreatment, provideconsistencyandprocesssecurity.Steamtemperedsurfaceactstoretaincuttingfluidandpreventchiptotoolwelding.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E3821/2 1/21420.96125.02416.0012.0015419.00
E3823/4
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Hand(Cuttingdirection)
Coating
Coolantexitstyle(CXSC)





ProductFamilyCode
PSFcuttingdiametersrange
M1.6–M16M3–M16M3–M16M5–M12M3–M10M3–M12M3–M10M5–M12No.4–1/2No.4–1/2

HSS-E Thread Forming TiN Coated Tap, Metric, DIN Standard
Highperformanceflutelesstaptoproducehighqualitythreadinblindandthroughholes.Providesastrong,clean,chip-freeandaccuratethread withexcellenttolerance.Highlyversatileforsteel,stainlesssteelandnon-ferrousmetal.TiNcoatedtoallowhighercuttingspeeds,improve performanceandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
(mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm) E292M1.6
E292M12 121.75110.0239.007.0010511.20–
E292M16 162.00110.02512.009.0012615.00–

HSS-E Thread Forming TiN Coated Tap, Metric, DIN Standard
Highperformanceflutelesstapwithfull-bottomingleadtoproduceanalmostfullthreadinblindholes.Providesastrong,clean,chip-freeand accuratethreadwithexcellenttolerance.Highlyversatileforsteel,stainlesssteelandnon-ferrousmetal.TiNcoatedforhighercuttingspeeds, improveperformanceandtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E Thread Forming TiN Coated Tap, Oil-Grooves, Metric, DIN Standard
Highperformanceflutelesstapforblindandthroughholes.Providestrong,clean,chip-freeandaccuratethreadswithexcellenttolerance.Highly versatileforsteel,stainlesssteelandnon-ferrousmetal.TiNcoatedforhighercuttingspeeds,performanceandtoollife.Withoil-groovesfor betterlubricationindeepholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

HSS-E Thread Forming TiN Coated Tap, Through Coolant, Metric, DIN Standard
Highperformanceflutelesstapforblindandthroughholes.Providestrong,clean,chip-freeandaccuratethreadswithexcellenttolerance.Highly versatileforsteel,stainlesssteelandnon-ferrousmetal.TiNcoatedforhighercuttingspeeds,performanceandtoollife.Throughcoolantand oil-groovesforoptimallubrication.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product

Carbide Thread Forming Tap, Metric, DIN Standard
Formingtapforblindandthroughholes.Providesastrong,clean,chipfreeandaccuratethreadwithexcellenttolerance.Thecarbidematerial giveshighprocesssecurityandexcellenttoollifewhenformingthreadsinmildtomediumstrengthsteels,mediumstrengthstainlesssteeland non-ferrousmaterials.TiCNcoated.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
HSS-E Thread Forming TiN Coated Tap, Metric, DIN Standard
Highperformanceflutelesstaptoproducehighqualitythreadswithin6Gtoleranceforafitwithlargeallowance.Providesastrong,clean,chipfreeandaccuratethreadwithexcellenttolerance.Highlyversatileforsteel,stainlesssteelandnon-ferrousmetal.TiNcoatedforhighercutting speedsandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS-E Thread Forming TiN Coated Tap, Metric, DIN Standard
Highperformanceflutelesstapwithfull-bottomingleadtoproduceanalmostfullblindholethreadwithin6Gtolerance.Providesastrong,clean, chip-freeandaccuratethread.Highlyversatileforsteel,stainlesssteelandnon-ferrousmetal.TiNcoatedforhighercuttingspeeds,improve performanceandtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS-E Fluteless Machine Tap, Metric Fine with TiN Coating, DIN Standard
Highperformanceflutelesstaptoproducehighqualitythreadinblindandthroughholes.Providesastrong,clean,chip-freeandaccurate threadwithexcellenttolerance.Highlyversatileforsteel,stainlesssteelandnon-ferrousmetal.TiNcoatedforhighercuttingspeeds,improve performanceandtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
HSS-E
Thread Forming TiN Coated Tap, Oil-Grooves, UNC, DIN Standard
Highperformanceflutelesstapforblindandthroughholes.Providestrong,clean,chip-freeandaccuratethreadswithexcellenttolerance.Highly versatileforsteel,stainlesssteelandnon-ferrousmetal.TiNcoatedforhighercuttingspeeds,performanceandtoollife.Withoil-groovesfor betterlubricationindeepholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
E2871/4 1/4206.3580.0157.005.50855.8030.00
E2875/16 5/16187.9490.0188.006.20957.3035.00
E2873/8 3/8169.53100.02010.008.001158.8039.00
E2877/16 7/161411.11100.0208.006.209510.30–
E2871/2 1/21312.70110.0239.007.0010511.90–
HSS-E Thread Forming TiN Coated Tap, Oil-Grooves, UNF, DIN Standard
Highperformanceflutelesstapforblindandthroughholes.Providestrong,clean,chip-freeandaccuratethreadswithexcellenttolerance.Highly versatileforsteel,stainlesssteelandnon-ferrousmetal.TiNcoatedforhighercuttingspeedsandextendtoollife.Withoil-groovesforbetter lubricationindeepholes.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
TDZTPITDOALTHLDCONMSWSCLSCNOFPHDLU (mm)(mm)(mm)(mm)(mm)(mm)(mm)(mm)
E2864-48 4482.8556.093.502.70642.6018.00 E2866-40 6403.5056.0114.003.00643.2020.00 E28610-32 10324.8370.0136.004.90854.5025.00
E2861/4 1/4286.3580.0157.005.50856.0030.00
E2865/16 5/16247.9490.0188.006.20957.5035.00
E2863/8 3/8249.53100.02010.008.001159.1039.00
E2867/16 7/162011.11100.0208.006.209510.60–
E2861/2 1/22012.70100.0219.007.0010512.10–
Threadform(THFT)
Basicstandardgroup(BSG)
Threadtoleranceclass(TCTR)
Threadingapplication
Usablelength(ULDR)
Materialcode(BMC)
Tapchamferstyle(TCS)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)
Coating



ProductFamilyCode
PSFcuttingdiametersrange

Carbide Straight Flute Machine Tap, Metric, with TiCN Coating, DIN Standard
Superiorperformanceandgreattoollifeathighspeeds.Suitableformachinetappingintoolsteels,highsiliconaluminiumandotherhardened andabrasivematerials.Thestraightflutedesignmakesthetapsidealforthreadingboththroughandblindholes.TiCNcoatedtoimprove performanceandextendtoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
1) Without neck.

Carbide Straight Flute Machine Tap, Metric, DIN Standard
Superiorperformanceandgreattoollifeathighspeeds.Suitableformachinetappingofhardenedsteel.Thestraightflutedesignmakesthetaps idealforthreadingboththroughandblindholes.TiCNcoatedtoimproveperformanceandextendthetoollife.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).

Carbide 15° Spiral Flute Machine Tap, Metric, DIN Standard
Suitableformachinetappinginabrasivematerials,suchascastironandhighsiliconaluminium,makingthemaveryversatilechoice.The15° spiralflutemakesitgreatforthreadingholeswhichdonotgoallthewaythroughtheworkpiece(blindholes).Thebrightfinishensuresaclean andaccurateresult.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Without neck.
Threadform(THFT)
Basicstandardgroup(BSG)
Usablelength(ULDR)
Materialcode(BMC)
FluteGeometry(FDC)
Flutehelixangle(FHA)
Hand(Cuttingdirection)
Coating Shank
Coolantexitstyle(CXSC)










ProductFamilyCode
PSFcuttingdiametersrange
M4–M16M8–M16M6–M16M6–M16M6–M24M12–M181/4–3/41/4–3/41/8–2’’1/8–3’’

Solid Carbide Thread Mill with Countersink, Metric UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.With60°countersinkforchamferinginasinglemachiningcycle.AlcronaProcoatedforthebestmachining resultinawiderangeofmaterials.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
J2003.2X.7
J2004.1X.8
J2004.8X1.0
J2006.5X1.25
J2008.2X1.5
J2009.9X1.75
J20011.6X2.0
J20013.6X2.0
M40.703.208.4057.06.0039.50
M50.804.1011.2057.06.00312.10
M61.004.8013.0063.08.00314.40
M81.256.5017.5072.010.00319.10
M101.508.2021.0083.012.00322.80
M121.759.9026.2583.014.00428.20
M142.0011.6030.0092.016.00432.20
M162.0013.6034.0092.018.00436.20
Alcrona Pro DIN 6535HA
Internal Thread.
Product

Solid Carbide Thread Mill with Through Coolant and Countersink, Metric
UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.60°countersinkforchamfering.AlcronaProcoatedforthebestmachiningresultwiththroughcoolantfor betterchipevacuation.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
J2056.5X1.25
M81.256.5017.5072.010.00319.10
J2058.2X1.50 M101.508.2021.0083.012.00322.80
J2059.9X1.75 M121.759.9026.2583.014.00428.20
J20511.6X2.0
J20513.6X2.0
M142.0011.6030.0092.016.00432.20
M162.0013.6034.0092.018.00436.20
Internal Thread.
Product

Solid Carbide Thread Mill with High Helix, Metric UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.AlcronaProcoatedforthebestmachiningresultinawiderangeofmaterialsand27°helixforasmoother cuttingaction.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
TDZTPDCAPMXOALDCONMSNOF
J2104.5X1.0 M61.004.5013.0057.06.003
J2106.0X1.25 M81.256.0017.5065.06.003
J2107.5X1.5 M101.507.5021.0072.08.003
J2109.5X1.75 M121.759.5026.2580.010.003
J21010.0X2.0 M142.0010.0030.0083.010.004
J21012.0X2.0 M162.0012.0034.0092.012.004
Alcrona Pro DIN 6535HA
Internal Thread.
Product

Solid Carbide Thread Mill with High Helix and Through Coolant, Metric UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.AlcronaProcoatedforthebestmachiningresultwiththroughcoolantforbetterchipevacuationand27°helix forasmoothercuttingaction.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
J2154.5X1.0
J2156.0X1.25
TDZTPDCAPMXOALDCONMSNOF
M61.004.5013.0057.06.003
M81.256.0017.5065.06.003
J2157.5X1.5 M101.507.5021.0072.08.003
J2159.5X1.75 M121.759.5026.2580.010.003
J21510.0X2.0 M142.0010.0030.0083.010.004
J21512.0X2.0 M162.0012.0034.0092.012.004
Internal Thread.
Product

Solid Carbide Thread Mill, Metric Fine
UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.AlcronaProcoatedforthebestmachiningresultinawiderangeofmaterials.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
J2204.8X.5
TDZTPDCAPMXOALDCONMSNOF
(mm)(mm)(mm)(mm)(mm)
M60.504.8010.0057.06.003
J2206.0X.75 M80.756.0012.0057.06.003
J2206.0X1.0
J2208.0X1.0
J22010.0X1.0
J22010.0X1.5
J22012.0X1.0
J22012.0X1.5
M81.006.0012.0057.06.003
M101.008.0016.0063.08.004
M121.0010.0020.0072.010.004
M121.5010.0020.0072.010.004
M141.0012.0022.0083.012.004
M141.5012.0022.0083.012.004
J22014.0X1.0 M161.0014.0026.0083.014.005
J22014.0X1.5 M161.5014.0026.0083.014.005
J22016.0X2.0 M202.0016.0030.0092.016.005
J22016.0X2.5
J22019.0X3.0
J22020.0X2.0
M202.5016.0042.50105.016.005
M243.0019.0050.00125.020.005
M242.0020.0035.00104.020.005
Alcrona Pro DIN 6535HA
Internal Thread.
Product

Solid Carbide Thread Mill with Through Coolant, Metric Fine
UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.AlcronaProcoatedforthebestmachiningresultandthroughcoolantforbetterchipevacuation.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
(mm)(mm)(mm)(mm)(mm)
J22510.0X1.5 M121.5010.0020.0072.010.004
J22512.0X1.0 M141.0012.0022.0083.012.004
J22514.0X1.5 M161.5014.0026.0083.014.005
J22516.0X1.5 M181.5016.0030.0092.016.005
Internal Thread.
Product

Solid Carbide Thread Mill with Through Coolant, UNC
UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.AlcronaProcoatedforthebestmachiningresultandthroughcoolantforbetterchipevacuation.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
TDZTPIDCAPMXOALDCONMSNOF (mm)(mm)(mm)(mm)
J2354.8-20 1/4204.8014.0057.06.003
J2355.5-18 5/16185.5014.0057.06.003
J2357.5-16 3/8167.5019.0063.08.004
J2358.0-14 7/16148.0019.0063.08.004
J23510.0-13 1/21310.0022.0072.010.004
J23510.0-12 9/161210.0022.0072.010.004
J23512.0-11 5/81112.0026.0083.012.004
J23514.0-10 3/41014.0032.0083.014.005
Internal Thread.
Product

Solid Carbide Thread Mill
with
Through Coolant, UNF
UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.AlcronaProcoatedforthebestmachiningresultandthroughcoolantforbetterchipevacuation.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
TDZTPIDCAPMXOALDCONMSNOF (mm)(mm)(mm)(mm)
J2454.8-28 1/4284.8014.0057.06.003
J2456.0-24 5/16,3/8246.0014.0057.06.003
J2458.0-20 7/16,1/2208.0019.0063.08.004
J24510.0-18 9/16,5/81810.0022.0072.010.004
J24514.0-16 3/41614.0032.0083.014.005
Internal Thread.
Product

Solid Carbide Thread Mill, NPT
UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.AlcronaProcoatedforthebestmachiningresultinawiderangeofmaterials.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
(mm)(mm)(mm)(mm)
J2607.9-27 1/8277.9011.5058.08.003
J2609.9-18 1/4,3/8189.9015.9266.010.003
J26015.9-14 1/2,3/41415.9020.4682.016.004
J26019.9-11.5 1’’,2’’11.519.9027.1292.020.005
Alcrona Pro
Internal Thread.
Product

Solid Carbide Thread Mill, G(BSP)
UniversalhighperformancetooltomachinesameorbiggerdiametersthantheTDZwiththesamepitch.Leftorright-hand,throughorblind holesalmostdowntothebottom.AlcronaProcoatedforthebestmachiningresultinawiderangeofmaterials.Suitedforproducinginternal andexternalthreads.
Workpiecematerialgroupsuitability,startingvaluesforcuttingspeed(m/min)andAlphaCode.Tableswithfeedpertoothandcorrectionfactorscanbefoundstartingfrompage271.
TDZTPIDCAPMXOALDCONMSNOF (mm)(mm)(mm)(mm)
J2806.0-28 1/8286.0015.0057.06.003
J28010.0-19 1/41910.0020.0072.010.004
J28014.0-19 3/81914.0026.0083.014.005
J28016.0-14 1/2,5/81416.0030.0092.016.005
J28020.0-14 5/8,3/4,7/81420.0035.00104.020.005
J28025.0-11 1’’,3’’1125.0045.00121.025.006
Alcrona Pro DIN 6535HA
Internal and External Thread.
Product

INSTRUCTIONS
E398(M)

Spiral Flute Tap, Metric, DIN Standard, TiCN Coated Machinetapforhighlyproductiveapplicationswithspiralflutefor2.5xDblindholes.Suitedforavarietyofwork-materials.UniqueTiCN coatedHSS-E-PMtooffersuperiorabrasionresistance,highercuttingspeeds,improvethreadquality,reducedcycletimesandlongertool-life. Recommendedforsynchronousfeedtapholders.
Workpiecematerialgroupsuitabilityandstartingvaluesforcuttingspeed(m/min).
Product
Materialgrouprecommendationsincl.speedandfeedguidance
Productcode
Schematicdrawingoftool
General Icons
Primaryuse
Thread form (THFT)
ThreadForm,MetricCoarse
ThreadForm,MetricFine
ThreadForm,UnifiedNational
ThreadForm,UnifiedCoarse
ThreadForm,UnifiedFine
ThreadForm,BritishStandardWhitworth
Basic standard group (BSG)
DIN2181–HandTap Standard
DIN2184-1–Tap Standard
DIN351–StraightFluteTap Standard
DIN352–ThreadForm Standard
DIN371–ThreadForm Standard
DINThread Standard(basedonsizerange)
DIN 371ifØ≤10mm /DIN376ifØ≥12mm
DIN374–MFThread Standard
DIN376–ThreadForm Standard
ICONS OVERVIEW
Possibleuse
ThreadForm,BritishStandardFine
ThreadForm,BritishAssociationScrewThreads
ThreadForm,SteelConduitDIN40430 (electrical)
ThreadForm,BritishStandardPipe(BSP)
ThreadForm,BritishStandardTaperPipe,1:16 Taper(BSPT)
ThreadForm,AmericanNationalPipeTaper
ThreadForm,AmericanNationalPipeTaperFuel (Dryseal)
ThreadForm,AmericanNationalPipeStraight Fuel(Dryseal)
ThreadForm,AmericanNationalPipeStraight Mechanical
ThreadForm,MetricISO (ScrewThreadInsertType)
DIN357–NutTap Standard
DIN40432–PG Thread Standard
DIN5156–ThreadForm Standard
DIN5157–PipeThread Standard
DIN2174–FormingTap Standard
ISO2283–LongShank Tap Standard
ISO2284–Pipe Tap Standard
ISO529–TapStandard
BS 1127:1950
ANSI–TapStandards
ISO2568–DieStandards
DIN382–HexDie Standards
BS1127:1950–RoundDies Standards
DormerStandards
DINDormerStandard
ISODormerStandard
ANSIDormerStandard
Thread tolerance class (TCTR)
DINThreadPitchDiameterToleranceZone (lowbasicpitchdiameter)
DINThreadPitchDiameterToleranceZone (withincreasedpitchdiameter)
DINThreadPitchDiameterToleranceZone (highbasicpitchdiameter)
DINThreadPitchDiameterToleranceZone (withincreasedpitchdiameter)
Threading application
InternalInchThreadMediumClassofFit
InternalInchThreadMediumClassofFit (withincreasedpitchdiameter)
MediumInchThreadClassofFit
NormalFitClassforPipeThread
ICONS OVERVIEW
MediumInchThreadClassofFit
ThreadToleranceClass
ExternalInchThreadMediumClassofFit
BlindHoleApplicationThroughorBlindHoleApplicationThroughHoleApplication
Usable length (ULDR)
1.5×DUsableToolDepthtoDiameterRatio
2×DUsableToolDepthtoDiameterRatio
Tap chamfer style (TCS)
A6–8
A6–8,B3.5–5,C2–3
TapChamfers:A =Taper(6–8PitchLead) &C=Semi-Bottoming(2–3PitchLead)
Flute Geometry (FDC)
FlutelessGeometry(Threadforming)
OilGrooves Geometry(Threadforming)
2.5×DUsableToolDepthtoDiameterRatio
3×DUsableToolDepthtoDiameterRatio
3.5×DUsableToolDepthtoDiameterRatio
PlugTap Chamfer (3.5–5PitchLead)
Semi-BottomingTapChamfer (2–3PitchLead)
Semi-BottomingTapChamfer (2–3.5PitchLead)
TapChamfers:C= Semi-Bottoming(2–3Pitch Lead)&D=NutStyle (18–20PitchLead)
FullBottomingTapChamfer (1.5–2PitchLead)
SpiralFluteGeometry
Spiral PointGeometry
StraightFluteGeometry
Flute helix angle (FHA)
10°HelixAngle(Flute)
15°HelixAngle(Flute)
27°HelixAngle(Flute)
Hand (Cutting direction)
30°HelixAngle(Flute)
35°HelixAngle(Flute)
40°HelixAngle(Flute)
Coolant exit style (CXSC)
LeftHandRotation/CuttingRightHandRotation/Cutting ThroughToolCoolant–AxialExitThroughToolCoolant–RadialExit
Die chamfer to pitch ratio (DCPR)
DieThreadChamfertoPitchRatio(1.75×TP)DieThreadChamfertoPitchRatio(2.25×TP)
Shank
DIN6535HACylindricalShankDIN6535HBWeldonShank
45°HelixAngle(Flute)
48°HelixAngle(Flute)
CUTTING TOOL PARAMETERS ACCORDING TO ISO 13399
All cutting tools are defined by a number of parameters according to the standard ISO 13399. This list contains all the parameters used in this catalogue and their definitions.
ISO 13399 is an international cutting tool information standard. It provides dimensions and parameters in a neutral format that is independent of any particular system or company nomenclature. When cutting tools are clearly defined according to a global standard, all types of software can process the electronic data more quickly, improving the quality of communic ation and helping to make the exchange of information run smoothly. Supporting a common language in our cutting tool descriptions this will assist system to system communication. It will save you a significant amount of time, providing an easier gathering of high-quality data across our 40,000 solid and indexable tools. By using an ISO 13399 compliant system, there will be no need to manually interpret data and key-enter it into your system.
EXAMPLES ONLY!
ISO 13399 code Description
Bodydiameter
Connectiondiameter
Drivesize
Drillpartlength
Clampinglength
UsableLength
Flutecount
Overalllength
Premachinedholediameter
Description
ISO 13399 code Description
Tapchamferlength
Threaddiameter
Threaddiametersize
Threadinglength
Threadpitch
Threadsperinch
Clampingwidth
Clampingwidthminimum
Clampingwidthmaximum
Tool materials
High speed steel
Cobalt high speed
Sintered Cobalt High Speed Steel
Carbide Materials (or Hard Materials)
Surface Treatments
Bright (uncoated)
Combination Bright and Steam Tempered
Steam Tempering
Surface Coatings
Titanium Nitride (TiN)
Titanium Carbon Nitride Coating (TiCN)
Super-B Coating (TiAlN/WC/C)
coatings (Alcrona
A medium-alloyedhighspeedsteelthathasgoodmachinabilityandgoodperformance.HSSexhibitshardness,toughnessandwear resistancecharacteristicsthatmakeitattractiveina widerangeofapplications,forexampleindrillsandtaps.
Thishighspeedsteelcontainscobaltforincreasedhothardness.ThecompositionofHSCoprovidesa goodcombinationoftoughnessand hardness.Ithasgoodmachinabilityandgoodwearresistance,whichmakesitexcellentforproducingdrills,taps,reamersandmilling cutters.
HSS-E-PMisa CobaltHighSpeedPowderMetalsubstratewhichhasbeenproducedusingpowdermetaltechnology.Highspeedsteel producedbythismethodexhibitssuperiortoughnessandgrindabilityduetotheuniformandconsistentgrainstructure.Highperformance tapsandendmillshavea particularadvantagewhenmanufacturedfromthissubstrate.
A sinteredpowdermetallurgysubstrate,consistingofa metalliccarbidecompositewithbindermetal.Themostcentralrawmaterialis tungstencarbide(WC).Tungstencarbidecontributestothehardnessofthematerial.Tantalumcarbide(TaC),titaniumcarbide(TiC)and niobiumcarbide(NbC)complementsWCandadjuststhepropertiestowhatisdesired.Thesethreematerialsarecalledcubiccarbides. Cobalt(Co)actsasa binderandkeepsthematerialtogether.
Carbidematerialsareoftencharacterisedbyhighcompressionstrength,highhardnessandthereforehighwearresistance,butalsoby limitedflexuralstrengthandtoughness.Carbideisusedintaps,reamers,millingcutters,drillsandthreadmillingcutters.
Brightfinish(uncoatedsurface)improveschipflowinsoftornon-ferrousmaterialsandmaintainssharpcuttingedgesinabrasivematerials.
Combinationofbrightandsteamtemperingcanbeeffectiveastheblueoxidemoreporoussurfaceactstoretainandpullcuttingfluidinto theholewhilethebrightsurfaceassistsinchipevacuation.Thiscombinationisachievedbygrindingthebrightsurfaceaftertempering.
Steamtemperinggivesa stronglyadheringblueoxidesurfacethatactstoretaincuttingfluidandpreventchiptotoolwelding,thereby counteractingtheformationofa built-upedge.Steamtemperingcanbeappliedtoanybrighttoolbutismosteffectiveondrillsandtaps.
Hardchromium(Cr)forcuttingtoolapplicationsprovidesexcellentwearandabrasionresistanceduetoloweringthecoefficientoffriction. Onlydesignedformachiningsoftandgummymaterialstopromotechipflowandtopreventworkpiecematerialsfromstickingtothetool. Hardchromiumincreasesthesurfacehardnessofthetoolandisespeciallyeffectivefortappingsoftstructuralsteels,copperandbrass materials.
TitaniumNitrideisa goldcolouredceramiccoatingappliedbyphysicalvapourdeposition(PVD).Highhardnesscombinedwithlowfriction propertiesensuresconsiderablylongertoollife,oralternatively,bettercuttingperformancefromtoolswhichhavenotbeencoated.TiN coatingsareusedmainlyfordrillsandtaps.
TitaniumAluminiumNitrideisa multilayerceramiccoatingappliedbyPVDcoatingtechnology,whichexhibitshightoughnessand oxidationstability.Thesepropertiesmakeitidealforhigherspeedsandfeeds,whileatthesametimeimprovingtoollife.TiAlNisusedin drilling,tapping,andmillingapplicationsandcanbesuitableforusewhenmachiningwithoutcoolant.TiAlN-Topcoatingisthesameas TiAlNbutwitha post-coatingprocessdesignedtosmoothoutimperfections,enhancechipflowandreducebuiltupedge.
TitaniumCarbonNitrideisa ceramiccoatingappliedbyPVDcoatingtechnology.TiCNisharderthanTiNandhasa lowercoefficientof friction.Itshardnessandtoughnessincombinationwithgoodwearresistanceensuresthatitfindsitsprincipalapplicationinthefieldof millingtoenhancetheperformanceofmillingcutters.
SuperBisa TitaniumAluminiumNitride+TungstenCarbide+CarbonCoatingusedforwetandminimallubricationmachiningindrilling, millingandtappingapplications.Veryeffectiveforcastiron,hardenedsteelsandheatresistantsuperalloys.
TheAlcrona(AlCrN)familyofcoatingsarealuminiumchromiumnitridecoatingsmostlyusedformillingcutters.Thetwouniqueproperties ofthesecoatingsarehighhothardnessandhighoxidationresistance.Whenusedontoolsformachiningapplicationsinvolvingheavy mechanicalandthermalstresses,thesepropertiestranslateintosuperiorwearresistance.Multiplelevelsorspecificversionsofthese coatingsareavailableandspecificforvarioustoolsandapplications.
Alcrona
Pro)
steel
Titanium Aluminium Nitride Coatings (TiAlN & TiAlN-Top)
Chromium Nitride Coating (CrN)
THREADING – GENERAL TECHNICAL INFORMATION
Allowance: The minimum clearance or maximum interference which is intended between mating parts.
Angle of Thread: The angle included between the flanks of a thread measured in an axial plane.
Back Taper: A slight taper on the threaded portion of the tap making the pitch diameter near the shank smaller than that at the chamfer.
Basic: The theoretical or nominal standard size from which all variations are made.
Chamfer: The tapered and relieved cutting teeth at the front end of the threaded section. Common types of chamfer are taper, 8 to 10 pitches long, plug, 3 to 5 pitches and bottoming, 1 to 2 pitches.
Crest: The top surface joining the two sides or flanks of a thread.
Cutting Face: The leading side of the land.
Flute: The longitudinal channels formed on a tap to create cutting edges on the thread profile.
Heel: The following side of the land.
Height of Thread: In profile, distance between crest and bottom section of thread measured normal to the axis.
Hook Face: A concave cutting face of the land. This may be varied for different materials and conditions.
Interrupted Thread: Alternate teeth are removed in the thread helix on a tap; usually restricted to those having an odd number of flutes.
Land: One of the threaded sections between the flutes of a tap.
Lead of Thread: The distance a screw thread advances axially in one turn.
Major Diameter: The largest diameter of the screw or nut on a straight screw thread.
Minor Diameter: The smallest diameter of the screw or nut on a straight screw thread.
Neck: The reduced diameter, on some taps, between the threaded portion and the shank.
Pitch: The distance from a point on one thread to a corresponding point on the next thread, measured parallel to the axis.
Pitch Diameter: On a straight screw thread, the diameter of an imaginary cylinder where the width of the thread and the width of the space between threads is equal.
Point Diameter: The diameter at the leading end of the chamfered portion.
Radial: The straight face of a land, the plane of which passes through the axis of the tap.
Rake: The angle of the cutting face of the land in relation to an axial plane intersecting the cutting face at the major diameter.
Relief: The removal of metal behind the cutting edge to provide clearance between the part being threaded and a portion of the threaded land. Also, see back taper.
Chamfer relief: The gradual decrease in land height from cutting edge to heel on the chamfered portion of the tap land to provide radial clearance for the cutting edge.
C oncentric relief: Radial relief in the thread form starting at the back of a concentric margin.
Eccentric thread relief: Radial relief in the thread form starting at the cutting edge and continuing to the heel.
Root: The bottom surface joining the flanks of two adjacent threads. Side or flank of thread: The surface of the thread which connects the crest with the root.
Shank: The portion of the tap by which it is held and driven.
Spiral Point: An oblique cutting edge ground into the lands to provide a shear cut ting action on the first few threads.
Square: The squared end of the tap shank.
Thread: The helical formed tooth of the tap which produces the thread in a tapped hole.
Thread Lead Angle: The angle made by the helix of the thread at the pitch diameter, with a plane perpendicular to the axis.
Threads Per Inch: The number of threads in one inch of length.
THREAD: Single: A thread in which lead is equal to pitch.
Double: A thread in which lead is equal to twice the pitch.
Triple: A thread in which lead is equal to triple the pitch.
THREADING – GENERAL TECHNICAL INFORMATION
General hints on tapping
The success of any tapping operation depends on a number of factors, all of which affect the quality of the finished product.
1. Select the correct design of tap for the component material and type of hole, i.e. through or blind, from the Materials Classification chart.
2. Ensure the component is securely clamped – lateral movement may cause tap breakage or poor quality threads.
3. Select the correct size of drill from the relevant catalogue page. Always ensure that work hardening of the component material is kept to a minimum
4. Select the correct cutting speed as shown on the catalogue product page.
5. Use appropriate cutting fluid for correct application.
6. In NC applications ensure that the feed value chosen for the program is correct. When using a tapping attachment, 95% to 97% of the pitch is recommended to allow the tap to generate its own pitch.
7. Where possible, hold the tap in a good quality torque limiting tapping attachment, which ensures free axial movement of the tap and presents it squarely to the hole. It also protects the tap from breakage if accidentally ‘bottomed’ in a blind hole.
8. Ensure smooth entry of the tap into the hole, as an uneven feed may cause ‘bell mouthing’.
Tap tolerance vs tolerance on internal thread (nut)
ISODIN ANSI BS
Tolerance class, Tap Tolerance, Internal thread (Nut) Application
ISO14H3B4H5H
ISO26H2B4G5G6H
Flow Of Material When Forming A Thread
The tapping hole size depends upon the material being drilled, the cutting conditions selected and the condition of the equipment being used. If material is pushed up at the thread entry by the tap and/or
Fitwithoutallowance
Normalfit
Fitwithlargeallowance
Loosefitforfollowingtreatmentorcoating
the life of the tap is too short, select a slightly larger drill diameter. If on the other hand the profile of the thread formed is insufficient, then select a slightly smaller drill diameter.
Drilled hole for a cutting tap
Drilled hole for a forming tap
Cold forming taps require more power on the spindle, compared to a cutting tap of the same size, since it generates higher torque.
Torque comparison between forming and cutting taps in different material groups.
Section of thread obtained by forming tap on steel C45˝.
M6 blind hole Vc 30 m/min, 90 SFM
THREADING – GENERAL TECHNICAL INFORMATION
Tap Geometries & Applications
Description Chips Description
Taps with straight flutes
Straightflutesarethemostcommonlyusedtypeoftap. Suitableforuseonmostmaterials,mainlyshortchipping steelandcastiron,theyformthebasisoftheprogram.

Taps with flutes only on the chamfer lead
Thecuttingpartofthetapisformedbygunnosinginthe samemannerasfora spiralpointtap,thefunctionbeingto drivethechipsforwardaheadofthecuttingedges.Thisdesign isextremelyrigidwhichfacilitatesgoodmachiningresults. However,theshortlengthofthegunnosinglimitsits applicationtoa depthofholelessthanabout1.5 × TDZ
Chips

Taps with interrupted thread
Theinterruptedthreadensureslessfrictionandthereforeless resistance,whichisparticularlyimportantwhenthreading materialwhichisresilientanddifficulttomachine(e.g. aluminium,bronze).Itisalsoeasierforlubricanttopenetrate tothecuttingedges,thushelpingtominimizethetorque generated.

Taps with spiral flutes
Tapswithspiralflutesareintendedprimarilyforthreadingin blindholes.Thehelicalflutetransportsthechipsbackaway fromthecuttingedgesandoutofthehole,thusavoiding packingofchipsintheflutesoratthebottomofthehole.In thisway,dangerofbreakingthetapordamagingthethreadis minimised.

Spiral point taps
Thetaphasa straightfairlyshallowfluteandisoftenreferred toasa gunnoseorspiralpointtap.Thegunnoseorspiral pointisdesignedtodrivethechipsforward.Therelatively shallowflutesensurethatthesectionalstrengthis maximised.Theyalsoacttoallowlubricanttoreachthe cuttingedges.Thistypeoftapisrecommendedforthreading throughholes.

Cold forming taps
Coldformingtapsdifferfromcuttingtapsinthatthethreadis producedbyplasticdeformationofthecomponentmaterial ratherthanbythetraditionalcuttingaction.Thismeansthat nochipsareproducedbytheiraction.Theapplicationrangeis materialswithgoodformability.Tensilestrength(Rm)should notexceed1200N/mm2andtheelongationfactor (A5)shouldnotbelessthan10%
Coldformingtapswithoutflutesaresuitablefornormal machiningandareespeciallysuitablewhenver ticallytapping blindholes.Theyarealsoavailablewiththroughcoolant.

Nut taps
Thesetapsaregenerallyusedtothreadnutsbutcanbeused alsoondeepthroughholes.Theyhavea shankdiameter smallerthanthenominalanda longeroveralllength, becausetheirfunctionistoaccumulatenuts.
Theyareusedonspecialmachinesdesignedtothreadhuge amountsofnuts.Theycanworkinsteelandstainlesssteel.
Thefirstserialtaphasa verylongchamfer,inordertospread thecuttingloadonalmosttwothirdsofthethreadlength.
Through coolant taps
Theperformanceoftapswiththroughcoolantholesishigher thanthesametapsusedwithexternallubrication.Thesekinds oftapsallowbetterevacuationofthechip,whichis transportedawayfromthecuttingareaitself.Wearonthe cuttingedgeisreduced,sincethecoolingeffectonthecutting zoneishigherthantheheatgeneration.
Lubricationcanbeoil,emulsionorairpressurisedwithoil mist.Workingpressurenotlessthen15barisrequired,but goodresultscanbeobtainedwithminimallubrication.
Nomenclature
Description
OutsideDiameter
RecessDiameter
Thickness
ThreadLength
ConicalHoleforFixingScrew
ChamferAngle
ChamferLength
ChamferDiameter
Pre-machining Dimensions
Description
Gun-nose
SpiralAngle
SpiralLength
RakeAngle
Land
WidthofLand
ClearanceHole
SplitofAdjustment
The diameter of the bolt blank must be smaller than the max. external diameter of the screw thread.

Hand taps (ISO standard) with different chamfer lengths each producing a full thread profile.
NO1 = NO2 =

Taperlead

Pluglead
NO3 =

Bottominglead
NO6 = NO1+NO2+NO3
ISO
NO7 = NO2+NO3 *
ANSINO6 = NO1(taper)+NO2(plug)+NO3(bottoming)
NO7 = NO3(truncated)+NO3
Serial taps (DIN standard) with each sequencing tap cutting a part of the profile, the NO3 tap is needed to complete a full thread profile.
NO4 = NO5 = NO3 =
DIN
ISO
NO9 = NO3+NO5 * E550, E710

Startertap

Secondingtap
Finishing(bottominglead)tap
NO8 = NO3+NO4+NO5
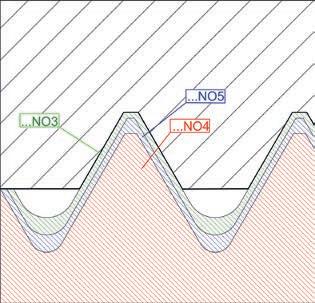
SHARK
Dormer’s application-based ranges of DIN taps, branded Shark Line, are renowned for their high performance and are easily recognizable by their colored rings, denoting recommendation for use on specific materials.

Workmaterials






THREAD MILLS – GENERAL HINTS
General hints on thread milling
1. Thread milling is the process of generating a thread by the circular interpolation of a milling cutter with a specific thread geometry ground around it’s periphery.
2. To be able to use a thread milling cutter it is necessary to have a CNC machine that can make circular paths.
3. Most modern CNC machines are equipped with machining cycles for thread milling.
4. Consult the manual or contact the machine supplier for information.
Features and benefits
1. Thread milling gives increased reliability and tool life.
2. Threadmills produce small chips resulting in problem free threading.
3. Tolerance adjustments can be made using exact co-ordinates.
4. You can generate a complete thread to the bottom of the hole.
5. Capable of machining a wide variety of materials.
6. The same cutter can produce different size threads provided the pitch is the same.
7. Both right and left hand threads can be created with the same tool.
8. Some thread mills can also machine the entry chamfer (J200 and J205).
Choosing your tool
Thread milling cutters have an item code based on the type, diameter DC and pitch TP. The item code is the number to use when ordering your tool.
Always consult the catalogue to ensure you have the correct thread dimensions.
J22010.0X1.5
This thread milling cutter can be used for threads ≥ M12×1.5 (M14×1.5, M18×1.5 etc.)
Programming with Rprg
• For easy adjustment of the thread tolerance always program with radius correction.
• The Rprg value is the start value for a new cutter and is printed on the cutter shank. This should be entered in the tool memory offset.
• Rprg is based on the theoretical zero-line of the thread meaning that when you program using Rprg the thread is never oversize, but normally tight.
• This means that with a small modification to the program co-ordinates you can create the thread to the required size.
Recommendations
• Always use the correct cutting data.
• Use the recommended drill size for the thread diameter, as for conventional taps.
• For easy adjustment of the thread tolerance always start with the Rprg value printed on the shank of the threadmill.
• Use a gauge to check the tolerance on the first thread to establish if the radius needs to be corrected. The radius can be corrected 2 or 3 times before the threadmill is worn out.
• When dry machining, compressed air is recommended to help with swarf removal.
• When threading more difficult materials, it is recommended to take multiple passes.

Thespecifiedvaluesaretherecommendedstartingvaluesformachiningthefullthreaddepthin onepass.
THREAD MILLS – FEED PER TOOTH TABLE
How to use this table to find the feed per tooth fz (mm):
1.FindyourAlphaCodeontheproductpage(example:181B,“B“istheAlpha Code).
2.Selectthecolumnmatchingyourcutterdiameterinthetoprowofthe tablewiththeThreadpitch P or TPI (intherowswithiconsontheleft).
3.FindyourAlphaCodeintheleftcolumnofthetable.
4.Theintersection(cell)oftheDiameter+PitchcolumnandAlphaCodeis thefeedpertooth fz
Correction of the feed per tooth for multiple passes:
1.Incasethethreadisbeingmachinedin 2 passes thefeedvalues mentionedinthetableshouldbeincreasedby 30 to 40 %
2.Incasethethreadisbeingmachinedin 3 passes thefeedvalues mentionedinthetableshouldbeincreasedby 55 to 65 %
3.Incasethethreadisbeingmachinedin 4 passes thefeedvalues mentionedinthetableshouldbeincreasedby 80 to 90 %
(Example: J2003.2X.7 machining WMG M4.1 with feed rate A in 4-passes the fz = 0.017 × 1.80 = 0.031 mm/tooth).
rates (mm)
A 0.0170.0220.0230.024–0.024–0.0290.036––0.0400.0440.0470.053–0.0560.068–0.071––––––––
B 0.0220.0290.0310.032–0.032–0.0380.048––0.0530.0590.0630.070–0.0750.090–0.095––––––––
C 0.0280.0360.0390.040–0.040–0.0480.060––0.0660.0740.0790.088–0.0940.113–0.119––––––––
–
D –––0.044–0.0410.036–––0.057–––0.0750.0670.0790.071–0.0830.0710.0920.0810.0730.0670.096–E –––0.058–0.0550.048–––0.076–––0.1000.089–0.1050.094–0.1100.0950.1220.1080.0970.0890.128–F –––0.073–0.0690.060–––0.095–––0.1250.111–0.1310.118–0.1380.1190.1530.1350.1210.1110.160–
G
–––0.0190.023–––0.030–0.034–––0.0530.051–0.055––0.066–––––––H –––0.0250.030–––0.040–0.045–––0.0710.068–0.073––0.088–––––––I –––0.0310.038–––0.050–0.056–––0.0890.085–0.091––0.110–––––––
J –––0.023–0.026––––0.041–––0.062–––––0.083–––––––K –––0.030–0.035––––0.054–––0.083–––––0.110–––––––L –––0.038–0.044––––0.068–––0.104–––––0.138–––––––
123 1" 28 19 19 – 14 1411 M –––––0.029––––––––0.064–––––0.080–0.083–––0.1160.131 N –––––0.038––––––––0.085–––––0.106–0.111–––0.1550.175 O –––––0.048––––––––0.106–––––0.133–0.139–––0.1940.219
123 1" 27 18 1411.5
Q –––––––––0.039–––0.044––––––0.0790.115––––––
ø DC (mm)
THREAD MILLS – NUMBER OF PASSES TABLE
How to use the tables to find the depth increments per pass:
1.Selectthetableforyourthreadprofile(example:“M12“isametricthread).
2.Findthecolumnmatchingyourthreadpitchinthetoprowofthetable.
3.Findinthatcolumnbelowtherecommendednumberofpassesandforeach passtheincrementradialdepthofcut.(example:forapitchof1.75the recommendednumberofpassesis5andradialdepthofthe1stpassis 0.277mm,the2nd0.228mmetc.).
4.Itisrecommendedtoincreasethenumberofpassesformoredifficultto machinematerials.
5.Forsuper-finishingresultitisbestpracticetorepeatthefinalpass.
Recommended number of passes and radial depth of cut per pass for female metric thread (60°).
Radial depth of cut per pass (mm)
0.500.700.750.801.001.251.501.752.002.503.00
1 0.1580.2210.1680.2240.2240.2280.2370.2770.2830.3230.387
2 0.1310.1830.1380.1850.1850.1880.1960.2280.2340.2670.320
No. of passes
3 ––0.1270.1350.1680.1730.1790.2090.2140.2440.293
4 –––––0.1330.1380.1610.1640.1870.225
5 ––––––0.1160.1350.1380.1580.189
6 ––––––––0.1220.1390.167
7 –––––––––0.1250.151
Acc. depth
Recommended number of passes and radial depth of cut per pass for female unified thread (60°).
Radial depth of cut per pass (mm)
0.2890.4040.4330.5440.5770.7220.8661.0101.1551.4431.732 123 1" 28242018161413121110
1 0.2030.2370.2320.2580.2510.2870.3090.2990.3270.328
2 0.1670.1950.1910.2130.2070.2370.2550.2470.2700.271
No. of passes
3 0.1540.1790.1750.1950.1900.2170.2340.2260.2470.248
4 ––0.1350.1490.1460.1660.1790.1740.1890.190
5 ––––0.1230.1400.1510.1460.1600.160
6 –––––––0.1300.1400.141
Acc. Depth
7 –––––––––0.128 0.5240.6110.7330.8150.9171.0471.1281.2221.3331.466
Radial
P1
P2
P3
P4
M1
M2
M3
M4
K1
K2
K3
P1.1<240HB≤830
K4
K5
Freemachiningsteel (carbonsteelswithincreasedmachinability)
N2
P1.2<18 0HB≤620
P1.3<18 0HB≤620
Sulfurized Sulfurizedandphosphorized Sulfurized/phosphorizedandleaded
Containing<0.25 %C
P2.1<180HB≤620
Plaincarbonsteel (steelscomprisedof mainlyironandcarbon)
Containing<0.55 %C
P2.2<24 0HB≤830
P2.3<300HB≤1030
Containing>0.55 %C
Annealed
P3.1<180HB≤620
Alloysteel (carbonsteelswithanalloyingcontent≤10 %)
P3.218 0–260HB>620≤90 0
Hardenedandtempered
P3.3260–360HB>900≤1240
Annealed
P4.1<26HRC≤900
Toolsteel (specialalloysteelfortools,diesandmolds)
P4.226–39HRC>900≤1240
Hardenedandtempered
P4.339–45HRC>1240≤1450
M1.1<160HB≤520
Ferriticstainlesssteel (straightchromiumnon-hardenablealloys)
M1.216 0–220HB>520≤70 0
Annealed
M2.1<200HB≤670
Martensiticstainlesssteel (straightchromiumhardenablealloys)
Quenchedandtempered Precipitation-hardened
M2.220 0–280HB>670≤950 M2.3280–380HB>950≤1300
M3.1<200HB≤750
Austeniticstainlesssteel (chromium-nickelandchromium-nickel-manganesealloys)
M3.220 0–260HB>750≤870
M3.3260–300HB>870≤104 0
Austenitic-ferritic(DUPLEX)orsuper-austeniticstainlesssteel
M4.1<300HB≤990
Precipitationhardeningausteniticstainlesssteel
M4.2300–380HB≤1320
K1.1<180HB≤190 K1.218 0–240HB>190≤310 K1.3240–280HB>310≤39 0
GrayironorAutomotiveGrayiron(GG) (iron-carboncastingswitha lamellargraphitemicrostructure)
Ferriticorferritic-pearlitic Ferritic-pearlicticorpearlitic Pearlitic
K2.1<160HB≤400 K2.216 0–200HB>400≤550 K2.3200–240HB>550≤6 60
Malleableiron(GTS/GTW) (iron-carboncastingswitha graphite-freemicrostructure)
Ferritic Ferriticorpearlitic Pearlitic
K3.1<180HB≤560 K3.218 0–220HB>560≤6 80 K3.3220–260HB>680≤80 0
Ductileiron(GGG) (iron-carboncastingswitha nodulargraphitemicrostructure)
Ferritic Ferriticorpearlitic Pearlitic
K4.1<180HB≤190
Austeniticgrayiron(ASTMA436) (iron-carbonalloycastingswithanausteniticlamellargraphitemicrostructure)
Austeniticductileiron(ASTMA439orASTMA571) (iron-carbonalloycastingswithanausteniticnodulargraphitemicrostructure)
K4.2<24 0HB≤740
K4.3<280HB>840≤98 0
K4.4280–320HB>980≤1130 K4.5320–360HB>1130≤1280
Austemperedductileiron(ASTMA897) (iron-carbonalloycastingswithanausferritemicrostructure)
K5.1<180HB≤400
CompactedgraphiteironCGI(ASTMA842) (iron-carboncastingswitha vermiculargraphitestructure)
Commerciallypurewroughtaluminium
Ferritic Ferritic-pearlitic Pearlitic
K5.218 0–220HB>400≤450 K5.3220–260HB>450≤50 0
N1 N1.1<60HB≤240
N1.260–100HB>240≤4 00
N1.3100–150HB>400≤59 0
WroughtaluminiumalloysHalfhardtempered Fullhardtempered
N2.1<75HB≤240
Castaluminiumalloys
N2.275–9 0HB>240≤270 N2.390–140HB>270≤440
Free-cuttingcopper-alloysmaterialswithexcellentmachiningproperties
N3 N3.1––
Short-chipcopper-alloyswithgoodtomoderatemachiningproperties
N3.2––
Electrolyticcopperandlong-chipcopper-alloyswithmoderatetopoormachiningproperties
Thermoplasticpolymers
Thermosettingpolymers
Reinforcedpolymersorcomposites
Graphite
S1 S1.1<200HB≤660 S1.220 0–280HB>660≤950 S1.3280–360HB>950≤1200 S2 S2.1<200HB≤690 S2.220 0–280HB>690≤970 S3 S3.1<280HB≤940 S3.228 0–360HB>940≤1
Titaniumortitaniumalloys
Fe-basedhigh-temperaturealloys
Ni-basedhigh-temperaturealloys
Co-basedhigh-temperaturealloys
Chilledcastiron
Hardenedcastiron
Hardenedsteel<55HRC
Hardenedsteel>55HRC
www.dormerpramet.com
