VICE PRESIDENT OF SALES/ ASSOCIATE PUBLISHER Sam Esmaili sam@baumpub.com 604-291-9900 ext. 110
FROM THE COVER
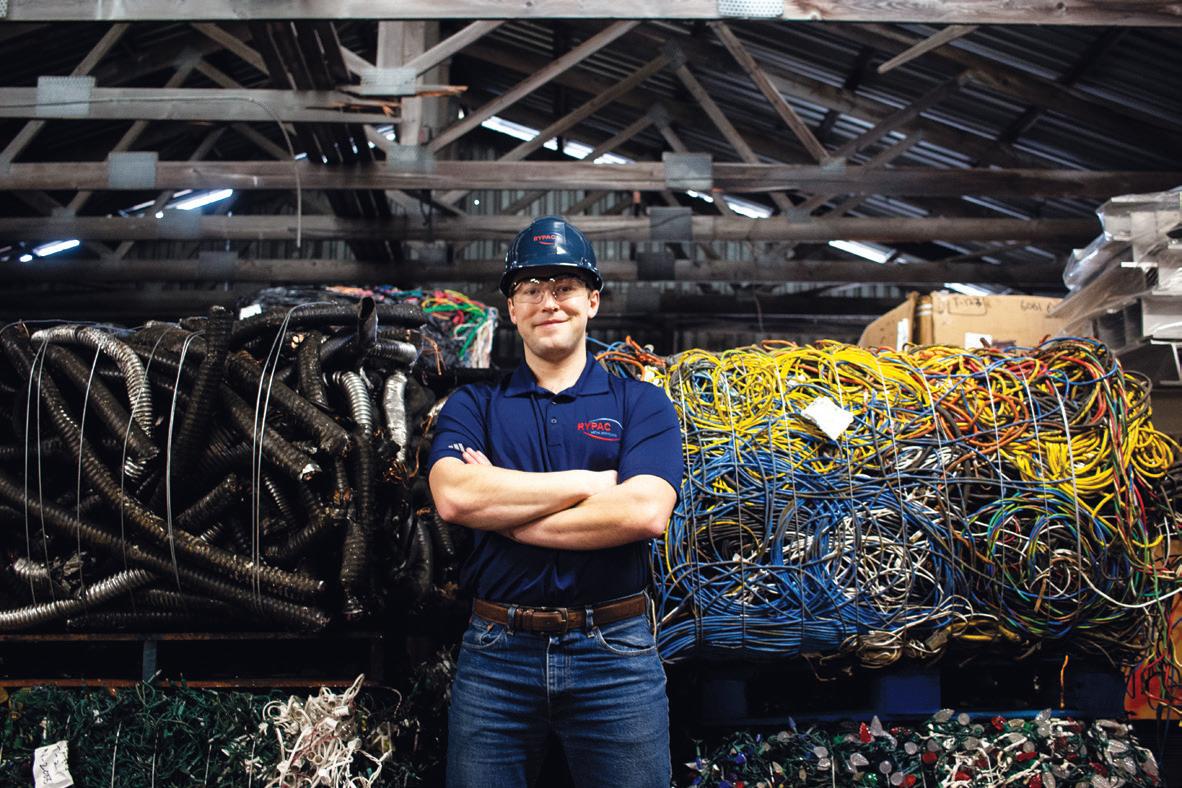
Dan Lundquist, president of Rypac Metal Recycling, represents a growing cohort of younger leaders stepping into ownership and executive roles across the recycling industry. Read more on page 16.
ADVERTISING PRODUCTION MANAGER Tina Anderson production@baumpub.com 604-291-9900 ext. 222
Subscription: To subscribe, renew your subscription, or change your address or other information, go to: https://www.recyclingproductnews.com/ mysubscription/subscribe
Recycling Product News is published six times yearly: January/February, March/April, May/June, July/August, September/October, November/ December. Advertising closes at the beginning of the issue month.
Do you have a story, equipment, or technology innovation, commentary, or news that our readers in the recycling industry should know about? Drop us a line any time.
Contact: Editor Slone Fox at sfox@baumpub.com or 604-291-9900 ext. 335
One year subscription rates for others: Canada $33.50 + 1.68 GST = $35.18; U.S.A. $40; other countries $63.50. Single copies $6.00 + 0.30 GST = $6.30; outside Canada $7.00. All prices are in Canadian funds.
Recycling Product News accepts no responsibility or liability for reported claims made by manufacturers and/or distributors for products or services; the views and opinions expressed are those of the authors and not necessarily those of Baum Publications Ltd.
We acknowledge the financial support of the Government of Canada.
Copyright 2026 Baum Publications Ltd. No portion of this publication may be reproduced without permission of the publishers.
Printed on paper made of FSC®-certified and other controlled material. ISSN 1715-7013. PUBLICATIONS MAIL AGREEMENT NO. 40069270.
Return undeliverable Canadian addresses to: Circulation Dept., 8799 Highway 89, Alliston, ON L9R 1V1 email: rpn@mysubscription.ca Toll-free: 1-866-764-0227
FROM THE EDITOR
PASSING THE TORCH TO THE NEXT GENERATION
Very few kids grow up wanting to work in recycling. Some want to be astronauts. Some want to be veterinarians. In preschool, my sister said she wanted to grow up to be a snail.
Almost nobody plans to end up in this industry. People find it by accident, through a summer job, a family business, or a career detour that turns permanent. That’s exactly why the conversation around the next generation matters so much right now. Labour shortages aren’t easing up, and many long-time operators are starting to think seriously about what comes next. The recycling industry needs people who want to stay.
The good news is that the next generation brings a lot to the table. They grew up with technology everywhere, so data and automation don’t feel intimidating. Software is just another tool, like a shredder or a baler.
There’s also a noticeable shift in how teams are viewed. The next generation of leaders is paying closer attention to training, communication, and workplace culture. Retention has become as much about respect, growth, and feeling heard as it is about wages and benefits.
Younger professionals are walking into an industry built by people who learned everything the hard way, generally through trial and error and long days. That knowledge is invaluable, and the real opportunity right now is in the overlap where that experience is met with new ideas.
That overlap is exactly what drew us to Rypac for this issue’s cover story, which you can read on page 16. At 30 years old, Rypac president Dan Lundquist is a third-generation recycler and the chair of the Next Generation Committee for the Canadian Association of Recycling Industries. Like many, Lundquist’s path into the business was not a straight line. He explored other options, built skills elsewhere, and then made a conscious decision to come back.
The next generation in recycling isn’t here to replace what already works — they’re here to learn from the people who
The next generation in recycling isn’t here to replace what already works — they’re here to learn from the people who laid the groundwork, and then figure out how to carry it forward in a world that looks very different than it did even a decade ago.
laid the groundwork, and then figure out how to carry it forward in a world that looks very different than it did even a decade ago. If the industry can balance tradition and change, it will do more than solve a succession problem. It will create an industry people want to be part of.
A LONG WAY TOGETHER
MULTIMAX MP 540
For multi-purpose vehicles operating in municipality and maintenance applications, BKT has designed MULTIMAX MP 540. Thanks to the All Steel casing, MULTIMAX MP 540 enables to carry heavy loads during on and off-road applications. Another key feature is the block pattern design, that provides outstanding stability and durability to this tire.
Joe Dias
Eastern Zone Manager
Directeur Régional, Est du Canada BKT Tires (Canada) Inc. Cell: 514-792-9220 Web: www.bkt-tires.com
NEWS ROOM
TESTING FACILITY FOR IN-PERSON AND VIRTUAL TESTING OF WASTE STREAMS
BBEST PRACTICES FOR MRFS TO PROPERLY DISPOSE OF LITHIUMION BATTERIES
The Solid Waste Association of North America (SWANA), the National Waste & Recycling Association (NWRA), and the Recycled Materials Association (ReMA) released the Guide for Developing Lithium Battery Management Practices at Materials Recovery Facilities, which offers practical steps for materials recovery facilities to better identify, manage, and respond to improperly discarded lithium-ion batteries. The guide outlines operational practices, employee training options, storage and handling procedures, and emergency response planning to support safer facility operations.
ulk Handling Systems (BHS) is opening a new Nashville-based customer testing and evaluation centre (CTEC) offering material stream testing and evaluation in real time with BHS equipment and systems. The CTEC provides in-person and virtual testing of customer-provided waste streams.
The demo loop starts with a pair of Max-AI Flex robots followed by a SpydIR-HS optical sorter. Alongside a fully automated QC, users can choose either the Max-AI AQC-2 robotic QC utilizing the patented intelligent End of Arm Tool (iEOT), or the Max-AI AIR direct eject QC machine.
The system can show material characterizations at every stage of the process, giving customers vital information about the value of the material being processed. The system allows customers to customize set-ups for their individual material stream needs.
LARGEST LITHIUM-ION BATTERY CLEANUP IN U.S. HISTORY
American Battery Technology Company (ABTC) has been selected by the U.S. Environmental Protection Agency (EPA) to manage the largest lithium-ion battery cleanup in U.S. history. The project will involve recycling approximately 100,000 damaged battery modules from a Northern California energy storage facility fire.
This project underscores the critical need for advanced battery recycling infrastructure as the nation accelerates its transition to renewable energy. ABTC’s proprietary recycling technologies will recover valuable materials such as lithium, cobalt, and nickel, preventing environmental contamination and supporting the domestic battery supply chain.
Following a comprehensive audit, ABTC’s Nevada facility received EPA approval under the Comprehensive Environmental Response, Compensation, and Liability Act (CERCLA) to process hazardous battery waste. This positions ABTC as one of the few recyclers in the Western U.S. authorized to handle such materials.
The EPA is overseeing the logistics of transporting and processing the damaged batteries, which vary in condition from intact units to severely compromised modules. At current market
prices, the recycled materials from this project are estimated to be worth approximately $30 million.
This operation highlights the growing demand for specialized battery recycling capabilities as electric vehicles and grid storage systems become more prevalent. The collaboration between ABTC and the EPA sets a precedent for future large-scale battery management and recycling initiatives.
CIRCULAR MATERIALS EXPANDS RECYCLING SERVICES IN ATLANTIC CANADA
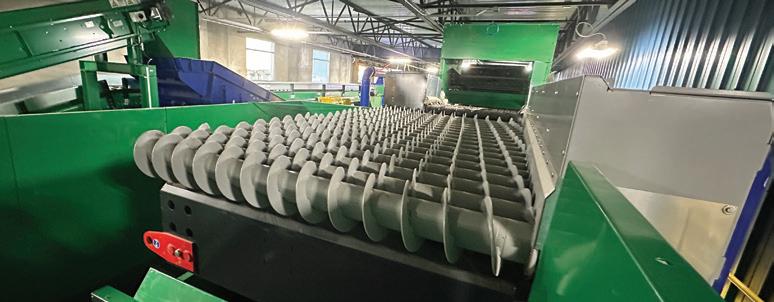
REgroup has been selected by Circular Materials to design, build, and operate a new material recovery facility in Halifax, Nova Scotia, with system design and integration by CP Group. The 112,000-square-foot facility will serve Nova Scotia and New Brunswick.
The MRF will incorporate advanced processing technologies specifically engineered to handle the complex material streams emerging from provincial and territorial regulations across Canada. The new facility is a significant infrastructure investment that will feature advanced imaging systems to modernize post-collection processing and increase material recovery.
Processing 30 tons per hour, the facility will feature dual infeeds and advanced sorting equipment to address the challenging material separation requirements of modern packaging waste streams. CP Group’s patented auger screens will be used on the front end of the system to improve processing consistency.
Advanced optical sorting infrastructure will include eleven MSS near-infrared (NIR) optical units providing comprehensive material identification and separation, complemented by advanced imaging systems for enhanced material recognition and quality control of aluminum. A scavenger optical sorter positioned on the last chance line maximizes material recovery rates.
Canada’s move toward extended producer responsibility shifts the operational and financial responsibility for recycling from municipalities to producers, requiring enhanced processing capabilities to meet recovery targets and material quality specifications. The facility’s design addresses these requirements through enhanced material purity specifications required by EPR programs; improved processing efficiency to handle increased material volumes; technology integration supporting detailed material tracking and reporting requirements; and infrastructure designed to accommodate evolving packaging formats and materials.
SAN FRANCISCO OFFERS PUBLIC DROP-OFF BINS FOR BATTERYEMBEDDED PRODUCTS
The San Francisco Environment Department and Redwood Materials have introduced a new and innovative technology for recycling lithium-ion batteries, making San Francisco the first city in the U.S. to offer fully automated drop-off bins that accept mixed batteries and battery-embedded products with no sorting required. This deployment builds on San Francisco’s Climate Action Plan, which has driven innovations ranging from the pioneering three-bin waste system to major clean-energy expansion.
Each battery recovery and recycling bin is engineered with a sensing and material management system operating continuously in the background, and will be placed at eight locations across the city. In addition to accepting loose lithium-ion batteries, the new bins will take small, rechargeable devices with embedded batteries, like phones, laptops, electric toothbrushes, electric razors, headphones, and small wireless devices.
Batteries and battery-embedded products cannot be discarded in recycling, compost, or landfill bins. San Francisco currently works with 60 retail collection partners, including hardware stores, pharmacies, and sports stores, for household battery drop-off needs. Small-sized loose household batteries (not battery-embedded products) can be disposed of by collecting them in a clear bag and placing the bag on top of the grey or black landfill bin, or in orange battery collection buckets available in apartment buildings.
Lithium-ion batteries are notoriously difficult to collect due to their different shapes, sizes, and chemistries, and they can catch fire if mishandled. With batteries now powering everything from electric vehicles to e-bikes to toothbrushes, keeping them out of the trash and landfill is critical. The city is specifically targeting battery-embedded devices, marking a step forward for the safe recovery of a different category of lithium-ion batteries.
GLOBAL PAPER INDUSTRY TRENDS
Learn how declining demand and higher operating costs reshaped production in 2025. Read more on page 42.
CARI STRENGTHENS FEDERAL ADVOCACY FOR
CANADA’S
RECYCLING INDUSTRY
The Canadian Association of Recycling Industries (CARI) has formed a new federal advocacy partnership with PAA Advisory | Conseils to strengthen government relations and policy engagement for Canada’s recycled materials sector.
As part of the collaboration, members will gain access to new engagement opportunities, government relations education, and clearer, more timely communication on federal policy
developments. The partnership will also support CARI’s first Parliament Hill Day in 2026, open to all members.
Working together, CARI and PAA will focus on strengthening national advocacy and expanding the recycling industry’s presence in 2026. The partnership will elevate industry priorities, improve visibility with federal decision-makers, and ensure recycling and recycled materials issues are clearly understood and represented across all levels of government.
LARGEST RECYCLING PROJECT IN U.S. EXTENDS LANDFILL LIFE WITH AMP
The Southeastern Public Service Authority of Virginia (SPSA) has signed a 20-year contract with AMP to provide solid waste processing services for its 1.2 million residents.
AMP will scale its AMP One system, capable of processing up to 150 tons of locally sourced municipal solid waste (MSW) per day, facilitating the largest recycling project in the U.S. AMP’s AI-based sorting technology uses cameras, robotics, and pneumatic jets to detect and remove recyclables and organics from bagged trash. Additional MSW sortation lines and an organics management system capable of processing 540,000 tons annually divert half of the waste from SPSA.
PARTNERSHIP TO PROGRESS ROBOTIC SCRAP SORTING AND INTELLIGENT METAL RECYCLING
Max-AI and Danieli Centro Recycling have signed a strategic partnership agreement that marks a significant step forward in the automation of the global metal recycling industry. Max-AI technology enables real-time identification and separation of contaminants from metal scrap streams, and when integrated into Danieli shredding and processing lines, these robotic systems increase material recovery rates, improve scrap purity, and reduce manual handling.
PAINT RECYCLING PROGRAM EXPECTS ONE MILLION GALLONS IN ITS FIRST YEAR
Anewly established paint recycling program in Illinois enables households and businesses to recycle leftover paint, stain, and varnish conveniently and sustainably. The program is operated by PaintCare and accepts both latexand oil-based architectural paint products, including interior and exterior paints, primers, stains, sealers, and varnishes in a variation of sizes. The program is expected to manage nearly one million gallons of paint in its first year.
www.heavyequipmentguide.ca
EQUIPMENT NEWS
TOMRA SORTING TECHNOLOGY ENHANCES PURITY OF STAINLESS STEEL
TRIMETAL, a metal recycler in Saint-Étienne, France, has installed TOMRA’s new FINDER COLOR, testing the next-generation colour sorting technology under real-world conditions. The result has been high purity for stainless steel, elimination of manual sorting, and flexibility to process other materials such as copper, brass, and electronic boards.
TRIMETAL achieved a stainless steel fraction with over 98 percent purity without relying on manual sorting. Beyond stainless steel, the long-term goal is to secure access to critical and strategic metals in Europe — such as copper, brass, and precious metals — to prevent scarcity caused by largescale exports and to ensure full traceability in the recycling process.
The FINDER COLOR is a high-precision colour sorting system that supports a wide range of tasks like recovering copper and brass from heavy metals, separating PCBs from e-scrap, and cleaning stainless steel. It combines an ultra-precise RGB camera with artificial intelligence to detect, separate, and sort each particle, even if they overlap or match the conveyor belt’s colour.
FINDER COLOR switches between sorting tasks without needing to reconfigure the line. The system helps TRIMETAL to reach purity targets, increase throughput to handle higher volumes, significantly reduce manual sorting, maintain consistent performance, and unlock new business opportunities.
Looking ahead, TRIMETAL aims to intensify the sorting of high-value non-ferrous streams — such as copper alloys, brass, and PCBs — to accelerate its move upmarket without increasing headcount or incoming tonnage.
BATTERY CABLE FIRE DETECTION
SYSTEM REDUCES RISKS FOR REFUSE TRUCKS
Autocar’s latest safety innovation, the Smart Battery Cable, is designed to reduce the risk of electrical fires in refuse trucks.
Refuse trucks operate in demanding environments where electrical cables are routinely exposed to vibration, abrasion, and contamination. Traditional unfused battery cables carry high amounts of current; when damaged, they can arc and ignite, posing risks to operators and equipment.
Designed for use in the Autocar ACX, the Smart Battery Cable provides early detection of potential rub through and is engineered to alert the operator via the Autocar Always Up display in the event of a short circuit. The operator can then stop the vehicle, preventing thermal buildup and potential ignition. The cable is used in conjunction with a vehicle crank interlock to ensure the truck engine cannot be started again without an operator’s permission after an inspection or repairs.
INDIA’S LARGEST NON-FERROUS SCRAP RECYCLER LEVERAGES STEINERT EQUIPMENT
CMR Green, India’s largest non-ferrous scrap recycler, has combined large-scale recycling with advanced sorting technology and a clear sustainability mission.
CMR Green now operates 12 plants in six Indian states, processing around 600,000 tonnes of scrap annually to produce primarily aluminum and zinc alloys — key materials for India’s automotive, construction, and consumer goods sectors that drive the nation’s circular economy.
During the process, eddy current separators recover non-ferrous metals efficiently, X-ray transmission technology separates aluminum by density, and the induction sorting system enriches stainless steel or copper cables. By turning aluminum and stainless steel scrap into high-quality secondary alloys, the company cuts carbon dioxide emissions by as much as 95 percent compared with primary production.
COLLABORATION REMOVES HAZARDOUS MATERIALS FROM RECYCLING STREAMS
CP Group and Cisek Inspections have partnered to develop and deploy new and innovative X-ray scanning and automated extraction systems for material recovery facilities.
The companies will integrate Cisek Inspections X-ray detection and AI identification technology with CP Group’s
extraction equipment and control systems. This combination targets and removes non-program materials from waste streams before they cause equipment damage or safety incidents.
The technology specifically addresses two critical operational challenges in MRFs. First, it can reduce mechanical damage from non-program contaminants such as car parts, construction debris, chains, cables, and rigid materials that can tear conveyor belts and damage sorting equipment. Second, it can reduce the risk of lithium-ion battery fires that have caused significant damage and pose a continued danger to the industry.
LEADING A
Dan Lundquist is part of a growing cohort of younger leaders stepping into ownership and executive roles across the recycling industry.
LEGACY
DAN LUNDQUIST SHOWS HOW THE NEXT GENERATION IS REWRITING THE RULES
BY MEGHAN BARTON, SENIOR WRITER
Rypac Metal Recycling occupies a familiar place in the industrial landscape, quietly processing materials that fuel the manufacturing process. For nearly 50 years, the family-owned company in Surrey, B.C., has built its reputation on consistency, technical knowledge, and long-term relationships across Western Canada.
Today, Rypac is entering a new chapter. This past May, Dan Lundquist assumed the role of president, becoming the third generation to lead the business. At 30 years old, Lundquist represents a growing cohort of younger leaders stepping into ownership and executive roles across the recycling industry. His leadership reflects a balance between preserving the fundamentals that built the company and preparing it for an increasingly complex, technology-driven future. Trade uncertainty, new material streams, and rising expectations for professionalism and stewardship shape this rapidly evolving industry.
A PATH BACK TO THE YARD
Like many multi-generational recyclers, Lundquist’s first exposure to the industry came early and informally. “I began in a yard at a very young age with a broom in hand, sweeping the ground,” he says.
Still, joining the family business wasn’t a given. “I went to university, then . . . law school. I thought I would be a lawyer. I started practicing and knew that it wasn’t going to be for me.”
When Craig Merritt, the second-generation owner, began to consider retirement and discussed potentially selling Rypac, the career pathway Lundquist had imagined no longer seemed like the right option.
“I completed my articles. I got called to the bar, and then I decided to come back to the scrapyard,” says Lundquist. “I wanted to come back and see the legacy of my family continue.”
Lundquist returned to the yard, working alongside Merritt to reacquaint himself with the business from the ground up.
BUILT ON ALUMINUM AND ADAPTATION
Rypac’s story began in 1976, when Lundquist’s grandfather, Roy Merritt, founded the company on the same Surrey site it occupies today.
“We began as a secondary aluminum foundry, the first one in Western Canada,” says Lundquist.
The company was built through a collective family effort. Roy mortgaged the family home to get the business started. Craig, along with his siblings Brad and Corinne, were involved in building the business from the start. “It was all hands on deck helping, and it paid off,” notes Lundquist.
A defining shift came in 2004, when Rypac exited smelting operations entirely.
“We shut down the furnace and went strictly into handling scrap and recycling,” he says.
That pivot proved critical, enabling the company to focus on processing, upgrading, and trading materials rather than manufacturing them. While Rypac no longer smelts metal on site, aluminum remains central to the business.
“We work closely with the local manufacturing industry,” Lundquist explains. “Not only do we service them on the scrap side, but we are also a distributor of primary and secondary alloys. It’s a nice synergy.”
The result is a circular relationship: Rypac removes scrap from manufacturers while supplying ingots back into their production lines.
A NON-FERROUS SPECIALIST
Today, Rypac is firmly positioned as a non-ferrous specialist serving retail, commercial, and dealer accounts throughout Western Canada.
“I like to say that we are non-ferrous people,” Lundquist says. “We specialize in non-ferrous processing.”
The company’s focus is on producing high-quality, foundry-grade material. “We pride ourselves on being able to prepare high-quality packages for direct sale to consumers,” says Lundquist. “We like to meet the specs and the requirements of our customers and exceed expectations in quality. [We are] continually trying to find new and innovative ways to handle material and capture value that was otherwise unavailable.”
Rypac’s differentiation comes from its ability to extract value from complexity, particularly mixed non-ferrous loads. That capability, Lundquist emphasizes, is rooted less in machinery and technology than in people.
“Our people are very well trained,” he says. “Everyone in the yard knows how to identify different alloys and capture that value. At the end of the day, it always comes down to our people.”
USING THE RIGHT TOOLS, THE RIGHT WAY
While advanced sorting technologies dominate industry headlines, Lundquist takes a pragmatic view of innovation.
“We don’t run a shredder,” he says. “Our technology is not cutting-edge. It’s analyzers that have been around for decades.” What matters, he explains, is not novelty but execution. “Training our team on how to assess mixed material and process it effectively, that’s where the value is created.”
This disciplined approach allows Rypac to upgrade material efficiently and share that value with suppliers. “We’re able to provide a premium to our suppliers because we can process material in ways others can’t,” Lundquist says.
That efficiency also strengthens long-term relationships, reinforcing Rypac’s role as a trusted partner rather than a transactional buyer.
NAVIGATING UNCERTAINTY AND RESPONSIBILITY
Like many Canadian recyclers, Rypac is operating amid significant external uncertainty. Trade policy, particularly tariffs and shifting U.S. relationships, has become a dominant concern.
“It’s difficult to make long-term decisions,” says Lundquist. “Not just around selling, but around where to invest and which customers those investments will serve.”
This uncertainty has pushed recyclers into a role that increasingly blends material processing with market guidance. “Suppliers rely on us to stay informed and help them understand how policy changes could impact their business,” explains Lundquist.
At the same time, the industry continues to contend with public perception challenges tied to theft-driven material flows such as catalytic converters and copper wire. Lundquist says Rypac places a strong emphasis on community responsibility.
“We always try to . . . be a good steward of the communities and the markets that we operate within. It’s very, very important to us that we’re seen as an ally and partner of local government, nonprofit agencies, and the community at large,” he emphasizes. “The service we provide is essential.”
That service, he notes, keeps metal out of landfills, reduces emissions, and reduces the need for virgin mining. “We’re capturing value from material that would otherwise be a waste cost,” he says.
BALANCING PROGRESS AND RISK
Looking ahead, Lundquist sees both opportunity and complexity shaping the next decade of recycling.
“I think it’s an incredibly exciting time to be part of this
We see our customers and suppliers as partners. Partners in the work of taking what would otherwise be waste and converting it into new recycled materials for use in their manufacturing.
Dan Lundquist President, Rypac
industry,” he says. “ All the technology that’s coming out . . . seems to get more sophisticated each and every year. It is unlocking possibilities that were previously unthinkable.”
For Rypac, future investment will focus on more precise separation, moving beyond broad alloy categories toward more rigid chemistries required by mills. “The specs are changing,” says Lundquist. “It’s up to us to adapt.”
“We want to invest in sortation and processing technology that’s going to allow us to take highly mixed loads and sort them, not just into general alloy categories, but specific alloys and specific chemistries that are required by the mills,” Lundquist says.
At the same time, new material streams are introducing new risks. Lithium-ion batteries, in particular, are an industry-wide concern.
“There’s not a metal recycler anywhere that hasn’t heard of or seen someone affected by a lithium-ion battery fire,” Lundquist says.
Lundquist’s leadership reflects a balance between preserving the fundamentals that built the company and preparing it for an increasingly complex future.
For nearly 50 years, family-owned Rypac has built its reputation on consistency, technical knowledge, and long-term relationships across Western Canada.
“Training is really important to make sure that staff are up to date on identification and risk factors to stop that material from entering the facility. Or if it does, handle it in the appropriate way.”
E-waste presents similar challenges. “Not every facility has the systems expertise, people in place to handle it at scale,” Lundquist says. “If we’re not handling material efficiently . . . we’re not doing our job. It’s up to us to capture those resources, stop those resources from being wasted.”
LEADING CHANGE WITHOUT LOSING THE PAST
As a new president stepping into a long-established, family-run business, Lundquist is careful to separate meaningful progress from change made simply for the sake of novelty. In an industry where new technologies and ideas are constantly emerging, he believes leadership requires discernment as much as ambition.
“Not all change is progress,” he says. “Just because you’re doing something new doesn’t mean you’re doing something better.”
That perspective is shaped, in part, by the depth of experience within the Rypac team itself. Many employees have spent decades with the company, and some worked alongside Lundquist when he was still a teenager loading containers in the yard. Leading a team with that level of institutional knowledge, Lundquist says, demands clarity, respect, and a practical understanding of how change affects day-to-day work.
Rather than pushing transformation from the top down, Lundquist focuses on outcomes. “The goal is to make things better and easier,” he says. When a change genuinely improves efficiency, safety, or workflow, acceptance tends to follow naturally.
This emphasis on thoughtful evolution, embracing new opportunities while preserving practices that continue to work, also informs Lundquist’s broader view of next-generation leadership in the recycling industry. As more young leaders step into roles once held by founders and long-time operators, he sees the challenge not as redesigning the sector, but as carrying forward its most effective lessons while adapting them to a changing landscape.
BUILDING THE NEXT GENERATION THROUGH CARI
Outside of his Rypac day job, Lundquist plays an active role in helping shape the industry as a Board Member and Chair of the Next Gen Committee for the Canadian Association of Recycling Industries (CARI).
He credits CARI president and CEO Jacqueline Lotzkar with revitalizing the organization. “She’s added structure and a clear mission,” he says.
The Next Gen committee focuses on creating networking and educational opportunities for the under-40 recyclers nationwide. “Millennials aren’t the new kids on the block anymore,” says Lundquist. “We’re becoming the norm of the workforce.”
Training the team on how to assess mixed materials and process them effectively creates value.
The goal is to build a pipeline of future leaders for companies and the association. “We want to develop a group of talent within this country so we have future leaders of CARI lined up, future board members, and to provide that community [where] we can all come together and learn from each other.”
A GROWING ROLE FOR RECYCLING IN CANADA’S FUTURE
The timing of that work is significant, as economic pressures and policy shifts push Canada toward greater domestic manufacturing and stronger supply-chain resilience. Lundquist believes recyclers will play a central role in meeting that demand, particularly as manufacturers look for reliable, near-term sources of raw material.
“Manufacturing requires the materials we produce, and we’re producing them right now.”
Unlike traditional resource development, recycling can respond quickly to shifting market needs. While new mines require lengthy permitting, capital investment, and years of development before material reaches the market, recycling infrastructure can scale in far shorter timelines.
“It takes years to commission a new mine,” says Lundquist. “It doesn’t take years to commission a new recycling line.”
That immediacy, he says, positions recyclers as a critical link in revitalizing Canadian manufacturing. It also underscores the need for a coordinated industry voice as policy discussions evolve.
PARTNERSHIP AS A GUIDING PRINCIPLE
That national role, Lundquist believes, ultimately comes down to how recyclers work with the partners closest to them: customers, suppliers, and manufacturers who rely on recycled material as a dependable input. For Rypac, collaboration is not just a value statement, but a practical strategy for navigating change.
“We see our customers and suppliers as partners,” he says. “Partners in the work of taking what would otherwise be waste and converting it into new recycled materials for use in their manufacturing.”
As material specifications tighten and new streams enter the recycling system, Lundquist sees Rypac’s future as inseparable from the success of those partners. The company’s approach is built around growing alongside them. Rypac strives to adapt processing capabilities, invest in expertise, and respond to evolving requirements without losing sight of the fundamentals that have sustained the business for decades.
“We want to adapt and grow with [those partners],” he says. “There’s a lot we can improve through collaboration.”
For Rypac, that philosophy reflects both its history and its path forward: a family business shaped by risk and resilience, now led by a new generation focused on precision, people, and a recycling industry that is no longer just waiting for the future. RPN
From passing the bar to stacking bars, Lundquist traded the courtroom for the scrapyard.
Rypac removes scrap from manufacturers while supplying ingots back into their production lines.
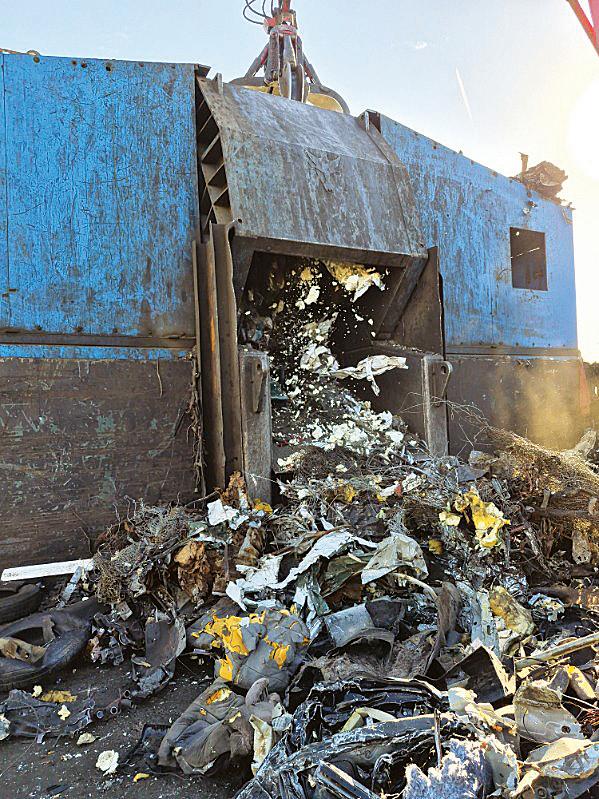
A MILL BUILT AROUND PRESHREDDING
PRE-SHREDDING
IS CENTRAL TO SAFETY, THROUGHPUT, AND LONG-TERM EFFICIENCY AT RIVERSIDE METALS
BY MEGHAN BARTON, SENIOR WRITER
When Riverside Metals opened its Harvey, Louisiana, shredding facility in 2019, the company made a foundational decision that continues to shape its operation today: its shredder would never operate without a pre-shredder.
For Derek Stewart, general manager of the family-owned recycling company, that choice was less about adding equipment and more about building an operation that could safely and efficiently handle the realities of modern scrap flows. “We would not have run the shredder without a pre-shredder,” Stewart says. “The pre-shredder just made way too much sense for production of the mill, wear and tear on the mill, but also the safety side of it.”
BUILT FOR MIXED FEEDSTOCK
Riverside Metals operates two locations in Louisiana. Its original yard, in the New Orleans area, focuses on marine scrap and special projects, drawing on the region’s historic ties to inland waterways, tugboats and barges, and oil field infrastructure. The Harvey site, located about 15 minutes away, serves a broader mix of commercial, industrial, retail, and demolition materials and is home to the company’s shredding line.
The Harvey yard also buys significant volumes from other scrap dealers, including baled material and end-of-life vehicles. That diversity of inbound material helped drive Riverside’s approach to shredding from the outset.
“I have to be able to buy the same type of material that [larger competitors] do,” Stewart says. “I can’t reject anything.”
CHOOSING THE RIGHT PRE-SHREDDER
Riverside selected a Taurus Bravo B12 pre-shredder sized to match its material mix and production goals. Stewart says the machine’s robust construction and ability to handle baled material and vehicles were key considerations. The unit runs seven to eight hours, four to six days per week, depending on volume and mill commitments.
The system was supplied by ELV Select Equipment, a North American distributor whose owner, Bob Vanleeuwen, once ran scrapyards. Stewart says that Vanleeuwen’s background made
the selection and commissioning process more straightforward. “We were speaking the same language as far as material, what to do, what not to do.”
WHY PRE-SHREDDING MATTERED FROM DAY ONE
Rather than retrofitting for pre-processing later, Riverside designed its system as a combined shredder and pre-shredder installation. Stewart says his experience selling material to shredders and conversations with other operators made the limitations of running without pre-shredding clear.
Bales, bundles, and whole cars can all create challenges for traditional shredders, particularly smaller units. “Those condensed bales are essentially bricks,” explains Stewart. “If you put that whole brick right in the shredder, those hammers really have to chip away at it.”
Pre-shredding addresses that problem upstream by breaking material down into a more consistent mix before it ever reaches the main shredder.
“It makes a nice uniform [feed],” says Stewart. “Now those hammers aren’t chipping away a little bit at a time. They’re able to just roll through it.”
SAFETY, PRODUCTION, AND MACHINE LONGEVITY
Stewart identifies three primary benefits of pre-shredding: safety, production stability, and reduced wear on the shredder. From a safety standpoint, the slow-speed, high-torque design
Riverside selected a Taurus Bravo B12 pre-shredder sized to match its material mix and production goals.
Pre-shredding smooths out the feedstock entering the
of a pre-shredder reduces the risk of fires or explosions caused by sealed tanks or residual fuel. “If a propane tank or a gas tank got through in a shredder, that hammer is spinning so fast, it’s going to make a spark,” says Stewart. “With the pre-shredder, it’s turning nice and slow. It’s ripping it as opposed to beating it.”
Operationally, pre-shredding smooths out the feedstock entering the shredder, eliminating spikes and dips in motor load. Stewart compares the process to preparing wood for a chipper. “This pre-shredder takes logs and turns them into branches and twigs,” he says. “Now my main mill can handle it.”
The result is more consistent throughput, roughly 30 to 45 tons per hour depending on material, and less stress on the shredder itself. While Riverside has never run its shredder without pre-shredding, Stewart says the maintenance benefits are clear. “With the pre-shredder, you’re going to see major improvement in the wear and tear of the machine.”
A SIMPLER WORKFLOW FOR OPERATORS
Pre-shredding has also simplified Riverside’s day-to-day operations. Without a pre-shredder, operators must carefully sequence materials like loose scrap, vehicles, and heavier steel to keep the shredder running efficiently. With pre-shredding, everything is processed into a uniform material stream. Riverside’s configuration also includes an additional inspection point. Material exiting the pre-shredder is staged on a concrete pad, allowing operators to remove problematic items before they reach the shredder, adding another layer of protection for both equipment and staff.
We would not have run the shredder without a pre-shredder. The pre-shredder just made way too much sense for production of the mill, wear and tear on the mill, but also the safety side of it.
Derek Stewart General Manager, Riverside Metals
A BROADER SHIFT IN SHREDDING STRATEGY
Stewart expects pre-shredding to become increasingly common, particularly for small- to mid-size shredding operations. “The pre-shredder allows you to almost bump up as far as production,” says Stewart, citing the cost savings per ton. “I see smaller to medium shredders becoming the new norm as opposed to the big mega shredders.”
For Riverside Metals, building its shredding operation around pre-shredding from the beginning has resulted in flexibility, safety, and efficiency, reinforcing the company’s position in a demanding regional market. RPN
shredder, eliminating spikes and dips in motor load.
OPTICAL EMISSION SPECTROMETERS FOR METAL IDENTIFICATION
OES DELIVERS ACCURACY AND PRECISION WITH LOW DETECTION LIMITS
BY MICHAEL MOLDERINGS
Optical emission spectrometers are increasingly being used to verify chemistry, reduce downgrades, and support higher value recovery in metal recycling applications. Optical emission spectroscopy, or OES, can analyze a wide range of elements while delivering accuracy, precision, and low detection limits.
Tools like Hitachi’s OE720 and OE750 instruments are now common sights in yards that handle mixed scrap. Below is a look at how this type of analysis technology addresses the challenges facing modern scrap processors and recycling facilities today.
DEALING WITH HUGE SCRAP TURNOVER
Recycling facilities and scrapyards have to sort through a huge amount of ferrous and non-ferrous scrap. Up to tens of thousands of tons per week is typical for large facilities. The ability to rapidly sort and verify the exact composition of each piece of scrap is essential to keep up with the huge volumes constantly arriving at the facility.
The OE720 and OE750 are built for quick decision-making in the yard. Each test is completed in seconds, and fast start-up times help operators avoid lost production at the beginning of a shift, keeping material moving from the moment work begins.
IDENTIFY THE EXACT COMPOSITION
Traditionally, handheld XRF analyzers have been used to separate and sort scrap metals. However, as demand within the foundry sector grows, OES analysis technology is becoming increasingly important to ensure recycled aluminum, copper, and steel meet stringent specifications to be suitable for melt feedstocks.
However, not all OES instruments are the same. The OE
series utilizes CMOS detector technology, coupled with a LightWing optic design, which enables the detection of the entire range of elements within the ppm range necessary to meet today’s industry demands with a single instrument.
MEETING TOUGH REGULATIONS
Quality may be the driving force behind high-end analysis, but it’s not the only challenge faced by metal recycling operations. To compete in today’s landscape and qualify as a supplier for refineries, facilities must comply with an increasing range of environmental, safety, radioactivity, and transportation regulations.
The OE series helps facilities meet these by ensuring results are reliable and retrievable after analysis. Connectivity to Hitachi’s cloud-based data management system ExTOPE Connect allows results to be stored and accessed when needed, which can be especially useful during audits.
ANALYZE COPPER, ALUMINUM, AND MORE
To get the most out of recycled metal, it is important to analyze tramp and trace elements within different base metals. A CMOS detector can detect key elements within copper, aluminum, and steel matrices. It can determine phosphorus at very low limits in near eutectic and hypereutectic aluminum-silicon alloys. The OE750 model can analyze nitrogen in steel, hydrogen and oxygen in titanium, and oxygen in copper. The OE720 spark spectrometer covers the full range of non-gaseous elements in metals, while the OE750 adds gas analysis.
MICHAEL MOLDERINGS is the product manager of OES at Hitachi High-Tech Analytical Science.
OES can analyze a wide range of elements while delivering accuracy, precision, and low detection limits.
Single Source Convenience... Multiple Solution Versatility
When you choose Herbold as your recycling systems partner you get access to the industry’s best equipment along with expert application assistance and support all in one place.
Granulators and Shredders
n Available in gravity fed, force fed, and wet granulation configurations
n Optimized rotor/knife design reduces fines and extends knife life
n Low-maintenance — built with easy-access chambers and outboard bearings
n Systems for any volume requirement
n Seamless integration with shredders, washers, and full Herbold recycling lines
n Converts light, fluffy materials into high-density granulate
n High throughput, continuous processing - up to 1,400 kg/hr.
n Friction-based compaction maintains material integrity without melting
n Handles tough recycled materials with consistent results
n Compact, reliable, proven design for easy integration and low maintenance
THE BENEFITS OF BALER REDUNDANCY
HANDLE MAINTENANCE, UNEXPECTED ISSUES, OR SURGES IN MATERIAL WITHOUT SACRIFICING PRODUCTIVITY
BY SLONE FOX, EDITOR
In a busy MRF, an unexpected baler outage can be chaotic, with lines backing up, trucks waiting, and crews hustling to keep things moving. That pressure is heightened by storage limitations, since many MRFs don’t have the bunker space to hold material while repairs are made. Extended downtime can also force operators to divert material to other facilities, which adds transportation costs and introduces a more serious threat: suppliers permanently sending material elsewhere.
Redundant baler capacity is a strategic tool that helps maintain steady throughput, manage operational risks, and unlock efficiencies that a single line can rarely achieve. With backup machines in place, plants can handle maintenance, unexpected issues, or surges in material without sacrificing productivity. I caught up with D.J. VanDeusen, president of Harris American Company, to discuss why baler redundancy has become an essential part of MRF optimization, rather than a luxury.
PROTECTION AGAINST SHUTDOWNS
The most obvious benefit of baler redundancy is insurance against downtime. When a facility relies on a single baler line, any extended outage can bring production to a standstill.
“Depending on the storage space available, material may need to be diverted to an alternate location, which is a costly option and opens up the risk of the supplier electing to bring the material to another processor,” says VanDeusen.
Once trucks are redirected, even temporarily, suppliers may choose to stay with another processor. Redundant baler capacity helps facilities avoid that scenario altogether by allowing production to continue while repairs are made, keeping material on site and moving through the system.
FEWER HEADACHES FROM MATERIAL CHANGEOVERS
Single-baler facilities that handle multiple grades can feel the impact of changeovers more than they realize. “When the baler is in operation in facilities where multiple grades or types of materials are processed, there are inefficiencies associated with the material switch-over times,” says VanDeusen.
Each change requires operators to pause production, clear
material, and reset the system — interruptions that ripple upstream. Over the course of a shift, that lost time can eat into overall throughput. Redundant balers help smooth out those disruptions.
SIMPLIFIED MAINTENANCE AND PARTS MANAGEMENT
“Having two identical machines can provide a tremendous amount of value,” says VanDeusen. “Operators know the machine well; one set of maintenance parts can serve both machines, and the downtime can be handled by the other machine.”
This standardization reduces response time during repairs and allows technicians to develop deeper expertise with the equipment.
STRONGER PREVENTIVE MAINTENANCE PROGRAMS
Redundancy makes preventive maintenance easier to execute. “Being able to run a true preventive maintenance program is more palatable to the operations team because they don’t have to stop doing what they’re doing,” VanDeusen says. That approach greatly reduces the likelihood of downtime.
FLEXIBILITY ACROSS MATERIALS AND BALE SIZES
From a redundancy perspective, two-ram balers often provide the greatest value. Their ability to handle a wide range of materi-
als and bale sizes makes them well-suited to redundancy-focused layouts and allows operators to adapt quickly when conditions change. This versatility strengthens redundancy by ensuring either baler can step in without limiting material options.
A CLEARER VIEW OF TRUE OPERATING COSTS
When it comes to baler redundancy, many operators struggle to justify the upfront capital investment required for more than one baler. VanDeusen says this is often driven by an incomplete view of downtime costs.
“The true cost of being down is sometimes hard to quantify. The lost revenue of production is only a piece of this equation,” he says. “The inefficiencies of running a multi-grade facility with one baler, the cost of unexpected redirection of tons, and the possible loss of supply if tons have to be redirected all must be considered in the baler purchase decision.”
PLANNING FOR BALER REDUNDANCY
For baler redundancy to be effective, infeed conveyors must be designed to feed either baler with the full volume of material. Without that flexibility, redundancy exists on paper but not in practice.
“The design of the MRF needs to ensure that infeed conveyors to each machine can handle all of the material available to allow for maximum redundancy protection,” says VanDeusen. “Having multiple balers, but each targeted for specific grades or types of material, limits the redundancy effect of having more than one baler.”
Depending on the storage space available, material may need to be diverted to an alternate location, which is a costly option and opens up the risk of the supplier electing to bring the material to another processor.
D.J. VanDeusen President, Harris American Company
When the decision to add redundancy is driven by high volumes of the same material, using two identical balers can be highly beneficial. Operators are already familiar with the equipment, a single set of maintenance parts works for both machines, and any downtime — whether planned or unexpected — can be managed by running the other unit.
For MRFs focused on resilience and long-term optimization, baler redundancy offers control: control over uptime, control over material flow, and control over customer relationships. That control can be the difference between reacting to problems and staying ahead of them. RPN
A Harris American DC Series baler.
A Centurion two-ram baler.
THE BUSINESS OF RECYCLING GYPSUM
NEW WEST GYPSUM RECYCLING KEEPS DRYWALL IN THE SUPPLY
CHAIN AND OUT OF THE LANDFILL
BY MEGHAN BARTON, SENIOR WRITER
When Metro Vancouver banned drywall from landfills in the mid-1980s, it created a pressing issue for contractors and demolition companies in B.C.’s Lower Mainland: there was nowhere to dispose of the gypsum. At the time, drywall was considered disposable waste rather than a recoverable material, and there was no established system to manage it once it left the job site. The ban meant that contractors and demolition companies suddenly needed an alternative.
New West Gypsum Recycling (NWGR) evolved from a local response to that landfill ban into one of the earliest post-consumer gypsum recycling operations in North America. Founded in 1985, the company emerged at a time when no established recycling pathway for gypsum existed.
Gypsum wallboard is now recognized as one of the most widely used and most recyclable materials in construction, with its core able to be processed and reused repeatedly without degrading. Today, NWGR operates gypsum recycling facilities across Canada, the U.S., and Europe, supporting wallboard manufacturers with a consistent, high-quality recycled gypsum supply. The company has become a critical link in the drywall
supply chain, helping keep gypsum in circulation rather than buried or exported as waste.
FROM LANDFILL BAN TO RECYCLING MODEL
New West Gypsum’s development was shaped less by long-term vision than by a series of practical responses to a problem no one else was ready to solve. With drywall barred from landfill and no recycling infrastructure in place, Tony and Gwen McCamley began adapting their demolition and construction disposal business to handle a material stream that suddenly had nowhere to go. Recycling was not the original objective. The first solution was an alternate disposal system. “The federal government stepped in with an ocean dumping permit,” explains Michael McCamley, vice president of global business development and second generation in the family business. “[My parents] used the permit to take gypsum waste to an ocean dump site 60 miles off the west coast of Vancouver Island.”
That stopgap solution presented another challenge: volume.
gypsum
or
Michael recalls a kitchen table meeting where his dad experimented with grinding drywall in a blender to condense the material. Processing the waste drywall this way would allow for more to be loaded onto the sea-bound barges. This operational workaround was pivotal in the evolution of the company.
As the processed product sat ready for disposal, the material caught the attention of a nearby wallboard manufacturer, who recognized that if the paper backing could be removed, the gypsum could be reused in production. That realization reframed drywall as a viable manufacturing input rather than a disposal problem and laid the groundwork for New West Gypsum’s recycling process.
As manufacturers began accepting recycled gypsum, the model scaled. NWGR expanded first into Washington State and Ontario in the 1990s, then into Europe in the early 2000s, following markets where policy, manufacturing demand, and logistics aligned. What began as a local response to a landfill ban evolved into a recycling system designed to return gypsum to manufacturing, keeping the material in circulation rather than treating it as a one-time-use waste stream.
In Europe, the whole industry is on board. Europe is cohesive. In North America, the call for gypsum recycling is primarily led by the gypsum recyclers themselves.
Michael McCamley VP of Global Business Development
The
core does not chemically change during use
processing, so it can be recycled repeatedly without degrading.
When drywall was banned from Vancouver’s landfills, the federal government stepped in with an ocean dumping permit.
WHY GYPSUM IS UNIQUELY RECYCLABLE
Gypsum has a key advantage over many other construction materials: it can be recycled repeatedly without degrading. Unlike many composite materials, the gypsum core does not chemically change during use or processing, allowing it to be separated from the paper facing, reprocessed, and remanufactured into new wallboard. That stability makes gypsum ideal for closed-loop recycling.
But that loop only works if the input material is clean.
“We only accept drywall,” says McCamley. “If someone shows up at our gate with a mixed load or an unclean load, we reject them.”
Drywall screws and corner bead, which can be handled during processing, are not the most common challenges in gypsum recycling. “A little bit of wallboard-related material is okay,” McCamley says. “It’s more like lunch bags, plastic, wood, and all the other construction materials on site.”
Effective recycling depends on keeping drywall separated from mixed construction waste. Co-mingled loads are more difficult to process efficiently and can compromise material quality. Source separation is a critical part of NWGR’s approach.
MANAGING RISK IN DEMOLITION DRYWALL
While new construction drywall is typically clean, renovation and demolition material carries additional risk, particularly when older buildings are involved.
To manage that risk, New West Gypsum applies different acceptance rules based on material age. “If it’s pre-1990, it needs to come with an analytical test saying it’s asbestos-free,” he explains. Material with unclear origins, such as loads from transfer stations, is isolated and tested before being processed or blended.
Even with those controls, McCamley believes the burden should not fall on recyclers alone.
“I would like a national standard when it comes to deconstruction and demolition because the recycler cannot be the police,” he says.
Without consistent demolition and deconstruction upstream practices, recyclers are left managing risk at the end of the chain, limiting recovery potential and raising safety concerns.
A MARKET-DRIVEN RECYCLING MODEL
Managing risk at the end of the material stream has also shaped how NWGR operates within the broader drywall supply chain. Because recycled gypsum must meet strict quality and safety requirements to re-enter manufacturing, the company’s business model is closely informed by the wallboard-producing sector.
NWGR positions itself as a service provider embedded in manufacturing workflows, collaborating directly with producers to recover gypsum scrap and return it to the supply chain. That alignment also determines where the company operates. NWGR does not enter new regions unless there is a committed end-market outlet for recycled material. “If [we] don’t have a wallboard manufacturer [on board], New West Gypsum will not go into that market,” says McCamley.
In NWGR’s view, this alignment positions recycling as complementary to gypsum mining rather than in competition with it. McCamley sees recycling as extending the lifespan of existing resources. “Gypsum recyclers prolong the life of gypsum mines,” he says.
The model becomes particularly effective in regions where wallboard manufacturers must transport gypsum long distances or rely on imported material. In those markets, recycled gypsum provides a more stable, locally available input to support manufacturing continuity while reducing reliance on virgin extraction.
WHERE RECYCLED GYPSUM GOES
While closed-loop recycling is New West Gypsum’s priority, the company also supplies other end markets depending on location and material quality.
“There are typically three main end markets: wallboard manufacturers, cement plants, and [agriculture],” says McCamley.
Cement plants have a slightly higher tolerance for contamination, making them a secondary outlet for some demolition materials. Agricultural use is approached cautiously and only under controlled conditions, as improper application can create environmental and regulatory problems.
RECOVERY DEPENDS ON LANDFILL POLICY
Today, gypsum recycling in Canada remains variable, shaped less by the recycling technologies that exist and more by policy and economics. Despite gypsum’s recyclability, recovery rates vary widely depending on how disposal is regulated and priced. Across Canada, gypsum recovery rates are closely tied to landfill policy and pricing. Where disposal is cheap and unrestricted, recycling struggles to compete.
“The biggest barrier to gypsum recycling is actually landfills,” says McCamley.
The contrast is clear within Canada. In Metro Vancouver, where drywall has been banned from landfill for decades, New West Gypsum Recycling processes between 70,000 and 80,000 tonnes annually. Despite its larger population, the Greater Toronto Area’s recovery is significantly lower due to easier access to landfills (approximately 30,000 tonnes annually).
For waste generators, recycling is driven by economics and project requirements. NWGR charges tipping fees, similar to a landfill. Recycling becomes an attractive solution when landfill disposal is more expensive, restricted, or incompatible with project sustainability goals or green building standards.
EUROPE’S COORDINATED APPROACH
Internationally, McCamley points to Europe as the most advanced market for gypsum recycling because of industry alignment.
“In Europe, the whole industry is on board,” he says. “Europe is cohesive. In North America, the call for gypsum recycling is primarily led by the gypsum recyclers themselves. In Europe, it
was led by the entire gypsum industry. ”
European manufacturers, recyclers, and regulators work together to define recycling practices and address liability concerns. North American adoption varies widely by region and is often led by recyclers rather than coordinated industry initiatives.
CLOSING THE LOOP STARTS ON THE JOB SITE
When asked what would most improve gypsum recycling outcomes, McCamley refers to fundamentals: source separation, clear demolition standards, and better job site systems.
“Gypsum scrap should never see a waste container,” he says. “It’s only wasted when it’s disposed of in a landfill.”
In mature markets like Metro Vancouver, separation is routine. In newer markets, it requires signage, training, and enforcement so that drywall bins are kept separate from general site waste.
GROWTH, CAPACITY, AND WHAT COMES NEXT
NWGR’s expansion follows manufacturing demand, but growth is ultimately shaped by how much clean material can be recovered. The company recently expanded into Montreal and is preparing to bring additional capacity online in Germany near Berlin. Even so, McCamley says capacity is not the limiting factor.
“We currently have a global capacity of one million metric tons. We are only [at] about half of that global capacity.”
The challenge is not finding buyers, it’s sourcing clean material. “If we had the sources to operate at 100 percent capacity, the wallboard manufacturers would consume recycled gypsum all day long,” says McCamley.
For NWGR, the goal remains simple: keep gypsum in the supply chain, where it belongs. When drywall is treated as a material stream rather than a waste stream, recycling becomes practical, closing the loop on one of construction’s most common materials. RPN
NWGR operates gypsum recycling facilities across Canada, the U.S., and Europe, delivering high-quality recycled gypsum to wallboard manufacturers.
ISSUES AND OPPORTUNITIES
RESHAPING CANADA’S CONSTRUCTION WASTE INDUSTRY
HOW REGULATORY REFORMS, STRATEGIC INVESTMENTS, AND EVOLVING POLITICAL PRIORITIES WILL IMPACT C&D WASTE RECYCLING
Following the Canadian federal election last April, it was predicted that there would be a significant impact on the construction and demolition (C&D) waste recycling sector. Regulatory reform, strategic investments, and shifting political priorities are widely expected to influence how material is processed and recovered across Canada.
Against that backdrop, this conversation draws on perspectives from across the industry to examine what those changes could mean in practice. CDE Group, a global manufacturer of wet processing equipment, provides technical context alongside broader industry insight from Ken Singer, publisher of Recycling Product News; Deanna Woods, director of people and product development at GRT; and Adrian Convery, business development manager at CDE.
CDE: Ken, in your role with two key industry publications, Heavy Equipment Guide and Recycling Product News, you are well-positioned to take the pulse of the industry. What are the biggest trends currently shaping Canada’s construction and demolition industry, and how are businesses adapting?
Ken Singer: The Canadian construction and demolition recycling industry is undergoing a significant transformation, driven by technological advancements, regulatory changes, and a growing emphasis on sustainability. In parallel, the sorting and separation of C&D materials is growing alongside the offsite processing of these materials, which are aided by advancements in specialized equipment that enhance both the purity and value of recovered materials.
Canada has embraced a transition toward the circular economy at all levels of government by supporting a variety of emerging and developing sectors like selective demolition — dismantling buildings to preserve valuable materials for reuse and recycling.
Green building certifications, such as LEED, are encouraging the use of recycled and reclaimed materials in construction, promoting more sustainable building practices. The integration of recycled materials, use of recycled concrete, aggregates, reclaimed timber, and recycled steel is becoming more common in construction, reducing the reliance on virgin materials.
Excess soil management is another critical issue in Canada, and a growing C&D opportunity throughout the country. Ontario, for instance, recently introduced an excess soil regulation under the province’s Environmental Protection Act that mandates the tracking, testing, and appropriate reuse, recycling, or compliant disposal of excess soils from construction sites.
Similar regulations are being discussed and are moving toward adoption in other provinces. Under this regulation, contractors and recyclers must now test soils for contamination, develop reuse strategies, and track soil movements via documentation like soil passports. This adds complexity, but also presents a significant opportunity for equipment and process manufacturers and recyclers looking to diversify their operations.
The current transportation and disposal of excess soils, especially if they’re contaminated, is expensive and increasingly tightly regulated. Soil must often go to licensed receivers, with fees for tipping and handling the material, and ever-increasing transportation costs. There is debate on how these higher operational costs and the need for better material management planning early in project design stages will affect the construc-
tion industry, especially in a period where costs are increasing, margins are diminishing, and investment confidence is slowing. This is due to external factors, such as tariffs, which are putting pressure on the construction industry.
Some contractors are offering soil brokerage and logistical services that integrate with traditional C&D recycling operations. New revenue streams and services are being developed to manage soils sustainably and, hopefully, profitably. Many large excavation contractors are seeing this as a potential area in which to diversify their operations and services they offer to site owners.
Material handling equipment supports faster throughput and more precise separation of construction waste streams.
CDE: Deanna, GRT is Canada’s first resource regeneration facility. As a leader in this space, could you provide an overview of what GRT is doing to recover value from construction and demolition waste?
Rising costs of landfill tipping fees continue to propel the recycling and diversion of C&D materials from the waste stream. On-site demolition, through modernized equipment and more integrated planning, is becoming faster, safer, and more efficient.
CDE: Adrian, could you elaborate on what you are currently seeing in Canada?
Adrian Convery: It’s really interesting at the moment, with the Liberal government winning the latest election and deciding to keep the industrial carbon pricing. I can see that this is going to drive up the pricing of heavy-emitting projects like the cement industry, but it’s going to incentivize emissions-reducing projects like recycled aggregates.
We have a project in Western Canada where circularity is a big theme, and they’re looking at how they can reuse as much material as possible. Historically, on recycling sites like these, the clay has been the biggest waste fraction, and finding a home for how we can reuse that was very important. It’s now found a use as a fly ash alternative in cement production.
Deanna Woods: Every year, millions of tonnes of excavated soil are removed from construction sites and treated as waste. Resource regeneration turns this overlooked stream into a new supply chain: high-quality materials (we call it Regenerock) recovered through soil washing and reuse, not extraction. By recovering usable resources from excess and unwanted soils, GRT cuts down on landfill use, reduces emissions from long-haul transport, and avoids the carbon cost of quarrying virgin rock. We make infrastructure circular. We give builders and governments a real way to meet climate and procurement goals, on time and on budget.
CDE: From your perspective, operating a waste recycling business, what are the key drivers for companies to shift from traditional disposal to more circular or sustainable C&D practices?
DW: The biggest driver is financial: the economics have to make sense for companies to change long-standing habits. If circular solutions can be cost-competitive or offer savings, adoption becomes much easier. Simplicity matters too; if the process is complicated or disruptive to existing workflows, uptake slows. At the same time, there’s a broader societal shift underway as people recognize that our current “take-make-dispose” model is unsustainable.
C&D recycling facilities are becoming critical infrastructure as regulatory pressure and landfill costs push higher diversion targets.
The growing awareness that we can’t keep extracting new resources while discarding old ones is pushing both the industry and the public to look for systems that recover, reuse, and regenerate materials instead of sending them to landfill.
CDE: What are the most common pain points for construction firms when it comes to managing demolition materials and waste?
DW: Rising soil disposal costs, limited landfill capacity, and the shortage of available greenfield sites in urban areas are major pressure points for construction firms. Regulatory shifts such as mandates for deconstruction over demolition can also create challenges; while the intent is positive, these policies can impose significant financial burdens if deconstruction businesses aren’t given the support needed to scale up and compete on cost.
On the solutions side, enabling resource regeneration facilities in urban areas can help ease these pressures by reducing soil disposal costs and providing a low-cost, reliable supply of clean construction aggregates, creating a more sustainable and predictable materials cycle for the industry.
CDE: Ken, how is the growing focus on ESG (Environmental, Social, and Governance) reporting influencing decision-making in the C&D sector?
KS: Companies are under growing pressure to reduce the environmental impact of their operations. Waste diversion targets, often tied to ESG reporting, are leading to higher recycling rates, especially in large-scale projects. Municipalities and
clients are preferring demolition contractors with strong waste management plans that emphasize recycling and reuse. ESG policies are pushing builders to source materials with recycled content, such as reclaimed wood, recycled aggregates, steel, and excess soils.
Firms are now required to report ESG performance more frequently as part of regulatory or investor disclosures. For C&D recyclers, this includes several key metrics such as the volume of materials diverted from landfill, the use of recycled inputs in construction, and emissions from waste transport and equipment.
We have also heard of possible carbon offsets. Companies lacking verified data on recycling rates and emissions may lose out on tendered bids. Public infrastructure projects across Canada now include ESG criteria in tender evaluations. Firms with poor environmental records or those lacking transparency are now often disqualified or scored lower.
CDE: Deanna, perhaps you could share an operator’s view on this as well?
DW: While we haven’t necessarily seen ESG commitments become a primary driver of decision-making in the C&D sector — most choices are still guided by economics — they have helped to raise awareness of sustainability and made circular economy concepts more accessible. This broader recognition benefits companies like GRT, as it lays the groundwork for systemic change. ESG is one tool among many that can help shift the paradigm toward a resource economy built on maximizing the value of materials already in circulation, rather than relying solely on virgin extraction.
Washing systems transform excess and contaminated soils into reusable construction aggregates.
CDE: How would you describe the current regulatory landscape around C&D waste in Canada, and what impact is it having on project planning and execution?
DW: The Canadian — and provincial — regulatory landscape is both a challenge and an opportunity. Most existing rules were developed without a circular economy in mind, so in the eyes of the law, “waste” remains waste, even if it can be recovered into a high-quality product. This limits reuse in a legal sense and slows innovation.
Product specifications also need to evolve, expanding how we define “raw materials” to include recovered resources. Without these changes, efforts to create a more sustainable built environment will be constrained — with knock-on effects for construction costs, housing affordability, and social equity.
CDE: Ken, looking ahead, what are your predictions for the future of Canada’s C&D industry over the next 5 to 10 years, and what should businesses do now to prepare?
KS: Over the next 5 to 10 years, C&D recycling will become central to a fully circular construction industry in Canada. Material recovery will continue to expand rapidly. Reclaimed wood, recycled aggregates, and steel will be used at scale in new builds, reducing reliance on virgin materials. Construction products with recycled content will become more normative, driven by regulation. Increased adoption of equipment technology such as automation, AI, and data analytics will transform recycling operations. AI-driven robotic sorters will become more common, capable of recognizing and extracting valuable materials from mixed waste with higher precision.
A move toward stricter regulations and incentives by governments will dictate minimum recycling rates and require decon-
struction plans for large developments. Green building codes will evolve to require specific percentages of recycled or reused materials. Tax incentives, carbon credits, and grants for firms that prioritize sustainable materials and recycling processes will propel growth. Landfill bans on certain recyclable construction materials, like untreated wood or concrete, may become more widespread. The success of the industry moving forward will be increased if industry advocacy helps inform and shape government regulation from the bottom up — not top down.
I would also expect to see more standardization in processes, certifications, and reporting, especially around emissions, diversion rates, and material quality. Skilled labour shortages and lack of training will no doubt present a persistent challenge. The materials processed in C&D recycling must also have an end market that is financially viable and can be profitable for the producer.
CDE: Adrian, you work with operators in this market daily. How do you see the industry landscape evolving into 2026?
AC: Last year, aggregate demand was down. Looking forward to 2026 and beyond, it’s widely believed that aggregate demand will come back, and it will continue to grow from there. The sustainable and efficient way to source these aggregates is to have production close to the market. Recycling facilities, as we deliver at CDE, allow for this because they work on a smaller footprint than a new mining site.
I’d also like to see the permitting process become more streamlined. At the moment, all these soils are being sent to landfill when they can be used in infrastructure projects around the country. At the same time, this is still creating a high demand for primary aggregates, especially in projects where they’re not needed.
Skilled operators and plant staff drive the success of Canada’s evolving construction and demolition recycling sector through safety process control and innovation.
A GUIDE TO ESSENTIAL SHEAR MAINTENANCE
MAXIMIZE PERFORMANCE, UPTIME, AND SERVICE LIFE OF MOBILE SHEARS
BY BRIAN HAWN
Mobile shears are essential tools in demolition and recycling operations. Their productivity, safety, and long-term performance depend heavily on proper operation and proper maintenance. When maintained correctly, a shear will not only perform through the most demanding jobs, but will also provide years of reliable service.
THE ROLE OF MOBILE SHEARS
In demolition, a shear is more than an attachment; it is often the central production tool on the job. The shear dictates the pace, efficiency, and safety of the entire project. A well-maintained shear is a high-performing shear. Proper maintenance ensures:
• Maximized cutting performance.
• Reduced downtime.
• Lower long-term operating costs.
• Extended structural life.
• Safe operation for operators and ground crews.
WALKAROUND INSPECTIONS
Walkaround inspections must be conducted before and immediately after every use. Early identification prevents failures. Inspect for:
• Oil leaks or signs of hydraulic contamination.
• Hose wear, abrasions, cracking, or rubbing.
• Missing hardware, especially blades, guides, pins, and wear components.
• Wear guard and hard surfacing condition.
END-OF-DAY AND END-OF-PROJECT
MAINTENANCE
At the end of the day, perform blade wear checks and shimming, minor repairs, leak inspection, and greasing.
The end of the project is the time for deeper service, such as structural inspection, blade and bolt replacement, guide alignment assessment, hard surfacing repair, and hydraulic system evaluation. Planning these maintenance events prevents catastrophic failures mid-project.
ADJUSTMENT PLATES: A CRITICAL WEAR COMPONENT
Adjustment plates are precision-milled components designed specifically for each shear’s serial number. Their function is to keep the blade gap consistent across the full cutting length.
Key rules for adjustment plates:
• They are not thick shims.
• Never grind, modify, or flip them.
• Never weld plates into pockets.
• Install shims between the blades and the adjustment plates.
• If plates bend or wear, always replace them, never fabricate.
BLADE GAP MANAGEMENT
Proper blade gap is essential for optimal cutting performance, reduced jamming, maximum cutting force, and blade life extension.
Typical shear gaps are between 0.010 and 0.035 inches, depending on the model and material. For aluminum or stainless steel, open the gap; for white goods or thin material, reduce the gap.
Fortress and its dealers can also provide a blade shimming video and hands-on training to ensure operators set gaps correctly. Successful demolition companies don’t maintain shears alone. They leverage service training, field inspections, troubleshooting assistance, and help with bidding jobs and selecting the right tool. Fortress provides these resources through a nationwide service team.
SHEAR DESIGN CONSIDERATIONS
All mobile shears rely on the same fundamental engineering principles: cutting geometry, hydraulic force, pivot design, blade metallurgy, and structural durability. However, the execution of these principles determines ease of service, wear patterns, and long-term reliability.
Fortress engineering took a deep dive into improving core shear design, focusing on a revolutionized pivot system, reduced reliance on lamination by utilizing 6-inch solid steel,
significantly fewer welds through increased machining and milling, and improved weld design. These updates allowed us to increase the shear’s cutting power with confidence, knowing the structure and critical components could reliably handle the additional load. Precision machining, welded structures, and component design are optimized to extend service intervals, reduce downtime, simplify blade and guide adjustments, improve cutting efficiency, and deliver maximum structural life.
Proper shear maintenance is essential for maximizing performance, reducing downtime, and minimizing costs. The best operators combine daily discipline with reliable OEM support to ensure their shears operate safely, efficiently, and profitably. With the right maintenance plan and the right partner, your shear will perform at the highest level throughout its entire life cycle.
BRIAN HAWN is the VP of service for Exodus Global. Fortress shears by ShearCore are engineered and manufactured in Superior, Wisconsin. Fortress backs its engineering with a U.S.-based service team positioned throughout the country, same-day parts shipping, and real technicians who answer the phone.
Performing these checks daily, or multiple times daily in severe applications, dramatically extends shear life and prevents costly failures.
1. Guide blade shimming
Guide shimming is often required more frequently than blade shimming. Proper guide blade gaps ensure jaw alignment, reduced pivot stress, extended life of wear parts, and cutting without jamming
2. Grease all zerks
Greasing is one of the most effective steps to extend shear life. Lubricate all pivot points every eight hours and ideally twice daily on pivot groups, to prevent:
• Premature bearing wear
• Increased friction and heat
• Structural fatigue in high-load areas
3. Understand traction force
A shear is a cutting tool, not a pry bar. Operators
must avoid pulling, twisting, or prying with the shear. Excessive traction force misaligns jaws, adds extreme force on the slewing ring, and accelerates wear on pivot and guide systems.
4. Torque blade bolts
Blade bolts loosen due to extreme force during the open cycle and heat cycles during operation. The torque schedule should be every eight hours or every four hours in extreme conditions. Never rely on an impact gun or breaker bar. Under-torquing leads to loosening; over-torquing causes stretching or bolt failure. Proper tools to use include:
• Torque multiplier (4:1 or 16.5:1).
HyTorque or TorcUP systems.
5. Rotate and shim blades
Rotating blades improves cut quality and reduces jamming. Shim blades as necessary to maintain cutting geometry and prevent jamming.
When maintained correctly, a shear will provide years of reliable service.
Five critical daily checks to reduce downtime
SINGLE-SHAFT
MANAGEABLE SIZES
1
The WEIMA WLK 15 is a single-shaft industrial shredder designed to process materials like paper, plastic, wood, and packaging materials. Custom options for this machine are available to meet the requirements of the application at hand, including various rotor designs, screen sizes, rotatable cutting knives, infeed options, hopper configurations, and more. The flexibility of the WLK 15 allows it to stand on its own as a centralized shredding hub, but it can also be easily integrated into a two-stage shredding system. The hydraulic lift-up screen allows for efficient cleaning and maintenance of the machine, enabling technicians to rotate cutting knives, adjust the reversible counter knives, and clean any remaining debris from the hopper.
2
SSI Shredding Systems’ UniShear shredders, grinders, and finishers are single-rotor, medium-speed material processors. These machines have been specifically developed from customer feedback for applications ranging from refuse-derived fuels to wire and metal processing to tire recycling. Options are available from 50 to 400 horsepower, and screen sizes can range from 4mm to 75mm, depending on the application. Uni-Shear products are designed to provide online reliability, enhanced performance levels, inexpensive wear parts, and quick service access.
3
3
Zato’s Blue Marlin single-shaft industrial shredder combines reinforced steel housing, powerful diamond blades, and an innovative internal pusher for consistent, reliable shredding. Designed to handle materials that haven’t been pretreated, it reduces them to predefined output sizes, optimizing performance for secondary shredding processes. With easily configured screens, the Blue Marlin can adapt to varying material thicknesses, delivering higher outputs and enhanced efficiency. Utilizing proprietary Load Sensing software, the Blue Marlin adjusts the power load for different materials to save energy and increase efficiency.
ZATO BLUE MARLIN
A RECAP OF GLOBAL PAPER INDUSTRY TRENDS
DECLINING DEMAND AND HIGHER OPERATING COSTS
RESHAPED PRODUCTION IN 2025
BY NONSO ONOWU
The global paper industry has faced ongoing structural changes as declining demand and higher operating costs have reshaped production. The consumption of newsprint, uncoated, and certain coated papers continued to decline, driven by the shift to digital formats in publishing, advertising, and corporate communications. This decline reduced operating rates, particularly at older mills dedicated to graphic papers, and exerted significant pressure on profit margins.
Rising energy, labour, and maintenance costs further constrained operations. Many aging facilities require significant capital investment to modernize equipment or meet environmental requirements.
PERMANENT MILL CLOSURES
In several cases, expected returns did not justify upgrades, prompting operators to pursue permanent closures. This dynamic has been most evident at standalone mills lacking integrated pulp supply or downstream packaging operations.
In May 2025, Greif closed its paperboard mill in Los Angeles, California, following increased operating costs and limited integration opportunities. Similarly, in June last year, Metsa Group closed its Tako mill in Finland as part of a broader cost and profitability strategy. Such assets typically face higher unit costs, limited production flexibility, and weaker margins, leaving them more exposed to declining demand and rising costs. By contrast, integrated operations combining pulp, paper, and packaging benefitted from internal fibre supply, scale efficiencies, and greater resilience to market fluctuations. Reflecting these conditions, Confederation of European Paper Industries (CEPI) noted that structural overcapacity in graphic papers remains a core challenge in Europe, particularly where declin-
ing demand coincides with rising energy and compliance costs. Closures have been concentrated at older, less efficient assets.
REGULATORY FACTORS
Trade and regulatory factors further increased cost pressures. U.S. tariffs on chemicals, machinery, spare parts, and selected paper inputs raised production costs and constrained sourcing options. According to the American Forest & Paper Association (AF&PA), additional trade-related input costs reduce competitiveness and limit manufacturers’ ability to reinvest in aging assets, especially under weak demand conditions.
Extended Producer Responsibility (EPR) schemes implemented across the EU, UK, and parts of the U.S. shifted financial responsibility for the collection, recycling, and reporting of paper and packaging products to producers, affecting high-volume mills.
Regulatory requirements also expanded under the EU Deforestation Regulation (EUDR), which introduced fibre-sourcing due diligence obligations for mills supplying EU markets. While not direct drivers of closures, these measures increased administrative and compliance workloads. Capital allocation trends accelerated mill exits.
Producers increasingly redirected investment toward packaging grades, specialty papers, and recycled fibre, leaving low-margin commodity assets exposed. Environmental compliance costs, emissions obligations, and competition from subsidized imports further intensified rationalization.
AF&PA highlighted that capital deployment is increasingly focused on segments with stronger demand visibility and more stable margins, particularly packaging and fibre-based products. Closures across regions illustrate these trends.
OTHER NOTABLE CLOSURES
In North America, International Paper closed its Savannah and Riceboro containerboard mills in Georgia, removing approximately one million net tons of annual capacity and affecting roughly 1,100 jobs. Domtar permanently shut the Crofton mill in Canada, Georgia-Pacific closed its Memphis facility, Smurfit WestRock shuttered a California plant, and White Birch Papers ceased operations at FF Soucy in Quebec.
In Europe, closures linked to graphic paper overcapacity included UPM’s Ettringen mill in Germany and Kaukas mill in Finland, Sappi’s PM2 line in Finland, Feldmuehle in Germany, and Metsä Group’s Tako mill in Finland.
In Latin America, Eldorado Brasil closed a pulp mill. In the Asia-Pacific region, closures were more selective, with Oji Fibre Solutions ending paper production at its Kinleith mill in New Zealand to focus on pulp amid rising energy costs and competitive pressures. Overall, closures reflected declining demand for print papers, rising operating and compliance costs, aging assets, and strategic capital reallocation toward higher-value segments.
EPR and EUDR added operational complexity, while tariffs contributed incremental cost pressures. The global industry is increasingly concentrated in modern, efficient facilities focused on packaging, specialty papers, and recycled fibre as legacy print capacity continues to exit.
In several cases, expected returns did not justify upgrades, prompting operators to pursue permanent closures. This dynamic has been most evident at standalone mills lacking integrated pulp supply or downstream packaging operations.
Company
Closed mills
NEW MILLS AND RECYCLING INFRASTRUCTURE IN 2025
Alongside closures, investment in new production and recycling capacity continued across multiple regions. Capital focused on packaging grades, specialty papers, fluff pulp, and material recovery, reflecting market demand and regulatory drivers. Rising demand for sustainable packaging — supported by e-commerce, food and beverage consumption, and healthcare products — drove investment in corrugated, paperboard, and recyclable packaging facilities. Producers expanded output to offset declining print volumes with higher-margin products.
Circular economy policies and recycled fibre requirements encouraged the development of new Material Recovery Facilities (MRFs) and upgrades to existing plants. AI-assisted sorting, robotics, and automation improved fibre quality, throughput, and compliance with recycling mandates. EPR frameworks reinforced these investments by increasing demand for higher-quality recovered fibre.
Fluff pulp and tissue capacity expanded in Brazil, Europe, and China to meet demand for hygiene and absorbent prod-
New mills and capacity additions
ucts, with projects from Suzano, Ence, and Stora Enso. Packaging and specialty paper expansions progressed in Europe, China, and India, including corrugated and kraft projects from Rengo in Germany, Mondi’s PM10 kraft line, Saha & Bright in India, and Guangxi Qiaoyu Paper in China.
MRF developments and recycling upgrades advanced across the U.S., UK, Australia, and Europe, including projects by Shoalhaven Council, Caerphilly and Bristol Waste Company, and Westchester MRF.
Facilities incorporated robotics-enabled systems and enhanced sorting lines to raise recovery efficiency and fibre quality. These investments reflect the industry’s strategic shift toward packaging, specialty papers, and circular economy infrastructure. Global paper production is increasingly focused on modern, efficient, and environmentally compliant facilities, even as older graphic paper capacity continues to phase out.
NONSO ONOWU is a recovered paper market analyst at Davis Index. He can be reached at nonso.onowu@ davisindex.com.