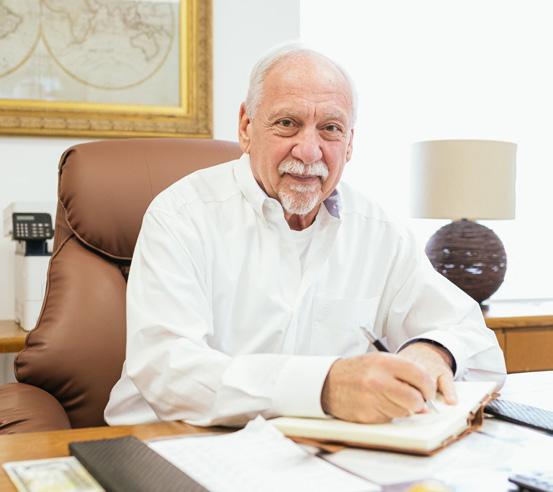
NICK GANONG, CHIEF OPERATING OFFICER, GANONG BROS.
PRODUCE PACKAGING & INSPECTION
• Multihead weighing
Tray filling
Produce blending/mixing • Horizontal motion conveying • Incline, belt and bucket conveyors
• Checkweighing and seal checking
• Metal detection and x-ray inspection
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.
Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.
Maximize your coding efficiency with the Videojet 2380 inkjet printer. Designed for easy use, it integrates smoothly, requires minimal maintenance, and can be operated with simple training. Self-cleaning technology helps ensure crisp, high-resolution text, logos, and barcodes. Take advantage of the ability to code on multiple sides of cases and cartons with up to four printheads.
Reiser Form/Fill/Seal Packaging Machines
n Fast, easy changeovers from one package style to another
n Reliable package seals eliminate leakers, rework, & returns
n Extends product shelf life
n Rapid Air System guarantees the highest quality packs
n Wide range of machines for all production requirements
n Backed by Reiser’s industry-leading service and support
14 A monthly insight from PAC
47 Career moves in the packaging world.
Cover photo by Kevin Schyf 16 21 32
COLUMNS
FROM THE EDITOR
4 By George Guidoni
Making the moral case for flexible packaging.
CHECKOUT
48 By Jeff May
Joe Public speaks out on packaging hits and misses.
16 SWEET TIDINGS
Venerable East Coast sweets and candies manufacturer reaping the productivity and efficiency rewards of its extensive investment in packaging line automation.
FEATURES
21 No Drama Shawarma
Leading Canadian shawarma shop operator doubling down on cuttingedge packaging and processing machinery to support its bold U.S. expansion plans.
27 Fresh Meat
New president of the Canadian Meat Council (CMC) shares his vision for the country’s economically vital red meat sector.
32 Economies of Scale
New-generation of automatic multihead weighers offers multiple opportunities for achieving greater packaging line efficiencies.
37 Honest to Goodness
Leading Canadian manufacturer of organic and allergen-free nutrition bars and snacks makes a clear sustainability statement with switch to certified paperboard packaging.
43 Clip and Clap
ON THE COVER
Ganong Bros. chief operating officer Nick Ganong strikes a confident pose alongside one of four high-performance multihead weighers recently installed at the company’s candy manufacturing facility in St. Stephen, N.B., by PLAN IT Packaging Systems
A packaging machinery distribution buiness upstart counting on advanced European-made technologies to fuel its market growth.
Looking for moral virtue in flexible packaging
For an industry so often portrayed as a major contributor to the global plastic waste pollution crisis, the flexible packaging industry must be doing something right in spite of the constant criticism.
US$369.6 BILLION
Forecast global market for flexible packaging by 2030
Source: MarketsandMarkets
While it is an easy target for the world’s leading environmental activists and NGOs (nongovernmental organizations), along with the growing numbers of politicians and regulators wielding serious political and legislative clout, flexible packaging would have never gained its prominence and importance in the marketplace if it did not have something good and noble to bring to the table.
According to recent market research by U.S.-based MarketsandMarkets, the global market for flexible packaging is expected to grow from US$301.2 billion this year to US$369.6 billion by 2030, reflecting buoyant annual growth of 4.2 per cent.
As the MarketsandMarkets report outlines, “The demand for flexible packaging will grow alongside the rise in consumption of packaged food and beverages, e-commerce shipments, and the use of lightweight, sustainable, and cost-effective materials.
“Additionally, the expanding pharmaceutical and personal care industries, along with the development of recyclable and bio-based films, will contribute to this increase—especially as brand incentives strengthen to boost shelf appeal and sustainability.”
There is no denying the fact that flexible packaging still has a long and winding road to travel on its path to full circularity, but most of the roadblocks to the that lofty goal are limited due to the lack of effective end-of-life solutions at the moment.
But using those limitations to ignore all the considerable benefits, including sustainability, gained by using flexible packaging instead of other competing formats makes for a misleading narrative.
According to Kyle Vafiadis, senior packaging engineer at PPC Flex Company Inc. in Buffalo Grove, Ill., singling out flexible packaging as a major environmental villain is misguided on many levels, including the high moral ground claimed by the global anti-plastics lobby.
As Vafiadis eloquently points out in a recent opinion piece broadcast by the Flexible Packaging Association (FPA) a
few weeks ago, “There is a war being waged against industrial progress, a quiet assault on the materials that empower human life.
“It is fought in the name of ‘sustainability’ and ‘naturalness’ by those who find virtue in limitation,” Vafiadis states. “They look at a piece of modern, lightweight, flexible packaging—a plastic pouch holding fresh food—and see a pollutant. They are wrong.”
According to Vafiadis, most existing conventional packaging materials—including glass, rigid plastic and paperbased packaging—also carry consider able environmental baggage. This includes demanding high energy to produce and burning up a lot of fuel to transport, among other drawbacks.
Despite that, there is considerably less legislative scrutiny or public outcry about these fairly serious shortcomings.
For Vafiadis, this wilful omission presents an unbalanced and misguided world view of packaging’s wider societal and environmental impact.
“Flexible packaging, made largely from petrochemical derivatives, uses significantly less material to achieve better results,” he argues.
“It is a triumph of efficiency, which is a moral virtue. It takes less to create more, allowing the consumer to pay for the product, not the waste of excessive packaging material.”
Says Vafiadis: “The primary purpose of packaging is to preserve food and in dustrial products, making them available to more people at lower costs.
“Flexible packaging excels at this, dramatically extending shelf-life through superior sealing and barrier technolo gies,” Vafiadis asserts. “In doing so, it serves the highest moral purpose: the preservation of life.”
As he concludes, “A bag of frozen vegetables, kept fresh for months, allows a person to thrive regardless of the sea son or their location, while a vac uum-sealed pouch of meat allows for safe transport across oceans.
“The ability to consume fresh, nutri tious food is a product of fossil-fuel-pow ered industrialization, of which flexible packaging is a pinnacle.”
APRIL/MAY 2026 | VOLUME 79, NO. 3
Reader Service
Print and digital subscription inquires or changes, please contact Angelita Potal, Customer Service
Tel: 416-510-5113
apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
VFFS Machines Up For The Challenge of Packaging Frozen Appetizers
Featuring Our Customers
PLAN IT Packaging Systems Inc. is proud to celebrate our continued partnership with Royal Foods Products in Edmonton, a valued customer dedicated to quality and innovation in frozen food production.
What began as a search for a trusted local partner has grown into a long-standing collaboration built on reliability and results.
Our returning Canadian customer recently expanded their packaging capabilities with a washdown-rated MarsCompak™
VFFS system, designed to package delicious frozen appetizers, including snack size rolls, patties, and more with precision and efficiency.
Featuring a compact footprint, washdown infeed, and output speeds of up to 40 bags per minute, this system is built for sanitation, performance, and consistent operation, perfectly suited for their frozen food line.
We’re proud to support their continued growth and grateful for the trust they’ve placed in our team to deliver packaging solutions that perform.
Connect with the PLAN IT team today!
Dairy-free frozen treats offer guiltless treat options to beat the summer heat
While summer and ice-cream traditionally go hand-in-hand for millions of Canadians, this heavenly match is often off-limits for consumers watching their waistlines and sugar intake.
But thanks to innovative companies like Calgary-based Righteous Gelato, these consumers can also enjoy a sweet moments of guilt-free indulgence inc coming months, with second servings to boot, following recent
launch of the new dairy-free Sorbetto Bars available in tantalizing Raspberry Lime and Mango Pineapple flavors.
Packaged four to a pack in color-coded freezer-grade folding cartons designed by the company’s in-house graphics team—the 88-ml treats-on-a-stick are already available nationwide at leading Canadian grocers including Loblaws, Real Canadian Superstore and Whole Foods, with Sobeys and Metro joining the fun as the summer heat hits its peak
Improve Food Safety in Bulk Food Products Eliminate Contamination with X-ray Inspection
Food contamination usually stems from raw materials, personal effects, maintenance, or processing. Product inspection systems protect consumers, reduce recalls, and aid in regulatory compliance by detecting physical contaminants before products leave the factory and reach supermarket shelves.
Our PXT™ Photon Counting and Dual Energy technologies detect most foreign materials below 1 mm in packaged food and beverages, including bone, dense material, gaskets and O-rings, metal and stainless steel, plastic, rubber, stone, and wire.
Learn more about X-ray Reclaim by contacting us at reclaimsales@mt.com or by visiting www.xrayreclaim.com
in s few weeks..
Building on its bestselling-dairy free pints, the non-GMO-verified brand is made with real fruit and thoughtfully sourced ingredients to deliver a softer, creamier texture than the typical average popsicles, with no artificial colors or flavors.
At only 70 calories per bar, they also offer a lighter, fruit-forward alternative to traditional frozen treats without compromising on flavor, according to the B Corporation-certified company’s founder and chief executive officer James Boettcher.
“We looked at our dairy-free pints and thought, ‘What if this had a stick and even fewer obstacles between freezer and happiness?’ Same smooth texture, same bold fruit flavor, just built for summer,” says Boettcher, adding the new bars are a permanent, year-round addition to the company’s product portfolio.
“Designed for grab-and-go moments, Sorbetto Bars take Righteous beyond the bowl, creating new occasions for fans to enjoy their favorite flavors,” Boettcher states, adding the company is planning to sample over 100,000 Sorbetto Bars at in-store tasting across Canada by year’s end.
According to Righteous Gelato’s brand manager Brittany Back, the new Sorbetto Bars are a natural extension of the brand, translating its best-selling dairy-free sorbetto pints into on-the-go, hand-held format while preserving the integrity of flavor, ingredient quality and craftsmanship.
“Grounded in a real-fruit formulation and a clean ingredient profile, each bar delivers a vibrant, low-calorie experience without artificial colors or flavors,” Back says, citing smooth and soothing packaging graphics expertly created in-house by her colleague Marilyn Way.
“Our big design challenge centered on carrying forward the sensory richness of the pint into a smaller, more immediate format,” Back relates, “one that feels equally premium while aligning with spontaneous, on-the-go consumption.
“The visual system is anchored by bold, fruit-led color fields that create immediate flavor recognition at shelf level.
“These saturated hues are paired with high-contrast typography and a disciplined information hierarchy, ensuring clarity within the highly competitive frozen novelty set,” Back explains. “The typography is intentionally clean and assertive—allowing product naming and key claims to lead, while secondary icons and cues support rapid scanning.
“The result is a system that balances expressiveness with control, delivering both emotional appeal and functional clarity.”
New Coca-Cola packaging aims to raise World Cup excitement to fever pitch
As legions of Canadian soccer fans get ready to embrace the upcoming FIFA World Cup tournament—to be played across Canda, Mexico and the U.S.— Coca-Cola Canada is seizing the moment with the launch of new multiple limited-edition offerings featuring vibrant soccer-themed packaging intended to bring Canadians closer to the world’s most beloved game.
Launched as part of CocaCola’s multimedia Drink in the FIFA World Cup marketing blitz, the tournament-long promotion will give fans an opportunity to collect a suite of limited-edition 355-ml cans boasting colorful graphics inspired by the colors of eight countries Canadian soccer fans cheer for the most—including Canada, England, Argentina and Brazil—or a commemorative sleek can celebrating Canada’s national pride as a host nation, which will both be available in late May.
In addition, Coca-Cola North America and Panini America are releasing FIFA World Cup stickers of stars like Alphonso Davies, Lamine Yamal and other soccer superstars, found on peel-back labels of specially marked 500-ml Coca-Cola bottles.
“The tournament holds a special place in the hearts of millions of Canadians, representing a powerful moment of unity and shared passion,” says Andy Buckingham, general manager of Coca-Cola Canada.
“With 13 FIFA World Cup 2026 matches played in Canada, the most ever, we are dedicated to bringing fans closer to the action, creating unforgettable, uplifting experiences and celebrating the moments that bring us together.”
According to Coca-Cola’s vice-president of marketing Laura Cutsey, the packaging for the Coca-Cola FIFA World Cup 2026 cans was developed by a leading global creative agency, “with our Canadian team adapting the design for the local market.
“It maintains the classic Coke trademark red,” Cutsey says, “but with a celebratory, fan-focused twist to reflect the spirit of the tournament.
“We wanted to make sure the design kept Coca-Cola’s bold branding,” she adds, “while adding extra layers of color and iconography to highlight the diverse passion of Canadian soccer fans and the pride of being a host nation.”
Says Cutsey: “Designed to be as bold and energetic as the tournament itself, these cans amplify moments of celebration, giving fans a way to express their pride, elevate their experience, connect more deeply with the game, and share in the excitement together.”
Notably, the Commemorative Host Country Canada Can continues Coca-Cola’s long-standing tradition of celebrating Canada’s greatest and most unifying moments, according to Cutsey.
Available in 355-ml sleek
Coca-Cola Original Taste or Coca-Cola Zero Sugar cans, “The graphics weave together iconic Canadian symbols with the classic Coca-Cola aesthetic, creating a clean, bold design that evokes a sense of national pride,” Cutsey explains.
“It’s a piece of memorabilia that is not just for refreshment, but a keepsake that captures the spirit and excitement of the FIFA World Cup 2026 coming to Canada.”
Made and distributed by Coke Canada Bottling, select limited-edition Collectible Country Cans will also allow Canadian consumers an opportunity to be entered for a chance to win one of five match balls by scanning two or more unique country can QR codes.
In addition to heavy television advertising through the end of the World Cup, the Drink in the FIFA World Cup campaign will also feature designated fan zones in the host cities of Toronto and Vancouver, where attendees can get
match-ready with exclusive gear, show their team pride at “Get Ready with Coca-Cola” stations, snap photos with different backgrounds, and even get a chance to score an official match ball of FIFA World Cup 2026.
The Coca-Cola Fan Zones will also feature the “get ready with me” stations, complete with country color hair spray and face paint that will allow fans to show their team pride to the full extent.
The launch of new World Cup-themed packaging follows up
on the recent addition of three new three new cherry-flavored Coca-Cola offerings to the company’s extensive Canadian product portfolio.
Introduced by Coca-Cola Canada to mark the 40th anniversary of the launch of Cherry Coke, the first flavored extension of The Coca-Cola Company’s trademark brand, the new cherry-forward flavors join the existing Coca-Cola Cherry and Coca-Cola Zero Sugar Cherry line-up, now also comprising:
limited-time offering with a smooth, creamy vanilla flavor,
available in both regular and zero-sugar versions.
Both Coca-Cola Cherry Float and Coca-Cola Zero Sugar Cherry Float are retailing in 500-ml rPET (recycled polyethylene terephthalate) plastic bottles and 355-ml can 12-packs, boasting updated packaging that maintains Coca-Cola’s iconic red, while incorporating cherry-inspired pink and purple gradients.
A vintage Coca-Cola float illustration anchors the design, while white script distinguishes full-sugar varieties, and black script differentiates zero-sugar formats.
• Diet Coke Cherry. Back by popular demand, Diet Coke Cherry features a bold cherry twist layered onto the crisp, refreshing taste with zero sugar content.
Featuring updated packaging combining standard Diet Coke branding with cherry iconography,
Paul Catania Jr., president and chief executive officer of Catania Worldwide, a major North American grower, packer and distributor of fresh fruits headquartered in Mississauga, Ont., has been named as this year’s recipient of the Lifetime Achievement Award of the Canadian Produce Marketing Association (CPMA) in recognition of his notable career achievements and significant contributions to the Canadian fresh produce industry. With a successful career spanning over five decades at his family’s business, founded in 1929, Catania Jr. played a central role in expanding Catania’s operations throughout North America, strengthening its market presence and embracing innovation. “Paul Catania Jr. is renowned for his decades-long career which illustrates leadership and unwavering dedication to support his team in efforts to advancing the fresh produce supply chain globally,” says CPMA President Ron Lemaire. “His commitment to excellence, integrity, and innovation
have not only shaped his family business legacy, but also inspired the next generations of produce industry professionals in North America and beyond.”
Toronto-headquartered labeling technologies group CCL Industries Inc. has reached a definitive agreement to acquire the assets of leading French shrinksleeve labels manufacturer Sleever International Co. SA for approximately $151 million. Headquartered near Paris, the family-operated Sleever operates 11 manufacturing sites globally—specializing in shrinksleeve labels and related services for consumer packaged goods and healthcare markets—generating sales of about million in 2025. According to CCL Industries president and chief executive officer Geoffrey Martin, Sleever’s principal shareholder Eric Fresnel will remain with the company in an advisory role post-acquisition, as CCL works to enhance Sleever’s margins through new investments and cost-saving measures. Says Martin: “We have known Eric Fresnel, the visionary, entrepreneurial leader of Sleever, for almost 20 years, [and] we’re excited to have the opportunity to combine our respective sleeve product lines.”
Aseptic paperboard beverage cartons producer Tetra Pak has announced the groundbreaking of a brand new facility at its U.S. and Canada headquarters in Denton, Tex., to mark a major expansion of its Product Development Center (PDC) facility.
Pilz PSENini
Bolton, Ont.-based packaging systems distributor Omori North America has expanded its packaging machinery portfolio with the addition of the Lid Sealer lidding machinery manufactured by leading Spanish packaging machine-builder Frimaq Packaging. According to Omori, the addition of Frimaq equipment perfectly complements it existing line-up of stretchwrappers, end-seal wrappers and flow-wrappers for food processors and other CPGs with
According to Tetra Pak, this new investment will enhance the company’s ability to support food and beverage brands as they ideate, formulate, launch and scale innovative products with greater speed and efficiency. Scheduled to open in the first quarter of 2027, the planned 15,000-square-foot exansion will house a new Customer Innovation Center (CIC), accoding to Tetra Pak, “To provide an immersive experience to apply experimental methodologies for co-creation.” As Seth Teply, Tetra Pak’s president for U.S. and Canada, explains: “Innovation is key to our customers’ success, and this groundbreaking represents our continued commitment to helping brands move faster from concept to consumer. This investment expands our ability to support customers navigating complex product development challenges to avoid costly pitfalls and accelerate their path to market, all within a single expert-driven ecosystem.”
access to a complete, end-to-end packaging solution from a single expert provider. Built with stainless-steel construction, compatibility with both plastic and fiberboard trays, and the ability to run printed film and MAP or skin-pack sealing, the highly flexible Lid Sealer delivers consistent sealing performance across a variety of tray formats in dairy, fresh and frozen meals, fruits and vegetables, baked goods, and protein packaging applications. “By adding the Frimaq lidding platform, processors now have one highly reliable supplier to support every packaging function in their operation,” says Don French, chief executive officer of Omori North America.
Inductive safety switches for safe position detection
Paul Catania Jr., President and CEO, Catania Worldwide.
Tetra Pak’s president for U.S. and Canada Seth Teply (left) and vice-president of marketing Julia Luscher.
… from your friends on Canadian Packaging magazine. Felicitations on being voted the Lifetime Achievement Award winner in the 2026 ADVANCE WOMEN IN MANUFACTURING competition. We have followed your success from the very beginning. The achievements of you and your colleagues have been truly inspiring. We will be watching closely for what lies ahead…
PRECISION FILLING. SEAMLESS CAPPING. SINGLE OPERATOR.
Picolo Tabletop Monoblock: Efficiency for Startups.
THE NEXT BEST THING
One Operator: Drastically cut labor costs and simplify production.
Seamless Process: Achieve precise piston filling, reliable capping (press-on or screw caps), and crimping.
Perfect Fit: Ideal, customizable efficiency for high-value liquid products in Diagnostics, Biotech, and Nutraceuticals.
Unveiled as part of its Factory of the Future exhibit at this month’s interpack 2026 global packaging exhibition, Syntegon’s neXt intelligent system architecture for seamless, smart and touchless food packaging is an integrative automation solution that combines machines, seamless operating concepts and AI/data-based decision support in an operational ecosystem. Based around two new machine platforms—HFX for flow-wrapping and TRX for top-load cartoning—the neXt system was developed to provide optimal flexibility, efficiency and operator independence in an increasingly complex production environment. According to Syntegon, the seamless operation is achieved end-to-end, seamless processes across all machines integrated into the neXt system architecture. Deploying uniform operating philosophies, harmonized interfaces and a standardized format change concept to ensure that operators can immediately find their way around any system— neXt reducing the sources of error and significantly shortens set-up times. For its part, the system’s Smart Decision capabilities are achieved by using the neXt-linked networked machine platforms with software solutions such as the Cloud-based Synexio, machine-based Logbook functions or 3D error views, while also incorporating camera- and AI-based quality controls and automatic error detection to ensure superior productivity, quality and efficiency levels. Finally, the neXt system architecture’s Touchless Automation process is designed to ensure constant monitoring and elimination of recurring, non-value-adding activities by automating key process steps.
Syntegon
MODULAR VERSATILITY
Industrial instrumentation technologies leader
Endress+Hauser has announced the availability of its next generation line-up of iTHERM ModuLine modular thermometers, which the company says comprises only seven models that are designed replace over 50 existing legacy models. Designed for harsh industrial duty in the chemical, oil and gas, power, energy and water/wastewater and other demanding environments, the new thermometers are engineered to deliver precise and reliable data to help optimize processes, reduce operational risks and enhance overall efficiency. The ModuLine line-up also offers many advanced safety feature possibilities, whether for basic functionality or high-end performance requirements. For example, the available Dual Seal feature incorporates a pressure-triggered safety valve for critical applications—a second process barrier in the event of a thermowell failure or rupture. The ModuLine includes thermometers with or without transmitters and displays, and a variety of process connections for optimal versatility to specific needs of various industries with tailored solutions.
Endress+Hauser Canada Ltd.
Chemical recycling plant comes online to advance Plastics Circularity efforts
Leading global renewable fuels producer Neste has successfully commissioned its new upgrading facility for liquefied waste plastic (LWP) at the company’s Porvoo oil refinery in Finland. According to the company, the $180-million investment marks a major milestone in the scale-up of chemical recycling, enabling the production of high-quality feedstock for the plastics and chemicals industry.
With an annual capacity to process up to 150,000 tons of liquefied waste plastic, the facility is the world’s largest LWP upgrading facility, with processing capabilities to be ramped up gradually, according to Neste.
“The successful commissioning proves that we can process liquefied waste plastic at an industrial scale,” says Jori Sahlsten, executive vice-president of oil products at Neste.
“This achievement demonstrates Neste’s capability to develop advanced technology, set safety standards, and create new supply chains for challenging new raw materials,” he adds.
“We are proud of this achievement, and I want to express my sincere thanks to our partners and employees whose dedication has allowed us to turn this vision into a reality.”
Processing liquefied waste plastic to produce pyrolysis oil and other synthetic fuels since 2020, Neste started original construction of the massive upgrading facility, and its integration to the existing oil refinery, in 2023, competing the project at the end of 2025.
Commencing production ramp-up earlier this year, the new facility plans to increase its output gradually in step with market demand and legislation development.
As the company explains, the new facility will allow Neste to close the quality gap between crude liquefied plastic waste and the high-quality drop-in raw materials required by the petrochemical industry.
While mechanical recycling remains essential to global plastic waste recovery efforts, it is often limited by the quality of the waste.
To that end, Neste’s new facility is said to be specifically designed to process oils derived from challenging waste plastic streams, such as multilayer packaging, mixed plastic waste and contaminated plastics.
“We enable the scale-up of chemical recycling by upgrading liquefied plastic waste,” ex-
Neste’s new facility to upgrade liquefied waste plastic into high-quality petrochemical feedstock is located at the company’s existing refinery in Porvoo, Finland.
plains Maiju Helin, director of polymers and chemicals at Neste.
“The plastic originates from low-quality wastestreams not suitable for mechanical recycling and destined for incineration or landfills,” Helin points out.
“But thanks to our new facility, even hard-torecycle plastic waste can be upgraded to meet the feedstock quality requirements of companies manufacturing high-quality plastics.”
As Helin explains, the new upgrading facility processes liquefied waste plastic together with crude oil, applying a mass balance approach to attribute the recycled raw materials used in the process to the recycled Neste RE plastic raw material.
According to Helin, using the recycled Neste RE can enable a reduction of over 70 per cent in virgin fossil resource consumption (abiotic depletion) and a reduction of over 35 per cent in greenhouse gas (GHG) emissions when plastic waste is chemically recycled, instead of bing incinerated or sent to landfill.
“By being used to replace fossil feedstock in plastics manufacturing, we are advancing the circularity of plastics,” Helin states.
“However, the current European Commission’s calculation rules on recycled content in the Single Use Plastics Directive threaten to limit the ability of refineries to serve EU’s recycled content targets,” Helin notes.
“For Europe’s competitiveness’ sake, we need to ensure the current calculation rules are amended to include refineries in the context of the EU Packaging and Packaging Waste Regulation.”
BECOME A MEMBER TODAY FOR EXCLUSIVE
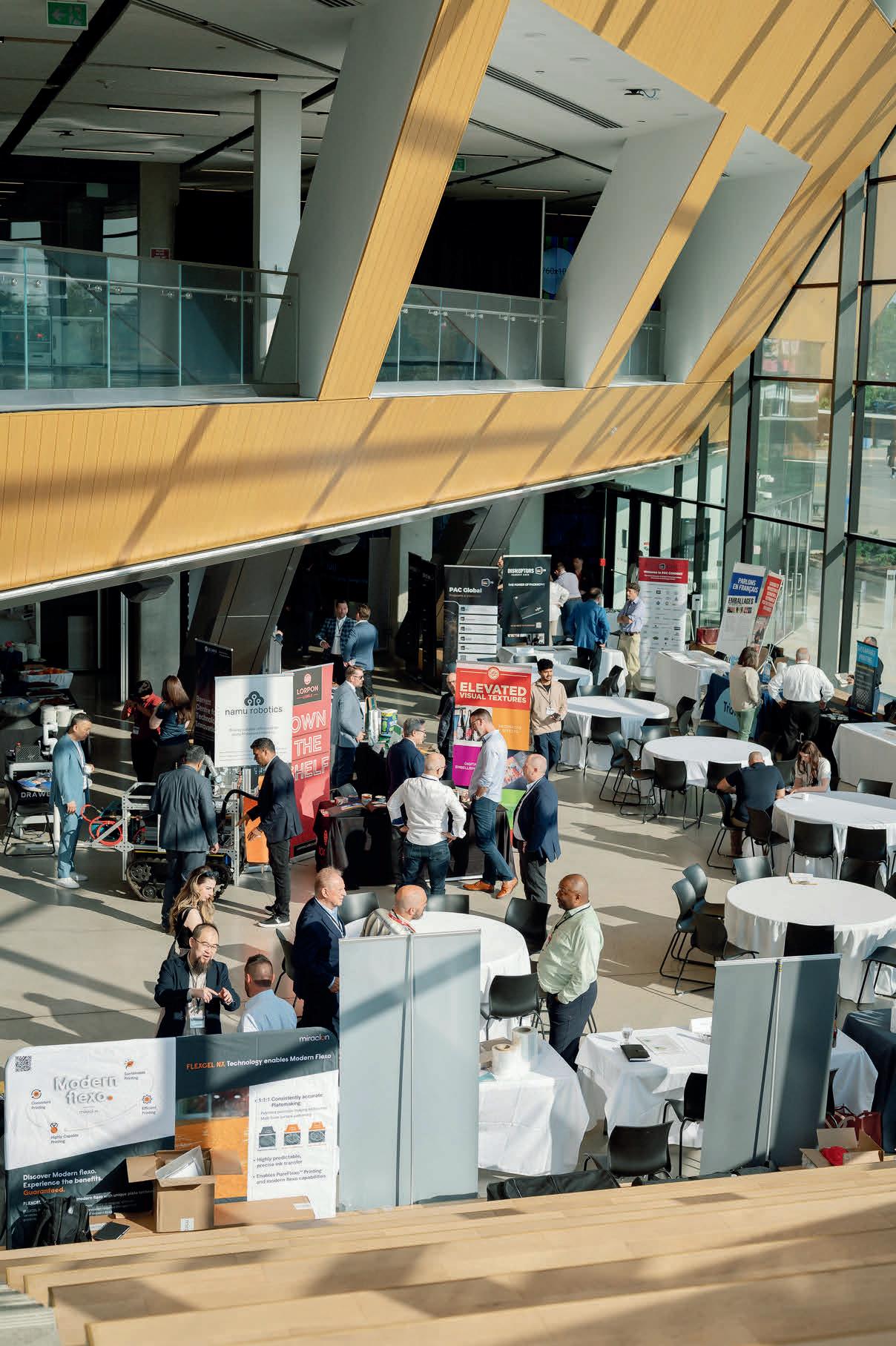
JUNE 10, 2026 | HUMBER POLYTECHNIC
The Disruptors Summit returns! A premier, high-impact gathering of industry leaders across print, packaging, and technology ecosystems, designed to challenge convention and accelerate what’s next.
Experience bold presentations, curated innovations, and powerful networking with the people shaping the future of the industry.
Scan the QR code to access the insights shaping tomorrow’s strategies.
TEE OFF WITH PAC DIGITAL
Join PAC Digital for a full day on the course with the print and packaging community.
This signature event is designed to bring professionals together through meaningful connection, great conversation, and a shared experience outside the office.
Scan the QR code to book your spot and tee off with the industry.
Enjoy a team scramble format, on-course networking, with lunch, golf, and an evening dinner with prizes. JUNE 11, 2026
NOTTAWASAGA RESORT
.OUR BUSINESS IS YOUR UPTIME.
The method to our madness is simple:
Build ultra-rugged labelers to withstand your actual working environment. (Hint: They’re BEASTS)
Infuse them with cutting-edge technology that makes bad operators good. (We even built in HMI videos to teach the newbies how it’s done. Yep!)
Support every system to ensure you are always running! (NitaCare connected internet login servicing. Consider your problem resolved)
The TRULY ORIGINAL 100% Servo Synchronized labeler that dramatically reduces operator touch-time, speeds up changeovers beyond your wildest dreams and eliminates costly downtime on your line.
YOUR LABELING PRODUCTION UNIVERSE FOREVER.
SUNNY SIDE UP
Venerable New Brunswick candy manufacturer hits the productivity sweet spot with timely investment in automatic bagging machinery
By Andrew Snook
Photos by Kevin Schyf
Ganong Bros. has been producing chocolates and candies for almost as long as Canada has been a country.
Based in St. Stephen, N.B., the fifth-generation family-run business started up operations in 1873, making it Canada’s longest-standing familyowned and operated chocolate company.
The venerable candymaker produces some of the most classic and longest-running chocolates and sweets in
North America, including Chicken Bones cinnamon-flavored candy (since 1885); Delecto boxed chocolates (1917); and the Pal-o-Mine candy bar (1920).
Moreover, Ganong Bros. was also the first Canadian company to purchase a lozenge machine from Europe (1889); first in the country to make lollipops); and the first to introduce heart-shaped chocolate boxes.
Growing in leaps and bounds since its inception, Ganong Bros. is now an industry leader in candy manufacturing and co-packing services for some of the biggest brands in North America.
It’s hard to believe that with such a rich history Ganong Bros. didn’t start out in the sweets business, but as a general store.
“St. Stephen was a big shipbuilding town. We’re right on the St. Croix River, on the border of Maine, and there was a lot of industry at the time,” explains Nick Ganong, chief operating officer at Ganong Bros. and one of the fifth-generation of the Ganong family running the business, along with his sister, president and chief executive officer Bryana Ganong.
The general store wanted to differentiate itself from competitors, so the Ganong family hired a candy maker to work in the back of the store.
The idea was so successful that in 1873 the store was converted from a general store into a full-time candy manufacturing factory.
Ganong Bros. remained in its original factory until 1990, when they constructed a new production facility in St. Stephen, housing with 130,000 square feet of operating space and 45,000 square feet of warehouse space.
The company currently employs more than 300 people, making it one of the largest employers in the region.
As the company grew its own brands, it also started taking on co-manufacturing services for other candy companies—a trend that has taken off in the world of food production.
The company nowadays produces approximately 15 million pounds of chocolates and candies annually at the St. Stephen facility using 20 different manufacturing lines and 22 different packaging lines.
While many of its production processes have been automated over time, there are still some tried-and-true processes in place, Nick Ganong relates.
“Walking through our factory is a bit like a walk through confectionery history,” Ganong remarks. “Some of our processes maintain elements of our original methods in order to keep the product quality and attributes our customers know and love.
“Then there are some areas in the
“While we had the manufacturing capacity to make the candy, we didn’t have the packaging capacity to convert it into finished goods.”
plant that are heavily automated with robotics,” he points out.
“There’s a pretty big split, but we’re constantly on a journey to find ways to automate and reduce some of our more labor-intensive operations.”
In 1997, the company became the official Canadian Licensee of the Sunkist brand. Since that time, Ganong Bros. has continued to produce Sunkist fruit snack products in addition to its own branded candies and chocolates.
The demand for Sunkist fruit snack products has grown significantly over the past 29 years, while also attracting other potential co-manufacturing clients in the U.S. looking to offer more variety to their own products offerings. So much so, in fact, that the candymaker recently invested in a new packaging line to keep pace with production demands.
“We manufacture faster than we pack-
age for this product type, and we had a new opportunity to improve our unit costs and our productivity, and also a new opportunity to work with a co-manufacturing partner in the U.S.,” Ganong explains.
“But while we had the manufacturing capacity to make the candy, but we didn’t have the packaging capacity to be able to convert it into finished goods,” Ganong recounts.
To meet those packaging demands, Ganong recently purchased and installed four Mars Rapid vertical formfill-seal (VFFS) baggers, along with four ELITEWEIGH 24H multihead weighers from PLAN IT Packaging Systems, based in Mississauga, Ont., and Tampa, Fla.
“This allowed us to be able to make improvements to our existing product lines and allowed for enough capacity to
take on new business by adding the four new baggers,” says Ganong.
Plan IT Packaging Systems is one of Canada’s fastest-growing packaging automation companies, delivering advanced solutions in weighing, bagging, flow-wrapping, case-packing, and endof-line robotics and palletizing.
With a major U.S. facility in Tampa and a new 40,000-square-foot Canadian operation in Mississauga being readied to come online on July 1, the company is rapidly expanding to meet rising demand across North America.
“Known for its robust systems, engineering aptitude, and fully integrated turnkey approach, PLAN IT continues to position itself as a leading partner for manufacturers seeking modern, efficient, and highly reliable packaging automation and robotics,” says Mark Evangelista, sales director for PLAN IT Packaging.
Ganong Bros. chief operating officer Nick Ganong (center) examining Sunkist brand pouches alongside PLAN IT Packaging reps Sal Choudhary (left) and Atif Khan.
“Not only does it give a better output than we forecasted with a single system or two systems, but it also gives them the chance to minimize downtime with the redundancy of multiple lines.”
This first project collaboration between Ganong Bros. and PLAN IT Packaging was initiated when Ganong Bros. reached out looking for a multihead weigher to marry into a third-party bagger they were considering buying at the time.
“We had an initial conversation, and I educated them on some of our offerings,” recalls Sal Choudhary, sales manager for PLAN IT Packaging.
“With PLAN IT being a turnkey packaging solutions provider, taking your product all the way through to a finished pallet, I wanted to make sure the Ganong Bros. team were familiar with our capabilities,” Choudhary states.
Originally, Ganong Bros. was considering purchasing two multihead weighers to integrate into one bagging line, but Choudhary says they recom-
mended an alternative route to improve redundancies.
“Instead of relying 100 per cent on one bagger, we suggested to divvy it up into different units,” he relates.
“That way they have repeatability, and the versatility, to be able to run different products,” Choudhary explains. “They liked that idea.”
Ganong Bros. was also interested in purchasing a single bagging line that had two baggers welded together on one frame, but once again, Choudhary suggested another option to improve redundancies.
“If that bagger goes down, you no longer have a bagging operation that’s live,” he says.
“So I suggested to them that maybe we could break that process into completely independent bagging lines.”
As Choudhary relates, Ganong Bros.’ minimum throughput requirement was 400 bags a minute, while the bagger they were considering was only rated to makes going to 350 to 400 bags per minute maximum.
So, Choudhary suggested four completely independent bagging lines that package 150 bags per minute, which would also give the operation plenty of redundancy to run continuously.
“If one line does go down for any reason, at least you still have other lines up and running,” he explains.
“They liked that idea too,” he says. “Their concern was pricing at that point, but we came in very competitive.”
By installing four new bagging lines, Ganong has expanded their capacity for pouching in order to accommodate new demand through the factory.
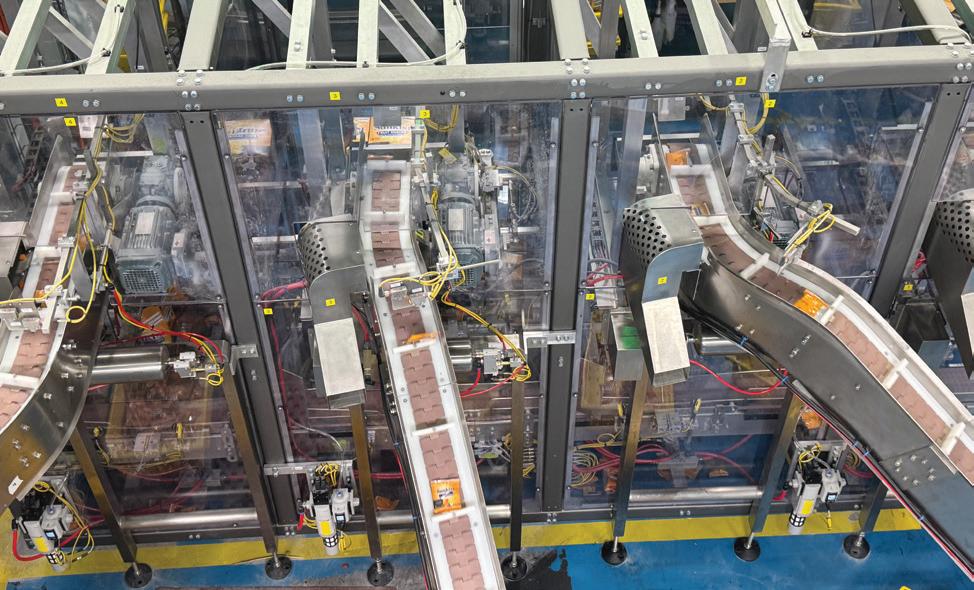
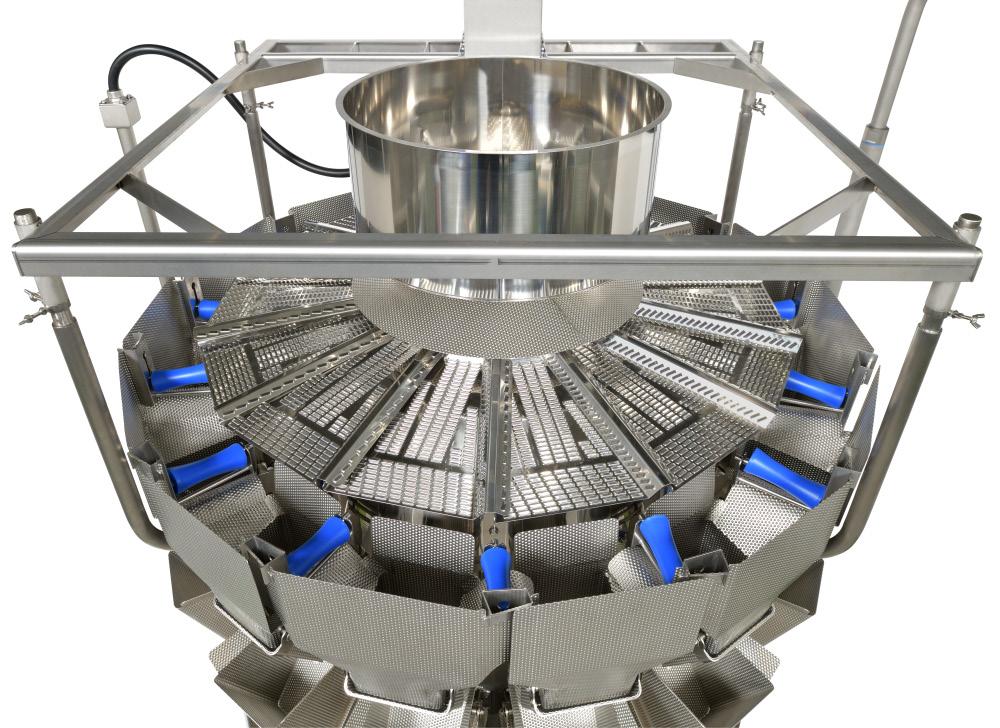
Different viewing angles of the bulk Sunkist Fruit Snacks being dispensed in precisely measured portions into the 24-head automatic ELITEWEIGH 24H stainless-steel weighers from PLAN IT Packaging.
“Not only does it give a better output than what we had initially forecasted with a single system or two systems, but it also gives them the chance to minimize downtime with the redundancy of multiple lines,” Choudhary says.
According to PLAN IT, the Mars Rapid VFFS baggers with four ELITEWEIGH 24H mutlihead weighers installed at the St. Stephen plant feature:
• Stainless-steel framing;
• Four incline infeed conveyors to carry product from ground level up to the top of the systems;
• Four exit conveyors to carry finished pouches from under the vertical bagger and bring them up to working height.
• An incline infeed conveyor boasting a modular belt with cleats for easy sanitation.
• The ELITEWEIGH 24H mutlihead weigher is equipped with:
• A 24-head weigher with dimpled contact parts to reduce contact surface with the product;
• Tool-less removable contact parts for easy sanitation;
• A third layer of memory buckets to use as a temporary holding bucket that stores product when the weigh bucket’s contents don’t fit into an optimal combination;
• A triple timing bucket to store three complete target weights at any given moment to maintain higher speeds without sacrificing accuracy;
• High-precision digital strain-gauge loadcells for high accuracy, reliability and high speed dynamic weighing;
• angled contact parts for better product flow.
For its part, the Mars Rapid VFFS bagger features a servo-driven vertical bagger with six servo motors powered by Omron controls, while the unit’s openframe design delivers great accessibility, fast changeovers and superior sanitation.
“With full visibility and easy access from all sides, the operators can clean, service and adjust the system in a fraction of the time—boosting uptime and overall line efficiency,” Choudhary says.
Moreover, the Mars Rapid bagger is designed with continuous-motion sealing jaws that act as a pulley for the film,
while adding seal dwell time for higher speeds—running the 22-gram Sunkist pouches at up to 185 packages per minute.
Other key features include an automatic film centering and unwinding system; tear notch seal jaws for tear notch cutouts; tool-less removable forming tube for easy changeovers; and an overhead pan to prevent contamination of product.
“It allowed us to get around 2.5 times the output of what we were having on that packaging process on the existing line,” Nick Ganong says.
“Hence it allowed us to shift some volume around, so there’ll be more people on these lines, operating them to get more output.
“It didn’t displace people,” Ganong asserts. “It just enabled those people to be able to accomplish more in the run of a shift.”
Ganong also compliments the ELITEWEIGH 24H multihead weighers for allowing Ganong Bros. the flexibility for packaging a lot of different combinations, while operating at a higher speeds.
Clockwise from top Finished Sunkist pouches bing transferred to an AFA cartoner to be placed into folding cartons; Nick Ganong on the plant floor; the MARS Rapid vertical bagger.
Ganong says his company talked to 30 different vendors that provided similar types of packaging equipment, but he was ultimately sold on PLAN IT Packaging’s combination of a short lead-times (only three months from purchase to commissioning), competitive pricing, and being able to deliver the promised throughput.
“Overall, the business case was sound to move forward with them,” he says.
Having PLAN IT Packaging technical experts located relatively close by in Mississauga for any servicing or maintenance was also a bonus.
“We were able to travel to them and do the testing on-site without having to cross international borders,” Ganong points out.
“And if you go back 10 or 11 months, there was a lot of dialogue and concerns around potential tariffs, so buying from a Canadian supplier helped us to reduce the risk around potential impact to tariffs.”
While many Canadian workers often worry that automation will replace them, Ganong says that is not the case at his plant.
“We are growing, and want to grow faster than we will be able to grow the number of people,” he says.
“So we are confident that we’ll continue to find opportunities to employ as many people as we can find,” he says.
“It’s not about reduction of jobs: it’s about upskilling our staff,” Ganong states. “We have found that some of the manual, repetitive tasks are not as engaging, and retaining staff in those roles is difficult.”
Ganong says the company is always looking for ways to automate less popular tasks such as product inspection.
“We’re asking humans to do things that are difficult for human to accomplish, like looking at 350 packages a minute as they go by to pick out any defective packages.
“That’s a tough job and difficult to do as a manual process,” Ganong says. “In a lot of cases we’ve already implemented, or will be implementing, vision systems to do those tasks with technology.”
The high-end ICON model X-Ray product inspection system from Toronto-based Fortress Technology plays a central part in the St. Stephen plant’s strict product quality and food safety assurance process.
Case-packing and preparation is another area Ganong is always looking to automate.
“There are tasks, like getting cases ready, where we can do with a machine,” he comments, “but it would still require someone to operate that machine.
“Incorporating technology in this way is more engaging for the staff overseeing it,” Ganong says, adding that it would create some value for the employees while improving completeness for the company.
Close-up of the colorful singleserve pouches of Sunkist Fruit Snacks brand packaged inside the color-matching folding cartons retailing at leading grocers across Canada.
As Ganong relates, in 2018 the company Ganong achieved the vaunted, globally recognized Safe Quality Foods (SQF) Level III certification, which is the highest standard that can be achieved for food safety and food quality systems.
From a competitive standpoint, having the highest certifications in food safety, along with the technologies to reduce production bottlenecks, are keys to a successful food production operation, according to Ganong.
“Our goal is to be as turnkey as we can be for our own brands and our co-manufacturing partners,” says Ganong.
“We want our customers to be able to order a finished product, and then we create it from start to finish and get it into the format that they want it delivered to the retailer,” Ganong sums up.
“That way they don’t have to go through all the intermediate steps involved in sending product to a co-packer,” he concludes, “while we get the opportunity to add as much value as we can while the product is here.”
Please watch the video of how Ganong Bros. packages its Sunkist brand candies on Canadian Packaging TV at www.canadianpackaging.com
Osmow’s Shawarma president Bernadette Farag strikes a cheerful pose in front of one of the company’s eye-catching food trucks parked outside the company Central Kitchen production facility located in Mississauga.
NO DRAMA SHAWARMA
Canadian shawarma shop stalwart and pioneer ramping up its stellar growth through bold market expansion and proactive investment in packaging line automation technologies
By George Guidoni, Editor
Of all the ethnic foods to have carved their way into the North American culinary mainstream this century, Mediterranean-style shawarma arguably offers the most striking example of turning a once-exotic street food into a daily meal staple eagerly enjoyed across all key demographic groups and cultural backgrounds.
Originating in the 19th century Ottoman Empire and quickly adopted across the entire Middle East region, the flavorful, juicy and nutritious dish—consisting of seasoned, thinly-cut meat stacked in a cone-like shape and roasted over a slowly-turning vertical rotisserie— shawarma is currently enjoying a remarkable surge in popularity across both
Canada and U.S., with new quick-service shawarma restaurants popping up all over the continent at a breathtaking pace.
According to a recent report from global market research group Market Intelo, North America now accounts for a 32-percent share of a global shawarma shop market estimated at US$3.2 billion, and forecast to grow by 10.4 per cent annually to hit US$7.8 billion by 2033.
In Canada, this double-digit growth is aptly mirrored by the stunning success achieved over the last decade or so by Osmow’s Shawarma, a family-owned shawarma restaurant chain founded in 2001 by an Egyptian-born entrepreneur par excellence Sam Osmow in Mississauga, Ont.
Since starting out in a small, repurposed submarine sandwich shop three
years after Sam’s arrival to Canada in search of a better life for himself and his young family, Osmow’s has established itself as the fastest-growing shawarma restaurant chain in North America— nowadays operating 240 franchise locations in Canada and eight in the U.S., with plans to nearly double its U.S. outlets by the year’s end.
Led by a close-knit family management team also comprising Sam’s son Ben Osmow, serving as chief executive officer, and his daughter Bernadette Farag, president, the company patiently built up a strong foundation for enduring growth by successfully “westernizing” the traditional shawarma recipes through introduction of new ingredients, seasonings and side dishes that would better resonate with the North American audience, according to Farag.
“We believe that once people try our
food, they’ll become loyal customers who will bring in their family and friends to try it,” Farag told Canadian Packaging in a recent interview.
“Within North America, Osmow’s pioneered what ‘shawarma’ is today,” says Farag, citing the universal popularity of Mediterranean cuisine as a strong contributing factor in shawarma’s growing mass appeal.
Traditionally served on pita bread, the versatile dish—primarily made with chicken, lamb and beef—Osmow’s has leveraged its versatility by pairing it with rice (on the rocks), french fries (on the stix) and green salads, while also introducing vegetarian shawarma dishes made with falafel.
According to Farag, this continuous new product development and recipe innovation provides Osmow’s with a strong differentiator and competitive advantage in a market segment attracting a lot of new start-ups, along with a crowded field of more established competitors.
Last year, for example, Osmow’s collaborated with a PepsiCo brand Dorito’s to launch a limited-time “walking shawarma” product featuring chicken, lamb or beef shawarma placed onto Dorito’s nacho chips and served in a branded Dorito’s chip bag—quickly becoming a viral social media sensation.
“That was a huge hit for us,” says Farag, “a really cool product launch.
“We also launched a new crispy chicken shawarma, fried chicken shawarma with our spices in it, along with a new fully-cooked chicken breast product,”
Farag adds.
“We’re always trying to make sure that every single new recipe we launch is a real standout recipe,” she points out.
“Quality is huge for us.”
Says Farag: “We are always improving, not only to make sure that we are introducing exciting menu items, but also listening to our customers and improving our speed of service.
“So we are always putting new KPIs (key performance indicators) in place for our team and our franchise partners to hit to make sure we are doing all the right things for our customers.”
As Farag relates, the company’s key performance targets include over 99-percent on-time, in-full deliveries, over 99-percent order accuracy, and strong overall equipment effectiveness (OEE), which are consistently achieved through:
• Structured production planning;
• Preventive maintenance programs;
• Strict QA (quality assurance), CFIA and HACCP (Hazard Analysis Critical Control Points) controls;
• Continuous KPI monitoring and improvement initiatives;
• A strong ‘Safety First’ culture.
This relentless quest for product and service excellence is played out on a daily basis at the company’s 42,000-square-foot designated Central Kitchen facility in Mississauga.
Employing about 60 full-time staff over a two-shift production schedule, the recently upgraded facility has the capacity to process 4.5-million kilo-
Top Reiser Canada’s capital equipment sales rep Terry Rees (left) alongside Osmow’s Shawarma president Bernadette Farag and production manager Abi Masoumzadeh.
Bottom The user-friendly operator panel of the Holac Cubixx 120 LP dicer purchased from Reiser Canada.
grams of bone-in chicken legs on its fully-automated deboning line.
This hefty volume accounts for the largest single share of all the meat processed there, which also includes lamb and beef.
Also housing a separate falafel line to make portioned falafels, the plant’s busy packaging line has the annual capacity to ship 400,000 20-kilogram cases of its fully-marinated and seasoned packaged product—primarily five-kilogram vacuum-sealed bags and three-kilogram tube casings—to its restaurants on a daily basis, all ready to be mounted onto the rotisserie right after opening the package.
Boasting all the vital CFIA (Canadian Food Inspection Agency), HACCP and FDA (U.S. Food and Drug Administration) food safety certifications, “Our operation is a hybrid
of manual and automated processes, allowing flexibility while maintaining efficiency,” Farag says.
“That being said, we are moving toward greater automation, and we just recently started using a robotic line from Consolidated Technology to case and palletize our products.”
To ensure optimal product throughput, quality and packaging integrity, the Osmow’s kitchen makes extensive use of three high-performance machines it purchased about four years ago from leading food processing and packaging equipment distributor Reiser (Canada) Ltd. of Dundas, Ont., which include:
• Holac Cubixx series dicer, used for precise portioning of large cuts of lamb and beef into small, uniform bite-sized cubes of meat suitable for the shawarma rotisserie cooking method.
Starting with the installation of a Cubixx 100 L model in 2020, Osmow’s has recently upgraded to a larger Cubixx 120 LP to boost its throughput rates.
Boasting a large product magazine with hydraulically powered sidewall opening and guillotine cut-off blade to process a large variety of products, the Cubixx 120 LP can handle both loose and pre-formed products meat products, while meeting the strictest CE safety and hygiene regulations.
• VEMAG HP series vacuum filler, used by Osmow’s in falafel production for portioning and casing the product into three-kilogram chubs.
Featuring innovative double-screw portioning technology, the VEMAG HP gently transports even raw materials containing large pieces all the way from the inlet to the outlet without a compression zone, utilizing advanced servo
Installed by Abbey Equipment Solutions, the Multipond multihead weigher dispenses five-kilogram portions of marinated chicken leg meat prior to vacuum-packing the meat inside brick-shaped bags on the VARIOVAC Optimus 45 machine positioned directly below on the plant floor.
The five-kilogram portions of marinated chicken leg meat swiftly making way through the VARIOVAC Optimus thermoform packaging machine for application of the top film layer and hermetic sealing of the final packs.
Top right
Perfectly-sealed five-kilogram bags emerging from the VARIOVAC Optimus 45.
Far right
The finished bags are collected inside large mobile carts prior to being placed inside corrugated shipping cases for shipment to the restaurants.
Bottom right
Close-up of the Omron touchscreen HMI (human-machine interface) panel controlling the VARIOVAC Optimus machine’s operations.
technology for optimal process reliability and product integrity.
• VARIOVAC Optimus 45, a compact vacuum-sealing and thermoform packaging machine used by Osmow’s to produce five-kilogram vacuum-sealed bags of marinated meat chunks at swift speeds of seven to eight cases per minute.
Equipped with proprietary Rapid Air System to achieve outstanding precision forming, the high-performance VARIOVAC can achieve speeds of up to 13 cycles per minute across a broad range of semi-rigid and flexible film applications, including MAP (modified atmosphere packaging), skin packaging, vacuum-packs, shrink packaging and hot filling.
According to Reiser Canada’s capital equipment sales rep Terry Rees, the VARIOVAC Optimus 45 at Osmow’s greatly reduced the number of small pieces of meat in the new five-kilogram bags of frozen skinless/boneless chicken leg meat, which were previously packed in five-kilogram chubs.
“Moreover, the lower profile of the new packs significantly reduced the time for defrosting at the restaurants,” says Rees, a frequent visitor to the Osmow’s plant who has worked closely with Farag for the last five years to optimize the facility’s packaging line process flow.
As Rees relates, “I first met Sam Osmow during the Process Expo trade show in Chicago in 2019.
“Sam had already equipped his commissary with a large sausage stuffer and double clipper to make five-kilogram kg chub packs of boneless/skinless marinated chicken leg meat, which were distributed to over 100 of his restaurants across Ontario,” he continues.
“They would then be defrosted and used to manually assemble chicken shawarma kebabs for cooking on a traditional rotary grill.
“We then met again a few months later in January 2020 during the IPPE show in Atlanta,” Rees recounts, “where Sam told me he was looking for a way to improve the piece size of
the leg meat in the chub packs, as some of his restaurants were complaining the piece sizes were too small to attach onto the kebab skewer.
“We discussed setting up a test with a VEMAG HP-20E stuffer equipped with a large pitch double screw to reduce the number of cuts the leg meat would incur during portioning into the double clipper.”
While the outbreak of COVID-19 pandemic put that test run on hold, Rees soon found out that Osmow’s was introducing a new product line using hand-cut strips of beef and lamb as the main ingredient.
Sensing an opportunity, Rees contacted Sam to discuss how he could automate the time-consuming manual meat cutting process with a Holac dicer—leading to test trial and purchase of a Holac model Cubixx 100L dicer.
“This was the first business I concluded with Sam, which was the start of our supplier-customer relationship and also my introduction to his daughter Bernadette, who together with Sam is a primary driver to bring equipment innovation to their operations.”
The new business relationship has blossomed over the years, according to Rees, who recently sold Osmow’s an AMFEC Vat Dumper to discharge combos of chicken leg meat onto line feeding a skinner and bone puller—eliminating the need to manually shovel leg meat onto the line.
“All the machines we have bought from Reiser deliver high reliability, precision and efficiency,” says Farag, “ensuring consistent product quality and throughput.
“Our partnership with Reiser has been very positive, supported by both strong equipment performance and responsive technical support,” adds Farag, also extending compliments to Abbey Equipment Solutions for their expert installation of the Multipond multihead weigher and integrating it with the VARIOVAC Optimus 45 machine.
“We are making sure that we maintain the production, consistency and quality of our unique product offerings in-house, while sharing our beloved recipe with the world.”
“The Multipond multihead weigher has also proven to be highly reliable,” she states, “delivering the accuracy and speed required to meet our production demands.
“It plays a key role in maintaining portion consistency and operational efficiency.”
For the plant’s production manager Abi Masoumzadeh, the tight synchronization of VARIOVAC and Multipond equipment provides a highly efficient means to encase all the value-added processing steps performed on the raw chicken leg meat at the earlier stages of the process inside tightly-sealed, durable and transparent packaging with fairly high moisture content.
“Once the product (chicken meat) has been sufficiently marinated, an incline conveyor takes it up to the Multipond multihead weigher and transfers it into the depositing system funnel to deposit exactly five kilograms of product into the film pouches onto the dual-lane VARIOVAC system below, two packets at a time,” Masoumzadeh explains.
“The product then moves on to the sealing die box, where it gets vacuumed and have a top film layer applied and sealed.
“The sealed bag then goes through a [Fortress] metal detector to make sure there are no contaminants inside, after which the bags are packed into cases to be shipped to our franchises.”
As Masoumzadeh points out, “When working with wet product like ours, the quality of sealing is very important, which is one of the reasons that we chose VARIOVAC.
“It does a very good job of making sure the product is sealed properly to preserve consistent product quality and ensure long shelf-life,” Masoumzadeh states.
According to Rees, the machine’s exemplary performance at the Osmow’s production plant played a major role in swaying Osmow’s to purchase another VARIOVAC Optimus 45 machine for the company’s new sister plant in Ohio to
Above The Stealth series metal detector from Fortress Technology plays a key role in the plant’s quality control process.
Top right
The Poly-Clip System used for secure sealing of the three-kilogram casing tubes used to package falafel.
Bottom right
The VEMAG HP series vacuum filler from Reiser. products.
support the company’s ambitious U.S. expansion plans.
In addition, Reiser is supplying the new Ohio location with a Holac Cubixx 100L dicer and a Vemag model HP-15E vacuum filler, equipped with a custom engineered depositing system for loading the VARIOVAC Optimus, while also testing a unique VEMAG system for automatically making the pre-formed shawarma cones.
Says Rees: “One of the advantages that Reiser offers to Osmow’s is that we have a very extensive product range of processing and packaging equipment.
“So as their as their business grows, and as their needs change, we still always have something that we can offer them.
“At Reiser, we always put service front-and-center ahead of sales,” Rees concludes, “and I am proud of the fact that at Reiser we have 24 field technicians, with many located in different provinces, to support our eight regional sales persons across Canada—covering the entire country from British Columbia
to Newfoundland.”
Adds Farag: “The thing I like best about working with Reiser is knowing that if something goes wrong, there’s somebody there that will make sure our production line does not stop—helping us ensure that our restaurants are getting their product on time.
“We are currently supplying 240 restaurants, so we need to have that reliability,” she states.
“And as we continue expanding our capacity here in Canada and look forward to our further expansion in the U.S., we are making sure that we maintain the production, consistency and quality of our unique product offerings in-house,” Farag concludes, “while sharing our beloved recipe with the world.
“And that’s where packaging comes in.”
Ont., on Canadian Packaging TV at www.canadianpackaging.com
Stronger Food Safety Starts with Stronger Training
This
Module 3: Levelling Up Your Food Safety Program
The Canadian red meat industry is a major contributor to Canada’s economic activity and employment, contributing nearly $34 billion to the country’s Gross Domestic Product annually, while supporting an estimated 350,000 full-time jobs nationwide.
Officially starting in his new role on January 19, 2026, Larkin brings more than a decade of leadership experience in public affairs, government relations, and association management to the table. Most recently, he served as the executive director of Grain Growers of Canada, where he led major policy initiatives, strengthened government engagement, and delivered outcomes that directly benefited producers across the country.
With an extensive track record of advancing national agriculture priorities making him well-positioned to champion the interests of CMC members, Larkin is keen on helping the Canadian red meat sector continue to grow and evolve in the challenging time ahead.
QFirst of all, please accept our congratulations on becoming the new CMC president, and provide some first impressions on your first few months on the job.
I am definitely enjoying it so far. There is a lot to do at the forefront, and I’m looking forward to the day where I have systems in place and things are rolling a little more smoothly, but it is a super interesting sector to learn about.
The board of directors has been fantastic in its support, and the CMC staff is made up of very intelligent people who really know their stuff.
Naturally, I am honored to be heading up an association that has such a long and deep history. There is only a handful of national associations that have been around for over 100 years, and I am fortunate to have had an opportunity to work for two of them.
The CMC has a long-standing brand and reputation in
Ottawa, where every industry is constantly lobbying the federal government for one thing or another, and our board of directors is made up of very active people who are very involved in supporting the association and pushing for the continued success of the meat sector here in Canada.
QHow well do you think your prior experience with the Grain Growers of Canada prepare you for your new role?
I have actually worked pretty closely with cattle ranchers and pork producers who consume the grain that my former industry associates were producing. It’s a very small and tight-knit lobbying community for the agricultural business in Canada, so while I may not yet have that much experience on the meat side, I have experienced the sort of cross-collaboration that goes on in Ottawa. I also have a long history in working with national or provincial associations and bringing in a fresh, different view on how to do things.
And so I’m looking forward to bringing in new ideas and innovative practices to the CMC, because although there are some things that have been done for a long time to create member value, I believe there is room to introduce some new things that will create even greater member value.
Q How would you assess the state of CMC membership at the moment?
W certainly represent the majority of red meat in Canada with about 55 regular members who process meat, beef, pork, veal, bison and lamb on a regular daily basis, and we have about 120 associate members who are suppliers and service providers to those meat processors, so the membership is very healthy. There are certainly some large companies out there who are not currently CMC members, but whom we would love to join us. To that end, we are really focused on building the association by building the membership value, both for our regular members and associate members.
I am a big believer in the idea that if you build it, they will come, so we are increasing our federal government advocacy, we’re increasing our international trade presence, we’re increasing our regulatory affairs footprint, and working to make
all these pieces add up to showcase more membership value for all our different members all across Canada, in all the different commodities that we represent.
QLet’s touch on these initiatives individually by first addressing the international trade part of your value proposition, since that seems to be the biggest talking point at the moment.
I think lot of our meat processing members get value from the work we do on market access and tackling non-tariff barriers. Because we export about 60 per cent of the pork we produce here in Canada, and about 50 per cent of the beef, international trade access and international markets are paramount to out beef and pork processors.
To that end, we’re always present on the international scene, advocating with our federal government or to our federal government, as well as to foreign governments, on various non-tariff barriers.
That includes joining Team Canada trade missions. I was just in Mexico about a month ago with our minister of intergovernmental affairs and our minister of agriculture and agrifood, advocating for more exports to Mexico and addressing some of their non-tariff barriers that can be challenging for some of our members.
We also do foreign audits, whereby we invite foreign governments to bring auditors to Canada to audit establishments in this country, with the goal of opening up access to various international markets around the world for them to explore.
Considering the reality of the geopolitical world we live in, international trade is probably the Number One priority for us right now.
And we’re obviously doing a lot of work in the U.S., traveling on a monthly basis to Washington, D.C., to meet with the members of Congress, senators, mayors and other high-ranking officials to talk about the benefits of the CUSMA (Canada-U.S.-Mexico Agreement) accord and how important it is to keep it in
place—not only to the benefit of Canadian meat processors, but also to the benefit of American meat processors and the American economy at large.
So that work is ongoing all the time.
QTell us about the Council advocacy work on the domestic front. There’s always a number of federal government policy issues that meat processors are facing here in Canada, and there are two that I would point out as being particularly challenging.
One is labor. Meat processors across Canada have had labor shortages for a very long time, but they need a federal government partner in terms of being able to bring in more labor—either finding it in Canada, but more predominantly, finding that labor internationally.
We need to bring in more international talent to support the many meat-processing plants that are operating at a lower capacity because they don’t have the talent and the people to be able to operate at full capacity.
The second piece I would highlight in the context of our domestic lobbying is interprovincial trade.
In terms of the interprovincial trade of meat, our position remains that those meat processors want to trade meat product interprovincially have to meet the federal standard.
Not only is the federal standard recognized internationally, but it also what actually allows us to export as much as we do internationally right now.
So we are lobbying the federal government to support those companies, and we understand they’re actually working with about 30 provincially licensed companies to bring them up to the federal level, which would allow them not only to enter the interprovincial trade meat, but also to export internationally.
QWhat can you tell us about the regulatory affairs part of your policy agenda?
I would say that where members get real
value is through our expertise in regulatory affairs, since so many of our members have issues with the CFIA (Canadian Food Inspection Agency) or other regulatory mechanisms almost on a daily basis.
We are essentially a one-stop shop for regulatory issues, working very closely with CFIA to not only deal with some of daily issues, but also address with some key long-term issues—ensuring that not only does our food safety system remain Number One in the world, but also that we remain as efficient and as competitive in the global marketplaces as possible.
So that includes harmonizing some of our regulations with the U.S., for example, while ensuring that inspections are consistent across the country. It’s also about ensuring that the CFIA and the government look at new, innovative practices in terms of inspections and export permits. There’s a whole number of things that we’re working on, because we get calls from our members about CFIA-related issues almost on an hourly basis.
QThere seems to be a sense of mistrust and antagonism between meat processors and the CFIA, which doesn’t sound like a recipe for a constructive partnership going forward.
I think we have a very positive relationship with the CFIA, with whom we liaise with almost on a daily basis on various issues, but it’s a two-way street.
We support the CFIA in some of the work they do internationally in terms of dealing with non-tariff barriers, as well as domestically, such as collaborating on interprovincial trade and being on the same page to bring up provincially licensed facilities up to the to the federal level.
For the most part, the CFIA and us work very closely together on tackling issues that deal with food safety or efficiency. And with economic growth and export development becoming such key issues, we happy to see that the CFIA has brought in an economic lens to some of their practices.
“Considering the reality of the geopolitical world we live in, international trade is probably the Number One priority for us right now.”
It is important for us to be working hand-in-hand on growing Canada’s meat processing sector, so that we can export more, hire more Canadians, and grow Canada’s economy.
Q How optimistic are you about the upcoming review and any possible revisions to the existing CUSMA framework insofar as it relates to the red meat industry trade? As much as our bilateral relationship between Canada and the U.S. is extremely important, I would say our trilateral relationship between Canada, the
Kyle Larkin, President, Canadian Meat Council.
U.S and Mexico is equally important, especially in today’s geopolitical world.
To start with the U.S., I don’t think that Canada’s meat processing sector would be as large as it is right now without free trade between our two countries. So continuing that trade is paramount not only for Canada’s meat processing sector, but also for the American agriculture and agrifood sectors, and their economy at large.
If you look at cattle, for example, one cow can cross the border multiple times before going to a feedlot and before going to commodities as well, really allows both our Canadian agrifood sector and the American agrifood sector to be more successful and export more internationally.
On the cattle side, we’re already dealing with one of the smallest herds in recent history, and there’s a multitude of reasons for that. But if we had the border shut between Canada and the US for the cattle trade, we’d have even a smaller herd and we would have a huge supply issue for our meat processors, who are already paying a premium for cattle, and which is one of the main reason that beef prices are as high as they are in Canada and the U.S.
But having free trade between both countries is extremely important, so is our trilateral relationship with Mexico, is growing as one of our most important export markets. It is now our fourth-largest market for pork and third-largest market for beef, so it provides a huge market diversification opportunity. For too long, Canada has seen our CUSMA relationship as bilateral between just Canada and the U.S., but I think a lot of eyes are now opening up to the fact that there’s a huge opportunity in Mexico.
But that said, the U.S. will always be our Number One trading partner for agriculture and agrifood—especially for meat products.
So we really need to get a clean renewal of the CUSMA accord I’m happy to see that most members of the Congress, from both the Republicans and Democrat sides, agree with me about the benefits that CUSMA has brought to their districts— in the US, especially those rural districts with major meat processing and ranching operations.
So the only time that our agriculture and agrifood products, including meat products, were tariffed, we’re in those first few weeks of the U.S. administration. But over the past almost 12 months, meat products crossing the border both ways have been tariff-free because they’re because they are CUSMA- compliant, so we will continue to push to ensure that there’s no impact on meat products, food security and food affordability in the future.
HELLO AGAIN!
Membership has its rewards, as the old American Express marketing slogan proclaims, but the value of those rewards ultimately comes down to the people behind them.
Happily for the member-companies of the Canadian Meat Council (CMC), the 100-yearold industry association’s board of directors has a long history of being led by some of the red meat industry’s most devoted, knowledgeable, passionate and respected professionals in the field.
And it’s no stretch to say that this enduring legacy of leadership excellence remains in good hands with the pending appointment of Sylvain Fournaise, vice-president of food safety, quality management and R&D at leading Quebec meat products manufacturer Olymel LP , as the board’s new chairman for the next two years.
To be formally announced at the upcoming CMC 2026 Annual Conference in Ottawa on May 26, 2026, the appointment will actually mark the second time that Fournaise will head the venerable association, having already filled that role during the 2020-2022 term.
As a 28-year veteran of the Canadian meat business, few people in the industry are better qualified to lead the Council over the next two years, according to the outgoing CMC chairman Russ Mallard, former president of Atlantic Beef Products and now president of Mallard & Associates Ltd. in Charlottetown, P.E.I
“I wish our incoming chair, Sylvain Fournaise, all the best in his new role,” says Mallard, while extending gratitude to CMC’s board of directors for their support over his own two-year tenure as chairman.
Says Mallard: “As I look ahead, I remain confident that the progress made over the past two years has positioned the Council—and the broader Canadian meat sector—for continued growth and resilience.
“Our focus has been simple: bring the industry together, speak with clarity, and ensure Canada remains a trusted, competitive supplier of high-quality protein to both domestic and global markets.”
For Fournaise, maintaining that high global reputation for the world-class quality of Madein-Canada red meat products will remain the overriding priority, as he focuses on improving the industry’s disease prevention capabilities; further strengthening the council advocacy work; and ensuring supply chain security for the sector.
“We are looking to establish a better preparation and prevention framework to address the outbreaks of devastating disease like the Foot and Mouth disease, African Swine Fever and other calamitous threats to animal health,” Fournaise told the Canadian Packaging magazine.
“We are facing many challenges on that front,” Fournaise states.
Sylvain Fournaise, Vice-President, Food Safety, Quality Control and R&D, Olymel LP
“We also need to continue to work with the government and make sure that Canada maintains the eligibility to export to different countries,” says Fournaise, while also urging the federal government in Ottawa to address the 25-percent tariffs imposed by China on Canadian pork exports.
“We also need to boost the sector’s innovation efforts,” he continues, “while ensuring that we have a strong supply chain that does not allow for major disruptions in the supply of key ingredients for our meat processors.”
Above all, Fournaise wants to see the Council to redouble its efforts on attracting more young people into the industry to replace its aging workforce.
“I think it’s important that we, as industry, are competitive in terms of salary compensation and benefits,” he says, “but we also need to address the issue of working environment as well.
“This calls for further innovation and automation in order to attract todays’ younger generation,” he states.
“In this new age of AI (artificial intelligence) and other high-the technologies, we simply cannot continue to do business, especially on the processing side, like we were doing 20 years ago,” Fournaise asserts.
“Young people today are very different from what we were like,” he concludes, “so we will have to work hard on updating our current work practices to create an environment that will fulfill their personal and professional needs and expectations.”
Y O U R P R O D U
TRAY OVERWRAPPERS
Perfect for beef, poultry, sausage, plant based meats, produce, or any product requiring a tray
END -SEAL WRAPPERS
Perfect for a wide range of poultry, ready-to-eat , and frozen market
LID SEALER BY FRIMAQ
Perfect for a wide range of meat , poultry, produce, ready-to-eat , and frozen market .
FLOW WRAPPERS
Perfect for formed meat products, whole muscle, bakery, cheese, confectionary, and consumer packaged goods.
Heat and Control’s packaging systems product manager Alex Ortega (right) and sales manager Jeff Say in front of the new Ishida CCW-AS multihead weigher.
ECONOMIES OF SCALE
Leading food processing machinery distributor leverages advances in multihead weigher technology to help customers raise their packaging line productivity and efficiencies
By Andrew Snook
If you asked industry professionals what food manufacturers are looking for to enhance their operations, it’s likely they would say a combination of increased productivity, increased efficiency, ease-of-use and optimal sanitation. Those are certainly the most common customer requirements often directed at Alex Ortega, product manager for packaging systems at Heat and Control Inc.
“Those “are key items that our customers are routinely coming to Heat and Control with, and these factors are key items of our major focus areas to enhance and optimize their operations,” Ortega says.
One way Heat and Control is positioning itself to help these companies with their packaging needs is through its partnership with Ishida, a leading global sup-
plier of weighing and packaging equipment headquartered in Kyoto, Japan.
“It’s a special relationship where we have the capability to influence and direct developmental aspects when it comes to the equipment that Ishida builds,” Ortega says.
The two companies share more than 200 combined years of industry knowledge and experience. Heat and Control has been building equipment for the food industry for over 75 years, while Ishida was founded in 1893.
“Ishida is the inventor of the computer combination weigher: they are the originator. They developed a machine that was able to provide a big benefit to people,” Ortega says.
One of the ways the two companies are working to meet the needs of the industry is through Ishida’s new CCW-AS
line of multihead weigher systems.
As Ortega explains, the CCW acronym stands for “computer combination weigher,” which varies significantly from a standard weigher.
With the CCW, the machine has several hoppers attached to a loadcell, where each individual hopper can weigh the product, and the system finds a combined weight of those hoppers to calculate total weight.
“You’re looking for the best possible combination to provide the most accurate and reliable readings to meet the target weights that customers desire,” Ortega explains. “That was the inspira-
tion behind the computer combination weigher.”
According to Ortega, the Ishida CCW-AS (Advantage Series) multihead weigher offers customers notable improvements from its previous models, increasing the capability of the machines.
“Ishida is constantly pressing and pushing the envelope,” Ortega states.
“We have increased capabilities with this weigher that were not available in previous generations,” he adds, noting that the latest generation offers customers improved ease-of-use and simpler sanitation requirements.
When it comes to the features that
The tablet-style HMI (humanmachine interface) used to control the CCW-AS weigher’s operations.
customers prioritize in their weighers, Ortega says it can vary depending on needs and application.
Says Ortega: “Some customers want a fast machine; some customers want the most accurate machine to reduce giveaway because the food items that they’re packing are expensive items; some customers focus more on reduction in labor … so it is very customer-specific.”
The big appeal of the CCW-AS multihead weigher is that customers don’t have to sacrifice any one of those priorities, Ortega points out, “because the weigher actually meets all of them.”
Says Ortega: “It provides those high speeds when you need them.
“\ provides that great reliability, that reduced giveaway, the high accuracy and the repeatability,” he states. “That is something that Ishida prides itself on.”
Ishida also incorporates sanitation features into the design and build of all its computer combination weighers, so customers do not have to choose between production and food hygiene and safety.
Loose leafy lettuce being tested on the new CCW-AS multihead weigher manufactured by Ishida.
“Ishida has made much simpler to remove and reassemble the hoppers so that you can do it one-handed.”
The CCW-AS multihead weigher has been built with a redesigned human-machine interface (HMI) control panel that offers improved ease of use with a large 15.6-inch display.
“It’s a tablet-styled display, and that redesign is one of the biggest items that our customers really love about it,” Ortega says.
As for the so-called “smart” tools, the weigher is equipped with auto-setting adjustments, timing in the scales, and automatic feeder adjustments.
“Those are features that will help the operator on their daily routine tasks that they have to perform throughout a shift of production,” Ortega says.
These features are incorporated into the scale to reduce the need for them to interact with the equipment, since many operators may have other multiple tasks that they must perform regularly.
“It’s not just about standing in front of the machine and operating it,” Ortega says. “They’ve got other things that they must do to keep the entire line running, so those are some of the things that we have incorporated into the weigher to aid operators in running the production process more efficiently.”
The CCW-AS multihead weigher is offered with additional handy options, including the Optical Charge Control (OCC) that is linked to the unit’s auto-feeder.
While auto-feeder drive parameters are standard in the weigher, the unit’s OCC technology is able to monitor the level of product in each individual radial feeder, making adjustments based on the level that it’s reading.
“It’s a much more rapid response, as far as the control of the feeders, and by
Clockwise from left Alex Ortega in front of the Ishida CCW-AS multihead weigher; Ortega showing how easy it is to remove and reassemble the hopper buckets on the CCW-AS multihead weigher; A Heat and Control technical expert conducting operator and maintenance training for customers.
constantly monitoring that auto-feeder, it is helping to get the best accuracy and efficiency out of the weigher,” Ortega says.
With 22 years working at Heat and Control under his belt, Ortega has held a variety of positions at the company, including working in the service department.
As someone who spent years working on equipment, he has developed special appreciation for one particular new feature on the CCW-AS multihead weigher.
“Working on the scales, I know what it’s like to have to take off buckets and put them back on,” Ortega relates. “It was always a two-hand operation.
“That is something that takes a delicate approach, especially when you’re reassembling the weigher or putting the hoppers back on,” Ortega explains.
“The nice thing with the AS generation weigher is Ishida has made it much simpler to remove and reassemble the hoppers so that you can do it one-handed, which cuts down on your overall changeover time and your sanitation time.”
Ishida has also optimized the motor drive patterns in the weigher to reduce energy consumption, Ortega notes.
“On the open and close cycle of the hoppers being done by the stepper motors, they’ve been able to reduce the power consumption by as much as 20 per cent,” he extols.
Ishida has also built an XR-7 feeder into the CCW-AS multihead weigher for assisting with the movement of tougher products such as fresh proteins, certain salads, and sticky gummies, which can be particularly challenging.
“Not only are they sticky, thus being difficult to convey, but
they also absorb vibration, which makes them even more difficult to move,” Ortega says.
“Any product that involves moisture dampens that transferability of the vibration that you would typically get,” he adds.
“The great thing about the CCW-AS is that Ishida has been able to increase the amplitude on the radial feeders from three to four millimeters,” says Ortega, “which provides us much greater capability to convey those difficult-to-move products.”
For fresh proteins like chicken or beef, which would typically require an auger-styled screw feed machine, Ishida is now able to use its standard vibratory style radial feeders to move those products because of the greater amplitude.
“That has been a huge benefit with the CCW, providing that increased capability,” Ortega says.
Notably, Ishida has also been able to provide a 16.7 decibel reduction in the noise of the feeder itself.
“It’s a much quieter feeder, which obviously is going to improve your operation environment,” he says. “Noise is something that our customers are always concerned with.”
The unit is also equipped with an auto-timing feature that automatically adjusts the weigh hopper to pool the hopper ‘s open-close interval.
In the past, an employee would have to make this change manually, but thanks to the automatic settings, the weigher calculates that timing as the product drops into each hopper— allowing operators to focus on other tasks.
To assist with servicing, Heat and Control offers remote diagnostics and troubleshooting and tailors service plans to customers’ needs.
“We’re able to be there every step of the way from troubleshooting and set-up to production assistance and training,” Ortega asserts.
“That is something of major importance to us and our cus-
Above
The CCW-AS is equipped with cameras to display the weigher’s operating status in real time on the system’s HMI panel.
Right
The CCW-AS multihead weigher boasts a highly hygienic design for optimal sanitation for products such as poultry.
Left
The CCW-AS mutlihead weigher design incorporates many special features to facilitate swift and smooth product flow for sticky and other challenging products like shredded cheese.
tomers,” Ortega says.
As Ortega relates, customers have responded very positively to the CCW-AS multihead weigher to date, citing the easeof-use as one of its most popular features.
“Almost any person can walk up to the Ishida weigher and figure out how to operate it, because it’s not a complicated machine,” says Ortega.
“We have made it that simple,” he adds, also singling out redesigned drive unit’s more sanitary design as another key benefit.
“Food safety is a big item that our customers are concerned with,” Ortega states.
Incorporating the CCW-AS multihead weigher into an existing bagging or filling application is simple due to its common footprint.
“If you have an existing multihead weigher, the Ishida weigher is going to be similar in size and similar in footprint,” Ortega says, “and we also use common electrical interface standards.”
Noting that one of Heat and Control’s main themes is “Unequaled productivity provides solutions to workforce shortages,” Ortega says that this theme has been incorporated into all of the features of the CCW-AS multihead weigher system to enhancing production line efficiencies.
“By providing those solutions for the customers, we’re able to help them with workforce shortages,” Ortega proclaims.
“We have the equipment that is designed to make it easier to operate, more reliable, faster, and more accurate,” Ortega concludes.
“All of that helps answer our customers’ needs by making it one less thing for them to worry about.”
Whether
at: heidelberg.com/packaging
HONEST TO GOODNESS
Nutrition bar market trailblazer underscores its stellar healthand-wellness credentials with firm commitment to sustainable certified paperboard packaging
By George Guidoni, Editor
Photos by Naomi Hiltz
Being good enough to hold its own in a highly competitive market traditionally dominated by large multinational food conglomerates is not enough for the Toronto-based organic granola snacks producer Riverside Natural Foods Ltd. It’s merely a starting point.
Co-founded in 2013 by siblings Nima, Sahba and Salma Fotovat, the familyowned company has grown in leaps and bounds over the last 13 years to become one of North America’s leading manufacturers of nutritional allergen- and gluten-free chewy granola bars, softbaked bars, granola bites, crunchy squares, cookies, and many other products sold under the MadeGood flagship brand name across Canada, as well as in
select major U.S., European and other international markets.
Widely lauded and acclaimed for their soft texture, delectable taste, organic ingredients and a wide range of tantalizing flavour combinations, Riverside’s brands quickly built up a loyal, fast-growing customer base among consumers looking for healthier and more nutritious alternatives to the conventional high-sugar offerings that have traditionally dominated the nutrition and granola bar product categories.
Made with 100-percent Canadian-grown organic and gluten-free oats sourced from the Canadian prairies, the remarkably swift market success and penetration achieved by Riverside are a glowing testament to the company’s knack for product innovation and manufacturing excellence that have made it a
formidable player in a highly competitive and dynamic market, according to the company’s senior procurement manager Moe Romero.
“Our R&D and innovation teams have done an incredible job of striking a good balance between nutritional value and taste to deliver phenomenal products to consumers over the years, encouraging us to both extend our existing product lines with new flavours and to venture into new categories,” Romero told Canadian Packaging during a recent visit to Riverside’s manufacturing and packaging operations.
Comprising three spacious side-byside production facilities in northwest Toronto—totalling about 600,000 square feet of manufacturing, warehousing and distribution space—the company’s manufacturing complex houses nearly a dozen production lines boasting world-class manufacturing and packaging equipment to churn out high volumes of its premium-quality organic snacks over a three-shift, five-days-a-week operating schedule.
Having moved most of its production to these modernized premises about six years ago, Riverside also operates its original 80,000-square-foot facility in northern Toronto—now dedicated to
producing MadeGood cookies and granola bites—along with another smaller co-packing operation in the west-end suburb of Rexdale, primarily used for its growing private-label business.
As Romero relates, the runaway success of the company’s unique products prompted Riverside to significantly expand its manufacturing footprint to keep up with buoyant market demand.
“Once we saw our products starting to really catch fire with so many retail customers and consumers, we quickly realized that we needed a lot more production capacity to meet the growing demand at home and in markets abroad,” says Romero, noting that exports to the U.S. now account for about two-thirds of Riverside’s sales.
“Our goal is to have healthy and nutritional products accessible to as many people as possible,” he adds, “so we really needed to increase our manufacturing footprint to accomplish that goal.
“Having additional capacity enables us to meet any new business opportunities that come our way,” Romero adds, “enabling us to better service many different high-growth sales channels like foodservice and alternative channels.”
The company’s growth in production volumes has gone hand-in-hand with a
Beneco’s account manager YaNan Chen pointing out the superior print quality and vibrant colorful graphics generated on the FSC-certified folding cartons processed on Beneco’s state-ofthe-art Heidelberg Speedmaster printing presses.
notable increase in hiring, with its total workforce now totalling about 650 people globally.
According to Romero, many of its full-time staff are employed at its Canadian plants and administrative offices, with the remainder mostly comprised of sales and marketing professionals working to expand the company’s international reach.
“We have a very strong, smart and dedicated team who really believe in our mission and objectives by sharing our story with potential and existing customers,” says Romero, citing Air Canada as one of the company’s notable customers using Riverside products as part of its on-board complimentary hospitality perks.
“We are also long-standing partners with the Ontario Student Nutrition Program,” Romero adds, “offering our products through the program to schools at a significant discount, and we are making a big thrust to participate in similar school programs in the U.S. as well.
“It’s all about accessibility to our product,” he says.
“We have a very strong, smart and dedicated team who really believe in our mission and objectives by sharing our story with potential and existing customers.”
The company’s health and nutritional claims are vividly underscored on its MadeGood brand’s retail product packaging—primarily folding cartons and to a lesser extent stand-up pouches—with multiple authoritative certifications including organic, Non-GMO Project Verified, vegan, gluten-free and kosher.
Operating as a B-Corp - certified company since 2017, Riverside also boasts True Zero Waste and Plastic Neutral certifications, in addition to being recognized as a Living Wage Employer.
Fiercely committed to environmentally responsible manufacturing and packaging, Riverside naturally goes through great lengths to ensure and verify that its key vendor partners share its sustainabil-
Riverside’s Moe Romero and Beneco’s YaNan Chen sharing some light moments at Riverside’s production facility, which employs a fully-automatic Propack packaging line to pack MadeGood treats into Beneco’s folding cartons.
ity mindset—especially when it comes to packaging.
In this respect, Riverside has made great strides in reinforcing its sustainability credentials through its successful business relationship and partnership with Beneco Packaging, Ontario-based manufacturer of food-grade folding cartons operating two state-of-the-art production facilities in Toronto (Scarborough) and Cobourg, about a one-hour drive east of Toronto.
Founded in 2004 by Carol Jiang, consistently listed as one of Canada’s top female entrepreneurs, the privately-owned Beneco has quickly established itself as an innovative and reliable supplier of high-quality folding cartons and custom boxes to major food producers and other CPG (consumer packaged goods) manufacturers—gaining widespread industry respect for its excellent customer service, fast lead-times, production flexibility, and superior product quality achieved with state-of-the-art printing presses and cutting-edge converting equipment.
Nowadays running three highly automated Heidelberg Speedmaster printing presses at industry-leading running speeds, Beneco currently supplies Riverside with a major share of the MadeGood brand’s retail packaging, according to Beneco’s account manager YaNan Chen.
Since ordering its first deliveries of printed cartons from Beneco back in 2024, the relationship between the two like-minded, independent Canadian manufacturing stalwarts has blossomed into a genuine partnership based on mutual respect, trust and a shared passion for sustainability.
Much like Riverside, Beneco’s all-in commitment to sustainability is tellingly highlighted by company’s recently-earned Gold Medal standing in the EcoVadis global corporate sustainability assessment and benchmark platform that rates global businesses in four key areas environmental, social and ethical performance across their supply chains.
Highly complimented for its successful recycling initiatives, effective waste reduction programs, ethical sourcing and the use of sustainable materials—notably the FSC (Forest Stewardship Council)-certified paperboard—the EcoVadis Gold Medal certification puts Beneco into the top five per cent of the world’s most sustainable corporations, as assessed by the Paris-based EcoVadis.
Moreover, earning the globally-recognized IFS PACsecure Version 3 standard for the safety and quality of packaging materials puts Beneco at the forefront of providing assurance of the highest level of safety and quality in its packaging processes—from sourcing materials to final packaging.
For Riverside, Beneco’s sustainability mission was a natural fit for promoting its own environmental messaging into the marketplace, according to the company’s corporate impact strategy manager Taylor Stanley.
As Stanley asserts, “Our purpose at Riverside is to inspire a healthier and more compassionate world where access to good food is a reality for all.”
“What we define as ‘good food’ is not only the product being eaten,” he states, “but also how it is wrapped and packaged. Each component has an impact on people and the planet as well as the overall consumer experience.”
Says Stanley: “While we’re painstakingly trying to find out how we can move away from single-use plastics for our primary flow-wrapping and our pillow pouches packaging, being able to choose 100-percent PCR, fully recyclable paperboard secondary packaging is something that our founders have done since ‘Day One.’
“From our perspective, FSC provides the highest-quality integrity for ensuring that chains of custody remain intact, supporting full transparency and the ability to verify the accuracy of any environmental claims,” says Stanley, extending full credit to Beneco’s considerable sustainability efforts and accomplishments, along with unfailing customer service.
Says Stanley: “We see their (Beneco’s) EcoVadis certification as a strong and complementary certification to our own B Corp certification. It’s been a great relationship so far.
“There is a great deal of philosophical and ethical alignment between our two companies,” he states, “and in being laser-focused on our environmental and ethical responsibilities.”
As Romero elaborates, “To put it simply, Beneco has been able to offer us a real value proposition that other folding-carton manufacturers could not match.
“For one, we are highly impressed with Beneco’s investment in print technology—notably their six- and seven-color Heidelberg presses,” Romero extols.
“They also have the capability to perform in-house sheeting,” he continues, “allowing for very quick turnaround times to manufacture product with state-of-the-art die-cutters.
“These are huge investments,” Romero points out, “but the improvements in print quality and quick-changeover capabilities have been immense.
“Our graphic team regularly visits Beneco plants in-person for press approvals,” Romero reveals, “and they are always impressed with the highly dynamic Heidelberg presses that help the team meet all Riverside requirements right on the spot.”
Above all, working closely with another proudly Canadian manufacturer has its own special rewards these days, says Romero, who joined Riverside about two-and-a-half years ago.
“Supporting Canadian businesses is a big part of my packaging strategy, given challenges with cross-border trade in the last two years, and that’s another big reason we enjoy working Beneco.
“Moreover, Beneco is very cost-competitive, having established strong relationships with leading board mills and a positive procurement strategy that allows them to manage cost,” Romero continues, “while leveraging robotics and other automation to reduce their overhead costs to remain very price-competitive.”
As Beneco’s account manager YaNan Chen concurs, “Our investment in cutting-edge technology ensures that Riverside has a resilient, local supply chain capable of handling high-volume demands with precision.”
In addition to the geographic proximity to Riverside’s
From top Vacuum suction grippers lifting pouches of MadeGood snacks and placing them into cartons.
A METTLER TOLEDO X-Ray detector ensures strict product quality control. ABB pick-andplace at the heart of the Propack packaging line.
The bright and spacious Riverside production facility also employs high-performance Syntegon equipment, supplied by Charles Downer & Co. Ltd., for high-speed flow-wrapping and packaging of its MadeGood brand nutrition bars.
operations—reducing shipping leadtimes and minimizing the transportation footprint—Chen says the company’s three high-speed Heidelberg presses, including the first Heidelberg 104CX seven-color, eight-station press in Canada, offer significant competitive advantages of:
• Superior Versatility. The eight-station configuration allows for complex coatings and specialty finishes in a single pass.
• Optimal Color Precision . The seven-color capability ensures perfect brand color matching for Riverside’s diverse product lines.
• High-Speed Output. Massive throughput capacity to keep pace with Riverside’s rapid market expansion and SKU (stock-keeping unit) proliferations, with Riverside’s vast product portfolio now comprising hundreds of different SKUs and dozens of flavor variations.
As Chen relates, “By verticalizing the design and file management process, Beneco eliminates the ‘middleman,’ reducing errors and speeding up the timeto-market for new Riverside product launches.
“Beneco’s in-house designers create custom packaging structures that optimize material use while ensuring maximum product protection and shelf impact,” says Chen, “and by utilizing the industry-leading ESKO software, the global standard for packaging design,
Beneco ensures seamless integration from 3D structural concepts to the print plates.
“Moreover, our dedicated in-house prepress experts manage Riverside’s digital assets and files,” Chen adds, “ensuring they are optimized for production.
“This internal control guarantees that what is designed on the screen is exactly what is delivered to the warehouse.”
As Chen sums up, “With the power of the Heidelberg 104CX, a 97.6-percent IFS PACsecure score, and an EcoVadis Gold Medal, Beneco Packaging is uniquely positioned to scale alongside Riverside Natural Foods—providing the technical sophistication of a global leader with the agility and personal touch of a local partner.”
For his part, Romero fully agrees that the close geographic proximity between the two companies provides multiple advantages in terms of lead-times, go-tomarket speeds and quick, agile responses to market trends and fluctuations.
“They (Beneco) have helped us out a lot in the past when we need material very quickly,” he relates. “Whenever we introduced new products, Beneco was able to supply us with folding cartons very quickly, sometimes within a week, going from graphics creation to press approval at an extraordinary speed.
“All in all, Beneco has been a great partner for us since Day One,” Romero concludes, “and that’s why we both intend to continue supporting each other well into the future.”
CLIP AND CLAP
Upstart Canadian processing machinery distributor leveraging cutting-edge European-made technologies to break into the highly competitive market
By Pierre Deschamps
Throughout their existence, companies go through periods of change. Whether small or large, these changes may come from external forces—for example, a fast-moving market that demands immediate responsiveness, often under pressure.
They can also result from internal decisions, carefully considered by management in order to properly assess upcoming challenges and fully understand the implications of the choices to be made.
The more control management has over these changes, the more positive their impact can be, propelling the company toward new horizons that bring fresh momentum for growth and unexpected challenges.
This is what lies ahead for Nordipak, a brand new corporate entity whose emergence is worth exploring as it enters
the Canadian food processing equipment market.
Until recently, equipment for the food processing industry manufactured in Germany by the group was distributed in Canada through a U.S.-based subsidiary.
To better serve its Canadian customers, the company—together with its parent organization—decided to establish an autonomous Canadian distribution hub under the name Nordipak Ltd. Several factors explain this decision. Among them are the fact that customers previously had to pay in U.S. dollars, as well as recent Canada–U.S. tariff fluctuations.
Currently based temporarily in Laval, Que., Nordipak is expected to move to Saint-Jérôme by mid-June into a 13,500-square-foot facility. Its local team consists of seven employees, supported by around 20 representatives across Canada serving key food industry hubs
The RHP 240 ground meat portioning machine manufactured by REX Technologie.
Above Nordipak Ltd. president André Mathieu in buoyant mood inside the newly-fromed company’s temporary home in Laval, Que.
Above right
The Poly-clip System’s automatic FCA 120 double-clipper offers remarkably robust throughput of up to 230 cycls per minute, depending on the product, with automatic adjustment of clip pressure and the displacer.
across Ontario, western Canada, and the Maritimes region.
As Nordipak’s president André Mathieu explains, “This transition to a Canadian company allows us to better serve our customers by offering faster deliveries, local service, and the same reliability they have always counted on.”
This is especially true since essentially the same administrative, sales, and technical staff have remained in place.
In fact, Mathieu, “With technical service staff now based close to our customers’ plants and a fully stocked warehouse in Canada, we are bringing parts closer, reducing delays, and speeding up deliveries—so our customers get what they need, exactly when they need it.”
Overall, he notes, “This move strengthens our commitment to Canadian customers by reducing cross-border wait times and improving supply chain efficiency.
“Spare parts will now be stocked locally, significantly improving turnaround times and minimizing operational downtime for customers.”
Nordipak has been tasked with marketing three major brands from its German affiliate across Canada, including Poly-clip System , Günther and Eberhardt.
“We have also formed partnerships with companies such as REX Technologie (Austria), Ekomex (Poland), ILPRA (Italy), and ARC Tecno (Italy)—four major European suppliers of machinery for the food industry,” adds André Mathieu.
Poly-clip System, known as the world’s largest provider of clip closure solutions—and holding a dominant position in the Canadian market with approximately 85-percent share—offers high-performance machines renowned for their reliability.
The company also stands out for its focus on packaging efficiency, with solutions that significantly reduce material usage—often to just one to two per cent of the product’s total weight—and equipment capable of reducing CO₂
“As the exclusive distribution partner of renowned international manufacturers, we provide highperformance machines specifically tailored to the needs of the Canadian food processing industry.”
emissions by up to 90 per cent, depending on the application.
Poly-clip System’s product range includes manual machines, double-clip machines, fully automated systems, and consumables such as clips and loops.
Among them is a particularly noteworthy piece of equipment: the innovative FCA 160 XL clipping machine, which received the prestigious FT Meat Technology Award 2022 in the processing machines category at the IFFA 2022 international trade fair.
On that occasion, the expert jury recognized the machine for its unique application, which increases clip holding strength through loop technology, with minimal set-up time and maximum safety when suspending particularly heavy products weighing up to 18 kilograms—an unmatched selling point in the clipping machine sector.
Poly-clip System also offers the HSH 18, an innovative solution for the fully automated horizontal loading of smoking trolleys with heavy sausages.
This equipment can reliably process sausages with diameters ranging from 80-mm to 250-mm, lengths up to 1,200mm, and weights up to 18 kilograms.
Manufactured in Austria by REX Technologie, the company’s award-winning FCA series is available in a wide range of configurations to suit specific application needs.
Equipped with a camera-based measurement system, the HSH 18 identifies different smoking trolleys and loads them precisely via a linear conveyor system and cam-controlled loading fork.
According to Poly-clip System, the HSH 18 not only significantly reduces the physical strain on operators, but also improves productivity, safety and efficiency.
As Alexander Giehl, president of Poly-clip System, explains, “The HSH 18 recognizes different types of smoking trolleys, including those already used in customers’ facilities.
“With this development, we have taken real production conditions into account, meaning customers will not need to invest in new trolleys for this stage of automation.”
Adds Mathieu: “Our direct business link with Europe also allows us to offer our customers in Quebec and across Canada Günther and Eberhardt machines.”
Whether used for meat, poultry, fish, cheese, prepared meals or vegetarian products, Günther offers its customers the best possible processing technology.
Among its equipment is the ContinueJect 480 injector, reputed to be the only one in its category with continuous operation.
International engineering,
Featuring advanced technology, the ContinueJect 480 delivers maximum efficiency, consistent product quality, and exceptionally gentle product handling.
For its part, Eberhardt offers, among other solutions, the TT Bastard 160, described as “a revolutionary machine that redefines meat and fish processing.”
Adaptable to various types of meat and fish, including pork, turkey, chicken, and seafood products, this machine provides great production flexibility, is easy to disassemble, and simple to clean—ensuring high hygiene standards and compliance with food safety regulations.
With deep industry knowledge and a strong commitment to the Canadian market—highlighted by its upcoming move to the new facility in Saint-Jérôme.
“The team is excited to offer a solid experience built on trusted relationships, technical excellence, and a stronger local presence,” says Mathieu.
Moreover, he emphasizes, “As the exclusive distribution partner of renowned international manufacturers, we provide high-performance machines specifically tailored to the needs of the Canadian food processing industry.
“That’s why we are fully committed to ensuring fast and efficient service for our customers.”
As Mathieu concludes, “We offer customized solutions to meet our customers’ specific needs.
“In addition, our extensive spare parts inventory allows us to deliver quickly in any situation, wherever our customers’ plants are located in Canada.”
The very best of meat, poultry and seafood machinery, right to you. Coast to coast.
The model RVF 436 S vacuum filler from REX Technologie is fully compatible with the Poly-clip clipping machines to provide meat processors with effective turnkey solutions.
Nordipak
X-Rite Pantone, Grand Rapids, Mich.-based supplier of digital color management, measureement, control and workflow solutions for graphic arts and other industrial applications, has appointed Cindy Cooperman as vice-president and general manager for the Pantone business unit.
Annapolis, Md.-headquartered Flexible Packaging Association (FPA) has elected its 2026 Board of Directors, to be headed by (from left):
• Chair: Russell Grissett, president of food for Sealed Air Corporation;
• Executive Vice-Chair: Kevin Keneally, chief executive officer of PPC Flex;
• Treasurer: David Love, executive vice-president and chief strategy officer at Printpack.
Durst Group, global manufacturer of digital printing and production technologies headquartered in Bixen, Italy, has appointed Wolfgang Knotz as chief technology officer.
All Printing Resources (APR), Glendale Heights, Ill.-based provider of flexographic printing solutions and technical expertise, has appointed Catherine Haynes as executive vice-president.
Rougemont, Que.-headquartered food and beverage products group Lassonde Industries Inc. has announced two senior executive appointments, including:
• Jean-Philippe Leblanc (top) , as president of the company’s North American Specialty Foods Division;
• Minh Quan Dam, as the company’s first chief information officer.
MAY 27-28
Boston, Ma.: Robotics Summit & Expo, industrial robotics exhibition and conference by WTHW Media, LLC. At the Thomas Michael Menino Convention & Exhibition Center. To register, go to: roboticssummit.com
June 2-3
Toronto: RCCSTORE26, retail industry conference and exhibition by Retail Council of Canada (RCC). At the Toronto Congress Centre. To register, go to: storeconference.ca
JUNE 2-5
Mexico City: EXPO PACK México 2026, packaging and processing exhibition for the Latin American region by PMMI, The Association for Packaging and Processing Technologies. At EXPO Santa Fe. To register, go to: expopackmexico.com
SEPT. 15-17
Chicago: Loupe Americas (formerly
Labelexpo), label and packaging printing technologies exhibition by Informa PLC. At Donald E. Stephens Convention Center. To register, go to: loupe-americas.com
OCT. 2-3
Toronto: 2026 Meat Industry Expo, by Meat & Poultry Ontario. To register, go to: www. meatindustryexpo.ca
OCT. 18-21
Chicago: PACK EXPO International 2026, global packaging and processing technologies exhibition by PMMI, The Association for Packaging and Processing Technologies. At McCormick Place. To register, pleaase go to: packexpointernational.com
NOV. 16-18
Shanghai, China: interpack China, global packaging technologies exhibition by Messe Düsseldorf. At the Shanghai New International Expo Centre (SNIEC). To register, go to: interpack-cn.com
Flexible packaging serves up a masterclass in convenience / Jeff May
For me personally, the best part about eating sushi is the spicy green wasabi paste that goes on top. The wasabi dollop provided in a grocery store pre-packaged sushi boxed may be more than enough for most people, but it is not enough for me by far, so I grab the S&B Wasabi paste from my refrigerator. S&B first began selling wasabi paste in plastic tubes back in the 1970s, claiming to be the first company in Japan to do so. Since then, squeeze-tube condiments have now become a staple of condiment delivery worldwide, dispense a great wide variety of things. The S&B Wasabi paste comes in a 43-gram small squeezable tube with an easy-to-grip, easy-toopen, easy-to-close screw-top lid, while the clear plastic tube itself has greenthemed labeling printed right on the surface. Written in Japanese, the label contains a large “Raw Wasabi ” claim that the wasabi is grated, with the mention of an easy-open cap and reminder to keep the tube in the fridge after first opening. In Canada the little tube is sold in a small green box displaying most of the same product information, alongside the barcode, best-before date, ingredients list and, as required in Canada, the Nutrition Facts table. There is a colorful picture of Sushi on the front of the box and on the back a small color picture of a slice of steak, suggested as a serving idea. Over the years S&B has worked diligently to improve the functionality of the Wasabi paste tube by using new materials that are less stiff than previous iterations, as well as introducing an innovative diamond pattern embossed near the tip for easier squeezing of all the tub contents down to the last morsel.
For the ultimate drink box why not have a sip of some fresh young green coconut water, right from the coconut, without using a machete? Individually prepared and packaged coconuts are available to drink in a refrigerated section at the grocery store. The pure fresh Nahom Thai aromatic coconut water from Cocosip is a great product that is easy to use and enjoy, whereby the outer husk of the coconut is removed leaving the inner
shell, a small hole is drilled part way into the shell and closed up with a special topper designed to be pushed down on the coconut piercing into the shell. After removing the safety seal from the topper the attached plastic straw can be inserted in the topper to drink. After preparation, the coconuts are shrink wrapped for freshness with colorful packaging which contains a big Cocosip logo on the front and instructions for use in English with visual aid images. After drinking all water, the coconuts can be easily opened to spoon out the tasty flesh left over to enjoy.
Located in the heart of the pedestrian village of Mont-Tremblant, Maison Fayard is a purveyor of fine foods primarily imported from France. Maison Fayard imports and sells products with the goal to “celebrate French gastronomic heritage.” Maison Fayard custom packages many of the products it sells with elegant cursive writing and the Maison Fayard trademark on the labels., which features black background with white lettering, with the word Maison in script and the larger Fayard written in capitalized text below it. The packaging is premium by design to reflect the high quality of contents contained therein. The Foie Gras, for example, comes in a bail jar instead of a regular lug lid twistoff jar. Another fine example of their upscale packaging is the Le Parisien Dry Sausage from their Charcuterie Collection range. The dry sausage comes in a clear plastic sleeve that is not vacuum-sealed like raw sausages, but is filled with gas to maintain its shape like a potato chip bag does. The bag is affixed with a Maison Fayard brand label on the front with the name of the dry sausage, La Parisian, complemented by a small “Origin of France” declaration and a miniature replica of the French national flag. A tiny ‘high salt warning’ sticker is also offset on the front, while the backside consists largely of a white label with small black printing contains all the relevant Nutrition Facts information, ingredients list, barcode and relevant company information. The Best Before, or Meilleur Avant, is printed dir-
ectly onto the clear plastic surface. Inside the clear package is an more premium-styled presentation on the sausage itself, wrapped in checker-pattternef –napkin cloth.
Packaging and vending machines have enjoyed a long and healthy relationship since the first-generation mechanical vending machines back in the 1880s. And thanks to advances in robotic and computer technologies, the modern vending machines of today have been transformed into practical necessities for offering consumers a pragmatic option for satisfying their sudden cravings or other urgent needs. Once confined to the lobbies of hotels and bars—where an old-school cigarette machine has not been seen in a generation—the new breed of vending machines is now a common sight at major airports and many other busy public spaces, stocking and ever-growing array of packaged goodies. For my needs, the Howies Hockey vending machines offer a brilliant example of mixing of blending machine and packaging know-how to let hockey enthusiast of all types of little hockey essentials they need. It’s been a blessing for many hockey a hockey rink unable to provide a traditional in-person pro shop. Using the reliable, time-tested metal coil system that rotates to release the selected product, the innovations Howies Hockey machines offer hockey-specific products—skate sharpeners, neck guards, helmet repair kits, scissors, socks and skate guards—in different-sized, flexible pouches and shrinwrap packs emblazoned with yellow colors to match the machine itself. All the packaged items in the vending machine are placed on traditional display rack peg-holes to show off the different items through the large glass windows in the front to facilitate quick selection and purchase at any point of the day—from opening to close.
JEFF MAY is a freelance writer and a passionate hockey dad living in Dartmouth, N.S.
The S&B Wasabi Tube; the Cocosip pre-husked coconut water; Maison Faynard Le Parisien Dry Sausage; the Howies Hockey vending machine.
THE COPILOT MAX LT PRINTING SYSTEM
Squid Ink’s CoPilot® Max LT long throw printing system has redefined the hi-resolution industrial ink jet coding and marking industry with an unprecedented 12-14mm throw distance.
Unique products call for packaging that stands out. Trust Beneco for best manufacture custom folding carton paper packaging that help your brand with premium print and finish.