





SENIOR PUBLISHER
Stephen Dean (416) 510-5198
SDean@canadianpackaging.com
EDITOR
• Quick reference directory search for leading packaging suppliers.
• You may remember,
launched a promo to our advertisers offering listings to those who started their programs with ads in our first issue of the year.
• When users go to our home page.
• When readers of stories on our e-newsletter link back to where these stories are hosted on our site.
TAKE ADVANTAGE:
• Invest in digital ad placements in the Big Box and Leaderboard positons above Category Captains. • 2 ad rotation per position.
George Guidoni (416) 510-5227
GGuidoni@canadianpackaging.com
ART DIRECTOR
Jaime Ratcliffe jratcliffe@annexbusinessmedia.com
ACCOUNT COORDINATOR
Barb Comer (888) 599-2228 ext 210 bcomer@annexbusinessmedia.com.
AUDIENCE DEVELOPMENT
MANAGER – TEAM LEAD
Barbara Adelt (416) 510-5184
badelt@annexbusinessmedia.com
CEO Scott Jaimeson sjamieson@annexbusinessmedia.com








Canadian packaging OEM stalwart finding innovative ways to integrate cutting-edge machine vision technologies into turnkey highspeed packaging solutions
By George Guidoni, Editor
As food manufacturers push toward higher speeds, tighter tolerances, and labor‑constrained environ‑ ments, OEMs (original equipment manufacturers) that successfully integrate robotics, vision, and full systems accountability are redefining what true turnkey packaging means. Operating in Beamsville, Ont., Propack Processing & Packaging Systems (www. propack.ca) firmly exemplifies this shift.
Founded in 1996, the privately owned company is celebrat ing its 30th anniversary this year in a deservingly upbeat mood befitting an innovative, technologically savvy OEM (original equipment manufacturer) committed to world‑class manufac‑ turing, craftsmanship, customer service, and engineering and technical expertise.
With a strong focus on the baked goods industry, the private ly owned company manufactures a comprehensive range of state‑of‑the art, automated high‑speed packaging equipment that includes:
• The flagship LJ-Series robotic top loaders for high‑speed collation and loading;
• Custom designed pick and systems using ABB robots for ultra fast and gentle handling of bars, cookies, snacks and other baked goods.
• Flow wrapper infeeds, continuous motion end load carton ers, and case‑packing systems for high‑speed secondary packaging applications.
• Processing equipment such as formers, slitters, spreaders and ultrasonic guillotines.
To complement its own manufacturing prowess, Propack has also formed close relationships with some of the world’s best‑in‑class manufacturers of high‑speed flow‑wrapping and related packaging machinery to transform itself into a high qual ity supplier of turnkey packaging systems and solutions for some of the world’s largest food industry multinationals. In many ways, the company’s remarkable growth is in many ways a resounding validation Canada’s credentials as a major
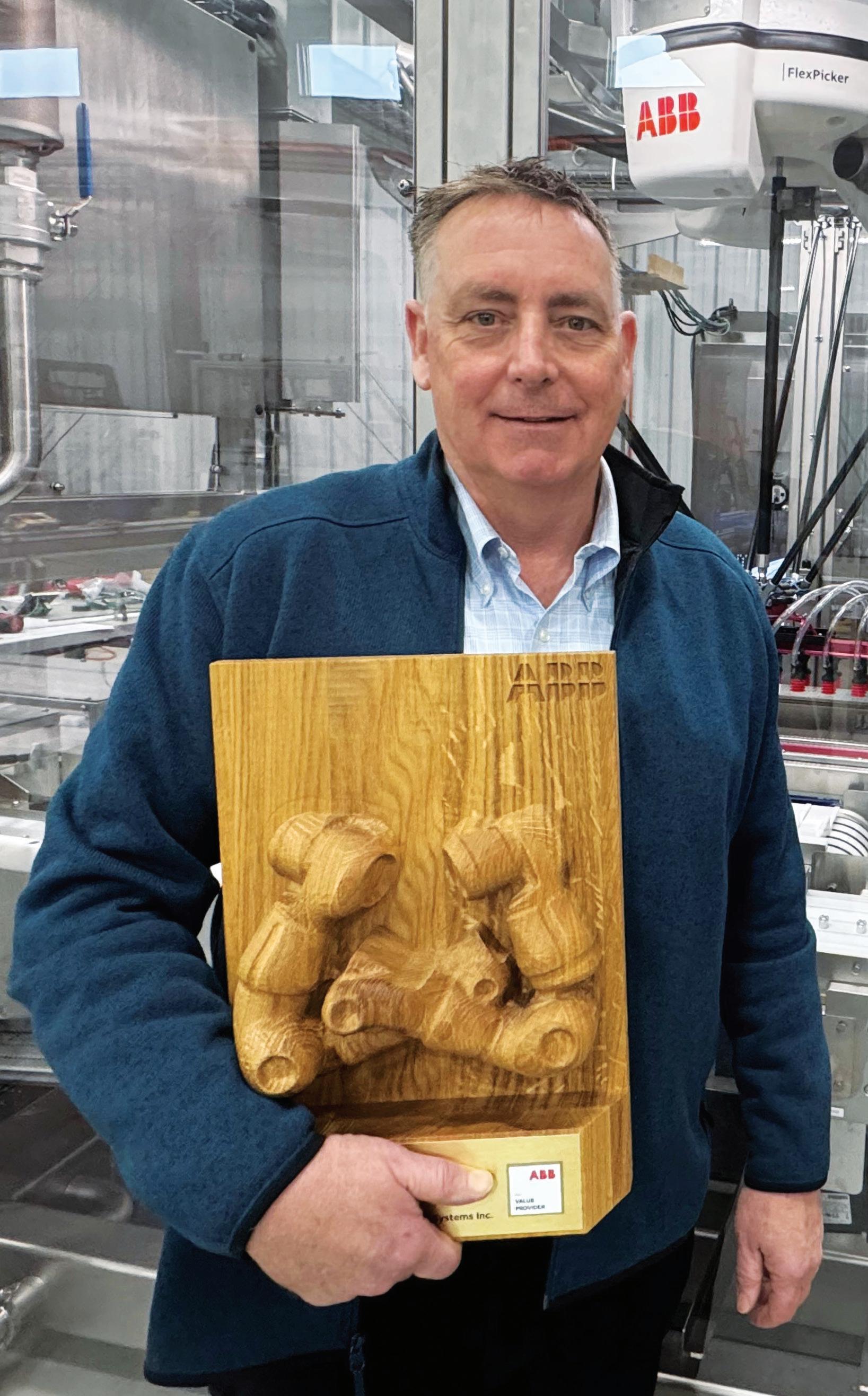
Propack Processing & Packaging Systems founder and president
Chris Follows proudly shows off the Lifetime Achievement Award plaque received from ABB, one of the world's largest suppliers of robotics and other leading-edge industrial automation technologies.


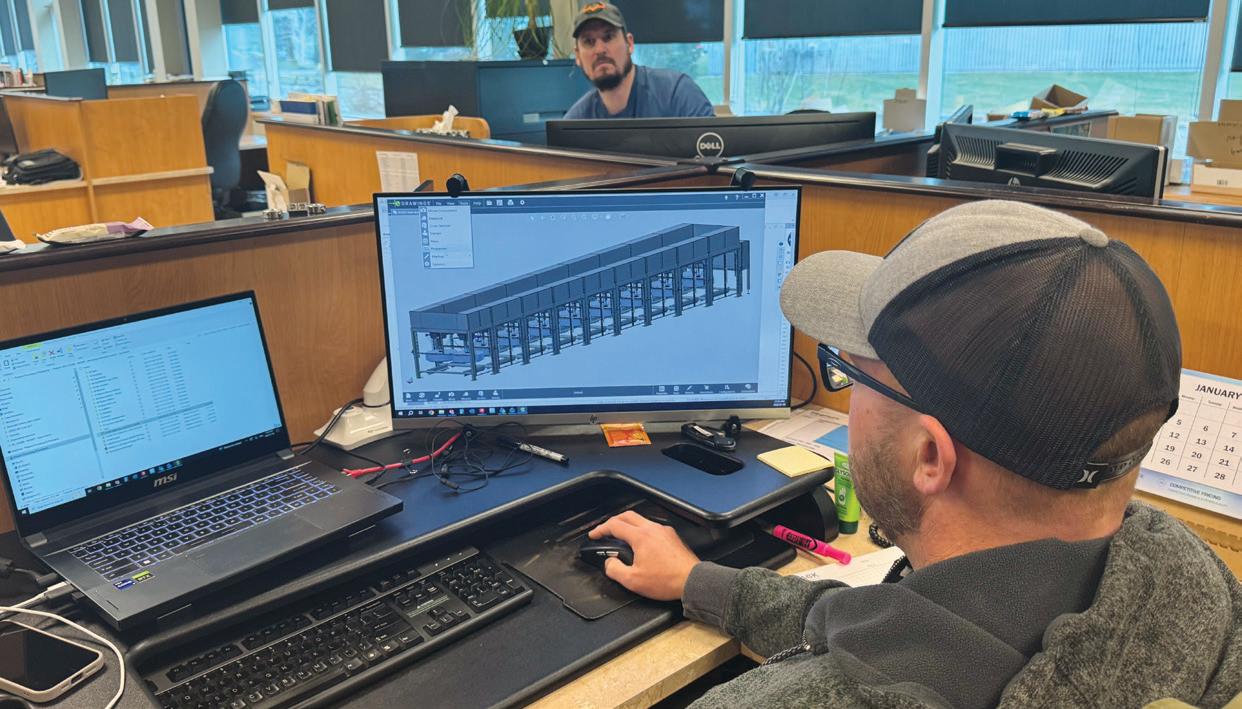
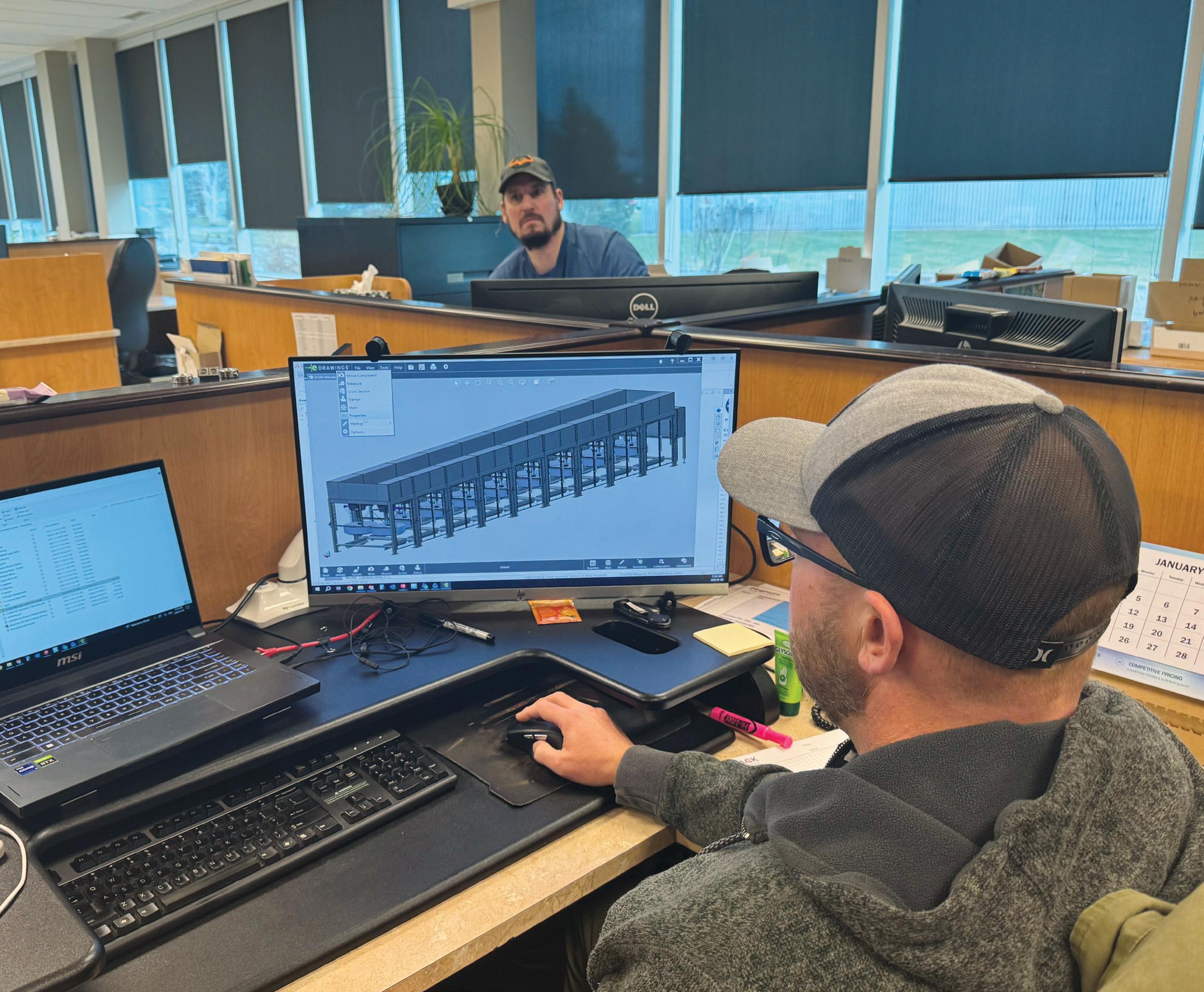
(Left to right) The Flexpicker brand pick-and-place robots from ABB are an omnipresent feature across many Propack full-automatic packaging systems. Chris Follows (left) accepting the ABB Lifetime Achievement Award at a special ceremony at ABB's global headquarters just outside of Stockholm, Sweden. Propack’s mechnical engineering manager David Wright going over CAD machine drawings.
player in the global packaging machinery marketplace.
A little over a year ago, Propack’s many accomplishments in the field of packaging automation were also formally recognized and celebrated with ABB’s Lifetime Achievement Award—making Propack the only Canadian manufacturing company to have re‑ ceived this high honor to date.
With such a stellar track record to celebrate and commemorate, the Canadian Packaging magazine recently reached out to the company’s founder and president Chris Follows to reflect on Propack’s achievements to date, and its strategies for remaining near or at the front of the pack in the fiercely competitive global market‑ place.
QCongratulations on your 30th anniversary as a company, and also on receiving the ABB Lifetime Achievement Award. Can you please tell us the story behind this presti-
gious global recognition?
AWe bought our first ABB robot back in 1998, so back then we were one of their first North American customers. We have purchased a lot of ABB Flexpicker pick and place robots over the years since then, and we always very pleased with them.
They are really unbelievable m machines offering incredible re liability, which enables us to offer our customers 25,000 and 50,000 hour warranties, which is unheard of. A 50,000 hour guar antees roughly translates into almost 10 years of 24 hours a day of running time, and I personally know of many of our systems with ABB robots with over 100,00 hours of service that still running flawlessly today.
Being able to offer such a warranty to our customers really demonstrates the high quality of the machinery we are building here in Beamsville, so getting this ABB award was a nice acknowledge‑ ment of our commitment to them over the years. The people at ABB
have a similar thought process to ours: never stop pushing to resolve the production challenges our customer may encounter until they are fully satisfied. Hence, our relationship with ABB enables us to be at the leading edge of technology—not the bleeding edge.
So while I highly value this recognition as much as I value the many different patents we have earned over the years, most of my satisfaction frankly comes from being on the plant floor and watch ing our equipment run at extremely high efficiency levels.
QAre there any other robot brands that you deploy in your systems?
AWe also work with the Codian robotics brand, which was ac quired by the ABB in 2020. These are more simplistic robots that allow us to standardize on components, if that’s what the client wants, by using Rockwell Automation control architecture, which is often easer to integrate with the clients’ existing systems.
The ABB robots are driven by ABB controllers, and although they are very reliable, you still have to train people on the ABB control system, and you still have to go to ABB for parts, instead of just retrieving standard replacement components from your library.
The Codian robots also offer more the wash‑ down environment with their stainless steel models, and being four axes robots allows for our engineers to add more torque to that fourth axis to enable them to work with a longer or larger end‑of‑arm tooling.
It’s a very mature platform now, and it runs very well on our systems.
QHow are you leveraging advances in robotics and vision technologies to improve your product offerings?
AIn addition to our traditional product collat ing and feeding systems, we have now been making vision guided systems for the last 10 years—offering users a real choice.
The ABB robots typically come equipped with a Cognex camera and a special lens to make sure the product is properly identified, picked and placed in a counterflow movement. We also use vision cameras in our product inspection system, barcode inspection systems, and so on. Once they’re properly tuned in for an application, they are extremely reliable. While robotics executes the physical task, vision systems provide the intelli gence—enabling product verification, quality screening, and real‑time decision‑making that
elevates automation beyond simple pick‑and‑place.
QAnd how exactly does the vision system do that?
AA typical vision system will have a lighting system to ensure there is enough contrast between the belt and the product so that the cameras can identify it. The system’s encoder then feeds back that information to the robot telling it exactly where the product is positioned, and whether it is good enough to be available for picking.
We have recently completed a vision guided robotic system shat assembles breakfast sand wiches, whereby the robots will slice the croissant in half, take the top off, put in the egg, the sausage, a piece of cheese, and put the top part of the croissant back on. Our robots do all at speeds of just under 200 sandwiches per minute!
It’s quite a sophisticated line incorporating high quality checking the quality of the products coming in, and making sure they go through all their paces. If for instance, a robot that pick up a sausage after a bun has not been put into its place upstream, it detect its absence and will not pro ceed to place the sausage and the egg with a missing bun.
We can even use the vision to determine the level of fat in the meat, rejecting those patties that are deemed too fatty by the customer.
And although it was not required for this par ticular application, we could also use the vision to detect color discoloration, if the vision system is
not happy with what it sees, that individual piece of meat is removed or further inspection, while the robot goes on picking quality compliant products.
The big thing to keep in mind is that our robots to all this is in under 4°C temperatures, which is an environment where most people generally do not want to work. So by deploying robotics in low‑temperature and ergonomically challenging environments, manufacturers are not only improving throughput and quality, but also mater ially improving working conditions and long‑term workforce sustainability.
QThat is quite a lot of robots being deployed in one system, how much of a challenge is it to synchronize and integrate them to run like clockwork around the clock?
AAll our systems are built to provide a modular design that can accommodate as many or as few robots to meet the customer requirement for a particular application, so a system built to house 18 robots would need the length of about 25 feet or so.
When you have three axes of robots picking and placing things at a rapid pace, it’s a good idea to have enough of a safe zone around the envelope of each robot for full freedom of movement.
If space is an issue, there is an option of bringing the robots closer together to have some of them share a common work envelope, which can reduce the footprint considerably, but that means running special collision avoidance programming for those robots, which means that the systems will not be


running at its optimal speed.
These are all important trade offs to keep in mind when determining how to do the job most effectively, but generally I like letting the robots move around with full freedom, which also makes it easier to perform any required maintenance without having to take out multiple robots and shutting the system down.
I actually like the idea of incorporating an extra maintenance robot into a system, which can be deployed the replace the removed robot with the system still running. Our customers’ uptime is always a top priority when it comes to our system design.
QWhat control systems do most of your system run on?
AA lot of it depends on the customer require ments, but a lot of our North American cus tomers typically require Rockwell Automation components, which is why we make big use of Allen-Bradly PanelView brand 19‑inch HMIs (human machine interfaces) to display all the machine information the operator needs to run the system efficiently. There is simply so much information being generated all the time, that having a large panel area to display it all is some‑ thing that our end‑user have really embraced, despite the extra cost. We also use solid state lighting technology to display each robot’s status on the HMI in real time, with the light for an in dividual robot’s work area will turning from green to red in case of any fault with the robot.
QWould you categorize your company as an OEM, a systems integrator, or something hybrid in between?
ARather than operating solely as an OEM or integrator, Propack positions itself as a full systems provider—assuming end‑to‑end respons‑ ibility for product handling, packaging integration, and line‑level performance guarantees. By being a systems provider, I mean taking over all the pri mary and secondary packaging phases from the end of the cooling tunnel.
We will provide the distribution systems, we’ll provide the flow wrappers, we’ll provide the sec ondary packaging—being an LJ series or vi sion guided—and we’ll provide the case packer, if needed.
On top of that, and we will provide an entire systems guarantee for the whole line, validated by a four hour production run meeting at out facility, to achieve the 99 percent plus line efficiencies we build into our systems.
We are competing against some of the largest system providers in the world, so we spend a lot of time in engineering to create lines that are the most efficient lines available in the market, with the lowest cost of product changeover.
So if a customer has a problem with a carton closer, let’s say, we have the ability to keep the line running by taking the wrapped product, accumu lating it, and then refeeding it back to the system while the carton closer problem is fixed—all without any manual labor or operator interven‑ tion.

All the high-performance packaging machinery assembled and wired at Propack’s 20,000-square-foot production facility in Beamsville incorporates the best in-class controls and automation devices, including Festo pneumatic controls and actuators, to ensure quick product changeover and minimal downtime for the company’s customers in the baked goods and other food industry segments.
This requires the use of very advanced product distribution, accumulation and feeding systems, of course, and we excel at making this type of equipment.
QWhat do you think drives your ability to excel in manufacturing this type of machinery?
AThe secret to our success lies in continuing to invest in our engineering and our people, and
we have a pool of resources that have tremendous amount of knowledge in this area.
Also, I am not familiar with any other competi tor the same approach that we have. It was in part driven by the market conditions, whereby the end user would order a system without investing heavily into their own engineering to design their own systems. So even if a customer has their own engineering, we take full responsibility for every‑ thing related to product transfer and movement—
from the end of processing right to the case‑packing.
We also work hard with our business partners to ensure that the machines they provide us for line integration are world class qual ity. For flow wrapping, for example, we use a lot of machines from Campbell Wrapper Corporation, mostly for our North Amer ican customers, as well as flow‑wrappers from German company Theegarten-Pactec, for companies looking for a more European design for their flow wrap packaging lines. We also like to use high quality case packers from Massman Automation for our systems.
Most of our customers aren’t running one product. They may well be running up to 15 different products on the same line—from three count carton to 24 count cases and everything in between— so we also work hard to make sure that we’re providing a changeover that is quick, simple and very cost effective.
We also represent a lot of leading processing equipment suppli‑ ers, so that we can take on projects that also include bake ovens and cooling tunnels, if requested.
For many of the customers we deal with, you only get one chance to get it right to prove yourself as a world class systems partner.
QCan you tell us more about your manufacturing facility in Beamsville?
AThis is where we build our distribution systems, assemble our robotic systems, carton erectors, gluers and formers, and even case packers on occasion.
It’s also where we do all the electrical wiring, programming and testing, followed by the final mechanical machine assembly, fol‑ lowed by more test runs and delivery to customer.
All our machine panels, posts and beams, guarding and fencing are fabricated in Canada by our Canadian manufacturing partners, using Canadian steel, aluminum, glass and other Canadian‑sourced materials.

QWhat can you tell us about the quality of your workforce and you company’s ability to attract new talent with the sufficient skill sets needed to build you systems?
AWe are blessed in this part of the world to have three world class universities nearby, along with the Niagara College. It enables us to get really sharp people to our company, and it’s critically important for us to create an environment where we’re attracting the best people out there.
The quality of the education programs at these schools is ex tremely good, and we work closely with the universities and colleges to make sure they are always getting our feedback in terms of what we’re looking for in our employees.
It’s an investment in our company’s future—brining young
people in, putting them into co‑op programs, getting them ex‑ posed to the industry, and maybe convincing some of them that this is the career area they may find worth exploring further.
QHow has the business been for your business over the last couple of years, and what do you think will be your biggest challenges moving forward?
AWe’re very fortunate that our is continuing to be strong.
About 70 per cent of our total output is driven by our sys tems business, compared to stand alone machinery, and being very focused on the baked goods industry, particularly the nutri‑ tion and proteins bars industry, positions us very well for the future in our area of expertise, which is for high speed application packaging 800 to 900 bars per minute.
The North American market for nutrition bars adds up to over 100 billion bars per year, making it a huge market for us, in addition to opening up opportunities in related baked good segments like cup cakes, muffins, brownies, cream puffs and so on. Some of the systems we produce cost $15 million to $20 million, and we typically ship three such systems per year.
As for the challenges ahead, my biggest concern is the upcom ing CUSMA (Canada-United States-Mexico Agreement) negotia‑ tions starting on July 1, 2026. The fact is that 70 per cent of our business goes to the U.S. market, and about 80 per cent of what our Canadian customer make is also exported to the U.S., it’s not the kind of market you can just diversify from overnight. I under stand that there is a one‑year grace period after July 1 to adjust to whatever changes a new CUSMA deal would have in it, but right now there are no guarantees after that. Suffice it to say, being unable to send our equipment there without tariffs would not provide us with competitive environment, so it is vital to our compny and our industry that we reach a positive outcome. www.propack.ca



Canadian manufacturer of label applicating systems setting new standards for operational excellence and quick changeovers
By George Guidoni, Editor
Reaching for the stars is easier said than done in any industry, but turning high ambitions into reality was seemingly second nature for a trio of industrious and enterprising
Quebec business partners who steered Nita Labeling Systems (www.nitalabelingequipment.com) into an elite manufacturer of cutting edge label applicating machines, quickly earning global recognition for their technological and operational excellence.
Based in the off island Montreal suburb of Terrebonne on the city’s North Shore, the company’s swift rise through the labeling industry’s ranks offers a compelling testament to the Canadian spirit of innov ation, resilience and originality helping the country continuously reinforce it credentials as one of the world’s foremost manufacturers of high performance packaging machinery.
For Nita, the company’s journey to industry prominence com menced in earnest in 2002, when local entrepreneur and a former senior telecom company executive Normand Lord purchased what was then a small struggling manufacturing operation making
Nita’s labeling technician Emerson Nardelli shows off a perfectly applied wraparound product label attached to a massive glass jar of olive oil.

plate ‑ turning devices for flexographic presses.
With limited growth opportunities due to rapid advances in digital printing technologies making these mechanical devices obsolete, Lord quickly decided to change the company’s focus to the manufac turing of automatic high speed labeling machines used to apply product labels to various types and sizes of containers of food, bever ‑ ages, pharmaceuticals, household cleaners, chemicals and many other CPG (consumer packaged goods) products typically filled on high speed, high volume packaging lines.
To get the ball rolling, Lord hired Nita’s former junior engineer Luc Harvey to oversee the development of the first generation of Nita brand label applicators that would be unlike anything the industry had seen up to that time.
“Norm told Luc that he wanted him to build the best labeling system in the world and that he wanted him to be a part of that ex perience,” recalls Nita Labeling Systems co ‑ owner and head of business development and strategic accounts Ken Hubscher.
“For the next three years, Luc worked around the clock to build a fully synchronized servo labeling system, which was almost unheard of at the time in North America,” says Hubscher, a life long entrepre neur who joined Nita 13 years ago to take charge of its marketing and sales activities.
By 2008, Nita was able to debut its first generation label applicator at the PACK East trade show in New York City, with Normand and Luc proudly touting their breakthrough servo technology offering a multitude of new opportunities to improve labeling performance and productivity.
“It was a very rudimentary looking labeling machine,” Hubscher notes, “but being fully servo synchronized it got a lot of people at the show interested in this whole new cool technology.
“That’s when people really started paying attention to what Nita was doing,” Hubscher states.
With the new technology platform in place, Nita started producing
"Being servosynchronized, it got a lot of people interested in this whole new cool technology. That's when people really started paying attention."


its branded labelers in small quantities, Hub scher recalls, slowly expanding its client base annually for the next four years.
Nita Labeling Systems
minority co-owner Ken
Hubscher joined the innovative Montrealbased label applicating systems manufacturer 13 years ago.
That all started to change beyond recogni tion soon after Hubscher joined the company in 2013, becoming a minority stakeholder and initiating an aggressive new marketing strat egy centered around the inherent benefits of the company’s unique servo ‑ controlled label ‑ ers and innovative operating software to run them.
According to Hubscher, the rapport and teamwork between the three co ‑ owners gen ‑ erated a flood of new ideas and concepts to



propel Nita to the next level of growth in a surprisingly short time frame.
“When I joined Nita in 2013, I was only the 12th person hired by Normand since he bought the company,” and since then the company has grown at levels that are hard to de ‑ scribe.We’re talking exponential growth in staff, revenues, and by any other measure.
“Counting our acquisition of Shorewood Packaging a year ago, we now employ nearly 100 people today,” he points out, “and the combined revenues of the two companies are now nearly 15 times more than when I started.”


As Hubscher points out, strong leadership and manage ment skills have been key to the company’s remarkable growth in market share and industry stature.
“I am normally the loudest guy in the room,” he quips, “Luc is the smartest, and Normand was the charismatic vi ‑ sionary that kept pushing Nita on to new heights.
Says Hubscher: “Imitation may the best form of flattery, but we had noticed some other competitors literally copying what we were doing with our technology and marketing for our third ‑ generation machines.
“So back in 2015, Norm, Luc and I decided to completely
change the game by not just making better systems, but mak ing system that are beyond the reach of anything else out there.”
This dogged pursuit of excellence laid foundation for the development of state ‑ of ‑ the ‑ art NITA 4.0 IOT software, re ‑ leased in 2018, that enables users to maximize their machine time with features like:
• The Pro-Active Self-Diagnosing system, which combines cyclical monitoring of wear parts and drive and motor feed back for real ‑ time monitoring to alert of any problems before the happen. The system ensures optimal belt tension, drive
roller torque and power loads throughout operation and offers in screen remedy video tutorials to mitigate downtime.
• The Scheduled Preventative Maintenance system, featuring an intuitive in screen tiled dashboard recommending daily, weekly and monthly maintenance tasks, with each one demonstrated via detailed, high resolution ‘how to’ videos and offer ing full reporting downloadable via Wi Fi, Ethernet or a built ‑ in OPC/UA.
• In-Screen Parts Inquiring , a super ‑ intuitive, interactive navigation menu allowing parts to be listed and requested via a precise, drill down 3D drawing component menu.
• Powerful SCADA (Supervisory Control and Data Acquisition) software allowing for real time display of OEE (operational equipment effectiveness) and other critical data such as uptime, downtime, and con tainer and label usage via the HMI (hu man ‑ machine interface) dashboard, run‑ ning on the Windows 10 operating system.
• Nita Total Replication Changeover system, allowing users to replicate set ups in min utes using stored values in the HMI that relate to color and letter ‑ coordinated loca ‑ tions on the machine, aided by built ‑ in demo videos and 3D images to help locate the adjustment points. More automated digital and servo axis options further en hance the speed and accuracy of product changeovers.
Says Hubscher: “Applying a label is not the secret sauce for our labelers; we have over 50 competitors around the world who can apply a label.
“For us it’s all about uptime. We asked one question, ‘What causes downtime?,’ and then we answered it with incredibly advanced and intuitive productivity software and unrivaled aftercare support,” he states.
“Uptime is the fundamental reason for our company’s existence,” Hubscher asserts, cit ‑ ing the high level of craftsmanship and rugged design that enables superior performance even in the most challenging industrial en vironments.
“Our industrially tough labelers are built for the ‘real world’ production environment,” he says, “and they are designed to last.
“Everything on our machines is made from 304 stainless steel and heavy duty anodized aluminum, with IP 65 rated protection levels to make them water ‑ and dust ‑ resistant.
“These are not cheap machines,” Hub scher continues. “These are heavy duty, high end, high tech, high productivity label ing systems built to empower operators, line managers, plant managers, technicians and maintenance people to control their own destiny with the tools that create repeatabil ity, dependability and productivity.
“These are beyond catchwords,” Hubscher proclaims. “It’s the reason we exist.”
Having already doubled the size of its
Tall plastic bottles filled with liquid product are gently transferred by a one-lane conveyor towards the wrap station for precise application of pressure-sensitive wraparound labels.

manufacturing facility to 20,000 square feet just five years ago, Nita has recently maxed out its production capacity at the building, setting stage for a pending move to a brand new 40,000 square foot building, also locat ed in Terrebonne, to expand its operations further.
Since Quebec based private equity firm Phoenix Partners acquired a majority ownership stake in the company in 2022, Nita has greatly benefited from the access to finan ‑ cial backing and sharp business acumen Phoenix provided allowing it to continue its robust new product development activities. This access to additional capital resources has also enabled Nita to expand its manufac ‑ turing footprint in the U.S. through the 2024 acquisition of Shorewood Engineering Inc. ,a Minnesota based manufacturer of high speed, pressure sensitive rotary labeling equipment.
“We purchased Shorewood because their products are a perfect complement to the type of clientele that we serve—high produc tion, typically large throughput industrial lines,” Hubscher explains.
“And although our Nita inline systems are designed for and can handle extreme high ‑ speed applications, incorporating great product handling features, there are times when a rotary labeler is simply a better solu tion compared to an inline machine,” he continues.
“By purchasing Shorewood, we acquired an established line of high quality, indus trial grade, rough and tough pressure sensi tive labeling machines based on a servo technology that is very similar to ours.”
As Hubscher relates, being the first labeler manufacturer in North America to incorpor ‑ ate all servo synchronized technology into its equipment had provided Nita with an im portant competitive advantage that still pays off big dividends for the compny and its customers today.
Says Hubscher:“Nita’s all servo technol ogy, ultra rugged build quality and class lead ing productivity software all result in offering serious manufacturers the opportunity to maximize their uptime and empower them ‑ selves to maintain unheard of profitability and efficiency numbers vis à vis a labeling system.”
As Hubscher proclaims, “The Nita ma chines are the most intuitive and simple to operate labelers available in the world.
“Furthermore, the unique changeover systems employed by Nita enable any oper ator to enact a quick and seamless changeover in a fraction of the time it would take on any other machine.
“The software that guides the operators through the process basically allows for a ‘color by number’ approach that matches up values in the screen with colors and stations around the machine,” he reiterates.
A large-sized glass jar of olive oil has a wrparound label attached to its surface as it is conveyed through a Nita label applicating system.

"Uptime is the fundamental reason for our company's existence. Our labelers are built for the 'real world,' and they are designed to last."
“As such, Nita has achieved the ultimate objective of turning turn anyone into a ‘super operator,’ whereby the all servo synchronization married to the HMI’s productivity software allows for extensive on the fly digital micro adjustments that take all operator guessing out of the game.
“Moreover, the highly versatile and flexible machines easily adapt to different label and container sizes, shapes, and appli‑ cation styles (top, side, front, wrap around, etc.) with minimal changeovers, Hubscher states, “vastly reducing downtime.”
The company’s core product portfolio currently comprises three major fifth‑generation product lines, including:
• The XP series of turnkey systems for front and back, wrap, tapered side, muti panel and pail labeling applications;
• The Joust range of top and bottom, 360 degree banding, C shape, bags and flat object labeling systems.
• Various models of stand ‑ alone tamp ‑ blow, wipe ‑ on and print‑and‑apply labelers.
As Hubscher explains, all Nita made labelers are designed for fast and easy integration with the end users’ existing prod uct coding and marking systems with minimal process inter ruption.
Says Hubscher: “It all starts with our 100 ‑ percent ser‑ vo controlled labeling technology, which eliminates the need for PLCs (programmable logic controllers), microprocessor boards, proprietary electronics and many other external com ponents.
“We have built strong relationships with a multitude of other OEMs (original equipment manufacturers),” he adds, “and we work with a lot of engineering and integration firms that ac tually choose Nita as their labeling equipment of choice in their projects.
“We also have trained technicians across the country, in the U.S. and now in Mexico, who have access to every one of the

A close-up view of the staInless-steel control panels to be integrated into the advanced servo-controlled Nita label applicating systems.
thousands of Nita machines out in operations, from the fourth generation on, through our Internet log in,” Hubscher expands.
“But above all, what I think really separates us from the competition is our commitment to keeping our customers running,” he points out, which comes from the company cul ture we collectively had meticulously curated from the early days of Nita.
“Today, along with our chief executive officer Charles Mag nan, we are continuing to maintain that ‘Gold Standard’ of client support excellence via our advanced and thorough NitaCare program.
While nearly 80 per cent of all labeling equipment sold by Nita to date has historically been exported to the U.S., the company is eager to expand its Canadian customer base in coming years, according to Hubscher, capitalizing on the on going removal of interprovincial trade barriers and the general “Buy Canadian” sentiment gathering steam across the coun‑ try’s manufacturing landscape.
“This year, we have put a huge effort into our Canadian growth,” says Hubscher, “and we are already seeing a shift in the numbers. We are at about 70 30 split between exports and domestic shipments now,” Hubscher notes, “despite seeing our U.S. sales continue to grow in double digits.
“We are really concentrating on adding more Canadian clients,” he reveals, “and we have restructured our entire Can adian sales operation to continue this growth.
“We take a lot of pride in making the most advanced and rugged labeling systems in the world,” Hubscher concludes, “and we want to ensure that all Canadian manufacturers have ready access to Nita—the easiest to operate, fastest to change over, and simplest to maintain labelers in North America, be ing built right here in Quebec.”
www.nitalabelingsystems.com








For 52 years, Plexpack has delivered flexible packaging equipment solutions. From scalable starting points to complex precision-built systems, our commitment to performance, reliability, and service has earned the trust of manufacturers worldwide. Whether you’re sealing, shrinking, or bagging—our solutions are designed to deliver uncompromising results, day in and day out.

By Pierre Deschamps
In the industrial world, many SMEs (small and medium sized enterprises) have had to, at one time or another, sell their company to new shareholders who were not family mem‑ bers or who did not hold positions of respons ibility within the organization.
Successfully carrying out this handover, as it is commonly called, is not something everyone can do.
So when the transfer of ownership to buyers with no prior connection to the company is carried out successfully and in an exemplary manner, it’s a feat well worth recounting.
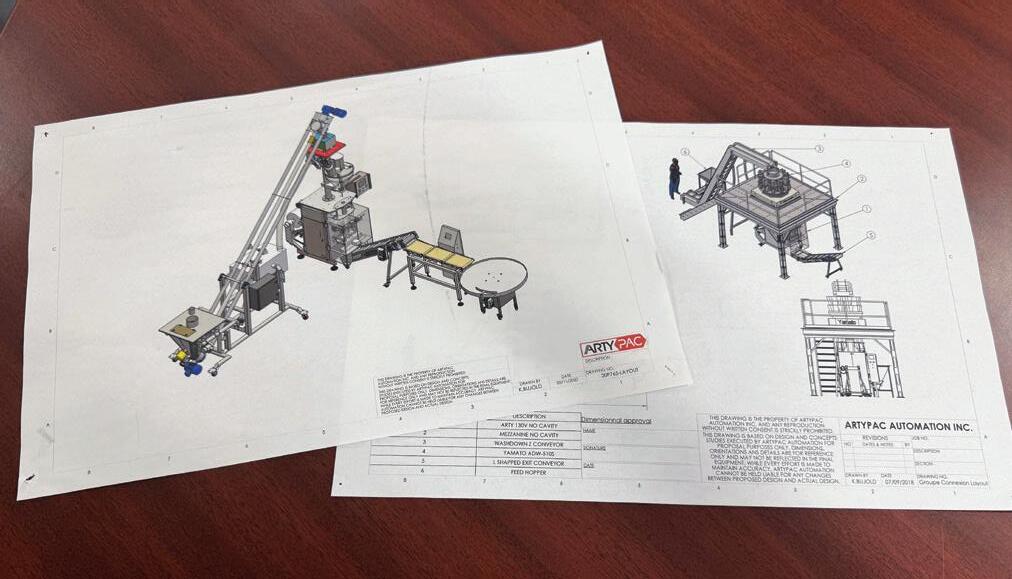
Founded in 1996 by Randy Aucoin and An‑ tonio Peixeiro, Montreal‑based Artypac Auto-
mation Inc. (www.artypac.com) specializes in the design, manufacture and distribution of automated packaging equipment—providing effective solutions to clients in the food, chem‑ ical, pharmaceutical, and consumer goods sec tors that are expressly designed to match the characteristics of its customers’ products to achieve optimal performance.
With a diverse product portfolio that includes horizontal flow‑wrappers, vertical form‑fill‑seal (VFFS) machinery, shrinksleeve applicators, fillers, conveyors, printers and validation sys tems, Artypac had built up a solid customer base and track record over the last 30 years, counting over 475 end‑use customers in 10 dif‑

ferent countries, with more than 1,115 equip ment installations to date.
But with the passage of time inevitably en ticing its founder to consider well‑deserved re‑ tirement from the daily grind, finding suitable new owners for the hard working, vertically in tegrated packaging OEM (original equipment manufacturer) eventually became an important strategic imperative.
As a result, since February 2023 the owner‑
Artypac Automation’s new owners, vicepresident of finance and operations Olivier Goulet (left) and company president Gabriel Laurin, strike a confident pose beside a new Artypac machine.
ship of Artypac has been transferred to Gabriel Laurin, who serves as the com pany president, and Olivier Goulet, holding the position of vice president of finance and operations.
As Aucoin stated at the time, “I am very proud of the leading position Artypac has carved out for itself in the industry over the past 28 years by offering quality equipment and services focused on cus tomer satisfaction—all thanks to an ex‑ ceptional team.
“The time has come to pass the torch to a new generation that can propel Artypac’s growth into the future,” he emphasized.
It is worth noting that neither Gabriel Laurin nor Olivier Goulet came from the packaging industry.
The first had worked for a major Can adian private equity fund; the second had held several financial and operational positions with large Quebec based manu facturing companies.
“We both wanted to take on new chal lenges,” says Laurin, “so when we learned that the founder of Artypac wanted to step down, we contacted Randy Aucoin to explore a possible acquisition.
“We quickly reached an agreement, in which Randy would assist us for a year, but the quality of our relationship is such that he is still with us today.
“Being able to count on the advice of someone who knows everything about packaging is invaluable,” he states.
As Laurin reveals, “Our ambition wasn’t to create a company from scratch, but to acquire a well‑established company with a solid commercial base and a port‑ folio of quality products.
“We were also looking for a company that offered significant growth potential,” he adds, “and in our view Artypac met all the criteria.”
When the new shareholders acquired Artypac, one of their first decisions was to enhance engineering and assembly ex pertise by forming a team of highly skilled capable of supporting the new manage‑ ment’s strategic direction.
“Our ambition is to innovate with the equipment to increase our production volume and explore new markets, both in Canada and the U.S.,” says Laurin.
To meet these objectives, “We strengthened our sales team and decided to participate regularly in major industry trade shows like SIAL in Montreal and Toronto, and PACK EXPO in Chicago and Las Vegas, while also optimizing our website and increasing our advertising.
“All of this is aimed at sustaining our growth,” says Laurin, citing a 30 percent increase in revenues since the ownership change, along with targeting to “double

Artypac’s application specialist Richard Gareau (above right) conducting a quick diagnostic test of a newly-built machine using an on-board touchscreen OMRON touchscreen HMI (human-machine interface) terminal (right) designed for user-friendly machine operation.

our current revenues within five years, or even triple it within 10 years.”
As part of this growth strategy, the company is planning for a significant ex pansion of its U.S. activities, primarily focusing on the bakery, spices and coffee promising “significant growth potential,”

according to Laurin.
Artypac’s current equipment portfolio includes numerous high performance machines for both horizontal and vertical bagging.
For horizontal bagging, there’s the new fully washable 90H-TECH HXL model, which can form, fill and seal bags ranging from two to 14 inches wide.
For vertical bagging, the brand new 130V-TECH HL model, also fully washable, can form, fill and seal bags up to a maximum width of bags up to 12 inches wide. The rollstock machine is perfect for packaging dry bulk products or liquids (hot or cold) at speeds of up to 70 cycles per minute, according to Artypac.
All packaging machines sold by Artypac are generally supplied with a wide range of advanced peripheral equipment from rep utable suppliers, including Yamato multihead weighscales, Videojet printers and coders, OMRON electronic components and Eriez metal detectors, among others.
Since the start of the year, Artypac also started offering its clients a rather unusual form of support: free optimization ses sions for their primary packaging processes.
“When I contact a client, I offer to visit their plant to analyze the use of the equipment we’ve previously supplied,” explains Richard Gareau, an application specialist at Artypac. “This intervention, which can last a few hours, is free of charge.
“It surprises our clients at first, but when we explain the ob jective of my approach, which is to ensure the optimal use of Artypac equipment, they understand the full benefit they can derive from my visit to their plant,” he notes.
The interventions of Artypac’s application specialist range from the simplest to the most complex.
For example, they might recommend installing a spare roll holder near a bagging machine to avoid production downtime while a new roll is retrieved from elsewhere in the plant, or opti‑
mizing bagging machine settings to achieve a higher production rate.
All in all, since the acquisition of Artypac by the new share holders, the smooth transition described above has enabled the company to increase sales, offer new models, explore new geo‑ graphic markets, and support its customers in a variety of ways.
At the core of Artypac’s manufacturing prowess, the com pany’s talented engineering team is involved in every project to ensure optimal design of all aspects, since each equipment is perfectly adapted to the products to be packaged. The team is also in charge of the continuous improvement of the product portfolio, as well as all research and development initiatives.
For its part, Artypac’s team of assemblers put the Artypac equipment together and integrate all the high quality compon ents—many of them manufactured in house on state of the art CNC (computer numerical control) machines—in order to complete and deliver high quality systems to its customers on time.
These activities are expertly supported by Artypac’s procure ment team—entrusted to guarantee consistency in the quality of the mechanical and electrical components used in the manufac‑ ture of its equipment—along with the highly knowledgeable sales team composed of technical experts with several years of experi ence in the automated packaging industry.
“Their primary responsibility is to fully understand our cus tomers’ needs and develop, with the support of engineering, solutions that will optimize their packaging operations, while
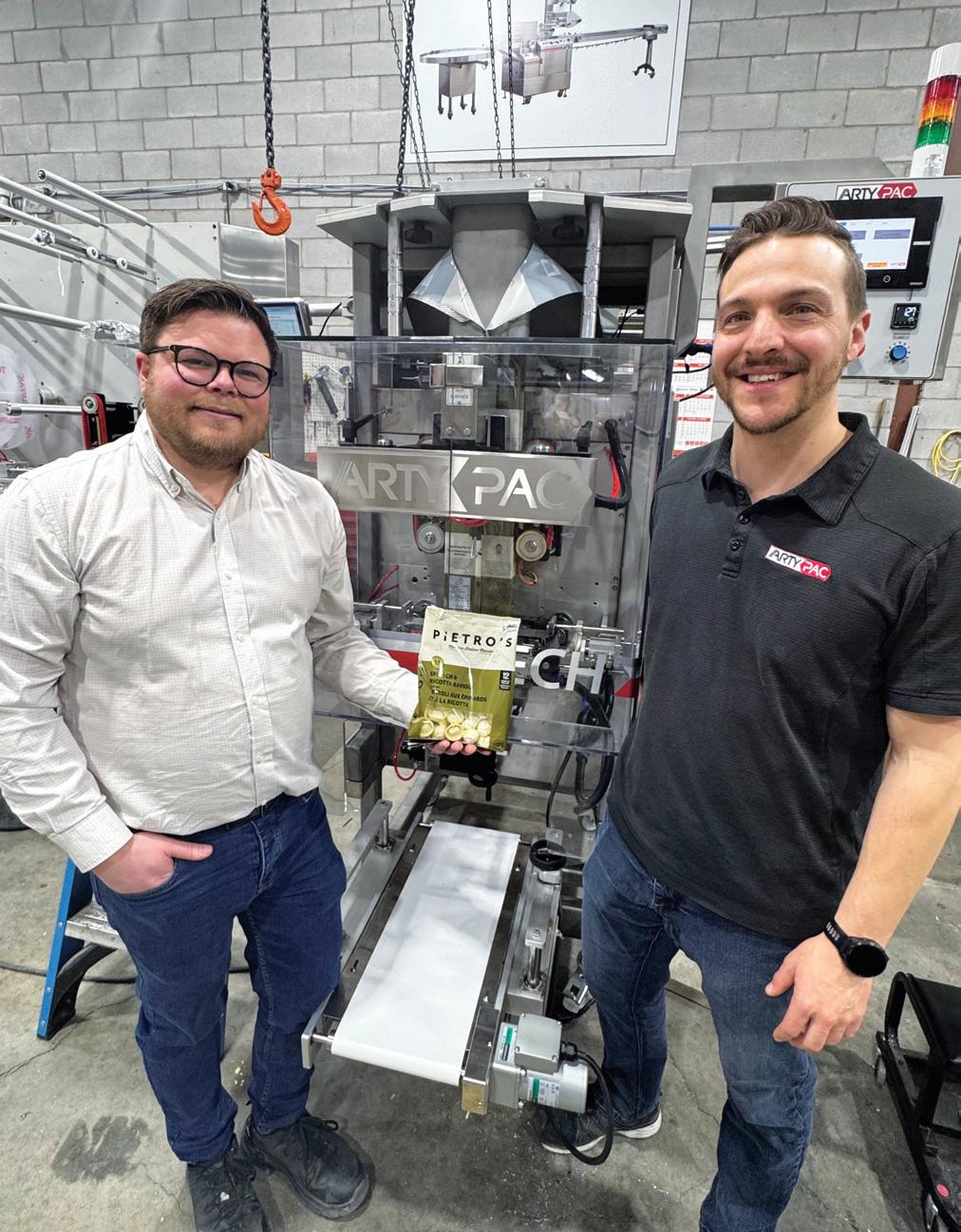
A newly assembled automatic VFFS bagging machine (top) undergoing trial product runs inside Artypac Automation’s manufacturing plant in Montreal under the watchful eye of new company owners Gabriel Laurin (left) and Olivier Goulet.
generating an appealing return on investment,” Laurin remarks. By taking on these new challenges, the new shareholders are convinced that they made the “right choice” in acquiring Artypac, Laurin sums up.
As Laurin concludes, “This decision is validated by our pride in having become true ‘entrepreneurs’ who are fully committed to the current and future success of the company.”
www.artypac.com

Canadian packaging OEM industry veteran urges calm, patience and
greater self-reliance in face of the
U.S. tariff threats
Looking at the bright side of life can be a healthy attitude when life is giving you lemons or, as has been the case for Canada lately, tariffs.
And taking things in stride is just one of many laudable personal and professional traits that have enabled Paul Irvine—chairman of the Toronto based flexible packaging ma chinery manufacturer PlexPack (www.plexpack.com)—to enjoy a highly rewarding and prolific career in the Canadian packaging equipment sector.
Following in his father’s footsteps and serv ing as PlexPack’s chief executive officer for more than 20 years, Irvine’s vision for delivering su‑ perior made‑to‑order solutions and insistence

on customer support with the highest integrity helped establish PlexPack as a leading global provider of flexible packaging solutions, with over 5,000 happy end user customers around the world.
In addition to leading PlexPack to stellar business success, Irvine has served as an active member of the board of directors of PMMI (The Association for Packaging and Processing Technologies) for more than 10 years, including in top‑level leadership positions as Vice Chairman and Chairman.
With such pedigree and deep industry know ledge, Irvine was a natural choice for the Canadian Packaging magazine to approach on the pressing issue of U.S. trade tariffs on Can‑
PlexPack chairman and former CEO Paul Irvine orchestrated the company’s rise through the ranks to become a renowned manufacturer of automated flexible packaging equipment.
adian made goods and their impact on our country’s packaging machinery OEMs (origin al equipment manufacturers).
QHow is your business doing nowadays since the new U.S. administration came in?
AOur businesses has been the beneficiary of this tariff environment so far, as we are seeing old distributors come out of the out of the woodwork.

There is one distributor, whom I haven’t talked to for 20 to 25 years, who approached us several weeks ago for a quote on a side‑sealer. We are one of the last people in North Amer‑ ica to make the old school manual L bars, and we are seeing that part of the business really picking up for us.
I think that what we’re seeing is the negation of the Chinese option. I don’t know if it’s because
their prices are increasing, but buying Canadian is certainly the flavor of the day right now.
There is a lot of pent up nationalism being unleashed in Canada right now, in a positive sense, which is transferring over into the market. The fact is that more Canadian companies are encouraged to buy more Canadian‑made equip‑ ment and products. There is a company from whom we have been buying parts for many years, who recently came to us for a few weeks ago to get a quote for our Damark brand wrapper that we manufacture here in Scarborough (Toronto).
QThat’s great news from a domestic market perspective, but what has been the impact of U.S. tariffs on your export business south of the border?
AWe have been lucky enough that it has not hurt us stateside so far. We are seeing a lot of sabre rattling, delays and backing off from previous tariff announcements, and so no one really knows what’s going to happen next. But since president Trump has backed off on many of the tariffs he announced earlier, though not all of them, we have seen the market boun cing back.
It may not be as good as six months ago, but it hasn’t really been all that bad either. We are not yet seeing the kind of kickback from the U.S. that many in the industry were expecting.


QToronto-based PlexPack manufctures the high-quality Emplex brand bag and pouch sealing equipment, Damark brand shrinkwrap and bundling systems (above right), and the VacPack range of vacuum and gas sealing machinery for a diverse range of flexible packaging applications.
But if some of those tariffs do stick, do you see things going sour in the U.S. market down the road?
AEven without tariffs, I would say that about 30 per cent of the time it is a disadvantage to be a Canadian company when selling to the U.S.
We have a lot of American competitors there, employing and doing business with a lot of American engineers and technicians who have cut their teeth in the U.S. military, and so you can’t really blame them for wanting to buy packaging equipment from U.S. manufacturers. So we always had to cope with that disadvan tage even before the tariffs, and it’s hard to say right now if that disadvantage has grown, be cause our sales there have not been that bad so far.
QTo what extent does you company depend on the U.S. market to continue its growth?
AThe U.S. accounts for roughly a third of our business, Canada for another third, and the rest goes to international markets.
We are fortunate that we do a lot of business with the rest of the world, where many people are also not very happy with what the U.S. is doing.
Further down the road, I think that we will eventually be looking at putting up a plant in the U.S. to manufacture some of our brands, like Emplex, specifically for the U.S. market, but it’s a long and winding road.
No one knows how things may be different there four years from now, but I think we will
continue to see the U.S. doing what it needs to do to protect its manufacturing base.
AQAre the tariffs and trade wars really the right way to go to achieving that?
To be honest, I am personally not against what they’re doing because it’s true that the U.S. has been hurt by cheap imports over the years, particularly from Asia, causing a lot of unemployment.
It may be fine for the likes of Walmart and Costco to be selling all that cheap stuff they get from Asia, but it’s tough on people living in places like Flint, Michigan, to use an example. If anything, I would like to see Canada to be‑ come more proactive in protecting our interests


from countries who are essentially gaming the system, without having to worry about things like decent labor laws, environmental protection, and all the other things that make us a great society. So the question is, ‘Why should I have to be competing against countries who do not have the same social safeguards and values that are so im portant to us and other like minded countries?’
QThat’s fair enough, but it you look at all the negative fallout from Trump’s tariffs on Canada’s automotive and aluminum industries, what is the likelihood of our packaging OEM sector suffering the same fate?
AI certainly don’t like seeing what’s happen ing in those sectors right now, but at the moment we are still doing business by the rules laid down under the CUSMA (Canada-United States-Mexico Agreement) umbrella.
And while expect that the U.S. will try to refine CUSMA by making some changes in regard to Mexican or Canadian exports, I don’t think that if will fundamentally change all that much.
At this moment in time, we are not paying any tariffs on the machinery we’re selling to the U.S., and while our prices may have to go up a bit at a later point, we should still enjoy good access to those markets thanks to CUSMA.
Ideally, we would like to be able to expand
our market reach there further by being able to sell to all the big U.S. government agencies— like the United States Department of Defence, for example—but you really have to manufacture your stuff in the U.S. to be able to do that.
Those agencies purchase nearly a third of all machinery sold in the U.S., so for us that’s even a bigger motivation for opening a U.S. manufac‑ turing facility than the threat of tariffs.
But right now, we are meeting all the coun try of origin thresholds specified by CUSMA in terms of the domestic parts content, and we do all our own machining, fabrication, welding, engineering here at our plant in Scarborough,
using Canadian steel and Canadian labor, which allows us ship our products across the border without paying tariffs.
QAs someone who has held senior leadership positions at the PMMI for so many years, do you think there is a role for PMMI to play in reducing the risk of a serious trade war in the packaging machinery industry?
AMy sense is that the PMMI is viewing tariffs largely as a negotiating tactic by Trump to cut a better deal, but they would also like to see the Trump administration to con tinue talking to other countries to find negotiat ed agreements and to clean up whatever issues there are with CUSMA in its current form.
But if PMMI was to ask all of its 500 plus members—many of them Canadian and Mex ican companies—to put the tariff issue to a vote, it would never reach a real consensus. Some member like tariffs, some don’t: what they all really want is to put all this unpredictability and volatility behind us. And without that consensus, the PMMI is not in a position to take a position with which to lobby the U.S. government.
But at the end of the day, our new Prime Minister Mike Carney is absolutely right when he says that the best thing Canadian manufactur ers can do to protect their business is to rely on themselves by supporting other Canadian busi nesses more than they have ever done before.
www.plexpack.com