| CATALOGUE
CATALOGO
| CATALOGUE
Carmon nasce nel 1969, specializzandosi nella produzione di utensili di precisione per la lavorazione dei metalli, forte della radicata tradizione italiana in questo particolare settore.
In pochi anni emerge per competenza ed affidabilità: espande la propria attività ai mercati internazionali, amplia la gamma dei prodotti per fornire un pacchetto completo e competitivo e rafforza il reparto utensileria speciale, attraverso una costante attività di studio su materiali e applicazioni.
L’attenzione dedicata negli anni al parco macchine ha potuto garantire la flessibilità necessaria a far crescere il brand e l’azienda in tutti i suoi settori, tanto da riuscire ad ottenere per prima tra le aziende del suo calibro, nel 1995, la certificazione ISO.
In quest’ottica Carmon si distingue per un servizio just-in-time, per cui ogni ordine viene evaso in 24 ore dal ricevimento, e un efficiente reparto post-vendita. Nel 2018, Carmon decide di allargare ulteriormente il proprio orizzonte, grazie all’acquisizione di Ergus - storico brand nel campo della produzione di saldatrici professionali, macchine per il taglio plasma e inverters - con cui condivide non solo i mercati, ma anche i valori.
In questa amplificazione di scenari ed incontro di sinergie, i brand Carmon ed Ergus continuano ad impegnarsi per evolvere e conservare il proprio patrimonio tecnico Made in Italy.
Carmon, founded in 1969, manufactures high-precision tooling, drawing from the deeply-rooted Italian expertise in this very specialized field.
In a few years Carmon stands out for competence and reliability, beginning the expansion towards foreign markets, enlarging the range of products to provide a comprehensive and competitive offer and introducing a customized tooling department by constantly studying materials and applications.
A lot of attention, over the years, has been posed to the manufacturing equipment, to assure the flexibility required to make the brand growing. So much so that Carmon has been the first to be ISO certified in 1995.
Consequently, Carmon stands out for an efficient after-sales department and a just-in-time service, that allows any order to be processed within 24 hours.
In 2018 Carmon widens further its activities, by taking over Ergus - historical brand in the field of professional welding machines, plasma cutters and inverters - with whom shares not only the markets but also the values.
In this variety of scenarios and meeting of synergies Carmon and Ergus continue striving to evolve, being careful to preserve the technical Made in Italy heritage.
In un panorama che cambia costantemente vogliamo essere un punto fermo di affidabilità e non poniamo limiti alle possibilità.
Carmon è nata dalla visione dei due fondatori di creare un’azienda virtuosa, che continuasse nel tempo, preservando l’eredità tecnica e umana della loro storia imprenditoriale, ma attenta ad accogliere i cambiamenti come opportunità.
Attraverso la nostra esperienza forniamo ai nostri clienti un servizio che si distingue e un prodotto che rende l’industria più efficiente.
Lavoriamo ogni giorno per crescere, impegnandoci a costruire relazioni basate sulla trasparenza e la competenza.
We want to be a trustworthy staple in an ever-changing industrial panorama, keeping ourselves open to possibilities.
Carmon has taken shape from the vision of the founders, who wanted to create a virtuous company that could last and grow over time, safeguarding the human and technical legacy of their entrepreneurship, but welcoming change as an opportunity.
Through our expertise we provide our customers with a distinguished service, and a product that makes the industry more efficient.
We work hard, every day, to improve and create transparent and qualified relationships.

ALESATORI - SVASATORI REAMERS - COUNTERSINKS
MASCHI - FILIERE TAPS - DIES
TAMPONI - ANELLI GAUGES - RINGS
FRESE HSS HSS MILLING CUTTERS
FRESE E PUNTE HM HM MILLING CUTTERS & DRILLS
LIME ROTATIVE HM HM ROTARY BURRS
KIT TOOLS SET
















CL 110/3
CL 111/1
CL 111/2

M 519 SX MF 520
M 521 S
MF 522 S
M 523
M 524
M 525 RESISTOR
M 526 RESISTOR
M 527 RESISTOR
M 528 RESISTOR
G-M 529 RESISTOR
MF 530
M 531
M 532
M 533 RESISTOR
M 534 RESISTOR
M 535
M 536
G537 RESISTOR
G538 RESISTOR
M 539 HM
G 540
M 541
M 542 RESISTOR
M 543
M 544
M 545 M 546
547
548
549
553
UNF 563
UNF 564
UNF 565 RESISTOR
UNF 567 RESISTOR
R 570
R 571
R 572
R 573 RESISTOR
R 574 RESISTOR
UNC 575 RESISTOR
UNC 576 RESISTOR
W 580
W 581
NPT 590
PG 591
M 595 RESISTOR
MF 596 RESISTOR
GM 685
PM 700
P HM 701
FILIERE - DIES
FMF 600
FM 610
FG 620
FGX 622
FMS 630
FMFS 640
FUNC 645
FUNF 650
FW 660
FMX 670
FMFX 680
FNPT 690
FPG 691
PF 856

TAMPONI - ANELLI GAUGES
TF MF 811
TF G 812
TF UNC 813
TF UNF 814
TF NPT 815
AF M 820
AF M 821
AF MF 822
AF MF 823
AF G 824
AF G 825

CL





KIT MASCHI TAPS SET
AS 500 (7 PZ)
M 508 (6 PZ)
M508 + CL101 (14 PZ)
M508+CL104 (14 PZ)
M508+CL104R (14 PZ)
M508+CL106 (14 PZ)
M 509 (6 PZ)
M 511 (6 PZ)
M 512 (6 PZ)
M512 + CL101 (14 PZ)
M512 +CL104 (14 PZ)
M512+CL104R (14 PZ)
M512+CL106 (14 PZ)
M 513 (6 PZ)
M 516 (6 PZ)
M 516 + CL 104R (14 PZ)
M 516 + CL 119 (14 PZ)
M 517 (6 PZ)
M 517 + CL 104R (14 PZ)
M 517 + CL 106 (14 PZ)
M 517 + CL 119 (14 PZ)
M 524 (6 PZ) RESISTOR
M 533 + CL 106 (14 PZ)
M 534 + CL 106 (14 PZ)
M 535 (6 PZ)
M 535 + CL 104R (14 PZ)
M 535 + CL 119 (14 PZ)
M 536 (6 PZ)
M 536 + CL 104R (14 PZ)
M 536 + CL 119 (14 PZ)
R 570 (6 PZ)
R 571 (6 PZ)
R 572 (6 PZ)

KIT FRESE RIVESTITE COATED MILLS
CL 11 (6 PZ) RESISTOR
CL 21TF (6 PZ) RESISTOR
CL 24TF (6 PZ) RESISTOR
CL 24TFPF (6 PZ) RESISTOR

KIT FRESE HM RIVESTITE COATED HM MILLS SET
CL 11 HM (5 PZ)
CL 16 HM (5 PZ)
CL 18 HM (5 PZ)
CL 19 HM (5 PZ)
CL 21 HM ED (5 PZ)
CL 21TF HM (5 PZ)

CL 26 HM (5 PZ) KIT LIME ROTATIVE







TWIST DRILLS, LONG SERIES
























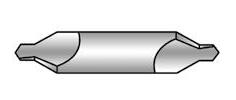
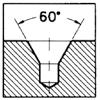
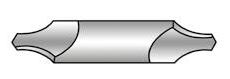
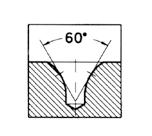
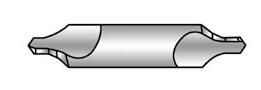
PUNTE DA CENTRO CENTER DRILLS
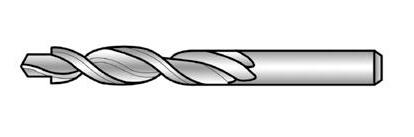
PUNTE A GRADINO CON ELICHE INDIPENDENTI SUBLAND DRILLS WITH INDIPENDENT SPIRAL















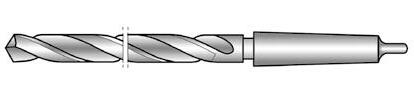
PUNTE CODOLO CONICO TAPER SHANK TWIST DRILLS PUNTE
FORI PROFONDI DEEP HOLE



PUNTE A GRADINO CON ELICHE INDIPENDENTI STUBLAND DRILLS WITH INDIPENDENT SPIRAL

mm/min = mm/rev x rpm
= mt/min
rpm =(mt/min x 1000) / ( D x 3,14 ) = mm/rev (vedi tabella - see table page pag. 23)


















PUNTE CORTE TWIST DRILLS,JOBBER LENGHT





= mm/rev x rpm








= mt/min
= mm/rev
(vedi tabella - see table page pag. 23)


PUNTE EXTRA LUNGHE TWIST DRILLS, EXTRA LONG SERIES
CL110/3





PUNTE PER CENTRI NC NC-SPOTTING DRILLS


=(mt/min x 1000) / ( D x 3,14 )
mm/min
= mm/rev x rpm
= mt/min
= mm/rev
(vedi tabella - see table page pag. 23)


PUNTE DA CENTRO CENTER DRILLS














PUNTE CODOLO CONICO TAPER SHANK TWIST DRILLS




PUNTE LUNGHE CODOLO CONICO TAPER SHANK DRILLS, LONG SERIES





PUNTE EXTRA LUNGHE CODOLO CONICO TWIST DRILLS TAPER SHANK EXTRALONG



FORATURA DRILLING
LETTERA DI RIFERIMENTO REFERENCE LETTER
DIAMETRO DELLA PUNTA DRILL DIAMETER




Dal ∅ 1 al ∅ 6 = 10 pz
Dal ∅ 6,1 al ∅ 13 = 5 pz
Dal ∅ 13,25 al ∅ 31 = 1 pz

Dal ∅ 1 al ∅ 6 = 10 pz
Dal ∅ 6,1 al ∅ 13 = 5 pz
Dal ∅ 13,25 al ∅ 31 = 1 pz




Dal ∅ 0,3 al ∅ 6 = 10 pz Dal ∅ 6,1 al ∅ 13 = 5 pz Dal ∅ 13,25 al ∅ 20 = 1 pz




1412
93 57

A richiesta anche con codolo ridotto diam 10 x 30 mm di lunghezza. Con quantità min 10pz il prezzo è uguale al diam. 13x30 On request also with reduced shank diam 10 x 30 mm length. With Min quantity of 10 pcs the price will be the same as per diam 13x30








FORI PROFONDI DEEP HOLE

Dal ∅ 2 al ∅ 6 = 10 pz
Dal ∅ 6,1 al ∅ 13 = 5 pz



Dal ∅ 1 al ∅ 6 = 10 pz
Dal ∅ 6,1 al ∅ 13 = 5 pz
Dal ∅ 13,25 al ∅ 31 = 1 pz
FORI PROFONDI DEEP HOLE

Dal ∅ 0,5 al ∅ 6 = 10 pz
∅ 6,1 al ∅ 13 = 5 pz




FORI PROFONDI DEEP HOLE
Dal ∅ 0,5 al ∅ 6 = 10 pz
Dal ∅ 6,1 al ∅ 13 = 5 pz

Dal ∅ 3 al ∅ 8 = 5 pz
Dal ∅ 8,25 al ∅ 13 = 1 pz



FORI PROFONDI DEEP HOLE
Dal ∅ 2 al ∅ 8 = 5 pz
Dal ∅ 8,25 al ∅ 13 = 1 pz



CL 111-3 FORI PROFONDI DEEP HOLE
Dal ∅ 3,5 al ∅ 8 = 5 pz
Dal ∅ 8,25 al ∅ 13 = 1 pz
CL110-3

























CM 300 dal diametro 3 al diametro 5,9 fino ad esaurimento
CM 300 from diameter 3,00 to diameter 5,9 until stocks last.
















Articolo Article
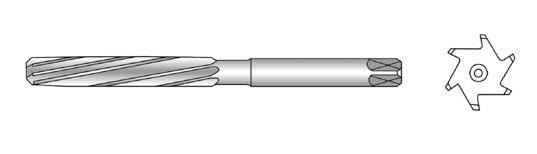
ALESATORI REAMERS
ALESATORI A MANO CODOLO CILINDRICO HAND REAMERS SHANK






A MACCHINA MACHINE REAMERS
Acciai tenaci Hardened
ALESATORI A MACCHINA TIPO A MANICOTTO FORO CONICO 1:30 SHELL REAMERS, TAPER HOLE 1:30




MANDRINI
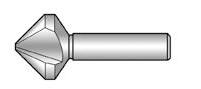
SVASATORI COUNTERSINKS
CILINDRICO SHANK
Articolo Article



SV 72

Campo d'applicazione Application field
CODOLO CONO MORSE MORSE TAPER SHANK
Acciai tenaci Hardened steel
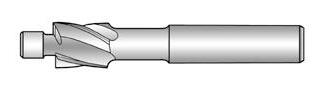
SVASATORI PER SEDI DI VITI A TESTA CILINDRICA COUNTERBORES FOR CAPSCREW
CODOLO CILINDRICO SHANK
Acciai comuni Standard steel

CODOLO CONO MORSE MORSE TAPER SHANK BR 52
Acciai comuni Standard steel
= mm/rev
(vedi tabella - see table page pag.78)


ALESATORI A MANO HAND REAMERS


ALESATORI A MACCHINA MACHINE REAMERS







SVASATORI CONICI COUNTERSINKS




SVASATORI PER SEDI DI VITI A TESTA CILINDRICA COUNTER BORES FOR CAPSCREWS
FORATURA DRILLING
LETTERA DI RIFERIMENTO REFERENCE LETTER
TABELLA PARAMETRI DI AVANZAMENTO mm/giro RECOMMENDED FEED DATA mm/rev.
DIAMETRO DELLA PUNTA DRILL DIAMETER
















PUNTE A GRADINO IN ELICA | STEP DRILLS WITH SPIRAL FLUTE





Articolo Article Imbocco Chamfer Campo d'applicazione Application field Tolleranza Tolerance
Filettatura


















Articolo Article Imbocco Chamfer


















































































Articolo Article Imbocco Chamfer
















Articolo Article Imbocco Chamfer
Filettatura
Filettatura per tubi corazzati DIN 40430 Steel

Porta filiere Die stocks
x 1000) / ( D x 3,14 )




consigliato / recommended
fino a 180 hb
oltre 180 hb



























consigliato / recommended









teneri
da tempra
220
fino a 180 hb
iron up to 180hb
oltre 180 hb
iron over 180hb
non legato
160
220















consigliato / recommended










60
teneri
steel
160 Acciai da costruzione
220 Acciai da tempra
Acciaio automatico
280
373
268
268 Ferritico+austenitico
317
austenitic
Ghisa fino a 180 hb
iron up to 180hb
160 Ghisa oltre 180 hb
iron over 180hb
non legato
di titanio
220
160
280
110













=(mt/min x 1000) / ( D x 3,14 )
= mt/min









consigliato / recommended
60
teneri
da costruzione
da tempra
160
220
fino a 180 hb
iron up to 180hb
oltre 180 hb
iron over 180hb
non legato
160
220
















=(mt/min x 1000) / ( D x 3,14 )
= mt/min
consigliato / recommended










220
da tempra
fino a 180 hb
iron up to 180hb
oltre 180 hb
iron over 180hb
non legato
160
220
















=(mt/min x 1000) / ( D x 3,14 ) = mt/min



consigliato / recommended











/ recommended
fino a 180 hb
up to 180hb
oltre 180 hb



















G (BSP) DIN/ISO 228/1





















































G






G 3/4 - 14
d I L DIN 371 (UNC5-UNC3/8)
d I L DIN 376 (UNC7/16-UNC1”1/2)



d I L DIN 371 (UNC5-UNC3/8)

d I L DIN 376 (UNC7/16-UNC1”1/2)



(UNC7/16-UNC1”1/2)



D d I DIN 371 (UNF5/UNF3/8”) D I L d DIN 374 (UNF7/16-UNF1”)



(UNF5-UNF3/8)

(UNF7/16-UNF1”1/2)






















(MULTI





























MASCHIATURA RIGIDA RIGID TAPPING

MASCHIATURA RIGIDA RIGID TAPPING

MASCHIATURA RIGIDA RIGID TAPPING

MASCHIATURA RIGIDA RIGID TAPPING

MASCHI A MACCHINA SYNCHRO PER FILETTI RIPORTATI PER FORI PASSANTI MACHINE SYNCHRO TAPS FOR HELICAL COIL THREADS FOR WIRE THREAD INSERTS FOR THROUGH HOLES
MASCHIATURA RIGIDA RIGID TAPPING

MACHINE
MASCHIATURA RIGIDA RIGID TAPPING
RIGIDA RIGID TAPPING
RIGIDA RIGID TAPPING
MASCHIATURA RIGIDA RIGID TAPPING
MASCHIATURA RIGIDA RIGID TAPPING
* Maschi senza foro di lubrificazione / * Taps without internal cooling




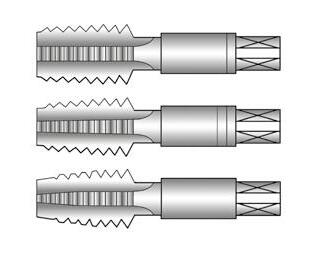
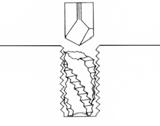
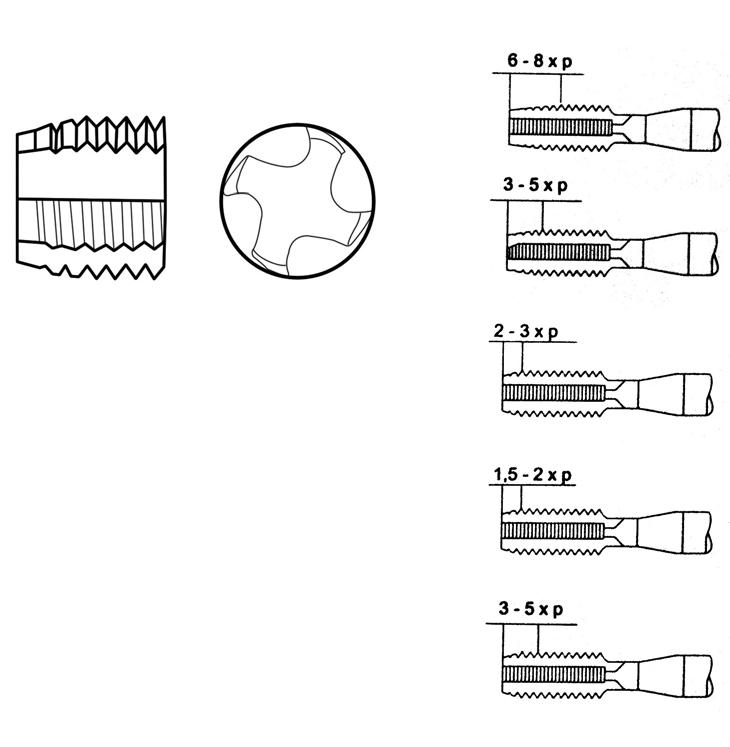
1 - Per un buon centraggio rettificare in piano i maschi spezzati obliquamente
1 - For good centring, obliquely broken off taps have to be ground flat
3 - Proseguire con avanzamento costante. Scaricare i trucioli più volte
3 - Drill out with an even feed rate. Evacuate chips frequently
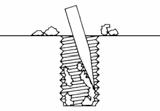

2 - Il centraggio si ottiene dopo essersi avvicinati più volte con l'utensile
2 - Create a centring point by multiple approaches with the drilling out tool
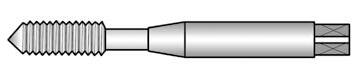
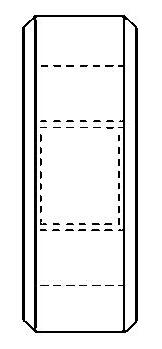
4 - Pulire il foro e rimuovere i resedui con un utensile a punta
4 - Clean up the hole and remove debris with a pointed tool



M


Il diametro 0 fino ad esaurimento
Diameter 0 until stocks last


M













Via Matteotti, 162 25014 Castenedolo (BS) • Italia P.Iva
/ C.F. www.carmon.it00361110174
TypeCustomer: of gauge: Thread
1.Standard:designation: Flank angle: 2. Flank angle: Pitch: Method of measurement: Used wire
Measuringdiameter: force:
inspection certificate meets the requirements of the ISO 9001:2008 Utensileria Carmon Srl Internal screw gauge M32x1,5 - 7H ISO 1502
30°±12'
30°±12' 1,5±0,005mm Three-wire-method Ø0,895
Part number:Gauge nominal values GO side
Major diameter (max):
Major diameter (min): ɸ32,002mm
13290137/1329138
Effective diameter (max): ɸ31,049mm
Effective diameter (min): ɸ31,035mm
Minor diameter - maximum value:
Effective diameter - Wear limit:
31,597mm
31,021mm
Measuring values of Effective diameter GO side Meas. Plane No. Meas. Value No.Measure [mm]
30,1595mm
[mm] 2,5 N
Measuring values of Effective diameter NO GO side Meas. Plane No. Meas. Value No.Measure [mm] Effective Φ [mm]
Valuation: Gauge in tolerance
Measurement equipment:
Uncertainty of measurement: ±0,0018 mm
Traceability
Reference temperature: 20,6°C
Date: 2013-09-09
Abbe - measuring machine; Nr 4034; Date of Calibration 2011-12. Gauge blocks sets made of steel MLAr-112; Nr 970186; Date of calibration 2011-12 VDI/VDE/DGQ/2618
Operator: xxxxxxxxxx

Tutti i calibri tamponi lisci, filettati e anelli passa/non passa sono accompagnati da un certificato di controllo dimensionale ISO9001. A richiesta è possibile avere il certificato di taratura LAT.
All internal flat and threaded screw gauges and the rings go/no go are accompanied by an ISO9001certificate of dimensional control. Upon request it’s possible to have the certificate of calibration LAT.
Alle Kaliber, Lehrdornen, Gut- und Ausschlusslehren und Lehrringe werden mit einem Mess-Pruefzeugnis geliefert ISO9001. Auf Anfrage kann man auch eine LAT Bescheinigung liefern.
Toutes les calibres / tampons filetées et lisses et toutes les bagues entre/n’entre pas sont accompagnés d'un certificat de contrôle dimensionnel ISO9001. Sur commande vous pouvez demander le certificat d'étalonnage LAT.
Todos los calibres machos de roscas y lisos y los anelos pasa/no pasa se entregan con un certificado de control dimensional ISO9001. Es también posible tener el certificato de calibración LAT previa petición.





CALIBRI A TAMPONE FILETTATI PASSA / NON PASSA | THREAD



FRESE A CODOLO CILINDRICO STRAIGHT SHANK AND MILLS
FRESE














comuni
comuni
comuni
comuni
comuni
comuni
comuni
comuni
comuni
comuni
comuni
comuni
comuni
























comuni
comuni
comuni
comuni
comuni
comuni
comuni
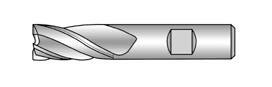
FRESE CILINDIRICHE FRONTALI MULTIFLUTE FINISHING CUTTERS
comuni
comuni
comuni
comuni











Articolo Article Tipo Type Campo d'applicazione Application field
Angolo elica Point Helix Materiale tipo Tool
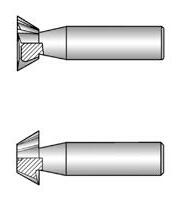
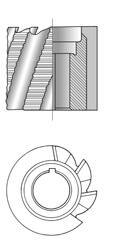
FRESE AD ANGOLO DOVETAIL CUTTERS



Acciai comuni
Standard steel Acciai tenaci hardened steel
comuni
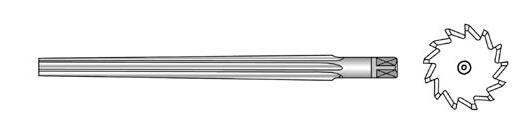
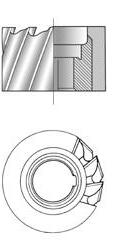
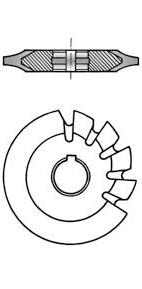
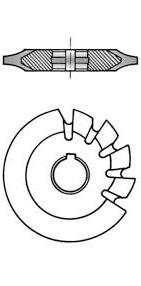
FRESE PER SEDI DI LINGUETTE AMERICANE WOODRUFF WOODRUFF KEYSEAT CUTTERS TCL 61
Acciai comuni Standard steel Acciai tenaci hardened steel
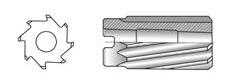
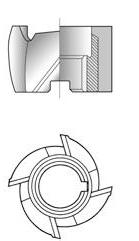
FRESE PER SCANALATURA A " T " T-SLOT CUTTERS








comuni
comuni
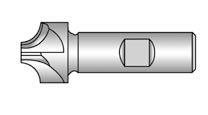
FRESE A PROFILO CONCAVO AD UN QUARTO D CERCHIO QUARTER CIRCLE CUTTERS
Acciai comuni
steel
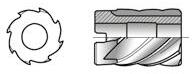
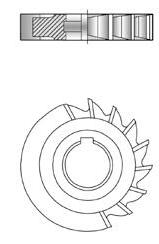
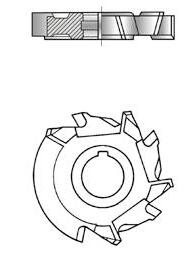
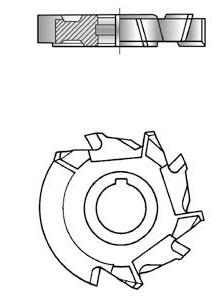
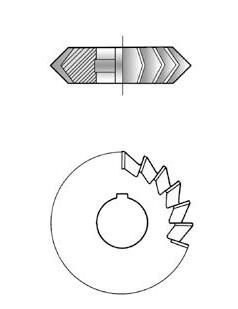
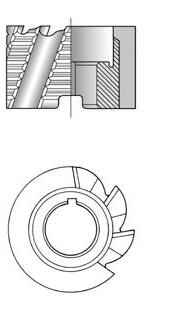
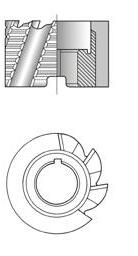
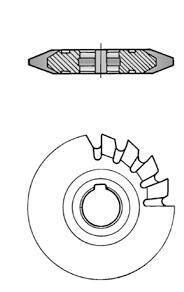
FRESE A DISCO A TRE TAGLIENTI DIRITTI E ALTERNATI SIDE AND FACE CUTTERS WITH STRAIGHT STAGGERED TEETH
Acciai comuni
Acciai comuni
steel
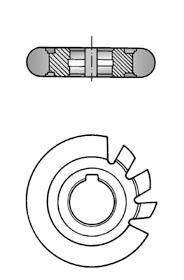
FRESE SOTTILI A TAGLI ALTERNATI STUGGERED TEETH SAWS
Acciai comuni Standard steel
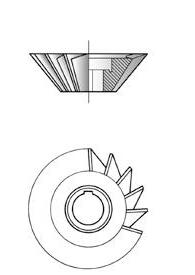
FRESE FRONTALI AD ANGOLO ANGLE SHELL END MILLS
comuni
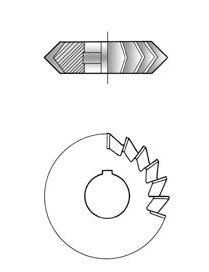
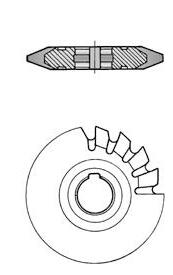
FRESE AD ANGOLO PRISMATICHE DOUBLE ANGLE CUTTERS
Acciai comuni












Articolo Article Tipo Type Campo d'applicazione Application field Angolo elica Point Helix
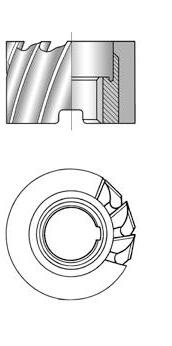
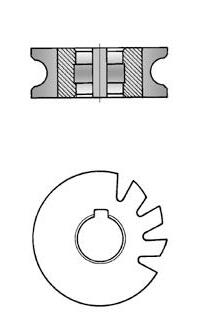
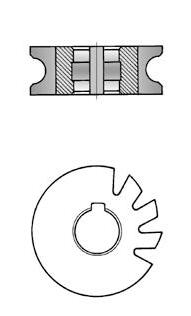
FRESE A DISCO PER DENTARE INGRANAGGI CILINDRICI ANGOLO DI PRESSIONE 20° INVOLUTE GEAR CUTTERS 20° PRESSURE ANGLE









Acciai comuni Standard steel Acciai tenaci hardened steel
PUNTE PER FORATURA A DUE DIAMETRI DI PROFILATI STEP MILLS
FRESE A DUE TAGLIENTI PER LAVORARE PROFILATI PANTOGRAPH END MILLS
MONOTAGLIENTI
FRESE CILINDRICHE FRONTALI MULTIFLUTE CUTTERS

rpm = (mt/min x 1000) / ( D x 3,14 )
mm/min = mm/rev x rpm



= mt/min
= mm/tooth
(vedi tabella - see table page pag. 230)
teneri Soft steel
Acciai da costruzione
steel
157
219 Acciai da tempra
automatico
steel
Acciaio automatico
steel
Ferritico+austenitico
austenitic
Ghisa fino a 180 hb
Cast iron up to 180 hb
Ghisa oltre 180 hb
Cast iron over 180 hb
Titanio non legato
Unalloyed titanium
Leghe di titanio
alloys
Nichel non legato Unalloyed nichel
Leghe di nichel
Alluminio non legato Unalloyed aluminium
280
373
265
265
311
157
219
157
280
110
219
219
219
280
110 Alluminio con leghe Alloyed aluminium
Alluminio con leghe Alloyed aluminium
125
157 FRESE A









FRESE A CODOLO CILINDRICO STRAIGHT SHANK END MILLS



= (mt/min x 1000) / ( D x 3,14 ) mm/min = mm/rev x rpm = mt/min = mm/tooth
(vedi tabella - see table page pag. 230)

FRESE A CODOLO CILINDRICO STRAIGHT SHANK END MILLS



DIN 844/B
fino a 180 hb
iron up to 180 hb
oltre 180 hb
iron over 180 hb
non legato
titanium
di titanio
157
219
157



FRESE A CODOLO CILINDRICO STRAIGHT SHANK END MILLS







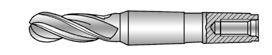
FRESE A CODOLO CONICO MORSE TAPER SHANK END MILLS


= (mt/min x 1000) / ( D x 3,14 )
mm/min
= mm/rev x rpm




= mt/min
= mm/tooth
(vedi tabella - see table page pag. 230)
teneri
steel
157 Acciai da costruzione
Ghisa fino a 180 hb Cast iron up to 180 hb
311
157 Ghisa oltre 180 hb Cast iron over 180 hb
Titanio non legato Unalloyed titanium
Leghe di titanio
alloys
Nichel non legato Unalloyed nichel
Leghe di nichel
219
157
280
110
219
219
219
280
110






FRESE A CODOLO CONICO MORSE TAPER SHANK END MILLS


mm/rev x rpm

= mt/min
= mm/tooth
(vedi tabella - see table page pag. 230)
fino a 180 hb
oltre 180 hb
219
280



UTENSILI VARI VARIOUS CUTTING TOOLS


FRESE A DISCO, AD ANGOLO E FRONTALI SIDE AND FACE CUTTER, ANGLE CUTTER, SHELL END MILLS


FRESE A DISCO, AD ANGOLO E FRONTALI SIDE AND FACE CUTTER, ANGLE CUTTER, SHELL END MILLS










= (mt/min x 1000) / ( D x 3,14 )
mm/min = mm/rev x rpm
= mt/min = mm/tooth
(vedi tabella - see table page pag. 230)

FRESE A DISCO, AD ANGOLO E FRONTALI SIDE AND FACE CUTTER, ANGLE CUTTER, SHELL END MILLS



austenitic
Ghisa fino a 180 hb Cast iron up to 180 hb
Ghisa oltre 180 hb Cast iron over 180 hb
Titanio non legato Unalloyed titanium
Leghe di titanio
alloys
311
157
219
157
280
110
219
219
Nichel non legato Unalloyed nichel
219 Leghe di nichel
280
110






UTENSILI PER PROFILATI D'ALLUMINIO, PVC E LEGHE LEGGERE CUTTING TOOLS FOR ALUMINIUM PROFILS, PLASTIC AND LIGHT ALLOYS


FRESATURA MILLING
TIPO DI FRESATURA TYPE OF MILLING LETTERA DI RIFERIMENTO REFERENCE LETTER
FRESATURA DI CAVE SLOTTING
TABELLA PARAMETRI DI AVANZAMENTO mm/dente FEED DATA mm/tooth.
DIAMETRO DELLA FRESA MILLING DIAMETER























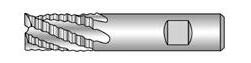


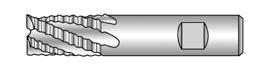


















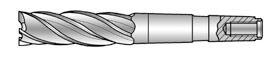

































FRESE CILINDRICHE FRONTALI PER SGROSSARE | ROUGHING SHELL END MILLS


FRESE CILINDRICHE FRONTALI PER SEMIFINIRE |










UNI 4504
Mod. 141 dal modulo 6,5 al modulo 10 fino ad esaurimento
Mod. 141 from module 6,5 to module 10,00 until stocks last.

(1÷8) 116,30
(1÷8)



























































DURO
Articolo Article Tipo Type Campo d'applicazione Application field Angolo elica Point angle Materiale tipo Tool material Superficie Surface
FRESE A DUE TAGLIENTI CON TESTA SEMISFERICA BALL NOSED TWO FLUTE END MILLS















FRESE MULTITAGLIENTE PER SUPERFINITURA
rpm
=(mt/min x 1000) / ( D x 3,14 )
= mm/tooth
(vedi tabella - see table page pag. 293)
= mt/min




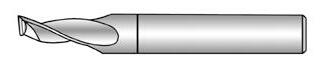
FRESE A DUE TAGLIENTI TWO FLUTE END MILLS







FRESE A DUE TAGLIENTI TWO FLUTE END MILLS




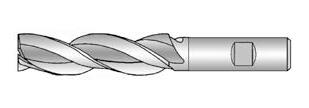
FRESE A TRE TAGLIENTI THREE FLUTE END MILLS


= mm/tooth
(vedi tabella - see table page pag. 293)



FRESE A TRE TAGLIENTI THREE FLUTE END MILLS










FRESE A QUATTRO TAGLIENTI FOUR FLUTE END MILLS



Micrograin Co10%

FRESE A QUATTRO TAGLIENTI CON ELICA DIFFERENZIATA E DIVISIONE IRREGOLARE FOUR FLUTE END MILLS WITH HELIX DIFFERENTIATED IRREGULAR DIVISION


(vedi tabella - see table page pag. 293)
x 1000) / ( D x 3,14 ) =





FRESE A QUATTRO TAGLIENTI FOUR FLUTE END MILLS





Micrograin Co10%


FRESE MONOTAGLIENTE PER ALLUMINIO SINGLE FLUTE END MILLS FOR ALUMINUM



FRESE IN METALLO DURO PER ALLUMINIO SOLID CARBIDE END MILLS FOR ALUMINUM


FRESE A DUE TAGLIENTI TWO FLUTE END MILLS



FRESE MULTITAGLIENTE PER SUPERFINITURA MULTIFLUTE SUPERFINISHING END MILLS


FRESE TORICHE A QUATTRO TAGLIENTI FOUR FLUTE CUTTERS WITH CORNER RADIUS
/ (
x 3,14 )

= mt/min
= mm/rev
(vedi tabella - see table page pag. 293)
PUNTE EXTRA CORTE TWIST DRILLS, STUB LENGHT

PUNTE CORTE TWIST DRILLS, JOBBER LENGHT






PUNTE CON CODOLO RINFORZATO TWIST DRILLS WITH REINFORCED SHANK
TABELLA
FRESATURA MILLING
TIPO DI FRESATURA
FORATURA DRILLING
LETTERA DI RIFERIMENTO REFERENCE LETTER
DIAMETRO DELLA FRESA MILLING DIAMETER






Altri raggi a richiesta - We can manufacture on request these cutters with different corner radius size














LASER RING I




LASER RING I












Altri raggi a richiesta - We can manufacture on request these cutters with different corner radius size



LASER RING I
















Su richiesta si possono fornire conicità diverse - On request we can manufacture with different angles
RING I




Su richiesta si possono fornire toriche e con testa semisferica - On request we can manufacture also with corner radius or full radius


Su richiesta si possono fornire toriche e con testa semisferica - On request we can manufacture also with corner radius or full radius
LASER RING II ®

LASER RING II






Altri raggi a richiesta - We can manufacture on request





A DUE ELICHE CON CODOLO RINFORZATO | TWO FLUTE TWIST DRILLS WITH REINFORCED SHANK
DRILLS WITH REINFORCED SHANK
PUNTE A DUE ELICHE CON CODOLO RINFORZATO | TWO FLUTE TWIST DRILLS WITH REINFORCED SHANK




Taglio Alluminio Aluminium Cut






Acciaio 55-60 HRC 55-60 HRC


Acciaio Nikel Cromo Nikel Chrome Steel




singolo Single Cut



cilindrica 1 taglio cylindrical 1 cut






cilindrica 2 tagli cylindrical 2 cut

cilindrica sferica cylindrical spherical

cilindrica sferica L 250 cylindrical spherical length 250 mm


sferica L. 250 spherical length 250 mm sferica spherical

3,00
ogiva a punta raggiata tree shape-radius end


flame ogiva a punta tree shape-pointed end


conica 90° 90° cone shape conica 60° 60 ° cone shape

conica con punta raggiata cone shape-radius end

conica a punta cone shape


Velocità consigliate
Tutte le velocità consigliate nella tabella
sotto riportata sono espresse X 1,000 rpm
Recommended Speeds
All Speeds in the table below quoted X 1,000 rpm










Articolo







Articolo Article Tipo Type Campo d'applicazione Application field Angolo vertice Point angle
KIT SVASATORI CONICI RANGE OF COUNTER SINKS





KIT SV 74 (3 PZ)
SV 74 (3 PZ)
SV 74 (5 PZ)
KIT SV 74 (5 PZ)
Hardened
Hardened
Hss (3 PZ)
Hss (3 PZ)
75 Hss (3 PZ)
SV 75 Hss (5 PZ)


Hss (5 PZ)
75 Hss (5 PZ)
Hardened







PZ)
tenaci Hardened


SV 76 HssCo 5% (5 PZ)
SV 76 HssCo 5% (5 PZ)
KIT SV 76 HssCo 5% (6 PZ)
KIT SV 76 HssCo 5% (6 PZ)
KIT SV 76 HssCo 5% (6 PZ)
tenaci Hardened
tenaci Hardened steel
Acciai tenaci Hardened steel
tenaci Hardened steel
Acciai tenaci Hardened steel
Article





3-4-5-6-8-10-12 2,5-3,3-4,2-56,8-8,5-10,2
3-4-5-6-8-10-12 2,5-3,3-4,2-56,8-8,5-10,2
3-4-5-6-8-10-12 2,5-3,3-4,2-56,8-8,5-10,2
3-4-5-6-8-10-12
2,5-3,3-4,2-56,8-8,5-10,25
3-4-5-6-8-10-12
2,5-3,3-4,2-56,8-8,5-10,25
3-4-5-6-8-10-12
2,5-3,3-4,2-56,8-8,5-10,25






6,8-8,5-10,2
8,5-10,2
Articolo Article Imbocco Chamfer





































CODE HSS+8%Co €
2,5-3,3-4,2-56,8-8,5 510110000 32,60

CODE HSS+8%Co € QUARTZ
2,5-3,3-4,2-56,8-8,5 610110000 56,79

2,5-3,3-4,2-56,8-8,5 710110000 72,22

2,5-3,3-4,2-56,8-8,5 510510000 41,64

2,5-3,3-4,2-56,8-8,5 610510000 69,02

2,5-3,3-4,2-56,8-8,5 710510000 87,58

PEZZI PIECES Ø CODE

Ø CODE

PIECES Ø CODE



PIECES



PEZZI PIECES Ø
PEZZI PIECES Ø
PEZZI PIECES Ø

535 CL 119/CL 104R


M 508
106/CL 104R/CL 104/CL 101




M 517
CL 119/CL 104R/CL 106

M 512
CL 106/CL 104R/CL 104/CL 101












M

PEZZI PIECES


M 536

PEZZI PIECES








N. PEZZI PIECES
N. PEZZI PIECES






N. PEZZI PIECES Ø CODE 2119….. € SAPPHIRE
5 6 - 8 - 10 12 - 16 ….10008

PEZZI PIECES Ø CODE 2169….. € SAPPHIRE
5 6 - 8 - 10 12 - 16 ….20008

PEZZI PIECES Ø CODE
5

Micrograin Carbide Co10
N. PEZZI PIECES Ø CODE 2219….. € SAPPHIRE
CL 19HM
5 6 - 8 - 10 12 - 16 ….40008 407,21 N. PEZZI PIECES Ø CODE 2199….. € SAPPHIRE

Micrograin Carbide Co12
5 6 - 8 - 10 12 - 16 ….50008 775,47
CL 26HM
N. PEZZI PIECES Ø CODE 2219….. € SAPPHIRE
5 6 - 8 - 10 12 - 16 ….50008 398,84

N. PEZZI PIECES Ø CODE 2269….. € SAPPHIRE
Micrograin Carbide Co12
5 6 - 8 - 10 12 - 16 ….60008 542,29
set di lime rotative set of rotary burrs

F1225
F1020
D1210
D1009
C0616
C1020
B1020
B1225

set di lime rotative mm 3 codolo 3 set of rotary burrs mm 3 cod 3 Code USA
L'acciaio rapido (HSS) è uno dei materiali più importanti nella produzione di utensili da taglio, poiché presenta buone caratteristiche di durezza, tenacità e resistenza all'usura, ed è quindi utilizzabile in una vasta gamma di applicazioni. Aggiungendo una % di cobalto nella sua composizione, si ha l'acciaio super-rapido (HSS-CO), che possiede una più elevata resistenza al calore senza peraltro compromettere la resistenza all'usura e la tenacità.
HSS steel is one of the most important materials used in the production of cutting tools because it offers good hardness features, high tensile strength and wear resistance and can be therefore used on a wide range of applications. By adding a Cobalt % in its composition you obtain High Speed Steel with higher heat resistance, thus not compromising wear resistance and tensile strength.
La linea RESISTOR(ASP) della carmon è costruita con uno speciale acciaio ottenuto tramite un procedimento di metallurgia delle polveri il quale, rispetto alla metallurgia tradizionale, permette di ottenere una microstruttura più fine ed omogenea e quindi migliori proprietà meccaniche, in particolare elevata durezza e una migliore resistenza all'usura. Rispetto ad un acciaio rapido o super rapido, si aumentano i parametri di lavorazione, si ottiene una maggiore durata dell’utensile, e si possono lavorare acciai fino a 52 HRC.
Carmon line of products denominated RESISTOR is made out of a special powder metallurgically produced steel grade (ASP) which presents a finer and more homogeneous microstructure with better mechanical properties, particularly high hardness with better wear resistance. RESISTOR offers higher machining parameters and longer tool life over a conventional HSS or HSSCO, furthermore RESISTOR can machine materials up to 52 HRC.
UNI EN ISO 4957 (2002)
HSS-E-PM
Il metallo duro è essenzialmente costituito da particelle di carburo di tungsteno unite a cobalto, e si ottiene dalla metallurgia delle polveri. La micrograna si riferisce alla dimensione delle particelle di carburo. Carmon ha introdotto nella propria gamma di utensili due qualità di metallo duro,con caratteristiche chimiche, fisiche e meccaniche diverse in funzione della lavorazione che l'utensile deve svolgere.
MGCo10 “extrafine” ha un grado di micro-grana con elevata durezza e buona resistenza all'usura, tale da permettere l'utilizzo dell’utensile in una gamma più ampia di materiali.
MGCo12 “ultrafine” è caratterizzato da un’alta percentuale di carbonio e una grana ultrafine che permettono lavorazioni a velocità più elevate.”
Hard Metal is composed by tungsten carbide particles with cobalt and is produced with a powder metallurgy process. Micro-grain refers to the size of carbide particles.
Carmon has introduced in its cutting tool range two grades of solid carbide with different chemical, physical and mechanical features in order to match the requirements of each application.
MGCo10 “extrafine” has a micro-grain size with high hardness and good wear resistance that allows machining of a wide range of materials.
MGCo12 “ultrafine” has a high carbide content and an ultrafine grain size and is specifically designed for high speed machining.
Tipo/Type Grandezza/Size WC Co
Durezza Hardness

Resistenza alla flessione
RIVESTIMENTI A CATALOGO STANDARD - CARMON STANDARD COATINGS
Caratteristiche Tecniche Technical Features
Colore Colour
di base
Microdurezza (HV 0.05)
Microhardness (HV 0.05)
Coefficente d’attrito contro 100 Cr 6
Friction Coefficient a gainst 100 Cr 6
Spessore (µm) Thickness (µm)
Temperatura di Deposizione (°C)
Deposition
(°C)
Resistenza all’Ossidazione (max. °C)
Oxidation Resistance (max. °C)
Applicazioni Applications
Acciai da costruzione >800 N/mm, acciai inox
Structural Steels >800 N/mm, Stainless Steels
Acciaio inossidabile
Stainless Steel
Tutti gli acciai da costruzione, acciai da cementazione, acciai da bonifica<1200 N/mm,Alluminio e sue leghe,leghe di titanio,materie plastiche.
Structural Steel, casehardening steel, Tempered Steel <1200 N/ mm, Aluminium and its alloys, Plastics.
Per ogni tipo di materiale
Per ogni tipo di materiale
Per ogni tipo di materiale
(HV 0.05)
(HV 0.05)
d’attrito contro 100 Cr 6
Sleek è una nuova lavorazione che avviene nel post rivestimento e serve a ridurre il coefficiente d’attrito superficiale dell’utensile. Questo migliora notevolmente la lavorazione di materiali con scarsa evacuazione del truciolo(rame,ottone,bronzo,alluminio e sue leghe). Viene applicata principalmente ai nostri rivestimenti SAPPHIRE MULTI e SAPPHIRE.
“SLEEK” is a new surface treatment which is applied after coating in order to reduce friction coefficient on the cutting tool surface. This treatment improves machining process on those materials which present difficult chip flow (copper, brass, bronze, aluminum and its alloys). “Sleek” is applied mainly on the coatings “Sapphire Multi” and” Sapphire”.
LAVORAZIONI APPLICATION
Materiali da lavorare:
Materials to be machined:
Acciai non legati Unalloyed steels
Acciai legati: Alloyed Steels:
Acciai < 50 HRC Steel < 50 HRC
Acciai > 50 HRC Steel > 50 HRC
Acciai Inossidabili Stainless Steel
Ghisa Cast Iron
Leghe di Titanio Titanium, alloyed
Rame Copper
Ottone / Bronzo / Alpacca Brass / Bronze / Nickel Silver



Alluminio e Magnesio Aluminium and Magnesium
Grafite Graphite
CLASSIFICAZIONE DEI MATERIALI GROUPS OF MATERIALS
-Acciai sino a 500 N/mm2
- Acciai da costruzione
- Acciai alta velocità
1
- Acciai sopra 500 - 800 N/mm2
- Acciai da costruzione
- Acciai alta velocità
- Acciai da cementazione
- Acciai da bonifica
- Acciai da utensili nonlegati
- Titanio non legato
- Ghisa grigia < 180 HB
- Steels up to 500 N/mm2
- Construction steels
- Steels for automatic lathes
- Steels more than 500 - 800 N/mm2
- Construction steels
- Steels for automatic lathes
- Case hardening steels
- Tempering steels
- Non-alloyed tools steels
- Non-alloyed titanium
- Cast iron < 180 HB
-Acciai sopra
800 -1000 N/mm2
- Acciai da cementazione
- Acciai da bonifica
- Acciai da nitrurazione
- Acciai da costruzione resistenti al calore
- Ghisa grigia > 180 HB
- Steels more than 800 - 1000 N/mm2
- Case hardening steels
- Tempering steels
- Nitriding steels
- Heat resistant construction steels
- Cast iron > 180 HB
1.8504 34 CrAl 6 1.8507 34 CrAIMo 5 17211 A355 CI.D
- Acciai sopra
1000 - 1300 N/mm2
- Acciai da cementazione
- Acciai da bonifica
- Acciai da nitrurazione
- Acciai da utensili per lavorazioni a caldo
- Acciai inossidabili ferrittici
- Leghe di titanio
2 3 4
- Steels more than 1000 - 1300 N/mm2
- Case hardening steels
- Tempering steels
- Nitriding steels
- Hot working steels
- Ferritic Stainless steel
- Titanium alloys
0.6030 GG 30
0.7050 GGG 50
0727-02 0.7060 GGG 60
0.8065 GTW-65 0.8170 GTS-70 P 690 1.2067 102 Cr 6 17350 BL 3 L 3
1.2311 40 CrMnMo 7 1.2312 40 CrMnMoS 8 6 17350 1.2343 X 38 CrMoV 5-1 17350 BH 11 H 11 1.2344 X40CrMoV 5-1 17350 BH13
1.2510 100 MnCrW 4
1.2710 45 NiCr 6 1.2711 54 NiCrMo V 6 1.2714 56 NiCrMoV 7 17350 1.2833 100 V 1
CLASSIFICAZIONE DEI MATERIALI GROUPS OF MATERIALS
- Acciai da utensili per lavorazioni a freddo 12% Cr
- Acciai resistenti al calore = 17% Ni e 17% Cr
- Acciai inossidabili austenitici
- Leghe di titanio indurite
- Leghe a base di nichel non indurenti
- Tool steels for cold machining 12% Cr
- High temperature steels
= 17% Ni and 17% Cr
- Austenitic stainless steel
- Titanium alloys hardened
- Nickel-based alloys
ESEMPI DI MATERIALI - MATERIAL EXAMPLE
– Nr. DIN
1.2080 X 210 Cr 12 17350
3 D 3 1.2379 X 155 CrVMo 12-1 17350 BD 2 D 2
1.2436 X 210 CrW 12 17350 2312 1.2601 X 165 CrMoV 12 17350 1.4301 X 5 CrNi 18 10
X 12 CrNi S 18 9
X 6CrNiMoTi 17-12-2
1.4876 Incoloy 800 SEW 470 NA 15 B 163 1.4923 X 22 CrMoV 12-1 17240 1.4945 X 6 CrNiWNb 16 16
1.4962 X 12 CrNiWTi 16-13 1.5920 18 CrNi 8
1.6582 34 CrNiMo 6 EN 10083-1
2.4632 Nimonic 90 LW 2.4654 Waspalloy LW 2.4665 Hastelloy X LW 2.4670 Inconel 713 LW 2.4816 Inconel 600 17742 2.4856 Inconel 625 17744
- Leghe resistenti al calore
- Leghe a base di nichel indurenti
- Higt temperature alloys
- Nickel-based alloys
- Alluminio puro
- Leghe d’alluminio non bonificato
- Materiali malleabili
- Leghe d’alluminio bonificato
- Materiali malleabili
- Getti in lega leggera Si ≤ 10%
- Getti in lega leggera Si > 10%
- Leghe rame - zinco (ottone)
- Leghe rame - stagno (bronzo)
- Duroplastica laminata
5 6 7 8 9
- Pure aluminium
- Non-hardened aluminium
- Forging materials
- Hardened aluminium
- Forging materials
- Aluminium cast material Si ≤ 10%
- Aluminium cast material Si > 10%
- Copper - zinc alloys (brass)
- Copper - zinc alloys (bronze)
- Duroplast laminated
2.4636 Udimet 700 2.4668 Inconel 718
2.4973 René 41 Astroloy René 95 Stellite 6
3.0255 Al 99,5 3.2315 AlMgSi 1 3.3211 AlMg 1 SiCu 3.3535 AlMg 3 3.4365 AlZnMgCu 1,5 3.2151 G-Al Si6 Cu 4 3.2341 G-AlSi 5 Mg 3.2373 G-AlSi 9 Mg 3.2381 G-AlSi 10 Mg 3.2581 G-AlSi 12 AlSi 17 Cu 4 Al Si 21 CuNiMg AlSi 25 CuNiMg
H W W(AR) S
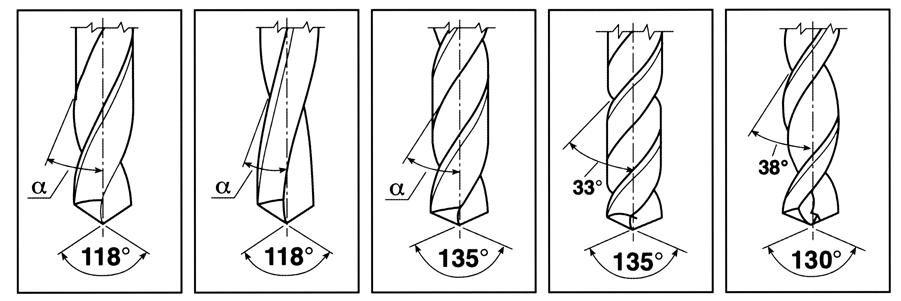
α = Inclinazione dell’elica /Helix angle
Gruppi di diametri - Diameter groups
Esecuzione - Execution α mm N H W
0 ÷ 0,6
0,6 ÷ 1
1 ÷ 3,2
18°÷20° - -
20°÷26° - -
22°÷28° 12°÷15° 30°÷38°
3,2 ÷ 5 24°÷30° 14°÷15° 30°÷40°
5 ÷ 10
25°÷32° 16°÷18° 35°÷42°
10 ÷ > 26°÷34° 18°÷20° 35°÷42°
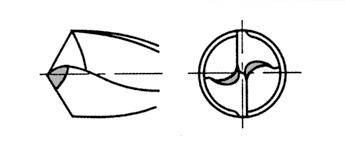


DIN 1412 forma A
Assottigliamento del nucleo; riduce lo spessore del nucleo e quindi la pressione di penetrazione, migliorando le condizioni di taglio. Viene utilizzata per punte riaffilate e per punte lunghe.
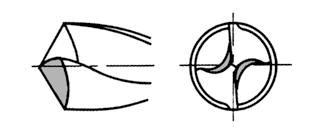
DIN 1412 forme B
Assottigliamento del nucleo con correzione del tagliente; riduce lo spessore del nucleo permettendo la correzione del tagliente.
DIN 1412 shape A
Web thinning; reduces web thickness and therefore feed pressure thereby improving cutting conditions. Used for re-sharpened and long bits.
DIN1412 forma B
Web thinning with cutting edge correction; reduces web thickness to enable cutting edge correction.
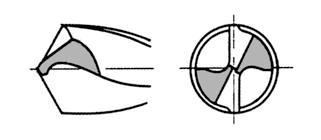
DIN1412 forma C
Affilatura a croce o affilatura a diamante; utilizzata su punte per fori profondi. La forma dell’angolo in punta favorisce l’asportazione del truciolo e riduce la pressione di penetrazione.
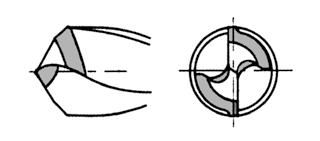
DIN1412 forma D
Affilatura per ghisa grigia; la smussatura degli spigoli esterni consente di irrobustire il tagliente. Viene usata per ghisa di durezza media o elevata e per materiali abrasivi.
DIN1412 shape C
Split point or diamond type sharpening; used on bits for deep drilling. The point angle geometry facilitates chip removal and feed pressure.
DIN1412 shape D
Gray cast iron sharpening; bevelling of external edges strengthens the cutting edge. Used for medium to high gray cast iron hardness and for abrasives
DIN1412 forma E
Affilatura per punta a centrare; consente una buona centratura, non lascia bava nei fori passanti. Poiché la punta e i lati taglienti sono delicati, conviene utilizzarla per forature di lamiere sottili.
DIN1412 shape E
Centre drill bit sharpening; ensures optimal centre drilling and does not leave burs in through-holes. As the bit and cutting edges are delicate, this bit should be used for drilling thin sheet metal.
I maschi con anello rosso sono costruiti per la maschiatura di acciai tenaci, leghe di Titanio, Nichel. Si consiglia l’utilizzo di refrigerante; olio da taglio integrale o emulsione al 4% – 5%
Main Application: Tough Steels (1200-1400 N/mm2), Titanium and Nickel Alloys. Coolant: full cutting oil or emulsion at 4 – 5%
I maschi con anello blu, sono costruiti per la maschiatura di acciai inox, acciai pastosi (teneri) fino a 750 N/mm2. Come refrigerante si consiglia l’uso di olio da taglio integrale.
Main Application: Stainless steels and soft steels up to 750 N/mm2. Coolant: full cutting oil.
I maschi con anello verde sono costruiti per la maschiatura di leghe e derivati alluminio, rame, ottone, bronzo. Refrigerante olio da taglio integrale, emulsione al 6% – 8%
Main application: Aluminium and its alloys, copper, brass, bronze.
Coolant: full cutting oil or emulsion at 6 – 8%
I maschi con anello bianco sono costruiti per la maschiatura di ghisa grigia, sferoidale (GG-GGG), materiali abrasivi a truciolo corto.
Main application: Cast Iron, Spheroidal Cast Iron (GG-GGG), abrasives materials with short chips.
I maschi con anello giallo sono costruiti per la maschiatura di acciai con resistenza medio/bassa. Possono essere impiegati per acciai da costruzione, acciai legati-bonificati, rame, leghe di rame e ottone.
Si consiglia l’utilizzo di refrigerante; olio da taglio integrale o emulsione al 4% – 5%.
Main application: low resistance steel. These taps can be used on construction steel, tempered and alloyed steel, copper, copper alloys and brass.
Coolant: we suggest the use of full oil or 4%-5% emulsion.
I maschi con anello arancione di nuova produzione, sono costruiti per la maschiatura di acciai tenaci si consiglia l’utilizzo in maschiatura rigida con refrigerante olio da taglio integrale o emulsione allo 4% – 5%
Taps with orange ring of new production, they are built for tapping tough steels and we recommend using rigid tapping with coolant full cutting oil or emulsion at 4% - 5%.
d3) diametro imbocco chamfer diameter
Angolo d’imbocco
Spoglia radiale sull’imbocco Chamfer radial relief
form D
ω = 8°
form c
ω = 15°
form E
ω = 23°
CONDIZIONI GENERALI Dl VENDITA
I prezzi del presente listino si intendono alle condizioni di sconto vigenti al momento della spedizione. Eventuali variazioni di sconto saranno comunicate preventivamente.
La spedizione della merce si intende, salvo condizioni precedentemente pattuite, franco ns. stabilimento o deposito. La merce viaggia sempre, in ogni caso, ad esclusivo rischio del committente. Non si accettano reclami se non pervenuti entro sette giorni dal ricevimento della merce.
La consegna del materiale è generalmente pronta a magazzino, salvo casi particolari.
In questi casi i tempi di consegna sono indicativi e comunque non impegnativi.
Tutte le ordinazioni, anche se verbali, si intendono sempre date ed eseguite alle condizioni sopra esposte.
Ogni eventuale clausola contenuta nel Vs. ordine, in contrario con quanto sopra, si intende priva di valore.
A richiesta si producono utensili con forme e dimensioni speciali; in questo caso sarà ns. cura comunicarVi i prezzi unitamente ai quantitativi minimi e ai tempi di consegna.
Nessun ritardo può costituire causa di annullamento dell’ordine o di rivalsa qualsiasi.
Non rispondiamo perciò di nessun danno dipendente da un ns. ritardo e la merce non può essere rifiutata per nessun motivo.
Il compratore è tenuto al pagamento integrale anche in casi di contestazione o controversia.
I pagamenti dovranno avvenire nei termini e negli accordi previsti; in caso di ritardato pagamento ci riserviamo di addebitarVi una penale pari al tasso bancario vigente in quel momento .
Gli utensili potranno essere sostituiti, previa autorizzazione della Direzione Commerciale.
La garanzia decade nel momento in cui gli utensili presentino una normale usura, un errato impiego oppure segni di manomissione.
Risponderemo comunque solamente della qualità e della tolleranza dei pezzi da noi prodotti e non del lavoro che da essi verrà eseguito.
Si esclude quindi ogni indennizzo a ns. carico all’infuori della sostituzione degli utensili riconosciuti difettosi.
Per ogni controversia che dovesse sorgere sarà competente il Foro di Brescia.
Tutti i dati sono stati redatti e controllati con la massima cura.
Non ci assumiamo comunque nessuna responsabilità per eventuali errori od omissioni.
La CARMON può a suo insindacabile giudizio cambiare in qualsiasi momento le caratteristiche ed i prezzi dei prodotti venduti.
The prices in the present list are applicable with discount conditions valid at the time of delivery.
Customers will be notified of any price variations in advance. Goods delivery is ex our works/warehouse unless otherwise agreed. In any event goods transport remains the completely responsibility of the purchaser.
Claims will only be accepted if delivered within seven days of receipt of the said goods. Goods are generally ready for delivery from the warehouse, with the exception of special cases. In special cases delivery times are to be considered guideline only and not binding.
All orders, even if verbal, are considered issued and processed on the conditions specified above. Clauses in the customer’s order that contradict the above, will be considered null and void.
Special tools with specific shapes and dimensions can be manufactured on request; in this case we will notify the customer of prices, minimum order quantities, and delivery times.
No delay constitutes cause for cancellation of the order or other recourse.
Therefore we shall not be held liable for damage caused by any delays and goods may not be refused under any circumstances.
The purchaser is obliged to fulfil total payment, also in the event of dispute or controversy.
Payments must be made within the agreed terms and methods; in the event of delayed payment, we reserve the right to make an extra charge equal to the current applicable bank rate.
Tools may be replaced with prior authorisation from the Sales Management.
The guarantee does not apply in the event of normal tool wear, incorrect use or evidence of tampering.
We shall be responsible exclusively for quality and tolerance of the tools we produce and not for the relative application.
Therefore all damages are excluded with the exception of piece replacement when acknowledged as defective.
The present conditions are subject to the exclusive jurisdiction of the Court of Brescia.
All the present information has been drawn up and checked thoroughly.
However we shall not be held liable for any errors or omissions.
CARMON reserves the right to modify prices and products at any time without notice.
GEOMETRIA DELLA GOLA
INCLINAZIONE ELICA HELIX ANGLE
semifinitore semifinisher B
ANGOLO DEL DENTE TOOTH ANGLE
WELDON DIN 1835 FORM B
FILETTATO THREADED DIN 1835 FORM D
ANGOLO AL VERTICE POINT ANGLE
VISTA FRONTALE FRONT VIEW
imbocco B B chamfer D
imbocco D D chamfer INCLINAZIONE ELICA
imbocco C C chamfer E imbocco E E chamfer
CONO MORSE MORSE TAPER TAPPED SHANK DIN 228 FORM A
CILINDRICO STRAIGHT DIN 1835 FORM A
LASER RING I ® STANDARD SPEED MICROGRAIN Co10
LASER RING II ® HIGH SPEED
MICROGRAIN Co12
CILINDRICO STRAIGHT
DIN 1835 FORM A

AFFILATURA POINT GRINDING (pag 385)
TAGLIO CUT FORI HOLES
ANELLI RINGS (pag 386)
fori ciechi blind holes
INCLINAZIONE ELICA HELIX ANGLE
TOLLERANZA TOLLERANCE
fori passanti trought holes
DEL DENTE TOOTH ANGLE
LUNGHEZZA LENGTH
GEOMETRIA DELLA GOLA FLUTE GEOMETRY (pag 342)
INCLINAZIONE ELICA HELIX ANGLE
TAGLIENTI A SGROSSARE E SEMIFINIRE ROUGHING AND SEMI-FINISHING CUTTING EDGE PROFILE
Ø 6 - Ø19 P.2 P.1,25 Ø20 - Ø30 P.3 Ø32 - Ø75 P.4
GEOMETRIA DELLA GOLA FLUTE GEOMETRY (pag 384)
VISTA FRONTALE FRONT VIEW
TOLLERANZA TOLLERANCE (ISODIN13)
LUNGHEZZA LENGTH
VISTA FRONTALE FRONT VIEW Ø NR HR WR NF
LAVORAZIONI AD ALTA VELOCITÀ HIGH SPEED CUTTING
TAGLIENTI A SGROSSARE E SEMIFINIRE ROUGHING AND SEMI-FINISHING CUTTING EDGE PROFILE
INCLINAZIONE ELICA HELIX ANGLE
ANGOLO AL VERTICE POINT ANGLE


AFFILATURA POINT GRINDING (pag 385)


UTENSILERIA CARMON s.r.l.
Via Matteotti, 162 - 25014 Castenedolo (Bs) ITALY Tel. +39 030 2130555 - Fax +39 030 2731634 www.carmon.it - info@carmon.it
catalog