International Journal for Research in Applied Science & Engineering Technology (IJRASET) ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 7.429 Volume 8 Issue V May 2020- Available at www.ijraset.com
Application of Ranked Position Weighted and Kilbridge and Wester Method at Radiator Assembly Plant - A Case Study Priyal B. Panchal1, Vivek A. Deshpande2 1
PG scholar, Industrial Engineering, 2Associate Professor, Mechanical Engineering, G.H.Patel College of Engineering & Technology, Vallabh Vidyanagar, Gujarat, India
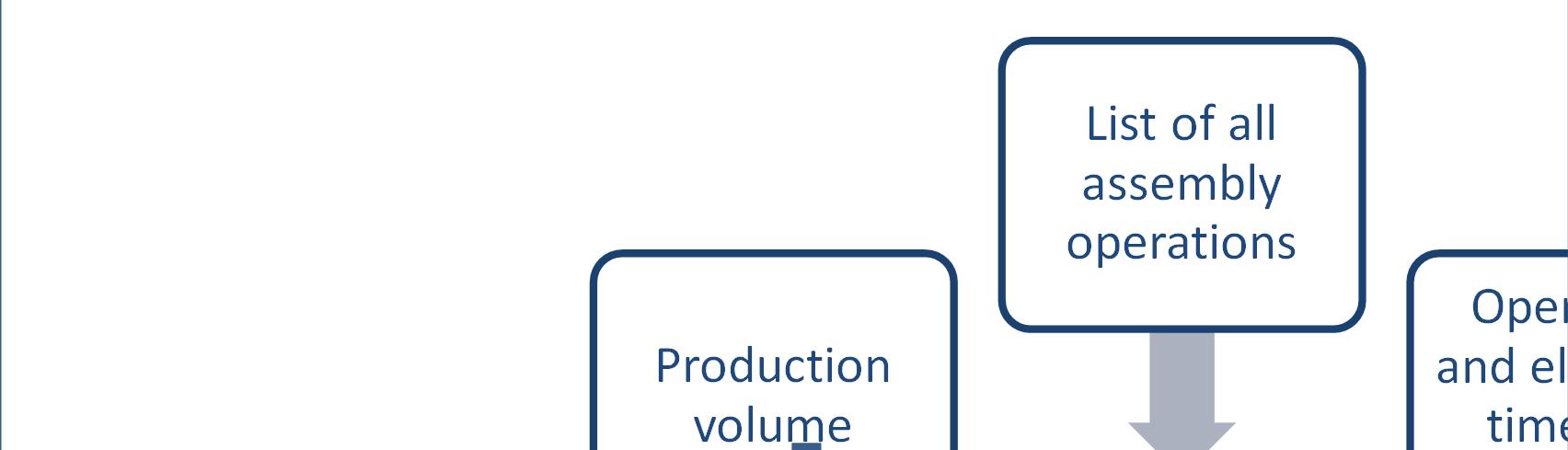
Abstract: Line-Balancing is distribution of total work load among various stations evenly as to achieve the production target. The problem is to minimize the difference between maximum station time and individual station time subject to element time constraint, precedence relationship constraint. The assembly line as planned and installed based on the production rate required; any change in demand value, product design requires change in assembly line. The case study involves Kilbridge and Wester (KBW) method and Ranked Position Weighted (RPW) method line balancing Heuristic Algorithm to balance the manual assembly line. Result is selected as best of two method and proposed arrangement for distribution of workload among various stations is made for the radiator assembling plant considering line-efficiency(E) and smoothness index(SI) as performance criterion. Keywords: Line-Balancing, Kil-Bridge and wester method, Ranked Position Weighted method, line-efficiency, smoothness-index I. INTRODUCTION Manual Assembly lines consists of sequence of workstation where assembly tasks are performed manually by Human worker to assemble the product as they move along the line The Productivity of the Assembly line generally depends on balancing performance[1]. Prerequisites for proper line balance involves following things[2]:A. Production Volume B. List of operations and sequence C. Operation time and elemental time In this case study Operation time is developed with help of Maynard Operation Sequence Technique(MOST). Production volume has been set by the Production Planning and control section, existing production rate is 500units/shift. Operation sequence for assembling the radiator has been set by the Process planning section of the firm. Assembly tasks are broken down into elements, where each elemental taskis allocated to the workstation considering precedence relationship such that it does not exceed maximum station time. Authors found that considering present and future production volume it is required to increase the plant capacity, and propose distribution of elemental time among work station with minimum the idle time. This influence need for line-balancing. II.
LITERATURE REVIEW
Heuristic procedures for line balancing involves:A. Largest Candidate Rule method B. Kilbridge and Wester(KBW) method C. Ranked-Position Weight(RPW) method KBW and RPW method allocates work element based on their elemental cycle time and precedence relationship unlike LCR method which allocates the work element based on maximum cycle time and irrespective of precedence relationship. As a result this study does not include LCR method for line-balancing.
ŠIJRASET: All Rights are Reserved
2717